Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретно к технологии производства холоднокатаного проката повышенной прочности из микролегированной стали, предназначенного для изготовления деталей автомобиля методом штамповки.
Известен способ отжига рулонов холоднокатаной низкоуглеродистой стали, включающий нагрев рулонов до температуры рекристаллизационного отжига, заданной по стендовой термопаре, выдержку при этой температуре, выдержку под колпаком с потушенными горелками и охлаждение согласно которому, температуру рекристаллизационного отжига под колпаком печи устанавливают 820°C по зональной термопаре, при этом температура по окончании нагрева рулона по стендовой термопаре составляет 670°C при температуре ядра рулона 650°C, а охлаждение рулонов до температуры 600°C по стендовой термопаре ведут со скоростью 16°С/ч, далее выдерживают рулоны под колпаком с потушенными горелками в течение 5 ч, затем от температуры 280°C по стендовой термопаре производят окончательное охлаждение водой (Патент РФ №2458153, C21D 1/26, C21D 9/67, опубл. 10.08.2012 г.).
Недостаток известного способа состоит в том, что он не обеспечивает требуемого уровня механических свойств холоднокатаного высокопрочного проката.
Известен способ рекристаллизационного отжига рулонов из стальных холоднокатаных полос по одностадийному режиму в колпаковой печи с защитной атмосферой, включающий нагрев стопы рулонов от температуры 190-210°C до температуры начала отжига, выдержку при понижении температуры до температуры конца отжига, отключение нагрева, снятие нагревательного колпака, охлаждение под муфелем, распаковку и последующее охлаждение на воздухе, согласно которому нагрев стопы рулонов от 190-210°C ведут со скоростью 25-80°C/ч до температуры начала отжига 610-670°C, осуществляют выдержку продолжительностью 7-36 ч при понижении температуры до температуры конца отжига 580-640°C, при этом температура начала отжига на 20-40°C выше температуры конца отжига, затем с температуры не более 550°C осуществляют ускоренное охлаждение под муфелем с продувкой его холодным защитным газом, распаковку производят при температуре не более 120°C. Кроме того, после отключения нагрева охлаждение стопы рулонов осуществляют под нагревательным колпаком не более 13 ч (Патент РФ №2445382, C21D 9/48, C21D 9/663, опубл. 20.03.2012 г.).
Недостаток известного способа состоит в том, что он не обеспечивает получение высококачественного холоднокатаного проката для автомобилестроения высоких категорий прочности на толщинах более 1, 0 мм.
Техническим результатом изобретения является повышение прочностных характеристик холоднокатаного проката при сохранении штампуемости, а также в получении физико-механических свойств, равномерных по длине и сечению полосы.
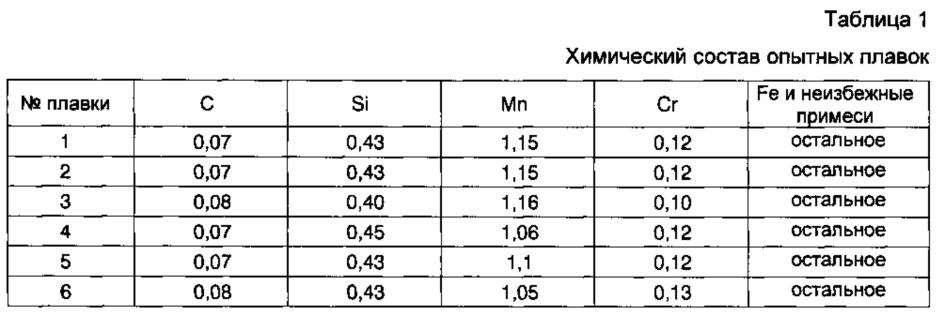
Указанный технический результат достигается тем, что в способе производства холоднокатаного проката для автомобилестроения, включающем выплавку стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в колпаковой печи и дрессировку, согласно которому рекристаллизационный отжиг осуществляют до конечной температуры T=-1,1239×ε+665,42, где 1,1239 - эмпирический коэффициент, ε - степень обжатия при холодной прокатке, %, 665,42 - эмпирический коэффициент, после чего выдерживают под нагревательным колпаком с отключенными горелками не более 4 часов, затем с температуры не менее 580°C осуществляют ускоренное охлаждение под муфелем со скоростью 25-35°C/час, при этом выплавляют сталь следующего химического состава, мас. %:
|
Кроме того, распаковку садки производят при температуре не более 90°C, а дрессировку осуществляют с обжатием 0,8-1,6%.
Сущность изобретения заключается в следующем. На механические свойства холоднокатаного проката влияют как химический состав стали, так и режимы деформационно-термической обработки.
Углерод - один из упрочняющих элементов, При содержании углерода менее 0,06% прочностные свойства стали ниже допустимого уровня. Увеличение содержания углерода более 0,12% приводит к снижению пластичности стали, что недопустимо ввиду образования разрывов при штамповке.
Кремний применен как легирующий элемент, при содержании кремния менее 0,40% снижаются прочностные характеристики.
Марганец обеспечивает получение заданных механических свойств. При содержании марганца менее 1,10% прочность стали ниже допустимой. Увеличение содержания марганца более 1,50% чрезмерно упрочняет сталь, ухудшает ее пластичность.
Хром применен в стали как легирующий элемент, достаточное содержание которого обеспечивает в сталях при всех температурах легированного феррита. Легирование феррита сопровождается его упрочнением. Причем чем мельче зерно феррита, тем выше его прочность.
