Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ УЛЬТРАФИОЛЕТОВЫМ ИЗЛУЧЕНИЕМ
Вид РИД
Изобретение
Устройство относится к установкам для отверждения полимерных материалов на основе полиэфирных смол ультрафиолетовым излучением и может быть использовано при изготовлении изделий со сложной поверхностью.
Известно устройство для отверждения изделий из полимерных материалов ультрафиолетовым излучением, содержащее раму, плиту для установки изделия, каретки, штанги, стопорные болты, источники ультрафиолетового излучения, блок питания (см. патент №2077983, автор Цыбин Б.П. «Устройство для отверждения полимерного материала», опубл. 27.04.1997 г.). Недостатками известного устройства являются значительные аппаратные затраты, массогабаритные показатели и потребляемая мощность.
Известно устройство для отверждения изделий из полимерных материалов ультрафиолетовым излучением, содержащее рамы, направляющие, каретки, штанги, стопорные болты, источники ультрафиолетового излучения, блок питания (см. патент №1578021, автор Цыбин Б.П. «Установка для отверждения изделий из полимерных материалов», опубл. 15.07.1990 г., Бюл. №26) и принятое за прототип.
Недостатком известного устройства является то, что поверхность деталей, имеющая углубления, будет оставаться при облучении в тени или на поверхность будет падать недостаточно светового потока, что приводит к увеличению полного времени полимеризации.
Технический результат, который может быть получен при осуществлении изобретения, заключается в уменьшении времени обработки изделия со сложной поверхностью и, как следствие, в повышении энергоэффективности.
Технический результат достигается тем, что в устройстве для отверждения изделий из полимерных материалов ультрафиолетовым излучением, содержащем рамы; верхние и нижние направляющие, соединяющие рамы; каретки, установленные на направляющих; штанги, одним концом перемещающиеся по высоте в каретках верхних направляющих, и положение кареток и штанг фиксируется стопорными болтами; источники ультрафиолетового излучения с блоком питания, особенность заключается в том, что в него дополнительно введены: плита для установки обрабатываемого изделия, соединенная с основанием рам; звенья в виде прямоугольных пластин со скошенными с одной стороны углами и с двумя отверстиями для крепления на противоположных краях, звенья соединены друг с другом через отверстия для крепления в секции по ширине и в ленту по длине и обращены к обрабатываемому изделию стороной со скошенными углами, при этом концы ленты закреплены в каретках нижних направляющих; в качестве источников ультрафиолетового излучения используют светодиоды, размещенные в углублениях на торцах и узких сторонах звеньев, обращенных к обрабатываемому изделию; а другие концы штанг соединены с крайними звеньями секций.
Сущность изобретения заключается в следующем. Отверждение полимерных композитных материалов, например, на основе полиэфирных смол проходит под воздействием ультрафиолетового излучения. При этом освещенность поверхности обрабатываемого изделия источниками ультрафиолетового излучения необходимо обеспечить как можно более равномерной. Полное время обработки изделий ультрафиолетовым излучением будет определяться с начала процесса полимеризации до его окончания на участках изделия с наименьшей освещенностью.
Для ровных поверхностей можно добиться равномерной освещенности такими источниками ультрафиолетового излучения, как лазерами, газоразрядными лампами, светоизлучающими диодами и т.д. Освещенность поверхности зависит от расстояния между источником излучения и поверхностью детали при направлении светового потока по нормали к поверхности изделия. Поэтому для габаритных источников излучения это требование выполнить трудно без значительных аппаратных затрат с использованием фокусирующих линз или отражателей. Ультрафиолетовые светодиоды имеют наименьшие размеры и, расположив их равномерно так, чтобы световые потоки соседних светодиодов перекрывали друг друга, можно достичь в большей степени равномерного распределения освещенности поверхности изделия. Мощность потребления светодиодных источников значительно ниже мощности потребления газоразрядных ламп при одинаковых световых потоках, что приводит к уменьшению нежелательного нагрева обрабатываемого изделия, снижающего качество полимеризации.
Для обеспечения теплоотвода от источников ультрафиолетового излучения и уменьшения перегрева светодиоды устанавливают на звенья, представляющие собой пластины со скошенными углами со стороны обрабатываемого изделия. Звенья выполнены из материалов с хорошей теплопроводностью, например алюминия. Светодиоды закрепляют на торцах и узких сторонах звеньев по толщине пластин, обращенных к обрабатываемому изделию. При этом широкие стороны звеньев для улучшения конвекционного теплообмена могут выполняться ребристыми. Для защиты от механических повреждений светодиоды монтируются в углублениях.
