Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ И ГЕРМЕТИЗАЦИИ КАПСУЛ С МЕТАЛЛИЧЕСКИМ ПОРОШКОМ
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, в частности к установкам для заполнения и герметизации капсул с металлическим порошком перед их компактированием.
Целью изобретения является улучшение качества изделий за счет повышения эффективности процесса дегазации.
Существует устройство для дегазации и герметизации металлического порошка (авт. свидетельство №890641 от 31.03.89 г.). Оно состоит из вакуумной печи, питателя, установленного внутри печи, бункера, связанного с питателем посредством трубки ввода и вакуумного крана, загрузочного приспособления с капсулой для загрузки порошка, электронно-лучевой печи и манипулятора. Недостатками способа являются неравномерный нагрев порошка, затрудненное и неполное удаление десорбируемых газов из неподвижного слоя порошка с помощью полых металлических патрубков из-за отсутствия вибрационного воздействия на порошок.
Существует также установка для заполнения и герметизации капсул с металлическим порошком (авт. свидетельство №788539 от 31.03.89 г.). Она снабжена обогреваемым желобом из газопоглощающего материала, в частности титана (что исключает возможность обратного взаимодействия десорбируемых газов с поверхностью гранул), выполненным с углом наклона зигзагообразных участков 18-33° к горизонтали и установленным после питателя по ходу движения порошка. Время прохождения порошка в таком желобе составляет несколько секунд, толщина слоя достигает 6,5 мм, что не обеспечивает нагрев порошка до требуемой температуры и, следовательно, полноту дегазации. Более того, закрытый желоб не позволяет вакуумным насосом полностью удалять газы, выделяющиеся в процессе десорбции. Этот способ был выбран в качестве прототипа.
Задачей настоящего изобретения является повышение качества термической дегазации жаропрочных никелевых сплавов и за счет этого стабилизация жаропрочных свойств дисков из таких гранул.
Предлагается конструкция установки, которая обеспечивает высокую степень дегазации за счет того, что с поверхности гранул, находящихся в высоком вакууме 5·10-5 мм рт.ст. и нагретых до температуры не менее 450°C, происходит их активная десорбция и удаление вакуумными насосами. Использованием в качестве нагревающей поверхности дефлекторов из газопоглощающего материала, их вибрации и нагрева до температуры 450-500°C, обеспечивается слой гранул в 0,5-1,0 мм при угле наклона дефлекторов в 17-18°C, т.е. близком к углу естественного откоса гранул. Тем самым осуществляется равномерный и полный нагрев гранул до требуемой температуры, что способствует более полному удалению газов с их поверхности. Высокое качество дегазации подтверждается отсутствием наследственных границ гранул в структуре компактного материала и результатами испытаний заготовок дисков при температуре 650°C (повышение жаропрочности на 2÷3 кг/мм2).
