Результат интеллектуальной деятельности: ЗАГОТОВКА-СЛИТОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ПОД ПРОШИВКУ И ПОСЛЕДУЮЩУЮ РАСКАТКУ ЕЕ НА ДВУХВАЛКОВОМ СТАНЕ ПОПЕРЕЧНО- ВИНТОВОЙ ПРОКАТКИ В ПЕРЕДЕЛЬНЫЕ ГИЛЬЗЫ-ЗАГОТОВКИ ДЛЯ ПРОИЗВОДСТВА МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3200-3550 мм ИЗ СТАЛИ МАРКИ 08Х18Н10Т ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно, к производству передельных гильз-заготовок поперечно-винтовой прошивкой размером 650×вн.500×3310-3700 мм для последующего передела их в механически обработанные трубы размером 610×36,53×3200-3550 мм из стали марки 08Х18Н10Т по ТУ 14-3Р-197-2001 для объектов атомной энергетики, и может быть использовано при производстве передельных гильз-заготовок на трубопрокатной установке 8-16′′ с пилигримовыми станами ОАО «ЧТПЗ», имеющей в своем составе стан поперечно-винтовой прошивки.
В практике трубного производства известны центробежно-литые заготовки и способ изготовления из них труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из сталей марок 08Х18Н12Т, 08Х10Н20Т2, включающий нагрев полых центробежно-литых заготовок до температуры пластичности и прокатку их на пилигримовом стане в передельные трубы с последующей механической обработкой - обточкой и расточкой (ТИ 158-Тр.ТБ 1-63-98. «Изготовление бесшовных горячекатаных труб из стали марки 08Х18Н12Т для химического машиностроения по ТУ 14-3-743-78», ТИ 158 Тр.ТБ1-6-94 «Изготовление труб из стали марок 08Х10Н20Т2 и 08Х10Н16Т2 для выдвижных систем по ТУ 14-3-1564-88»).
Недостатком данных заготовок является низкое их качество, невозможность проработки металла и получения равномерной структуры по сечению передельных труб при прокатке их в круглых калибрах с тангенциальными выпусками с вытяжками на пилигримовом стане µ<3,5. Полой центробежно-литую заготовку использовали ввиду отсутствия технологии прошивки в станах косой прокатки заготовок диаметром более 580 мм с высоким содержанием Cr и Ni, а также из-за малой мощности привода прошивного стана.
Прошивка заготовок диаметром более 500 мм из коррозионно-стойких труднодеформируемых марок стали и сплавов из-за повышенных деформаций под воздействием растягивающих напряжений приводит к образованию трещин и разрывов на гильзах, что приводит к браку и не дает возможности дальнейшего их передела, а также к остановке двигателя прошивного стана и прекращению процесса из-за повышенных нагрузок.
В трубопрокатном производстве известен способ прокатки передельных труб на установках с пилигримовыми станами из коррозионно-стойких труднодеформируемых марок стали и сплавов типа 20Х25Н25ТЮ-Ш размером 325×40 мм для изготовления водоохлаждаемых печных роликов размером 295×22×2750 мм и жаростойких труб размером 325x12 мм по ГОСТ из стали марки 06ХН28МДТ (ЭИ-943), включающий сверление и расточку слитков ЭШП размером 460×1600 мм на диаметр 275 и 325+5/-0 мм, нагрев их до температуры пластичности, прокатку в пилигримовом стане в трубы размером 325×40 и 325×25 мм с последующей обточкой и расточкой на трубы с заданными геометрическими размерами (Протокол №1031 согласования условий поставки труб из сталей марок 06ХН28МДТ и 20Х25Н25ТЮ-Ш от 14.12.2000 г. и письмо-указание на опытно-промышленные прокатки передельных труб размером 325×40 и 335×25 мм).
