Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ
Вид РИД
Изобретение
Изобретение относится к области металлообработки, а именно к приспособлениям для профилирования шлифовального круга алмазным стержневым правящим инструментом в виде карандаша, иглы или алмаза в оправке.
Из уровня техники известны устройства - станки и приспособления - для правки, в том числе, фасонной, шлифовальных кругов, предназначенных для шлифования винтов, червяков, резьб, червячных фрез, винтовых канавок осевых инструментов: Matrix (Великобритания), Walter (Германия), Normac (США), Lih-Jaan (Тайвань); MFR (Испания), La Prora (Италия). На перечисленных устройствах осуществляют формообразование (равнозначно - правку, профилирование) круга правящим инструментом - алмазным карандашом или роликом. Правящий инструмент перемещается по прямой или описывает плоскую фасонную кривую, получаемую от двухкоординатной системы с ЧПУ (RU 2231436 C2 27.06.2004, B24B 53/06).
Недостаток такой фасонной правки состоит в том, что соответствующую траекторию правящего инструмента при правке необходимо рассчитывать, используя сложные методики, так как профиль круга при обработке винтовых поверхностей всегда отличается от профиля обрабатываемой поверхности. Кроме того, при расчете неизбежны погрешности, связанные с износом и изменением диаметра круга, а также с допусками (иногда весьма большими: по 12-14 квалитетам) на диаметр шлифуемой поверхности.
Наиболее близким техническим решением к заявленному объекту по совокупности существенных признаков и решаемой технической задаче является устройство профилирования шлифовального круга, устанавливаемое вместо затылуемой фрезы на станке для затылования червячных фрез, содержащее исполнительный механизм с исполнительным узлом, на котором зафиксирован правящий инструмент с возможностью возвратно-поступательного перемещения по двум ортогональным осям X и Z относительно шлифовального круга, пространственно ориентированным вдоль горизонтальной поверхности, и исполнительный механизм с установленным на нем с возможностью вращения шлифовальным кругом. Приспособление при правке движется вместе со столом станка и поворачивается относительно оси центров со скоростью, установленной для шага основного червяка (Палей М.М., Дибнер Л.Г., Флид М.Д. «Технология шлифования и заточки режущего инструмента», М., Машиностроение, 1988, 288 с., стр.158-160).
Недостатком указанного в качестве прототипа устройства является то, что при правке не учитывается движение затылования, правящий инструмент перемещается в плоскости, его острие описывает плоскую прямую, которая при винтовом движении приспособления опишет относительно круга линейчатую винтовую поверхность основного (базового) червяка фрезы. Поэтому такой способ правки может обеспечить форму профиля круга, который при шлифовании червяка с осевым шагом, равным шагу фрезы, даст прямолинейный плоский профиль этого червяка в его осевом сечении или в сечении, параллельном осевой плоскости. То есть, устройство обеспечивает правку круга для шлифования червяков, но не обеспечивает правильное формообразование круга для затылования червячных фрез.
Другим недостатком данного устройства является необходимость весьма медленного вращения фрезы (малого числа оборотов затылуемой фрезы на станке) и быстрого возвратно-поступательного перемещения правящего инструмента. В противном случае правка круга будет неточна, так как правящий инструмент при правке круга будет описывать не линейчатую, а сложную неопределенную поверхность, форма которой зависит от соотношения скоростей движения правящего инструмента в приспособлении и самого приспособления на станке.
Задачей, на решение которой направлено заявленное изобретение, является улучшение качества профиля шлифовального круга, заключающегося в точности его формы, причем без теоретических расчетов профиля и для любой формы (в том числе пространственной кривой) профиля обрабатываемой поверхности.
Техническим результатом, на достижение которого направлено заявленное изобретение, является обеспечение возможности пространственного перемещения правящего инструмента.
