Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ СПЛОШНОСТИ ПОЛИМЕРНОГО ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области физико-химического анализа и может быть использовано для определения наличия трещин на поверхности образцов стального проката с полимерным покрытием, преимущественно при испытании полимерного покрытия на прочность при изгибе по ГОСТ Р 52146-2003.
Известен способ определения пористости диэлектрических покрытий оптических элементов из меди и ее сплавов, включающий помещение исследуемого оптического элемента с диэлектрическим покрытием в раствор электролита и измерение величины тока при различных значениях напряжения. После этого заменяют исследуемый оптический элемент на эталонный оптический элемент без диэлектрического покрытия, выполненный из того же материала, устанавливают его идентично исследуемому элементу, измеряют величину тока при различных значениях напряжения и определяют пористость диэлектрического покрытия по формуле:
где k - пористость диэлектрического покрытия, %;
αпор - угол наклона вольт-амперной характеристики при измерении исследуемого образца к оси абсцисс;
αэт - угол наклона вольт-амперной характеристики при измерении эталонного образца к оси абсцисс.
При этом в качестве электролита применяют буферную систему при pH 6,6-9,4 с добавлением 0,004 вес.% 1,2,3-бензотриазола (Патент РФ №2099687, МПК G01N 15/08, опубл. 20.12.1997).
Применение указанного способа определения пористости для определения сплошности полимерного покрытия затруднено необходимостью использовать эталонные образцы. С другой стороны, указанный способ основан на расчете электросопротивления, возникающего в электролитической ячейке при прохождении электрического тока от источника питания через электролит и оголенные участки испытуемого образца. Трудоемкий расчет с построением вольт-амперных характеристик исследуемого и эталонного образца с измерением их угла наклона требует значительного времени и существенно затрудняет оценку прочности полимерного покрытия при испытаниях большого объема проката в условиях непрерывной линии окраски. Кроме того, указанный способ требует внешнего источника питания с регулируемым напряжением, что также усложняет процесс измерения.
Наиболее близким по технической сущности к предлагаемому изобретению является способ определения сплошности покрытий толщиной до 500 мкм, нанесенных на проводящее основание методом влажной губки, суть которого заключается в следующем. На губку, смоченную увлажняющим веществом, подается низкое напряжение. При перемещении губки над микроотверстием жидкость проникает через него до основания и замыкает электрическую цепь, о чем сообщает сигнализация в приборе (http://www.elcometer.ru/upload/file/12.%20Elcometer.pdf). Для реализации указанного способа используют устройство, включающее датчик, на конце которого находится губчатый материал различной конфигурации, смоченный в жидкости, сигнальный кабель, встроенный или внешний источник тока. Устройство предусматривает модели в вариантах с одним, двумя или тремя значениями напряжений (9 В, 67,5 В и 90 В) в зависимости от толщины покрытия. Недостатком известного способа и устройства является наличие источника питания, который необходимо менять в зависимости от толщины покрытия. Кроме того, частое (в условиях производства проката с полимерным покрытием) применение датчика, оборудованного губчатым материалом, приводит к его загрязнению и износу. А после каждого перерыва в работе губчатый материал необходимо промывать и смачивать жидкостью заново. Загрязнение и износ губчатого материала увеличивают электросопротивление датчика прибора и требуют повышения напряжения.
Задачей предлагаемого изобретения является создание способа и устройства, которые обеспечивают точность, объективность, простоту и оперативность определения сплошности полимерного покрытия.
Для решения поставленной задачи в известном способе определения сплошности полимерного покрытия, включающем контакт исследуемого образца с электропроводной жидкостью и измерение электрического тока, согласно изобретению электрический ток образуется не от внешнего источника питания, а в результате появления на дефектных участках покрытия активного электрода - металлической полосы. Кроме того, в качестве электропроводной жидкости может применяться соляной раствор. Для реализации данного способа используется устройство, включающее рабочий элемент с электропроводной жидкостью и прибор контроля тока. Согласно изобретению рабочий элемент выполнен в виде электролитической ячейки, изготовленной из диэлектрического материала, в нижней части которой располагается электрод, выполненный из материала, не пассивирующегося в применяемой электропроводной жидкости, а верхняя часть которой имеет контактный элемент, выполненный из пластичного коррозионно-стойкого материала, при этом электролитическая ячейка снабжена системой ее заполнения и поддержания уровня выпуклого мениска в контактном элементе и контактирует с электропроводным элементом. Кроме того, электрод может быть выполнен из графита, контактный элемент может быть выполнен из резины, а для удобства проведения испытаний, электропроводный элемент выполнен в форме металлического стакана.
