Результат интеллектуальной деятельности: Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к механической обработке материалов, и предназначено для повышения износостойкости и надежности режущих пластин из оксидно-карбидной керамики, например Al2O3+TiC+MgO, в процессе фрезерования закаленных сталей и жаропрочных сплавов с увеличенной подачей за счет формирования оптимальной микрогеометрии режущей части импульсным лазерным воздействием и последующим нанесением на них алмазоподобных покрытий плазмохимическим осаждением.
Окисидно-карбидная керамика является оптимальным широко доступным материалом для решения технологических задач, связанных с высокопроизводительной обработкой композиционных материалов, никелевых сплавов, закаленных сталей и других материалов с повышенным эксплуатационными свойствами. В сравнении с твердыми сплавами керамика обладает большей твердостью, термостойкостью и меньшим коэффициентом трения к обрабатываемым материалам. Главной проблемой режущих пластин из оксидно-карбидной керамики, сдерживающей более широкое производственное применение, являются недостаточно высокая прочность и чувствительность керамики к циклическим и термическим нагрузкам, что приводит к отказам в процессе эксплуатации в виде хрупкого разрушения (сколов и выкрашиваний) режущей части пластин. Особенно это характерно для операций прерывистого резания (фрезерования) и при резании высокотвердых или труднообрабатываемых материалов, когда режущая часть пластины подвергается повышенным теплосиловым нагрузкам и вероятность хрупкого разрушения заметно возрастает. Во многом этому способствует формирование в процессе шлифования тонкого дефектного слоя на режущей части керамических пластин, который увеличивает интенсивность их изнашивания и вероятность хрупкого разрушения, особенно на начальном этапе эксплуатации. Очагами первоначального разрушения режущей кромки становятся локальные сколы инструментального материала, поры и микротрещины, природа которых заложена физике процесса шлифования абразивным инструментов. Из-за этого предприятия, эксплуатирующие режущие пластины из керамики, вынуждены значительно занижать режимы резания, чтобы снизить вероятность ее хрупкого разрушения. Поэтому разрабатываются разнообразные технологические решения, способные улучшить характеристики пластин из инструментальной керамики и минимизировать дефекты, формируемые на операции шлифования. Перспективными технологическими процессами, способными управлять микрогеометрией режущей части и состоянием поверхностного слоя керамических пластин с целью улучшения их свойств и эксплуатационных характеристик, являются лазерная модификация и нанесение защитных покрытий.
Известен способ изготовления режущих керамических пластин из нитридной керамики, который может быть использован для повышения износостойкости пластин из оксидно-карбидной керамики при обработке закаленных сталей. Способ включает получение заготовок в виде керамических пластин с последующим их шлифованием, перед которым обрабатываемые пластины устанавливают между шлифовальными дисками с возможностью их планетарного вращения, а после планетарного шлифования и алмазной доводки осуществляют нанесение износостойкого покрытия (NbTiAl)N толщиной 2,8-3,1 мкм на функциональную поверхность пластин посредством вакуумно-плазменного осаждения (Патент РФ №2491367, опубл. 27.08.2013). Известный способ за счет улучшения качества поверхностного слоя пластин демонстрирует увеличение изгибной прочности на 19% и трещиностойкости на 15% керамических пластин, что в итоге повышает износостойкость и надежность инструмента при обработке закаленных сталей.
Недостатком данного способа является его предназначение для инструмента на операциях непрерывного чистового и получистового резания, невысокая износостойкость и частые случаи хрупкого разрушения режущей части керамических пластин при их эксплуатации в процессе фрезерования с подачей свыше 0,3 мм/зуб и скоростями резания более 250 м/мин, когда инструмент испытывает высокие теплосиловые нагрузки.
Другим способом, известным из уровня техники, является способ изготовления керамических пластин для прерывистого резания, включающий в себя горячее изостатическое прессование порошковой композиции с последующим формированием посредством шлифования и алмазной доводки упрочняющей фаски шириной 0,15-0,35 мм и углом 10-25° на режущем лезвии спеченных керамических пластин, а также нанесение износостойкого покрытия TiC-TiCN-TiN толщиной 5-7 мкм (Федоров С.Ю. Повышение производительности прерывистого точения отливок из серых чугунов на основе разработки режущих пластин из нитридной керамики, Диссертация на соискание ученой степени кандидата технических наук, 145 с., 2011). Описанный способ обеспечивает высокую износостойкость за счет минимизации появления эксплуатационных дефектов пластин, приводящих к хрупкому разрушению их режущей части под воздействием внешних нагрузок в процессе прерывистого точения при подаче 0,5 мм/об и скорости резания 400 м/мин.