Указанный технический результат достигается посредством того, что устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом содержит: исполнительный механизм с исполнительным узлом, на котором зафиксирован правящий инструмент с возможностью возвратно-поступательного перемещения по двум ортогональным осям X и Z относительно шлифовального круга, пространственно ориентированным вдоль горизонтальной поверхности; исполнительный механизм с установленным на нем с возможностью вращения шлифовальным кругом, при этом согласно изобретению исполнительный механизм правящего инструмента выполнен в виде системы из, по меньшей мере, трех взаимно перемещающихся относительно друг друга оснований, исполнительный узел правящего инструмента установлен на верхнем основании с возможностью вращения вокруг оси, ортогональной к установочной поверхности основания, и поворота вокруг оси Z, а исполнительный механизм шлифовального круга выполнен в виде шпинделя, установленного с возможностью возвратно-поступательного перемещения на вертикальной стойке и поворота и фиксации в двух ортогональных плоскостях на технологически регламентированный угол, а указанные исполнительные механизмы программно организованы таким образом, что движение правящего инструмента для формообразования функциональной поверхности шлифовального круга осуществляется по пространственной кривой.
Заявленное устройство поясняется графическими материалами, где:
- на фиг.1 представлена общая схема устройства профилирования шлифовального круга;
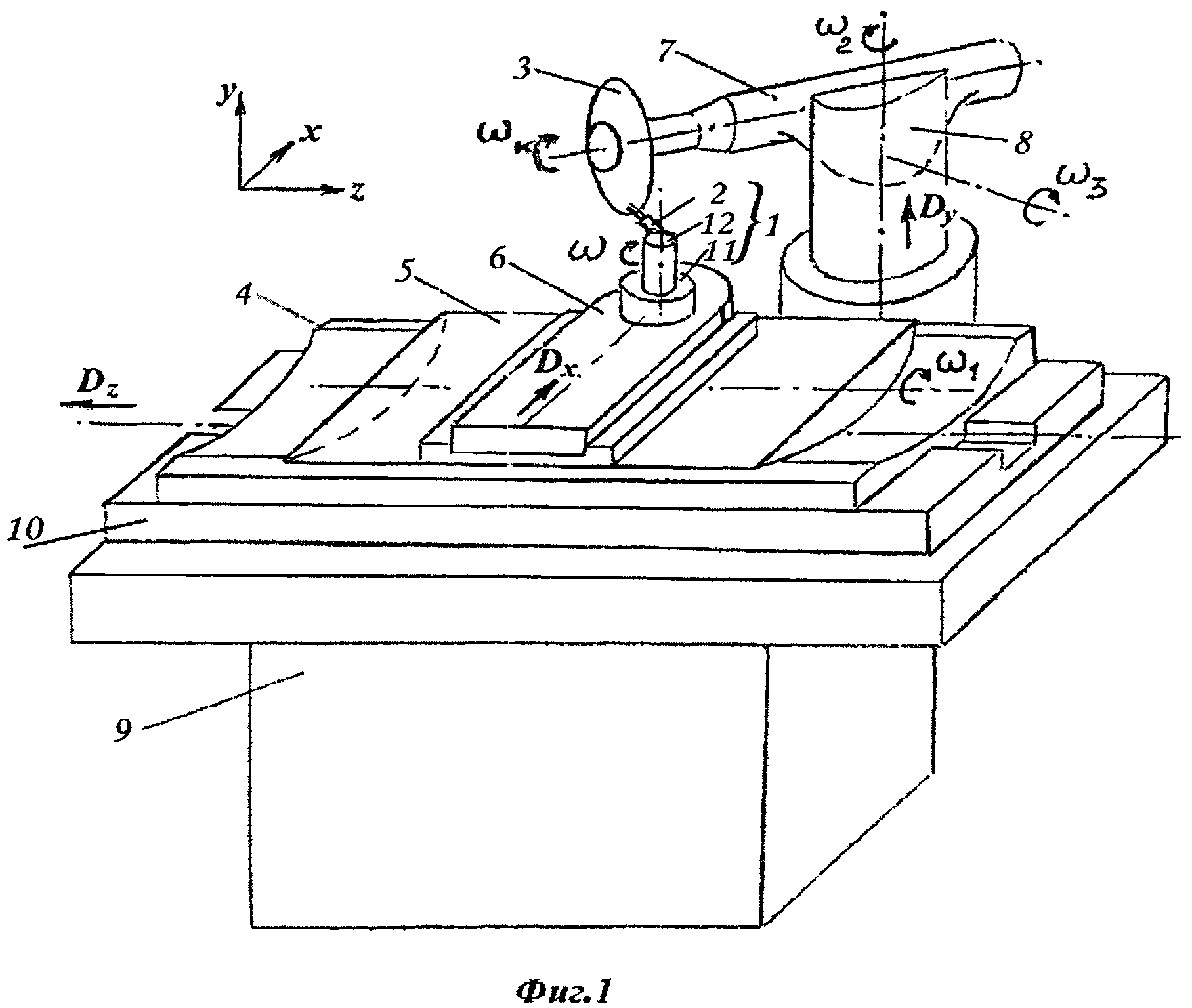
- на фиг.2 - расположение правящего инструмента в разные моменты движения правки.