Недостатком данного способа является использование расточенных слитков-гильз с внутренним диаметром больше диаметра дорна на 25-35 мм, т.к. при меньшем зазоре на внутренней поверхности труб образуются дефекты в виде рванин, затяжки дорнов, даже с повышенной конусностью, а это в свою очередь приводит к повышенному расходу дорогостоящего металла.
В трубной промышленности известен также способ производства горячедеформированных и передельных труб большого и среднего диаметров (273-465 мм с отношением D/S=8-12,5) из коррозионно-стойких труднодеформируемых марок стали и сплавов на ТПУ с пилигримовыми станами (патент РФ №2247612 от 06.05.2003 г.), включающий сверловку слитков ЭШП или заготовок диаметром 380-500 мм, выдержку на колосниках при температуре 500-550°C в течение 70-95 минут в зависимости от диаметра, нагрев до температуры пластичности 1120-1140°C со скоростью 1,4-1,5 град/мин, прошивку заготовок в гильзы размер в размер по диаметру при скорости вращения валков 25-40 оборотов в минуту на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм, первую прошивку слитков ЭШП (заготовок) диаметром 460-600 мм в прошивном стане ведут с вытяжкой 1,2-1,4 при скорости вращения рабочих валков 15-25 оборотов в минуту, а вторую и последующие (при необходимости) прошивки (раскатки) с подъемом или посадом по диаметру не более 5,0% и вытяжкой 1,5-1,75 при скорости вращения валков 25-50 оборотов в минуту, холодные гильзы после первой прошивки диаметром 460-600 мм с отношением D/S=3,0-4,5 выдерживают на колосниках при температуре 400-500°C в течение 50-70 минут в зависимости от диаметра и толщины стенки, затем нагревают до температуры пластичности 1100-1260°C со скоростью 1,6-1,8 градуса в минуту в зависимости от марки стали, а гильзы после прошивного стана с температурой 600-800°C равномерно нагревают до температуры пластичности 1100-1260°C со скоростью 1,7-2,0 градуса в минуту, перед выдачей из печи гильзы выдерживают в течение 45-60 минут при температуре пластичности с кантовкой через 10-15 минут на угол ~180°, процесс прошивки, от захвата слитков ЭШП (заготовок) до полного нахождения на оправку, ведут с уменьшением числа оборотов рабочих валков с 25 до 15, установившийся процесс прошивки ведут при 15-20 оборотах в минуту, а на выходе гильзы из валков число оборотов увеличивают до 35-40, процесс прошивки (раскатки), от захвата гильзы до полного нахождения на оправку, ведут с уменьшением числа оборотов рабочих валков с 50 до 20, установившийся процесс раскатки - при 20-25 оборотах в минуту, а на выходе гильзы из валков число оборотов увеличивают до 45-50, прокатку труб на пилигримовом стане ведут с вытяжкой µ=3,0-5,0.
Недостатками данного способа являются невозможность производства товарных и передельных горячекатаных труб диаметром более 465 мм с отношением D/S более 12,5 на ТПУ 8-16′′ с пилигримовыми станами и невозможность задачи заготовок-слитков ЭШП и гильз после первой прошивки в стан косой прокатки длиной более 2400 мм и выдачи из стана передельных гильз-заготовок длиной более 3700 мм.
Наиболее близкими техническими решениями являются способы винтовой прошивки (авт. свид. СССР №371993. / Открытия. Изобретения. Товарные образцы. Товарные знаки. 1974. №31 и А.В. Сафьянов, И.Н. Потапов, Б.П. Картушов и др. / Совершенствование прошивки трубной заготовки в неустановившихся режимах // Сталь. 1976. №12. с.1115-1117) из заготовок с профилированными концами.
Недостатком данных решений является то, что первое говорит о том, что в валки винтовой прокатки задают заготовку, торцы которой имеют сферическую выпуклую поверхность, не конкретизируя ее геометрические размеры, а во втором приведена формула для определения радиуса кривизны сферической выпуклой поверхности заготовок, исходя только из очага деформации, т.е. без учета геометрических размеров и марки стали прошиваемых заготовок, и не дано разграничение геометрических размеров профилирования передних и задних концов, которое очень важно при прошивке заготовок из труднодеформируемых марок стали и сплавов, особенно при прошивке заготовок диаметром более 500 мм.