Недостатком известного способа является его предназначение для обработки серых чугунов и других обрабатываемых материалов с твердостью не выше 35 HRC, высокая интенсивность изнашивания режущей части керамических пластин при их эксплуатации в процессе прерывистого резания высокотвердых материалов, в частности закаленных сталей с твердостью свыше 55 HRC.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа способ лазерной обработки режущих пластин из оксидно-карбидной керамики TiC+MgO+Al2O3 (Патент РФ №2621245, опубл. 01.06.2017). В соответствии с указанным способом поверхность режущих пластин из оксидно-карбидной керамики TiC+MgO+Al2O3 подвергают импульсному лазерному воздействию с мощностью пучка 7-8 Вт, коэффициентом перекрытия пятна лазерного луча в диапазоне от 0,5 до 0,75 и частотой следования импульсов 90-110 кГц. Известный способ реализует механизм лазерной модификации по режимам, оптимальным для пластин из оксидно-карбидной керамики, при которой производится последовательный дискретный съем тонкого дефектного слоя, склонного к хрупкому разрушению при эксплуатационных нагрузках, и заметно улучшается качество поверхностного слоя и износостойкость режущих пластин при обработке закаленной стали с твердостью 55 HRC.
Недостатками данного способа является:
- увеличение времени технологического процесса и его удорожание за счет лазерной модификации больших участков керамических пластин, включая те, которые не контактируют с обрабатываемой деталью и не изнашиваются в процессе резания; при этом в процессе лазерной модификации микрогеометрия режущей части пластин остается в неизменном виде. Технологически и экономически целесообразно лазерным лучом модифицировать только контактные участки керамических пластин и одновременно с этим формировать требуемую микрогеометрию - упрочняющую фаску и скругленную кромку, которые необходимы для повышения прочности режущей части при высоких теплосиловых нагрузках;
- недостаточная износостойкость и частые случаи хрупкого разрушения режущей части керамических пластин при их эксплуатации в процессе резания закаленных сталей с подачей свыше 0,2 мм/об и скоростями резания более 200 м/мин, что объясняется тем, что лазерная модификация, по сути, удаляет тонкий дефектный слой и залечивает микропоры и трещины, но мало влияет на фрикционное взаимодействие и условия трения на контактных участках передней и задней поверхности керамических пластин. Технологически целесообразно с целью улучшения физико-механических свойств и снижения интенсивности изнашивания после лазерной модификации осуществлять нанесение антифрикционных покрытий.
В основу заявленного изобретения был положен технический результат -улучшение свойств поверхностного слоя оксидно-карбидной керамики, обеспечение высокой износостойкости и минимизация случаев хрупкого разрушения режущей части пластин при фрезеровании закаленных сталей твердостью 55-63 HRC с увеличенными подачами 0,3-0,5 мм/зуб и скоростями резания 250-400 м/мин за счет импульсной лазерной модификации контактных участков керамических пластин с формированием упрочняющей фаски и скруглением режущей кромки и последующего нанесения алмазоподобного покрытия посредством плазмохимического газофазного осаждения.
Технический результат достигается тем, оксидно-карбидную керамику подвергают обработке, включающей шлифование режущих пластин и последующее выполнение импульсной лазерной модификации контактных участков режущих пластин, при которой посредством лазерного воздействия формируется упрочняющая фаска длиной 0,3-0,35 мм, углом 20…22° и скругляются кромки до радиусов 0,09 мм при интенсивности излучения 36,7 Дж/см2, частоте следования импульсов 70 кГц, шагом между импульсами 20-30 мкм и количеством проходов 300, после чего конденсируется алмазоподобное покрытие толщиной 2,5-3 мкм методом плазмохимического газофазного осаждения в плазме тлеющего разряда посредством запуска химической реакции и разрядной деструкции газовой смеси ацетилена С2Н2 (объемная доля 90%), аргона Ar (объемная доля 8%) и тетраметилсилана Si(CH3)4 (объемная доля 2%).
Сформированные посредством лазерного воздействия на режущем клине керамических пластин упрочняющая фаска и радиус скругления обеспечивают распределение действующей в процессе резания силы по большей площади и, как следствие, повышенную прочность режущей кромки, а также высокую износостойкость и сопротивление хрупкому разрушению (сколам и выкрашиваниям) при фрезеровании закаленных сталей твердостью 55-63 HRC с увеличенными подачами 0,3-0,5 мм/зуб и скоростями резания 250-400 м/мин. Формирование требуемой микрогеометрии керамических пластин посредством импульсного лазерного воздействия в отличие от применяемых для этих целей операций шлифования не оставляет дополнительных дефектов (микропор и трещин) на режущей кромке, способствующих хрупкому разрушению при эксплуатационных нагрузках.