Хром входит в твердый раствор феррита и упрочняет его, образует устойчивые карбиды. Карбидообразующие элементы препятствуют росту зерна аустенита при нагреве. Сталь, легированная хромом, при одинаковой температуре сохраняет более высокую дисперсность карбидных частиц и соответственно большую прочность. При содержании хроме менее 0,10% невозможно обеспечить требуемый уровень прочности.
Математическая зависимость, связывающая температуру отжига с суммарным обжатием при холодной прокатке - эмпирическая и получена при обработке опытных данных. Данная зависимость позволяет рассчитать оптимальную температуру отжига, достаточную для полного протекания первичной рекристаллизации, но не достаточную для собирательной рекристаллизации. За счет этого обеспечивается равномерная по сечению микроструктура отожженного проката.
Выдержка под нагревательным колпаком с отключенными горелками не более 4 часов позволяет получить равномерную структуру по длине и сечению полосы при отжиге в колпаковых печах. Равномерная микроструктура позволяет получить максимальное относительное удлинение при сохранении высокой прочности.
Ускоренное охлаждение под муфелем с температуры не менее 580°C позволяет зафиксировать полученную оптимальную микроструктуру проката. При отклонении от данной температуры в структуре проката наблюдается существенная разнобалльность, и снижается относительное удлинение, а также есть вероятность получения дефекта поверхности «сварка».
Скорость охлаждения 25-35°C/час обусловлена получением требуемых свойств по длине и сечению полосы. При запредельных значениях скорости охлаждения растет вероятность получения неравномерной структуры, что, в свою очередь, приведет к разбросу значений механических свойств по длине и сечению полосы.
Максимальная температура распаковки 90°C выбрана из условия отсутствия окисления поверхности холоднокатаного проката при его дальнейшем охлаждении.
Дрессировка холоднокатаного проката с обжатием 0,8-1,6% обеспечивает оптимальный уровень механических свойств. Дрессировка с обжатием менее 0,8% приводит к появлению площадки текучести на диаграмме растяжения при испытании на разрыв, а значит к старению металла. Дрессировка с обжатием более 1,6% не обеспечивает необходимый уровень относительного удлинения.
Примеры реализации способа.
В кислородном конвертере выплавили стали, химический состав которых приведен в таблице 1. Выплавленную сталь разливали на машине непрерывного литья в слябы. Слябы нагревали в нагревательной печи с шагающими балками и прокатывали на непрерывном широкополосном стане 2000. Горячекатаные полосы на отводящем рольганге охлаждали водой до определенных температур и сматывали в рулоны. Охлажденные рулоны подвергали соляно-кислотному травлению в непрерывном травильном агрегате. Затем травленые полосы прокатывали на 5-клетевом стане. Холоднокатаные полосы отжигали в колпаковых печах с водородной защитной атмосферой. Распаковку садки производили при температуре 85°C. Отожженные полосы дрессировали с обжатием 1,2%. Технологические параметры и механические свойства холоднокатаного проката приведены в таблицах 2, 3. Механические свойства проката определяли на продольных образцах.
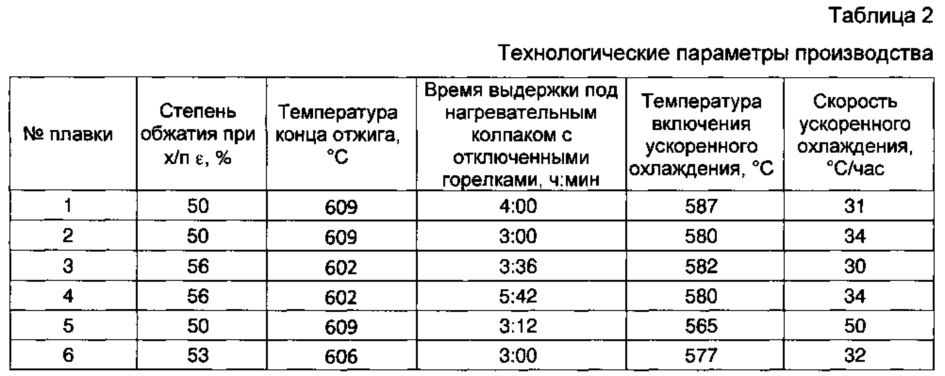

Из таблиц 1-3 видно, что в случае реализации предложенного способа (плавки №№ 1-3) на холоднокатаном прокате достигаются механические свойства, соответствующие классу прочности 420 МПа. При запредельных значениях заявленных параметров механические свойства проката класса прочности 420 получить не удалось.
Способ производства стальной полосы (варианты)
Способ изготовления катода литиевого источника тока
Установка для регенерации соляной кислоты из отработанного травильного раствора
Способ производства толстолистового проката из низколегированной стали
Способ производства холоднокатаной стали для глубокой вытяжки
Способ производства холоднокатаного проката для упаковочной ленты
Реагент для очистки солянокислых растворов от ионов меди
Способ производства особонизкоуглеродистой стали
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ производства холоднокатаного проката для упаковочной ленты
Способ производства стальной полосы (варианты)
Способ изготовления катода литиевого источника тока
Установка для регенерации соляной кислоты из отработанного травильного раствора
Способ производства толстолистового проката из низколегированной стали
Способ производства холоднокатаной стали для глубокой вытяжки
Способ производства холоднокатаного проката для упаковочной ленты
Реагент для очистки солянокислых растворов от ионов меди
Способ производства особонизкоуглеродистой стали
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ производства холоднокатаного проката для упаковочной ленты