Сущность предлагаемого технического решения состоит в следующем. В электропроводной жидкости полимерное покрытие является изолятором между металлической полосой, на поверхность которой оно нанесено, и вспомогательным электродом, расположенным в электролитической ячейке. Если на поверхности проката с полимерным покрытием имеются трещины или поры, жидкость проникает в них, в системе появляется активный электрод - металлическая полоса, цепь замыкается, что приводит к появлению электрического тока. В данном случае нет необходимости использовать внешний источник питания. Электрический ток образуется благодаря проникновению электропроводной жидкости в трещины полимерного покрытия в замкнутой цепи между электродом и оголенной поверхностью металлической полосы за счет разности электродных потенциалов.
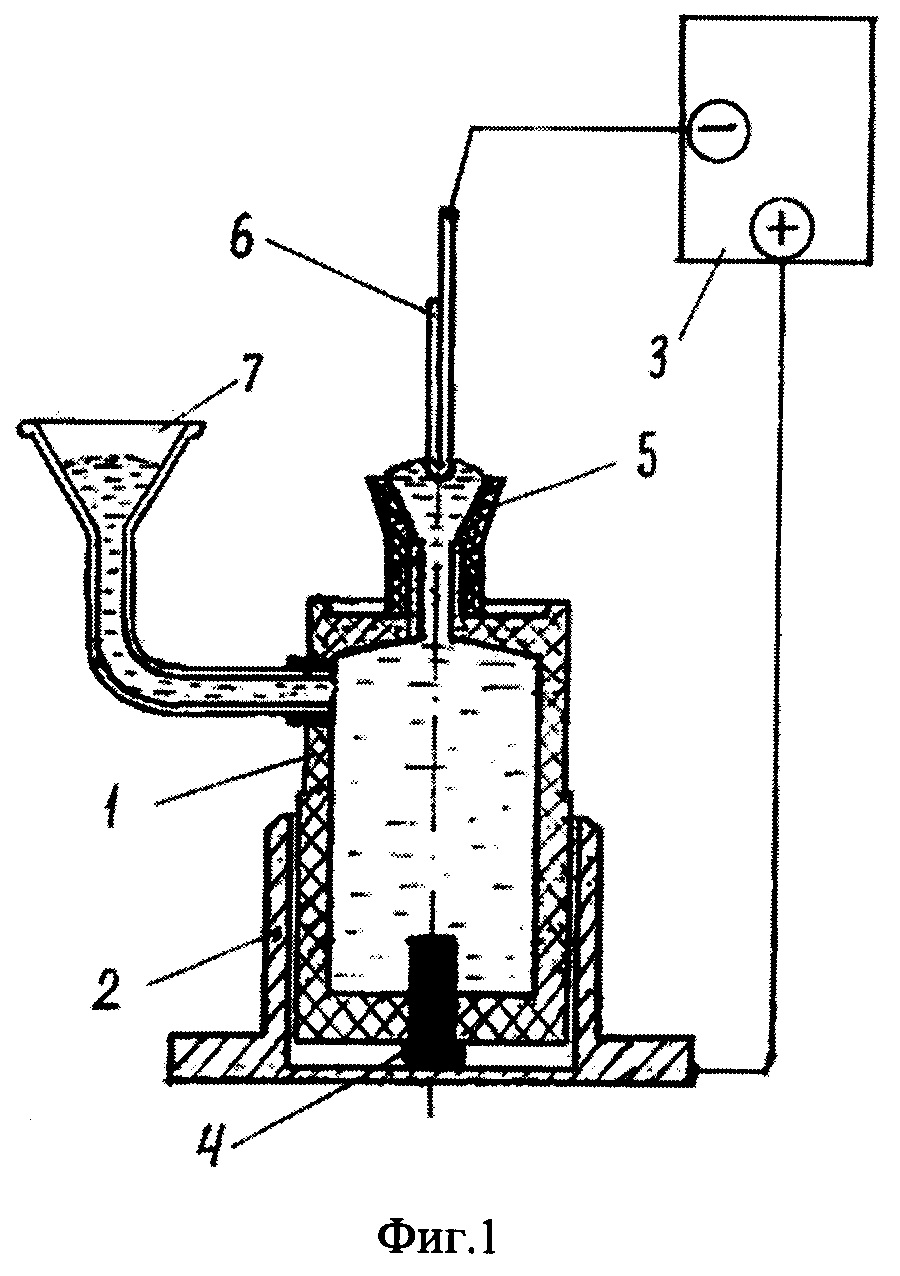
Изобретение иллюстрируется чертежом, где на фиг.1 показано устройство для определения сплошности полимерного покрытия. Устройство содержит электролитическую ячейку 1, вставленную в стакан 2, который электрически соединен с положительной клеммой прибора контроля тока 3. На дно стакана 2 опирается вмонтированный в электролитическую ячейку электрод 4. В верхней части электролитическая ячейка имеет контактный элемент 5. Контактный элемент позволяет осуществлять контакт электропроводной жидкости с испытуемым образцом и ограничивать зону смачивания его поверхности. Электролитическая ячейка снабжена системой ее заполнения и подержания уровня выпуклого мениска электропроводной жидкости в контактном элементе 5, состоящей из трубки с воронкой 7.