Задачей предложенной заготовки-слитка электрошлакового переплава под прошивку и последующую раскатку ее на двухвалковом стане поперечно-винтовой прокатки в передельные гильзы-заготовки для производства механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08Х18Н10Т для объектов атомной энергетики является получение передельных гильз-заготовок повышенной длины за счет снижения концевой обрези из-за утяжин и с одинаковыми механическими свойствами по длине передельных гильз-заготовок, а следовательно, и товарных труб размером 610×36,53×3200-3550 мм из стали 08Х18Н10Т для объектов атомной энергетики с повышенными геометрическими размерами и качеством поверхности с отметкой «для АЭС» и приемкой инспекцией Госатомнадзора РФ. Трубы данного размера из стали марки 08Х18Н10Т-Ш способом горячей прокатки и тем более на ТПУ с пилигримовыми станами нигде в мире не производятся.
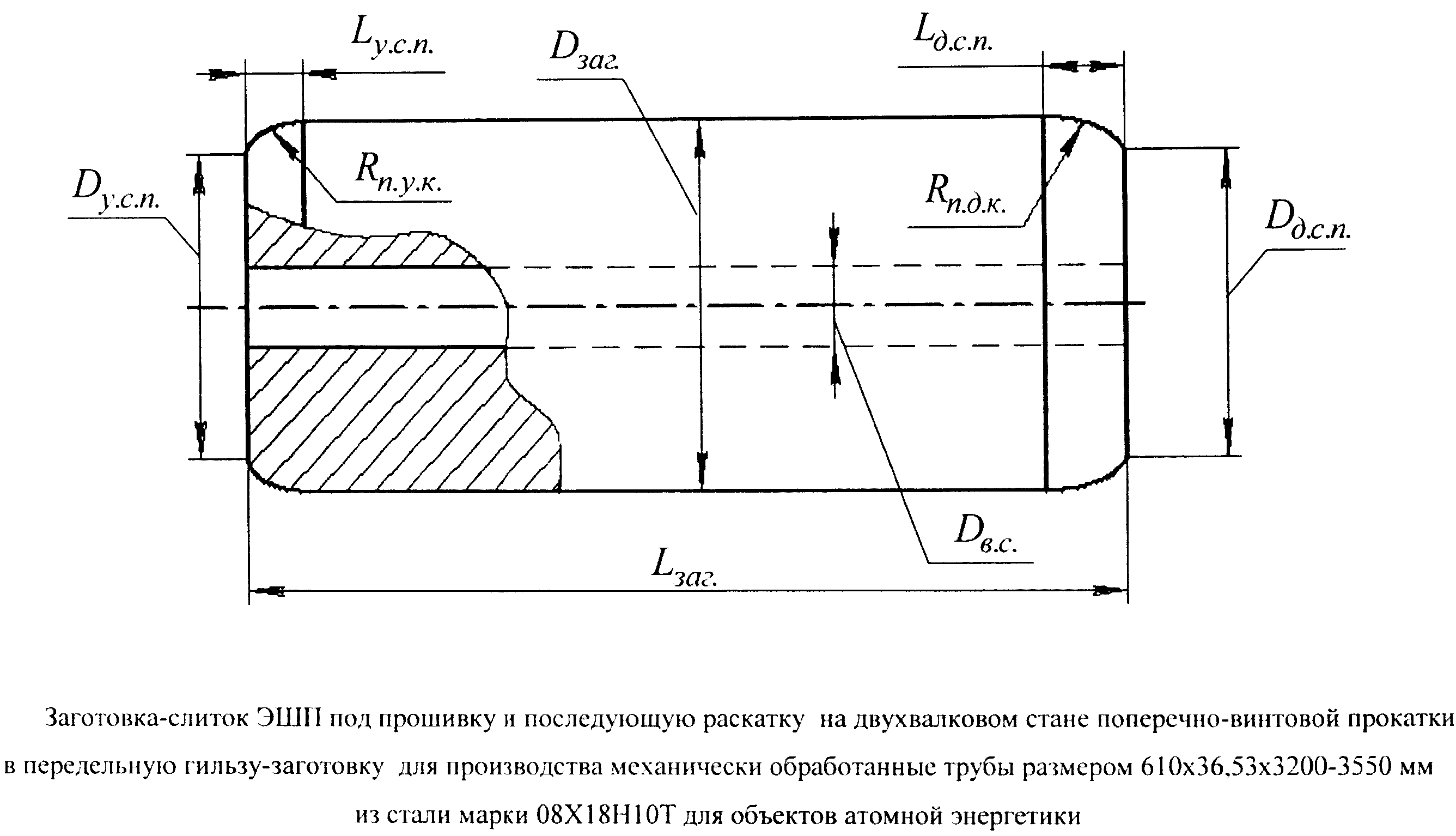
Технический результат достигается тем, что заготовка-слиток электрошлакового переплава под прошивку и последующую раскатку ее на двухвалковом стане поперечно-винтовой прокатки в передельные гильзы-заготовки для производства механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08Х18Н10Т для объектов атомной энергетики характеризуется тем, что она имеет форму цилиндра размером 610±10×1750±50 с осевым сверлением размером 100±5,0 мм, профилированными концами в виде сферических выпуклых поверхностей и механически обработанными поверхностями с чистотой не более 80 мкм в виде сферических выпуклых поверхностей, размеры которых определяют из выражений:
Lд.с.п.=0,11Lзаг.±15,
Dд.с.п.=0,91Dзаг.±5,0,
Rп.д.к.=0,98Rзаг.±5,0,
Lу.с.п.=0,07Lзаг.±15,
