Результат интеллектуальной деятельности: УЛЬТРАЗВУКОВОЙ РАЗДЕЛЬНО-СОВМЕЩЕННЫЙ ШИРОКОЗАХВАТНЫЙ ПРЕОБРАЗОВАТЕЛЬ
Вид РИД
Изобретение
Изобретение относится к области неразрушающего контроля и может быть использовано для ультразвуковой дефектоскопии поковок, штамповок, листов и плит из металлов и их сплавов.
Основная задача, которая стоит перед разработчиками преобразователей для ультразвукового контроля крупногабаритных изделий, штамповок, поковок, листов и плит, - это одновременное обеспечение двух очень важных параметров - максимально возможной ширины зоны контроля, для обеспечения высокой производительности контроля и минимальной величины неравномерности амплитудной характеристики по ширине преобразователя, обеспечивающей сплошной контроль без пропуска дефектов в зоне прозвучивания.
Известен ультразвуковой раздельно-совмещенный широкозахватный преобразователь, выполненный путем повторения типового раздельно-совмещенного преобразователя, у которого приемно-излучающие пьезопластины сдвинуты относительно друг друга на величину длины пьезопластин, расположены в шахматном порядке и объединены в едином корпусе.
(См. Авт. свид. СССР №947753, G01N 29/04, 1982 г.)
Недостатком такого преобразователя является сложность его изготовления, большая площадь контактной поверхности снижает надежность акустического контакта, а сдвиг пластин на длину пьезопластины не обеспечивает необходимое перекрытие зон контроля парами, что не исключает пропуск дефектов при контроле.
Известен ультразвуковой раздельно-совмещенный широкозахватный преобразователь [2], у которого приемные и излучающие пьезопластины установлены встык боковыми сторонами, а мощность пьезопластин одинакова.
(См. патент РФ. №2095806 G01N 29/04, 1997 г.)
Конструкция данного преобразователя имеет те же недостатки, что и приведенная выше - между стыками пьезопластин обязательно наличие провала в амплитудно-широтной характеристике, что при контроле недопустимо, так как приводит к пропуску дефектов.
Наиболее близким по технической сущности к предлагаемому изобретению является раздельно-совмещенный преобразователь (Й. Крауткремер, Г. Крауткремер, Ультразвуковой контроль материалов. Справочник, г. Москва, «Металлургия», стр.246-247). Конструкция преобразователя содержит одну длинную излучающую пьезопластину, три одинаковые приемные пьезопластины, расположенные встык боковыми сторонами, разделяющий их электроакустический экран, и согласующие призмы-волноводы.
В результате анализа конструкции известного преобразователя необходимо отметить, что наличие длинной излучающей пьезопластины не улучшает амплитудно-широтную характеристику такого преобразователя, поскольку сохраняется возможность пропуска дефектов на стыках, между приемными пьезопластинами. Неравномерность амплитудной характеристики по ширине такого преобразователя достигает 3,0…4,0 дБ, что серьезно снижает надежность контроля из-за пропуска дефекта, расположенного в зоне стыка приемных пьезопластин, регистратором дефектоскопа.
Техническим результатом настоящего изобретения является повышение производительности и качества контроля за счет уменьшения неравномерности амплитудой характеристики по ширине преобразователя.