Технический результат: достижение высокой степени десорбции газовых примесей с поверхности гранул и за счет этого консолидация гранул в компакт со 100% плотностью, возможность изготовления крупногабаритных дисков (с диаметром до 1000 мм) за счет дегазации и заполнения капсул больших размеров.
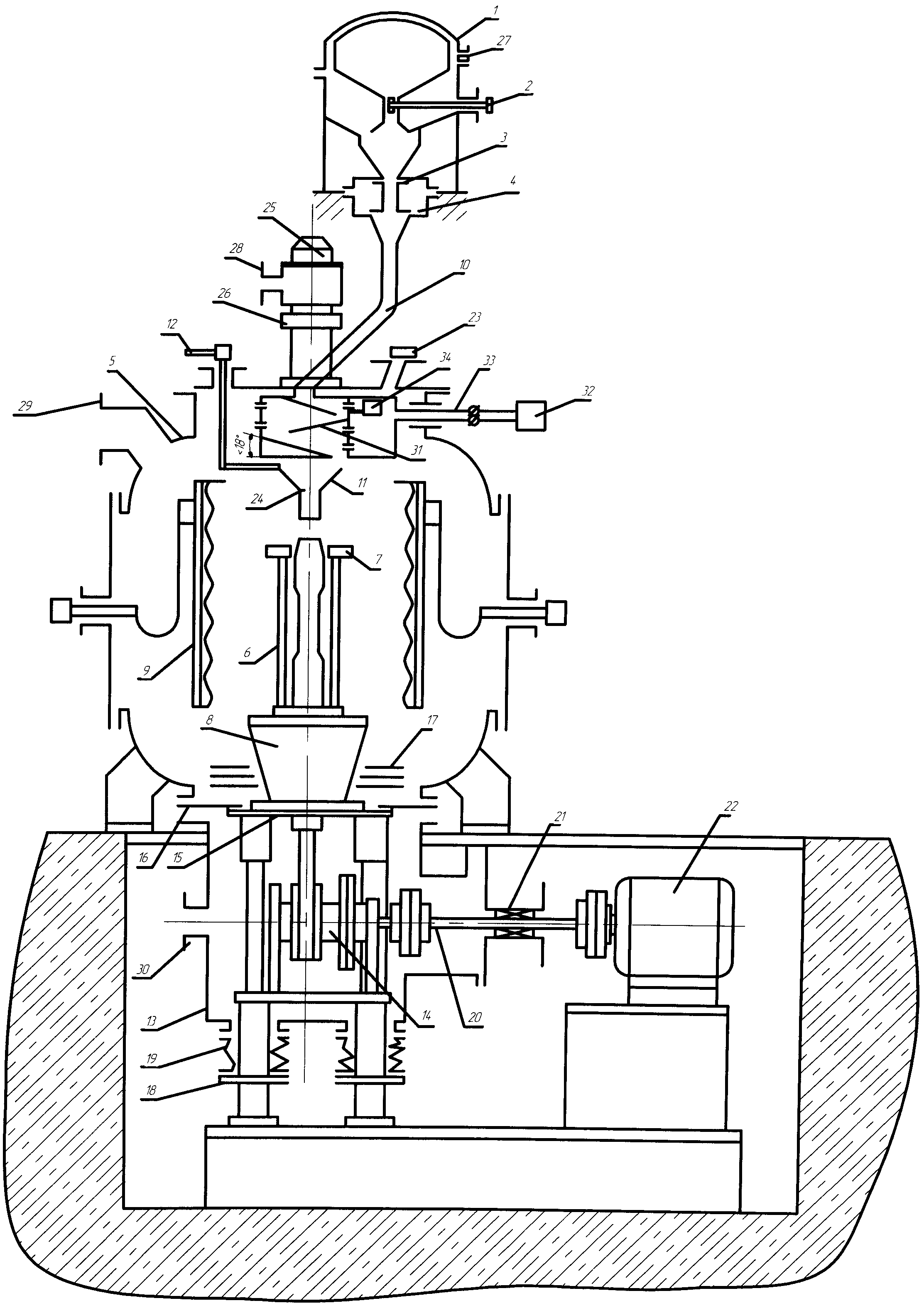
Принципиальная схема установки дегазации представлена на чертеже.
Установка содержит загрузочный бункер 1, снабженный механическим затвором 2 и вакуумным затвором 3. Загрузочный бункер 1 через стыковочное устройство 4 присоединен к вакуумной камере 5, внутри которой размещен зажимной механизм 6 для капсулы со съемным торцевым элементом 7. Зажимной механизм 6 установлен на подставке 8, а электронагреватели 9 и питатель 10 - в камере 5, причем питатель 10 выполнен разъемным и его примыкающая к капсуле часть 11 смонтирована с возможностью поворота вокруг вертикальной оси при помощи механизма 12. Установка содержит также форвакуумную камеру 13 с механизмом 14 вибрации и вибростолом 15, который установлен по линии разъема камер и снабжен уплотняющей эластичной перегородкой 16, защищенной от нагревателей экранами 17. Опоры 18 вибростола установлены на фундаменте вне форвакуумной камеры 13 и герметично соединены с неэластичными элементами 19, а приводной вал 20 механизма 14 вибрации выведен из форвакуумной камеры 13 через вакуумные уплотнения 21 и присоединен к двигателю 22 с регулируемым числом оборотов.
Для выполнения операций заполнения и герметизации вакуумная камера снабжена смотровым окном 23, датчиком 24 контроля уровня порошка в воронке и электронной сварочной пушкой 25, соединенной с вакуумной камерой посредством герметичного затвора 26. Загрузочный бункер, электронная сварная пушка, вакуумная и форвакуумная камеры выполнены соответственно с патрубками 27, 28, 29 и 30 для присоединения к вакуумной системе установки.
Для интенсификации процесса дегазации питатель 10 снабжен размещенными в камере 5 дефлекторами 31, представляющими собой наклонные поверхности, выполненные из газопоглощающего металла, например, титана. При этом угол наклона дефлекторов к горизонтали составляет немного меньше угла естественного откоса никелевых гранул, т.е. 17-18°.