Dу.с.п.=0,92Dзаг.±5,0,
Rп.у.к.=0,81Rзаг.±5,0,
где Lзаг.=1750±50 - длина заготовки-слитка электрошлакового переплава, мм; Dзаг.=610±10 - диаметр заготовки-слитка электрошлакового переплава, мм; Rзаг.=310±5 - радиус заготовки-слитка электрошлакового переплава, мм; Lд.с.п. - длина сферической выпуклой поверхности заготовки-слитка электрошлакового переплава с донного конца, мм; Dд.с.п. - диаметр основания спрофилированного донного конца заготовки-слитка электрошлакового переплава, мм; Rп.д.к. - радиус сферической выпуклой поверхности донного конца заготовки-слитка электрошлакового переплава, мм; Lусп. - длина сферической выпуклой поверхности заготовки-слитка электрошлакового переплава с усадочного конца, мм; Dу.с.п. - диаметр основания спрофилированного усадочного конца заготовки-слитка электрошлакового переплава, мм; Rп.у.к. - радиус сферической выпуклой поверхности усадочного конца заготовки-слитка электрошлакового переплава, мм.
Такое решение позволит значительно снизить или полностью исключить утяжку передних и задних концов на гильзах-заготовках, а геометрические размеры профилированных концов слитков ЭШП размером 610±10×100±5×1750±50 мм из стали марки 08Х18Н10Т позволят вести процесс прошивки их в передельные гильзы-заготовки размером 620×340×2150-2450 мм с нагрузкой на привод прошивного стана не более 7,5 кА, т.е. без остановки привода и закатки оправок в гильзах-заготовках, значительно снизить величину утяжки передних и задних концов на передельных гильзах-заготовках, за счет чего увеличить длину товарных труб размером 610×36,53 мм на 200-250 мм, т.е. производить товарные трубы с гарантированной длиной L>3000 мм, необходимой заказчику.