Последующее нанесение алмазоподобных покрытий посредством плазмохимического газофазного осаждения повышает микротвердость контактных площадок керамических пластин до 40 ГПа и снижает коэффициент трения до 0,1 в сравнении с исходным керамическим материалом, например Al2O3+TiC+MgO, твердость которого составляет 23 ГПа, а коэффициент трения по стали 0,22-0,25. Алмазоподобное покрытие, нанесенное на керамическую пластину, по сути играет роль твердой смазки, которая выполняет функции промежуточного слоя между обрабатываемой заготовкой и керамической пластиной, полностью или частично изолирующего их друг от друга, обеспечивая более стабильную работу керамических пластин с покрытиями по сравнению с образцами без покрытий в процессе фрезерования закаленных сталей твердостью 55-63 HRC с увеличенными подачами 0,3-0,5 мм/зуб и скоростями резания 250-400 м/мин, сопровождающимся повышенными силовыми и температурными нагрузками.
Изобретение поясняется графическими изображениями.
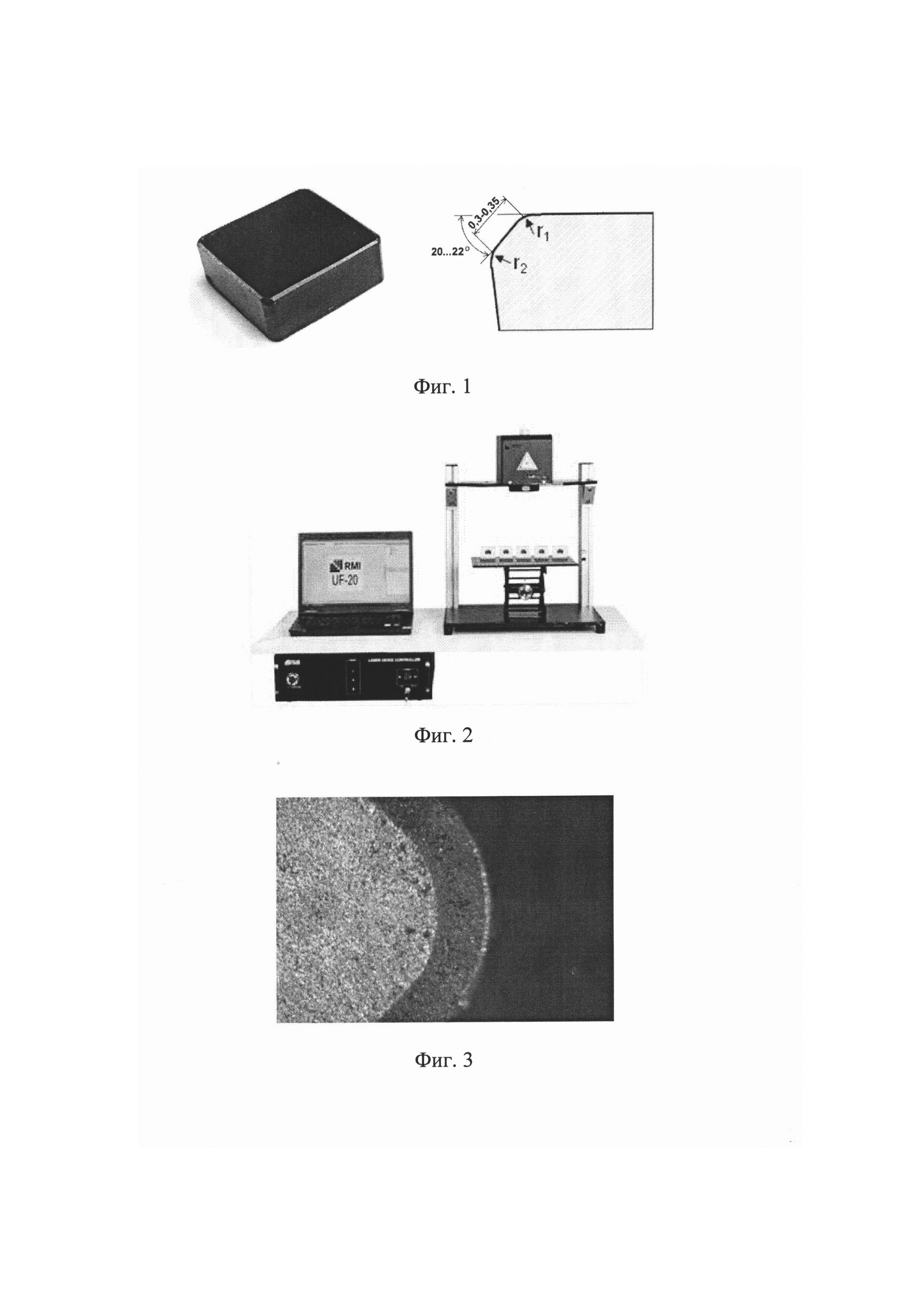
На фиг. 1 - Режущая пластина из керамики и параметры микрогеометрии режущего клина, формируемые посредством импульсного лазерного воздействия.
На фиг. 2 - Общий вид импульсной лазерной системы, используемой для формирования упрочняющей фаски и скругления кромок режущих пластин из керамики.