Чтобы произвести отверждение изделия, имеющего глубокие и узкие углубления, габаритные источники излучения (электродуговые и газоразрядные лампы и т.д.) не смогут обеспечить направление светового потока перпендикулярно поверхности изделия. Поэтому для облучения глубоких и узких углублений звенья соединяют друг с другом по ширине в секции и по длине в ленту (см. фиг.1). Секции ленты изгибают по форме поверхности обрабатываемого изделия, стягивают болтами с гайками и закрепляют выбранные крайние звенья штангами в каретках к верхней направляющей, а края ленты закрепляют в каретках нижних направляющих. При таком расположении секций практически вся поверхность обрабатываемого изделия имеет одинаковую освещенность, а в местах резких изгибов изделия на поверхность падает световой поток от светодиодов, расположенных на торцах и на узких сторонах пластины. Таким образом, освещенность поверхности образца в изгибе может быть выше за счет увеличения количества диодов на единицу площади. Толщина звеньев должна быть достаточной для размещения светодиодов и должна обеспечивать перекрытие световых потоков соседних параллельных звеньев на обрабатываемом изделии.
На фиг.1 приведена схема устройства для отверждения изделий.
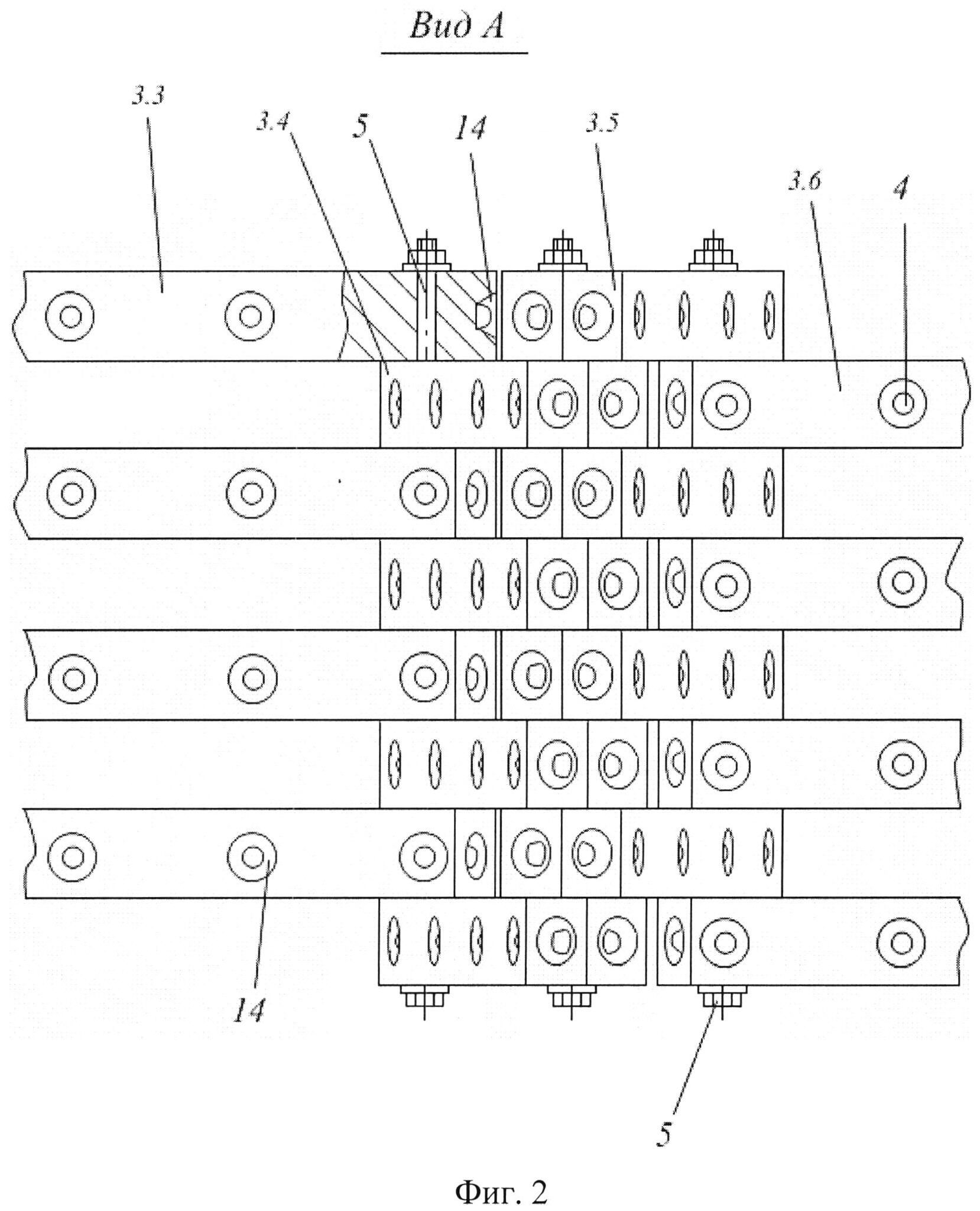
На фиг.2 приведен вид звеньев в составе секций и соединение секций друг с другом в ленту.