Устройство для профилирования шлифовального круга содержит: исполнительный механизм (не обозначен) с исполнительным узлом 1, на котором зафиксирован алмазный стержневой правящий инструмент 2 с возможностью возвратно-поступательного перемещения по двум ортогональным осям X и Z относительно шлифовального круга 3, пространственно ориентированным вдоль горизонтальной поверхности. Также заявленное устройство содержит исполнительный механизм (не обозначен) с установленным на нем с возможностью вращения шлифовальным кругом 3. Исполнительный механизм правящего инструмента 2 выполнен в виде системы, по меньшей мере, из трех взаимно перемещающихся относительно друг друга оснований: нижнее - 4, среднее - 5, верхнее - 6. Исполнительный узел 1 правящего инструмента 2 установлен на верхнем основании 6 с возможностью вращения вокруг оси, ортогональной к установочной поверхности основания 6, и поворота вокруг оси Z. Исполнительный механизм шлифовального круга 3 выполнен в виде шпинделя 7, установленного с возможностью возвратно-поступательного перемещения на вертикальной стойке шпинделя 8 и поворота и фиксации в двух ортогональных плоскостях на технологически регламентированные углы ω2, ω3.
Указанные исполнительные механизмы программно организованы таким образом, что движение правящего инструмента 2 для формообразования функциональной поверхности шлифовального круга 3 осуществляется по пространственной кривой.
Поступательные перемещения элементов конструкции устройства обеспечиваются линейными двигателями, вращательные - серводвигателями (не показаны). Редукторы не используются.
Описанное выше устройство установлено на тумбе 9 на неподвижном столе 10, на котором смонтированы основания 4, 5, 6. Исполнительный узел 1, установленный на верхнем основании 6, представляет собой корпус стойки 11, в котором вращается держатель 12 с правящим инструментом 2 (алмазной иглой, алмазом в оправе или карандашом).
Устройство для профилирования шлифовального круга работает следующим образом.
Шпиндель 7 с кругом 3 движениями ω2 и ω3 устанавливается и закрепляется в системе xyz относительно правящего инструмента 2 так же, как относительно шлифуемой детали (затылуемой червячной фрезы, или шлифуемого червяка, или конической винтовой поверхности, или шлифуемой винтовой канавки осевого инструмента). Круг 3 может иметь дисковую, чашечную или пальцевую форму. При этом вершина правящего инструмента 2 в системе xyz занимает положение, соответствующее некоторой точке профиля шлифуемой поверхности (для червячной фрезы - точке режущей кромки фрезы). Установка правящего инструмента 2 по высоте и радиусу вращения ω осуществляется с высокой точностью с использованием лазерных приборов или известной системы Renishow.