На фиг. 3 - Оптическое изображение передней поверхности режущей пластины из керамики со сформированной микрогеометрией.
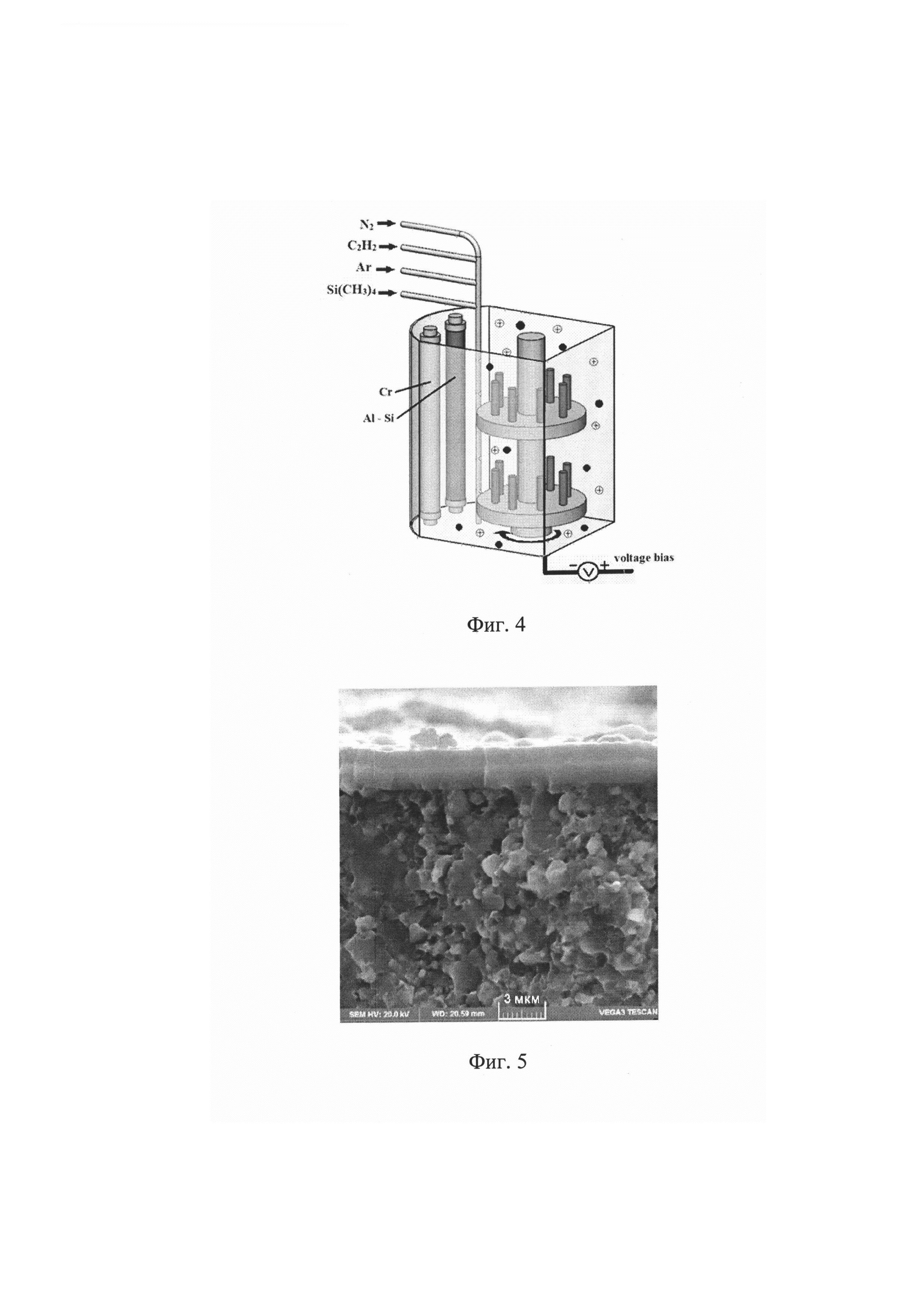
На фиг. 4 - Принципиальная схема технологической системы для плазмохимического газофазного осаждения алмазоподобных покрытий.
На фиг. 5 - СЭМ-изображение микроструктуры оксидно-карбидной керамики после нанесения алмазоподобного покрытия.