Перераспределение деформационных параметров за счет двойной прошивки слитков ЭШП стали марки 08Х18Н10Т-Ш в сочетании с геометрическими параметрами профилирования и технологическими параметрами прошивки позволили снизить нагрузки на привод прошивного стана и получить передельные гильзы-заготовки под механическую обработку - обточку и расточку - для получения необходимых геометрических размеров товарных труб размером 610×36,53×3200-3550 мм. Использование предложенных геометрических размеров слитков ЭШП под первую прошивку, геометрических размеров спрофилированных концов и технологических параметров прошивки слитков и раскатки гильз-заготовок в передельные гильзы-заготовки позволило впервые в мировой практике на ТПУ 8-16′′ с пилигримовыми станами получить качественные передельные гильзы-заготовки необходимого размера для дальнейшей переработки их в товарные трубы размером 610×36,53×3200-3550 мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемая заготовка-слиток электрошлакового переплава под прошивку и последующую раскатку ее на двухвалковом стане поперечно-винтовой прокатки в передельные гильзы-заготовки для производства механически обработанных труб размером 610×36,53×3200-3550 мм из стали марки 08Х18Н10Т для объектов атомной энергетики характеризуется тем, что она имеет форму цилиндра размером 610±10×1750±50 с осевым сверлением размером 100±5,0 мм, профилированными концами в виде сферических выпуклых поверхностей и механически обработанными поверхностями с чистотой не более 80 мкм в виде сферических выпуклых поверхностей, размеры которых определяют из выражений:
Lд.с.п.=0,11Lзаг.±15,
Dд.с.п.=0,91Dзаг.±5,0,
Rп.д.к.=0,98Rзаг.±5,0,
Lу.с.п.=0,07Lзаг.±15,
Dу.с.п.=0,92Dзаг.±5,0,
Rп.у.к.=0,81Rзаг.±5,0,
где Lзаг.=1750±50 - длина заготовки-слитка электрошлакового переплава, мм; Dзаг.=610±10 - диаметр заготовки-слитка электрошлакового переплава, мм; Rзаг.=310±5 - радиус заготовки-слитка электрошлакового переплава, мм; Lд.с.п. - длина сферической выпуклой поверхности заготовки-слитка электрошлакового переплава с донного конца, мм; Dд.с.п. - диаметр основания спрофилированного донного конца заготовки-слитка электрошлакового переплава, мм; Rп.д.к. - радиус сферической выпуклой поверхности донного конца заготовки-слитка электрошлакового переплава, мм; Lу.с.п. - длина сферической выпуклой поверхности заготовки-слитка электрошлакового переплава с усадочного конца, мм; Dу.с.п. - диаметр основания спрофилированного усадочного конца заготовки-слитка электрошлакового переплава, мм; Rп.у.к. - радиус сферической выпуклой поверхности усадочного конца заготовки-слитка электрошлакового переплава, мм.
Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии условию патентоспособности «изобретательский уровень».
Опытные заготовки-слитки ЭШП, форма и геометрические размеры которых приведены на чертеже, были спрофилированы из слитков ЭШП размером 610±10×100±5×1750±50 мм и заданы в производство на трубопрокатной установке с пилигримовыми станами 8-16′′′ ОАО «ЧТПЗ» при прокатке передельных гильз-заготовок размером 650×вн.500×3310-3700 мм из стали марки 08Х18Н10Т-Ш под механическую обработку для получения труб размером 610×36,53×3200-3550 мм по ТУ 14-ЗР-197-2001 для объектов атомной энергетики.