Устройство работает следующим образом. Через воронку 7 в электролитическую ячейку 1 заливают электропроводную жидкость. Раствор наливают до тех пор, пока уровни в воронке и контактном элементе 5 электролитической ячейки не сравняются. Затем еще добавляют немного жидкости в воронку 7, чтобы создать выпуклый мениск в контактном элементе 5 электролитической ячейки. Образец 6, соединенный с отрицательной клеммой прибора контроля тока, опускают в мениск электропроводной жидкости до упора с контактным элементом 5 электролитической ячейки. Если на поверхности имеются трещины или поры, то возникает электрический ток, который фиксируется прибором. Длина контакта определяется диаметром носика.
Пример реализации изобретения
Описанный способ и устройство использовали при оценке прочности полимерного покрытия при изгибе от 0Т и более по ГОСТ Р 52146-2003. Для оценки прочности полимерного покрытия при изгибе от 0Т и более ГОСТ Р 52146-2003 предусматривает специальное испытание, основанное на изгибе образца на 180° до образования трещин. Если на поверхности покрытия отсутствуют трещины, то прочность при первом изгибе соответствует 0Т. В случае наличия трещин испытания продолжают. При отсутствии трещин прочность полимерного покрытия при втором изгибе составляет ½ Т. Образец изгибают до исчезновения трещин на поверхности покрытия.
Для проведения испытаний использовали устройство, в котором электрод был выполнен из графита, контактный элемент - из резины, а электропроводный элемент - в форме металлического стакана. Готовим электропроводную жидкость - раствор NaCl концентрацией 10 г/л, заливаем его в электролитическую ячейку через воронку, соединяем металлический стакан с положительной клеммой прибора контроля тока, а испытуемый образец соединяем с отрицательной клеммой прибора контроля тока. Изогнутый согласно ГОСТ Р 52146-2003 стальной образец с полимерным покрытием внешней поверхностью изгиба помещаем в электропроводную жидкость. Если на поверхности изгиба имеются трещины полимерного покрытия, жидкость проникает в них, в системе появляется активный электрод - металлическая полоса, цепь замыкается, что приводит к появлению электрического тока. Наличие электрического тока, измеренного с точностью до 1 µA на длине внешней поверхности изгиба, свидетельствует о том, что испытание следует продолжать, отсутствие тока говорит об отсутствии трещин полимерного покрытия и является объективным признаком оценки прочности полимерного покрытия при изгибе от 0Т и более.
В таблице 1 представлены результаты оценки прочности полимерного покрытия.
|
Приведенные в таблице 1 данные показывают, что на исследованных образцах сила тока резко снижается уже при 1Т. При таких значениях силы тока рассмотреть наличие трещин на поверхности изгиба при десятикратном увеличении, а тем более невооруженным глазом, как это требует ГОСТ Р 52146-2003, практически невозможно. На образце №2 сила тока при 1,5Т равна 0, что свидетельствует об отсутствии трещин полимерного покрытия.
Сопоставленный анализ с прототипом позволяет сделать вывод, что заявляемый способ отличается от известного тем, что для определения сплошности полимерного покрытия по заявляемому способу, в отличие от известного, нет необходимости во внешнем источнике питания. Электрический ток образуется благодаря проникновению электропроводной жидкости в трещины полимерного покрытия в замкнутой цепи между электродом и оголенной поверхностью металлического проката за счет разности электродных потенциалов.
В результате применения предлагаемого способа и устройства обеспечивается точность определения сплошности полимерного покрытия, полученные результаты объективны и не зависят от человека, проводившего испытания. Таким образом, предлагаемое техническое решение обеспечивает достижение поставленного технического результата и может быть рекомендовано к широкому практическому применению.
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ производства стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства горячекатаного проката для автомобильных колес
Способ термической обработки холоднокатаного проката из низкоуглеродистой стали
Демпфирующая сталь и изделие, выполненное из нее
Способ производства холоднокатаного проката для автомобилестроения
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ производства стали
Способ производства холоднокатаного проката для упаковочной ленты
Способ холодной прокатки полос
Способ производства горячеоцинкованного проката
Способ производства горячекатаного проката для автомобильных колес
Способ термической обработки холоднокатаного проката из низкоуглеродистой стали
Демпфирующая сталь и изделие, выполненное из нее
Способ производства холоднокатаного проката для автомобилестроения