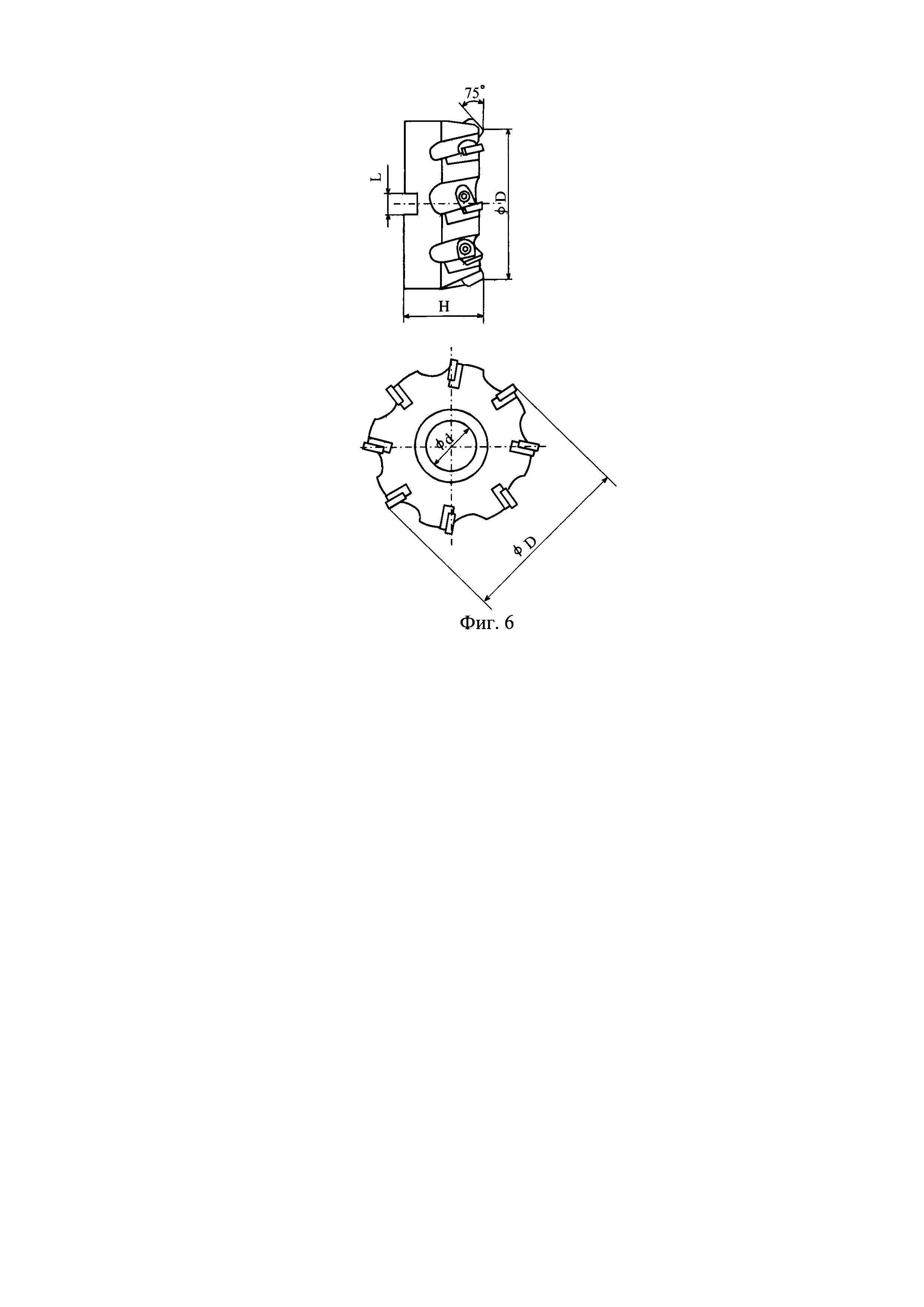
На фиг. 6 - Конструкция сборной торцевой фрезы с керамическими пластинами, используемой при эксплуатационных испытаниях.
Заявляемый способ повышения износостойкости режущих пластин из оксидно-карбидной керамики, например, Al2O3+TiC+MgO при фрезеровании включает шлифование режущих пластин, последующее выполнение импульсной лазерной модификации контактных участков режущих пластин, при этом посредством лазерного воздействия формируется упрочняющая фаска длиной 0,3-0,35 мм, углом 20…22° (см. фиг. 1) и скругляются кромки до радиусов 0,09 мм при интенсивности излучения 36,7 Дж/см2, частоте следования импульсов 70 кГц, шагом между импульсами 20-30 мкм и количеством проходов 300, после чего конденсируется алмазоподобное покрытие толщиной 2,5-3 мкм методом плазмохимического газофазного осаждения в плазме тлеющего разряда посредством запуска химической реакции и разрядной деструкции газовой смеси ацетилена С2Н2 (объемная доля 90%), аргона Ar (объемная доля 8%) и тетраметилсилана Si(CH3)4 (объемная доля 2%).
Пример осуществления способа.
Образцы режущих пластин квадратной формы из оксидно-карбидной керамики, например, Al2O3+TiC+MgO, для формирования упрочняющей фаски и скругления режущих кромок (Фиг. 1) устанавливаются на рабочем столе твердотельной импульсной лазерной системы (Фиг. 2) с диодной накачкой с выходной мощностью излучения 15 Ватт и длиной волны излучения 1064 нм. Для смены позиционирования обрабатываемых поверхностей керамических пластин относительно лазерного луча используется поворотное приспособление.