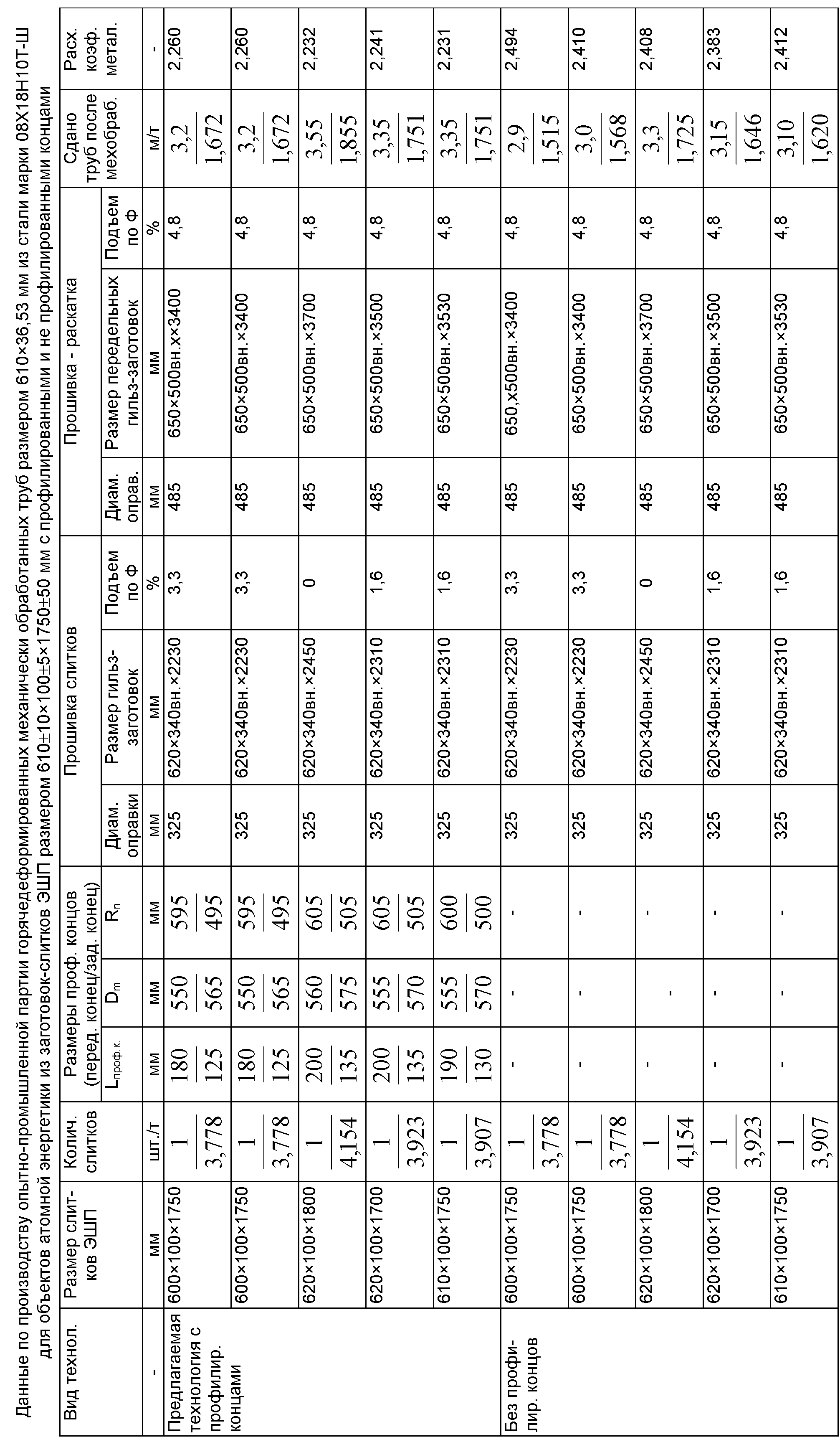
Данные по производству опытно-промышленной партии горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 08Х18Н10Т-Ш для объектов атомной энергетики из заготовок-слитков ЭШП размером 610±10×100±5×1750±50 мм с профилированными и не профилированными концами приведены в таблице.