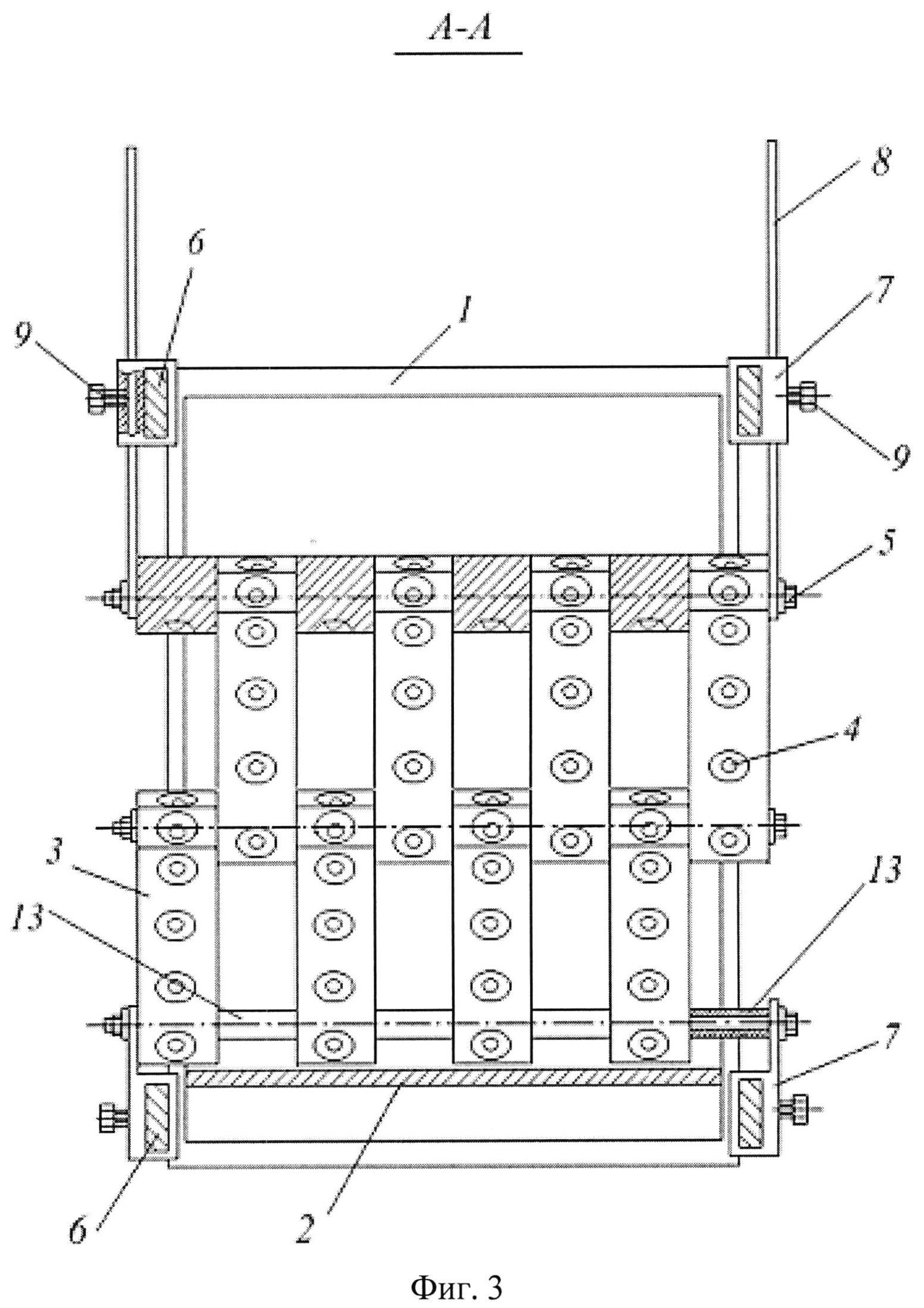
На фиг.3 показан поперечный разрез устройства с условно снятым обрабатываемым изделием.