Технологические режимы лазерной модификации при проведении экспериментов варьировались в следующем диапазоне: интенсивность лазерного излучения - 6,1…61,1 Дж/см2, частота импульсов - 10…100 кГц, шаг между импульсами - 10…60 мкм, количество проходов - 100…400. Для установления рациональных технологических режимов импульсного лазерного воздействия поверхностный слой образцов анализировали на оптическом микроскопе и профилографе-профилометре, а также оценивали их сопротивление изнашиванию на трибометре в условиях трения-скольжения пары «керамическая пластина - контртело из закаленной стали ЩХ15». Было выявлено, что наиболее качественный поверхностный слой, имеющий требуемую микрогеометрию и обладающий наибольшим сопротивлением истиранию при взаимодействии со сталью ШХ15, формируется при следующем сочетании режимов лазерной модификации: интенсивность лазерного излучения - 36,7 Дж/см, частота импульсов - 70 кГц, шаг между импульсами - 20-30 мкм, количество проходов - 300. Время лазерной модификации одной керамической пластины при указанном сочетании режимов составило 30 секунд, а точность обработки ±1,5 мкм. На фиг. 3 представлено оптическое изображение передней поверхности режущей пластины из керамики со сформированной микрогеометрией.
Для последующего нанесения алмазоподобного покрытия используется технологическая система плазмохимического газофазного осаждения (Фиг. 4). Система оборудована многоканальным устройством газонапуска и двумя цилиндрическими мишенями. Предварительную очистку пластин, необходимую для достижения хорошей прочности адгезионной связи осаждаемого покрытия, осуществляют ионами аргона с энергией 500 эВ при давлении 1 Па посредством несамостоятельного газового разряда, зажигаемого между мишенями, при этом на держатель обрабатываемых пластин подается отрицательный потенциал - 400 В. Электронный поток между двумя мишенями создает плазму высокой плотности, которая эффективно очищает пластины перед осаждением покрытий. Плазмохимическое газофазное осаждение алмазоподобного покрытия происходит в плазме тлеющего разряда посредством запуска химической реакции и разрядной деструкции газовой смеси ацетилена С2Н2 (объемная доля 90%), аргона Ar (объемная доля 8%) и тетраметилсилана Si(CH3)4 (объемная доля 2%). Реакция происходят вблизи поверхности керамических пластин, в результате чего осаждается окончательный продукт химической реакции - алмазоподобный конденсат (покрытие). Вместе с атомами углерода в структуре покрытия присутствуют атомы водорода и кремния. Скорость осаждения алмазоподобного покрытия составляет порядка 1 мкм/час, а оптимальной толщиной покрытия является 2,5-3 мкм. Фиг. 5 демонстрирует микроструктуру оксидно-карбидной керамики после нанесения алмазоподобного покрытия.
Эксплуатационные испытания керамических пластин производили при торцевом фрезеровании на двух режимах резания: 1) V=250 м/мин, S=0,5 мм/зуб, t=l мм; 2) V=400 м/мин, S=0,3 мм/зуб, t=1 мм. Прямоугольные заготовки из стали ШХ15 (HRC 61…63) готовили для испытаний, предварительно сняв с них припуск толщиной 5 мм, а затем закрепляли с использованием механических поворотных тисков на столе станка ВМ 127М, оснащенного бесступенчатым приводом подач и имеющего повышенную жесткость. Процесс фрезерования осуществляли без использования смазочно-охлаждающей жидкости.
При испытаниях использовались сборные фрезы диаметром 120 мм со специальными гнездами, в которые механически крепились восемь квадратных пластин из керамики из оксидно-карбидной керамики Al2O3+TiC+MgO. Конструкция сборной фрезы обеспечивала следующую геометрию пластин -передний угол γ=-7° и задний угол α=7°. Испытывались два вида пластин: 1) пластины, рабочая поверхность которых была подвергнута импульсному лазерному воздействию (прототип); 2) пластины со сформированной упрочняющей фаской и скруглением кромок посредством импульсного лазерного воздействия и нанесенным алмазоподобным покрытием.
За критерий отказа режущих пластин был принят износ по задней поверхности, равный 0,4 мм (шероховатость обрабатываемой заготовки при испытаниях не оценивалась). Для определения величины износа использовался металлографический оптический микроскоп Stereo Discovery, предназначенный для измерения линейных размеров. Через каждые две минуту останавливали процесс резания и контролировали значение износа.