Из таблицы видно, что в производство было задано 10 заготовок-слитков ЭШП: пять заготовок-слитков ЭШП имели форму и геометрические размеры в соответствии с формулой изобретения, а 5 заготовок-слитков ЭШП были заданы в производство с прямыми цилиндрическими концами. Данные по геометрическим размерам заготовок-слитков ЭШП и профилированных концов приведены в таблице. Заготовки-слитки ЭШП были нагреты в методической печи до температуры пластичности стали 08Х18Н10Т, а именно до температуры 1265-1270°C, и прошиты на оправке диаметром 325 мм в стане винтовой прокатки в гильзы-заготовки размером 620×вн.340×2230-2450 мм с подъемом по диаметру от 0 до 3,3%. Гильзы-заготовки с холодного посада были нагреты в методической печи до температуры 1250-1260°C и прошиты - раскатаны - на оправке диаметром 485 мм в передельные гильзы-заготовки размером 650×вн.500×3400-3700 мм с подъемом по диаметру 4,8%. За счет профилирования концов заготовок-слитков ЭШП на передельных гильзах-заготовках утяжка практически отсутствовала, что позволило снизить концевую обрезь и увеличить длину товарных труб на 200-300 мм.
В заготовках-слитках ЭШП размером 610±10×1750±50 мм были просверлены сквозные отверстия диаметром 100±5,0 мм. Пять заготовок-слитков ЭШП были спрофилированы в соответствии с формулой изобретения, нагреты до температуры 1265-1270°C и прошиты в стане винтовой прокатки в гильзы-заготовки размером 620×вн.340×2230-2450 мм на оправке диаметром 325 мм с отношением D/S=4,4 и подъемом по диаметру от 0 до 1,6%. Нагрузка на двигатель прошивного стана не превышала 7,0 кА, при допустимой не более 8,0 кА. После охлаждения гильзы-заготовки были осмотрены. Дефекты на наружной и внутренней плоскостях гильз отсутствовали, а следовательно, ремонту они не подвергались. Торцы гильз-заготовок были ровными, т.е. не имели утяжин. Гильзы-заготовки были посажены в один ряд в методическую печь и нагреты до температуры 1265-1270°C. Гильзы-заготовки были прошиты - раскатаны - в стане винтовой прокатки в передельные гильзы-заготовки размером 650хвн.500×3400-3700 мм на оправке диаметром 485 мм с подъемом по диаметру 4,8% и с отношением D/S=8,67. Нагрузка на двигатель прошивного стана находилась на верхнем пределе, т.е. 8,0 кА. Передельные гильзы-заготовки размером 650×вн.500×3400-3700 мм после охлаждения были осмотрены. Дефекты на передельных гильзах-заготовках отсутствовали. Утяжины на торцах передельных гильз-заготовок не превышали 35-40 мм. После осмотра и приемки передельные гильзы-заготовки были термообработаны в шахтной печи. После термической обработки передельные гильзы-заготовки были переданы на участок по обработке слитков, заготовок и труб спецназначения, где они были обточены и расточены в товарные трубы размером 610±3,2×35,53±2,75×3200-3550 мм. От труб с концевых участков были отобраны темплеты и переданы в испытательный центр для проведения контрольных испытаний. Испытания показали, что металл труб по всем параметрам соответствует требованиям ТУ 14-3Р-197-2001. Трубы прошли УЗК в соответствии с требованиями ТУ 14-3Р-197-2001. При УЗК дефектов на трубах обнаружено не было. Затем трубы были отторцованы, снята двухсторонняя фаска под углом 35-40° с притуплением по центру толщины стенки 8±2,0 мм, предъявлены представителю ГАН РФ, приняты в соответствии с ТУ и отправлены заказчику. Расходный коэффициент металла на данных трубах составил от 2,231 до 2,260, а средний по партии - 2,246.