Кругу 3 сообщается вращение ωк, основанию 4 - продольное движение Dz, основанию 5 - вращательное движение ω1, основанию 6 - поперечное движение Dx, стойке 8 со шпинделем 7 - движение Dy, держателю 12 - вращение ωк. Все указанные движения, кроме вращения ωк, программируют таким образом, чтобы вершина правящего инструмента 2 описывала относительно круга 3 траекторию, идентичную профилю поверхности детали, которую предполагают обрабатывать данным кругом 3. Вращение ω держателя 12 с правящим инструментом 2 обеспечивает в разные моменты правки такие положения 21, 22, 23, что ось инструмента 2 примерно нормальна к профилю круга 3.
Стойка 8 поворачивается в движении ω2 относительно корпуса 11 в горизонтальной плоскости (xz). Шпиндель 7 может также поворачиваться в движении ω3 относительно стойки 8 в вертикальной плоскости. Вращательное движение ωк круга 3 обеспечивает скорость резания при правке круга. Движения ω2 и ω3 используются для установки (разворота) оси круга 3 и не являются формообразующими.
Управляемые от системы ЧПУ поступательные перемещения Dx, Dy, Dz и вращательные движения ω и ω1 обеспечивают движение вершины правящего инструмента 2 по заданной траектории.
Формообразование осуществляется за несколько (N) проходов.
Для фрез с высотой профиля Н=5-40 мм число N проходов назначают в пределах от 4 до 8-10; большие значения N - для больших H.
При каждом проходе правящий инструмент 2 совершает возвратно-поступательное движение по заданной траектории. После завершения каждого прохода начальное положение правящего инструмента 2 изменяется за счет установочных перемещений Dx, Dy, Dz, ω1 таким образом, что при следующем проходе вершина инструмента 2 описывает ту же траекторию, идентичную профилю шлифуемой поверхности детали, но этот профиль смещен относительно предыдущей траектории на некоторую заданную величину. Величина смещения может быть задана углом поворота δ=0,1-1,5° движения ω1 основания 5 (см. фиг.1). Большие 5 принимают для больших H и для круга 3 дисковой формы, меньшие - для меньших Н и для круга 3 пальцевой формы. Величины установочных перемещений Dx, Dy, Dz зависят от δ и от размеров поверхности детали, для шлифования которой правится круг.
Для правки круга 3 при затыловании червячных фрез по архимедовой спирали величину в установочном движении Dz и величину w в движении Dx принимают равными: u=p·δ; w=a·δ/cosv; где p=Px·zзах/360;
a=(k·Z3/360)·[(Pz+Zзах·Px)/Pz] Px - осевой шаг фрезы; Zзах - число заходов фрезы; k - величина затылования; zз - число зубьев фрезы; Рz - шаг винтовой передней поверхности. Угол v равен углу между горизонтальной плоскостью xz и направлением движения Dx стола 5. Установочное движение Dy при этом отсутствует.
Для правки круга при затыловании по архимедовой спирали фрез с прямыми канавками (параллельными оси фрезы) величину а принимают равной a=k·Zз/360.
Для правки круга 3, предназначенного для шлифования цилиндрических винтовых поверхностей (червяков, резьб, винтовых канавок осевых инструментов), установочное перемещение u=р·δ, где p=Px·/360, Px - осевой шаг винтовой поверхности. При этом установочные движения Dx, Dy отсутствуют.
Для правки круга 3 и для установочных перемещений правящего инструмента 2 движение Dy стойки 8 может отсутствовать, если используется движение ω1 стола 5. И наоборот, движение ω1 может не использоваться, если применяют движение Dy. Возможность обоих указанных движений в устройстве предусмотрено для удобства разработки программ ЧПУ: управляемые движения Dx, Dy, Dz по трем координатным осям обеспечивают установку и перемещение алмаза по любой плоской или пространственной траектории; движение ω1 позволяет во многих случаях записать траекторию алмаза в более простых цилиндрических координатах относительно оси z.
После окончания формообразования шлифовальный круг 3 может быть снят с устройства и установлен на станок, на котором шлифуют деталь.