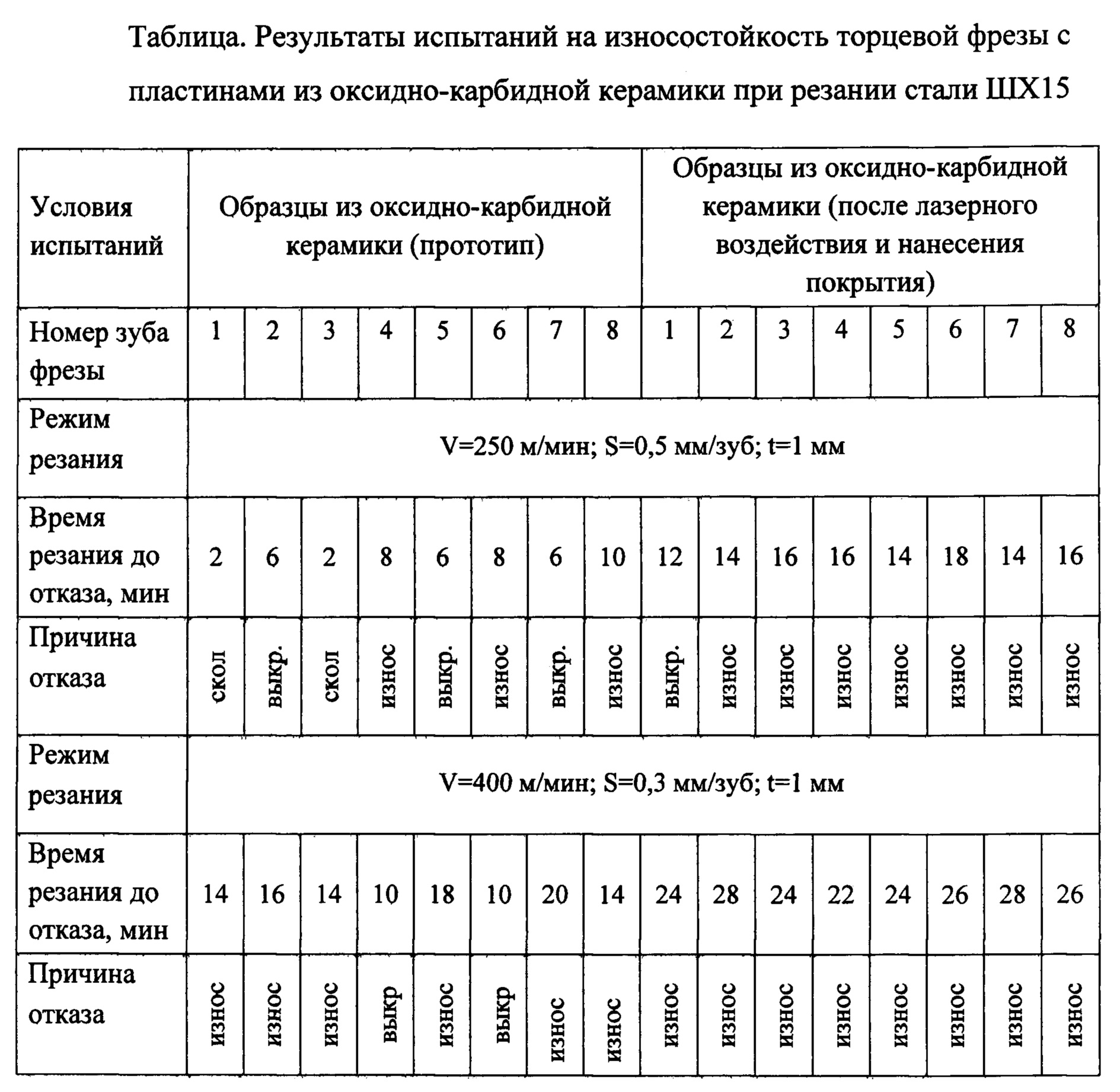
Износостойкость керамических пластин - прототипов при фрезеровании на режимах V=250 м/мин, S=0,5 мм/зуб, и t=1 мм, характеризующаяся временем резания до отказа, составила 8…10 мин, при этом 62% случаев потери работоспособного состояния было связано с хрупким разрушением (сколами и выкрашиванием), что говорит о крайне низкой надежности инструмента и невозможности его использования при фрезеровании на данных режимах резания с увеличенной подачей. При фрезеровании керамическими пластинами после лазерной обработки и нанесения алмазоподобного покрытия износостойкость составила 14…18 мин, а случаи отказов, связанные с хрупким разрушением (выкрашиванием) составили 12%, что говорит о более высоких износостойкости и надежности инструмента по сравнению с прототипом.