Для сравнения пять заготовок-слитков ЭШП были заданы в производство без профилирования концов, которые были нагреты до температуры 1265-1275°C и прошиты в стане винтовой прокатки в гильзы-заготовки размером 620×вн.340×2230-2450 мм на оправке диаметром 325 мм с отношением D/S=4,4 и подъемом по диаметру от 0 до 1,6%. Нагрузка на двигатель прошивного стана не превышала 7,3 кА, при допустимой не более 8,0 кА. После охлаждения гильзы-заготовки были осмотрены. Дефекты на наружной и внутренней плоскостях гильз отсутствовали, а следовательно, ремонту они не подвергались. Торцы гильз-заготовок имели утяжины, длина которых с передних концов была 175-200 мм, а с задних - 125-150 мм. Гильзы заготовки были посажены в один ряд в методическую печь и нагреты до температуры 1265-1270°C. Гильзы-заготовки были прошиты - раскатаны - в стане винтовой прокатки в передельные гильзы-заготовки размером 650×вн.500×3400-3700 мм на оправке диаметром 485 мм с подъемом по диаметру 4,8% и с отношением D/S=8,67. Нагрузка на двигатель прошивного стана находилась на верхнем пределе, т.е. 8,0 кА. Передельные гильзы-заготовки размером 650×вн.500×3400-3700 мм после охлаждения были осмотрены. Дефекты на передельных гильзах-заготовках отсутствовали. Утяжины на торцах передних концов передельных гильз-заготовок не превышали 175 мм, а задних - 140 мм. После осмотра и приемки передельные гильзы-заготовки были термообработаны в шахтной печи. После термической обработки передельные гильзы-заготовки были переданы на участок по обработке слитков, заготовок и труб спецназначения, где они были обточены и расточены в товарные трубы размером 610±3,2×35,53±2,75×2900-3300 мм. От труб с концевых участков были отобраны темплеты и переданы в испытательный центр для проведения контрольных испытаний. Испытания показали, что металл труб по всем параметрам соответствует требованиям ТУ 14-3Р-197-2001. Трубы прошли УЗК в соответствии с требованиями ТУ 14-3Р-197-2001. При УЗК дефектов на трубах обнаружено не было. Затем трубы были отторцованы, снята двухсторонняя фаска под углом 35-40° с притуплением по центру толщины стенки 8±2,0 мм, предъявлены представителю ГАН РФ, приняты в соответствии с ТУ и отправлены заказчику. Расходный коэффициент металла на данных трубах составил от 2,383 до 2,494, а средний по партии - 2,420.
Таким образом, использование технических решений - геометрических размеров заготовок-слитков ЭШП для производства труб размером 610×36,53 мм для объектов атомной энергетики, приведенных в формуле изобретения, позволило увеличить длину товарных труб на 200-300 мм. Средний расходный коэффициент металла по трубам, прокатанным из заготовок-слитков ЭШП с геометрическими размерами в соответствии с формулой изобретения, составил 2,246 против 2,420, из заготовок, прокатанных без профилирования концов, т.е. получено снижение расходного коэффициента металла на 174 кг на каждой тонне труб.
Навигационный комплекс
Способ активной борьбы с айсберговой опасностью и устройство для активной борьбы с айсберговой опасностью
Донная станция
Способ изготовления сварных труб большого диаметра
Устройство измерения параметров волнения
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб
Навигационный комплекс
Способ активной борьбы с айсберговой опасностью и устройство для активной борьбы с айсберговой опасностью
Донная станция
Способ изготовления сварных труб большого диаметра
Устройство измерения параметров волнения
Способ производства бесшовных горячекатаных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами из гильз с повышенной кривизной
Способ производства передельных труб размером 290х11-12 мм с использованием трубопрокатной установки тпу 8-16" с пилигримовыми станами из низкопластичных сталей марок 04х14т3р1ф-ш и 04х14т5р2ф-ш
Способ производства обсадных труб размером 244,5×7,9, 244,5×9 и 244,5×10 мм на трубопрокатных установках с пилигримовыми станами
Способ производства передельных труб большого и среднего диаметров из сплавов на основе титана
Способ многослойной сварки труб