К дефлекторам подведен вибратор 34, они также подсоединены к самостоятельному источнику 32 нагрева токоподводами 33.
Установка работает следующим образом.
Капсулу закрепляют в зажимном механизме 6 и устанавливают на подставке вибростола 15, после чего устанавливают над капсулой поворотную часть 11 питателя с помощью механизма 12 и к установке через стыковочное устройство 4 присоединяют бункер 1 с металлическим порошком. После выполнения указанных подготовительных операций производят вакуумирование объемов установки с помощью вакуумной системы (не показана на чертеже) через патрубки 27, 28, 29, 30. При достижении заданного разрежения включают электронагреватели 9 и производят дегазацию пустой капсулы с целью удаления адсорбированных газов и влаги с ее внешних поверхностей и внутренней полости. Рабочее давление в камере достигается и поддерживается на уровне 5·10-5 мм рт.ст., давление в капсуле составляет такую же величину.
После проведения операции дегазации капсулы включают источник 32 нагрева и вибратор 34, одновременно разогревают дефлекторы 31. При достижении 450-500°C на дефлекторы 31 подают через питатель 10 металлический порошок, который, контактируя с поверхностью дефлекторов, нагревается до той же температуры. Нагрев происходит быстрее, чем по способу-прототипу, за счет большей площади контакта гранулы с поверхностью дефлекторов и регламентированного времени нахождения на них гранул.
Через стыковочное устройство 4 после открытия механического затвора 2 бункера 1 подают металлический порошок по питателю и дефлекторам в камеру. Контактируя с поверхностью дефлекторов, порошок нагревается до температуры 450-500°C благодаря прохождению его по поверхности дефлекторов за счет увеличения времени нахождения гранул в зоне нагрева. Выделяющиеся газы удаляются вакуумными насосами и частично поглощаются дефлекторами, так как они выполнены из газопоглощающего материала. Контроль заполнения капсулы порошком осуществляют с помощью датчика 24 и визуально через смотровое окно 23. После заполнения капсулы порошком отключают нагреватель 9 и источник нагрева 32, отводят в сторону поворотную часть 11 питателя и производят герметизацию загрузочного отверстия капсулы с помощью электронной пушки 25, наблюдая за этим процессом через смотровое окно 23. Заканчивают цикл работы на установке охлаждением капсулы и выгрузкой ее из установки. Затем цикл работы повторяется.
Воздействие вибратора 34 позволило установить угол дефлекторов немного меньшим, чем угол естественного откоса гранул, т.е. ≤18°, более того, он может быть изменен, за счет чего реализуется контроль над скоростью течения порошка, что повышает эффективность дегазации. Также конструкция камеры с дефлекторами позволяет откачивать десорбированные с поверхности частиц порошка газы вакуумными насосами. Все это в целом снижает содержание газовых примесей в гранулах никелевых сплавов.
Для определения эффективности предлагаемой схемы было проведена оценка остаточного содержания газов в гранулах из сплава ЭП741НП при ее использовании. Результаты сведены в таблицу 1. Для сравнения в ней также приведены результаты дегазации по способу-прототипу.
Из таблицы видно, что предлагаемый метод имеет преимущество перед прототипом при угле наклона дефлекторов, близком к углу естественного откоса гранул, т.е. 18°.
Конструкция установки позволяет снизить остаточное содержание газов на поверхности порошков никелевых сплавов в 1,5-2 раза по сравнению с содержанием газов, полученным при использовании установки-прототипа.
|
Способ изготовления осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы al-zn-mg-cu, легированного скандием и цирконием
Высокопрочный деформируемый сплав на основе алюминия системы al-zn-mg-cu пониженной плотности и изделие, выполненное из него
Способ получения изделий из сложнолегированных порошковых жаропрочных никелевых сплавов
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения биметаллического диска газотурбинного двигателя
Способ изготовления осесимметричных штампованных заготовок типа стаканов и чаш из высокопрочного алюминиевого сплава системы al-zn-mg-cu, легированного скандием и цирконием
Высокопрочный деформируемый сплав на основе алюминия системы al-zn-mg-cu пониженной плотности и изделие, выполненное из него
Способ получения изделий из сложнолегированных порошковых жаропрочных никелевых сплавов
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения биметаллического диска газотурбинного двигателя