Износостойкость керамических пластин - прототипов при фрезеровании на режимах V=400 м/мин, S=0,3 мм/зуб, t=1 мм составила 14…20 мин, при этом 25% случаев потери работоспособного состояния было связано с хрупким разрушением (выкрашиванием). При фрезеровании керамическими пластинами после лазерной обработки и нанесения алмазоподобного покрытия износостойкость составила 22…28 мин, а случаи отказов, связанные с хрупким разрушением не наблюдалось, что говорит о более высокой износостойкости и повышенной надежности инструмента по сравнению с прототипом.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - улучшение свойств поверхностного слоя оксидно-карбидной керамики, обеспечение высокой износостойкости и минимизация случаев хрупкого разрушения режущей части пластин при фрезеровании закаленных сталей твердостью до 63 HRC с увеличенными подачами 0,3-0,5 мм/зуб и скоростями резания 250-400 м/мин за счет импульсной лазерной модификации контактных участков керамических пластин с формированием упрочняющей фаски и скруглением режущей кромки и последующего нанесения алмазоподобного покрытия посредством плазмохимического газофазного осаждения.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его реализации предназначен для повышения износостойкости и надежности режущих пластин из оксидно-карбидной керамики в процессе фрезерования закаленных сталей с увеличенными пода чей и скоростью резания за счет применения обработки, включающей шлифование режущих пластин и последующее выполнение импульсной лазерной модификации контактных участков режущих пластин, при которой посредством лазерного воздействия формируется упрочняющая фаска и скругляются кромки, после чего конденсируется алмазоподобное покрытие методом плазмохимического газофазного осаждения в плазме тлеющего разряда посредством запуска химической реакции и разрядной деструкции газовой смеси ацетилена, аргона и тетраметилсилана;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ обработки режущих пластин из оксидно-карбидной керамики, используемых при фрезеровании закаленных сталей и жаропрочных сплавов с увеличенной подачей, включающий шлифование режущих пластин и последующее выполнение импульсной лазерной модификации контактных участков режущих пластин, отличающийся тем, что посредством лазерного воздействия формируют упрочняющую фаску длиной 0,3-0,35 мм, с углом 20-22° и скругляют кромки до радиусов 0,09 мм при интенсивности излучения 36,7 Дж/см, частоте следования импульсов 70 кГц, шагом между импульсами 20-30 мкм и количеством проходов 300, после чего наносят алмазоподобное покрытие толщиной 2,5-3 мкм методом плазмохимического газофазного осаждения в плазме тлеющего разряда посредством запуска химической реакции и разрядной деструкции газовой смеси ацетилена СН с объемной долей 90%, аргона Ar с объемной долей 8% и тетраметилсилана Si(CH) с объемной долей 2%.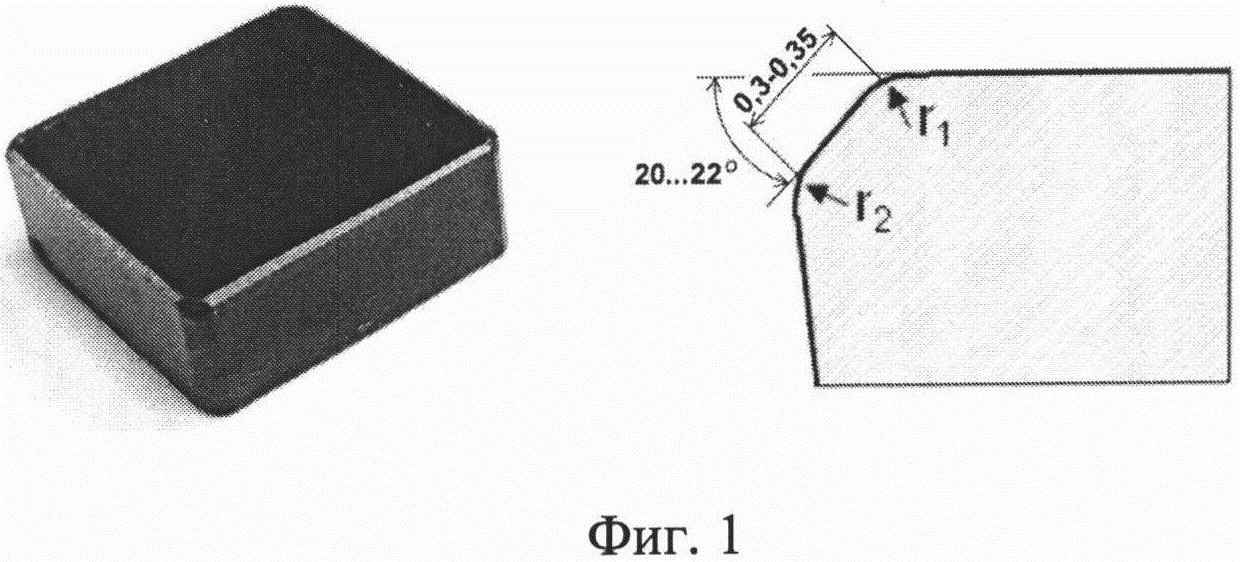
Устройство адаптивного управления станком
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ определения износа режущего инструмента
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Пятифазный преобразователь числа фаз
Семифазный трансформаторный преобразователь числа фаз