Устройство содержит рамы 1, плиту 2, звенья 3, светодиоды 4, болты с гайками 5, направляющие 6, каретки 7, штанги 8, стопорные болты 9, обрабатываемое изделие 10, блок питания 11, гибкий кабель 12, втулки 13, углубления на звеньях 14.
Устройство работает следующим образом. Устанавливают на плиту 2, закрепленную в рамах 1, шаблон изделия с размерами, пропорциональными обрабатываемому изделию 10. Размеры шаблона складываются из размеров изделия и расстояния между светодиодами и поверхностью изделия по нормали к поверхности. Собирают ленту из звеньев по длине и по ширине (см. фиг.1, 2), соединенных болтами 5, пропущенными через отверстия в звеньях 3, и на концы болтов 5 накидывают гайки и стягивают так, что положение секций становится фиксированным. На фиг.2 показан вид А фиг.1 для секций из звеньев с номерами 3.3, 3.4, 3.5 и 3.6, соединенных по длине. Светодиоды 4 звеньев расположены со стороны обрабатываемого изделия в углублениях 14 и соединены электрически с блоком питания 11 гибким кабелем 12. Выбранные крайние звенья 3 секций в местах их соединения дополнительно закрепляют к верхней направляющей 6 штангами 8, закрепленными в верхних каретках 7 стопорными болтами 9. Это дает дополнительную устойчивость форме ленты. При необходимости количество точек креплений к верхней направляющей 6 можно увеличить.
Укладывают ленту со светодиодами на шаблон так, чтобы секции ленты из звеньев 3 с установленными на них светодиодами 4 располагались по поверхности шаблона как можно с меньшим зазором. Для более точной подгонки секций к поверхности шаблона возможен сбор ленты из звеньев различной длины. На концах ленты звенья чередуют с втулками 13 для сохранения зазора между звеньями при затяжке болтов 5 гайками (см. фиг.3). Концы ленты фиксируют в каретках 7 нижних направляющих 6 болтами с гайками 5. Положение кареток 7 фиксируется на нижних направляющих 6 стопорными болтами 9.
Убирают шаблон и на его место устанавливают обрабатываемое изделие 10 на плиту 2. С блока питания 12 включают светодиоды 4 ленты на заданное время полимеризации. По окончании полимеризации блок управления 12 выключают и изделие 10 снимают с плиты 2.