Круг 3 с полученным профилем может быть также использован для шлифования ролика, который затем устанавливается на станок (на котором шлифуют деталь) для периодической правки круга по мере его износа.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- устройство, воплощающее заявленное техническое решение, при его осуществлении предназначено для формообразования шлифовального круга, обрабатывающего винтовые поверхности червяков, резьб, затылованных червячных фрез;
- для заявленного устройства в том виде, как оно охарактеризовано в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств;
- устройство, воплощающее заявленное техническое решение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное устройство соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом, содержащее исполнительный механизм правящего инструмента с исполнительным узлом, на котором зафиксирован правящий инструмент с возможностью возвратно-поступательного перемещения по двум ортогональным осям Х и Z относительно шлифовального круга, пространственно ориентированным на горизонтальной поверхности, и исполнительный механизм шлифовального круга с установленным на нем с возможностью вращения шлифовальным кругом, отличающееся тем, что исполнительный механизм правящего инструмента выполнен в виде системы из по меньшей мере трех взаимно перемещающихся относительно друг друга оснований, а исполнительный узел правящего инструмента установлен на верхнем из упомянутых оснований с возможностью вращения вокруг оси, ортогональной к установочной поверхности основания, и поворота вокруг оси Z, при этом исполнительный механизм шлифовального круга выполнен в виде шпинделя, установленного с возможностью возвратно-поступательного перемещения на вертикальной стойке и поворота и фиксации в двух ортогональных плоскостях на технологически регламентированный угол, причем упомянутые исполнительные механизмы программно организованы с обеспечением движения правящего инструмента для профилирования функциональной поверхности шлифовального круга по пространственной кривой.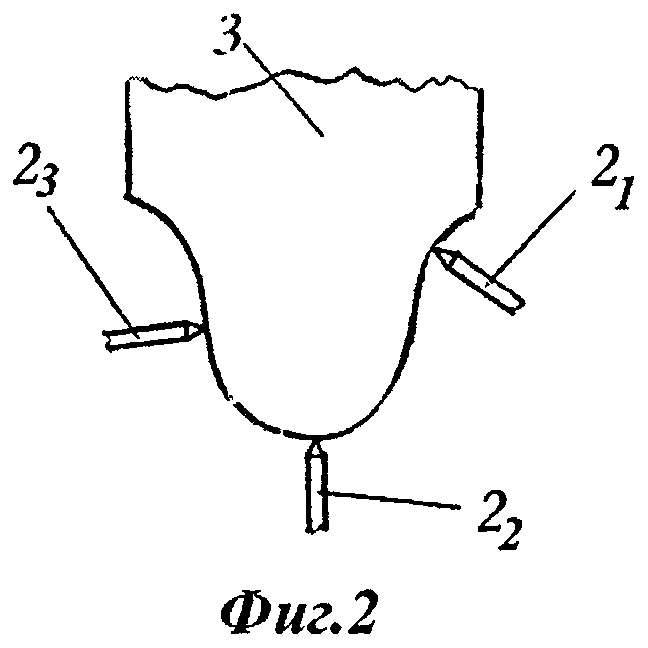
Конический форсуночный скруббер
Двухступенчатая установка пылеулавливания
Система пожаровзрывобезопасности для двухступенчатых пылеулавливающих устройств с циклоном в первой ступени
Двухступенчатая система пылеулавливания с вихревым пылеуловителем
Скруббер кочетова
Бесшаботный молот
Смазочно-охлаждающая жидкость для механической обработки металлов
Способ формирования переменного ключа для блочного шифрования и передачи шифрованных данных
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне
Источник быстрых нейтральных молекул
Устройство для синтеза покрытий
Способ формирования на титановых сплавах приповерхностного упрочненного слоя
Способ комбинированного упрочнения режущего инструмента
Способ изготовления изделия из сплава х65нвфт
Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании
Способ определения предельно допустимого износа режущей пластины из недиэлектрического материала по главной задней поверхности.
Источник быстрых нейтральных молекул
Цельная концевая керамическая фреза
Устройство для обработки изделий быстрыми атомами