Устройство для отверждения изделий из полимерных материалов ультрафиолетовым излучением, содержащее рамы; верхние и нижние направляющие, соединяющие рамы; каретки, установленные на направляющих; штанги, одним концом перемещающиеся по высоте в каретках верхних направляющих, и положение кареток и штанг фиксируется стопорными болтами; источники ультрафиолетового излучения с блоком питания, отличающееся тем, что в него дополнительно введены: плита для установки обрабатываемого изделия, соединенная с основанием рам; звенья в виде прямоугольных пластин со скошенными с одной стороны углами и с двумя отверстиями для крепления на противоположных краях, звенья соединены друг с другом через отверстия для крепления в секции по ширине и в ленту по длине и обращены к обрабатываемому изделию стороной со скошенными углами, при этом концы ленты закреплены в каретках нижних направляющих; в качестве источников ультрафиолетового излучения используют светодиоды, размещенные в углублениях на торцах и узких сторонах звеньев, обращенных к обрабатываемому изделию; а другие концы штанг соединены с крайними звеньями секций.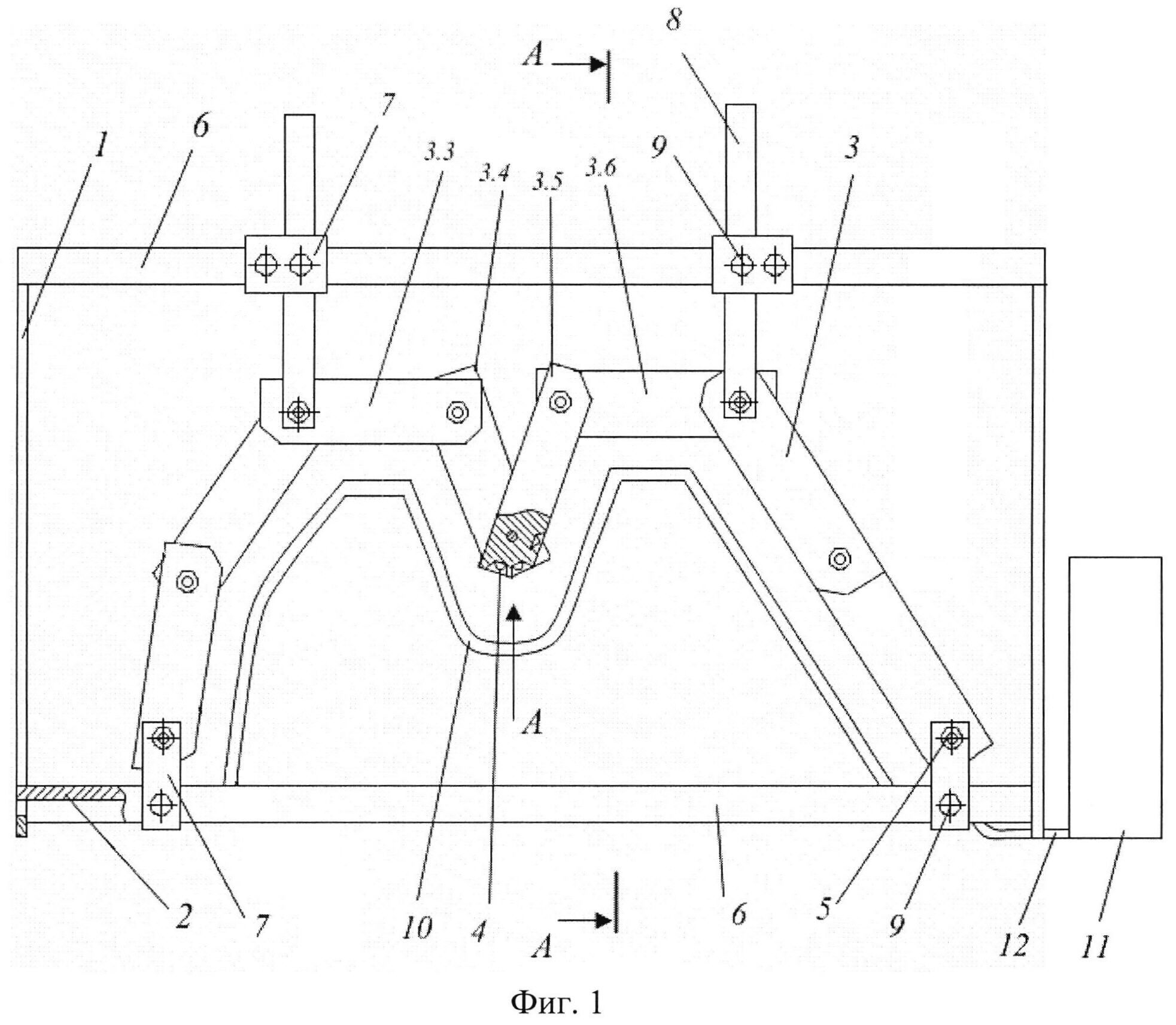
Способ измерения теплового импеданса светодиодов
Способ измерения переходной тепловой характеристики полупроводниковых изделий
Устройство для нагрева нефти при сливе
Регулятор переменного напряжения
Способ измерения теплового импеданса полупроводниковых диодов
Способ неразрушающего контроля качества сверхбольших интегральных схем по значению критического напряжения питания
Способ измерения переходной тепловой характеристики цифровых интегральных схем
Сигнализатор температуры
Устройство автоматического повторного включения
Способ измерения тепловых сопротивлений переход-корпус и тепловых постоянных времени переход-корпус кристаллов полупроводниковых изделий в составе электронного модуля
Способ измерения граничной частоты электролюминесценции локальных областей светоизлучающей гетероструктуры
Способ неразрушающей диагностики дефектов сквозного металлизированного отверстия печатной платы