Указанный технический результат обеспечивается тем, что в ультразвуковом раздельно-совмещенном широкозахватном преобразователе, содержащем призмы-волноводы, установленную на первой призме излучающую пьезопластину и размещенные на второй призме в ряд в одной плоскости приемные пьезопластины, состыкованные друг с другом, а между излучающей и приемными пьезопластинами размещен электроакустический экран, новым является то, что преобразователь оснащен вторым электроакустическим экраном и третьей призмой-волноводом, на которой размещены дополнительные приемные пьезопластины, причем третья призма расположена с противоположной стороны относительно первой призмы симметрично второй призме, приемные пьезопластины призм смещены относительно друг друга на половину их длины так, что стыки пьезопластин второй призмы располагаются напротив центра пластин, установленных на третьей призме, а второй электроакустический экран размещен между первой и третьей призмами, при этом высоты второй и третьей призм равны, а высота первой призмы относится к высоте второй и третьей призм как 2:1.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
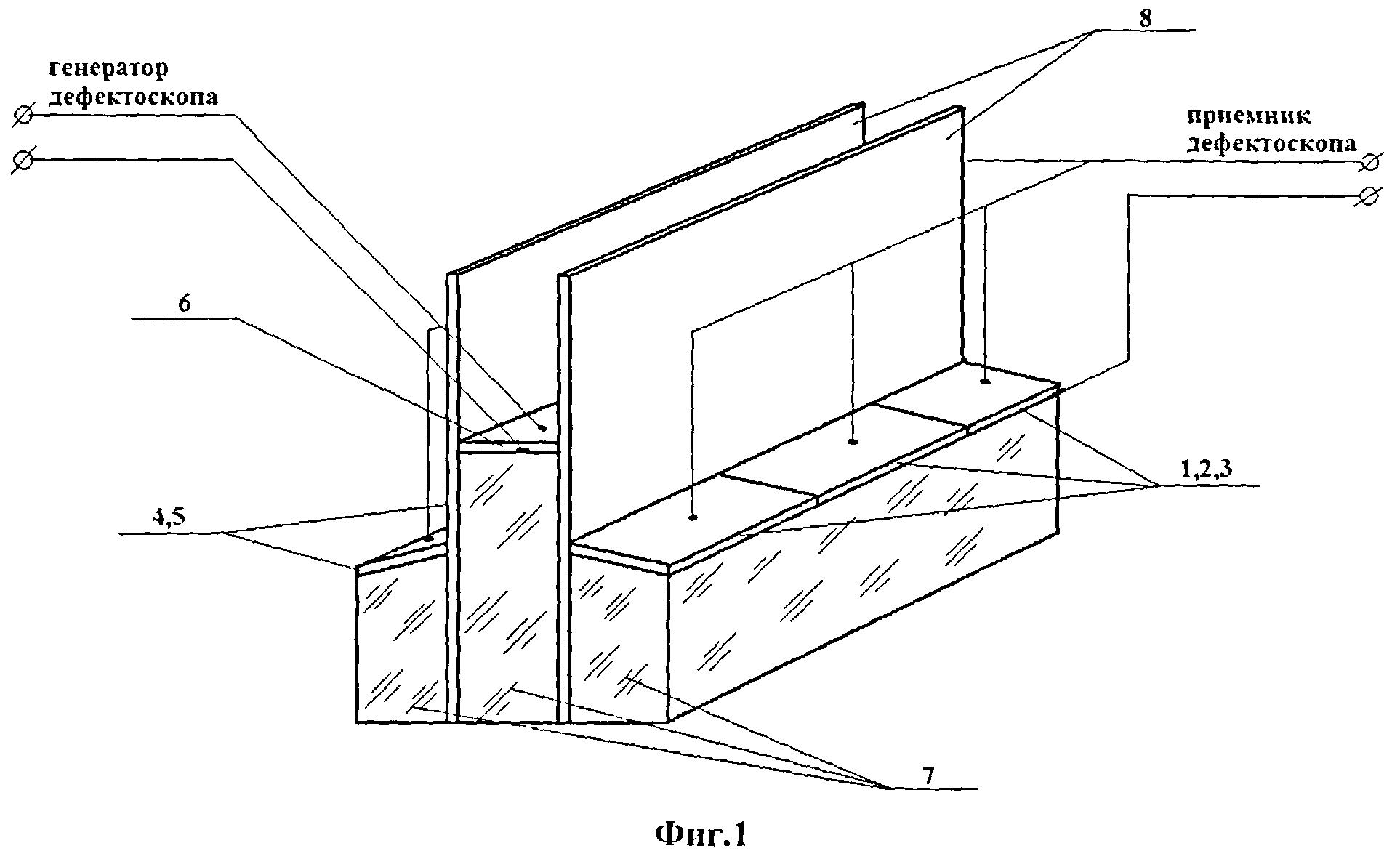
- на фиг.1 - ультразвуковой раздельно-совмещенный широкозахватный преобразователь, общий вид;
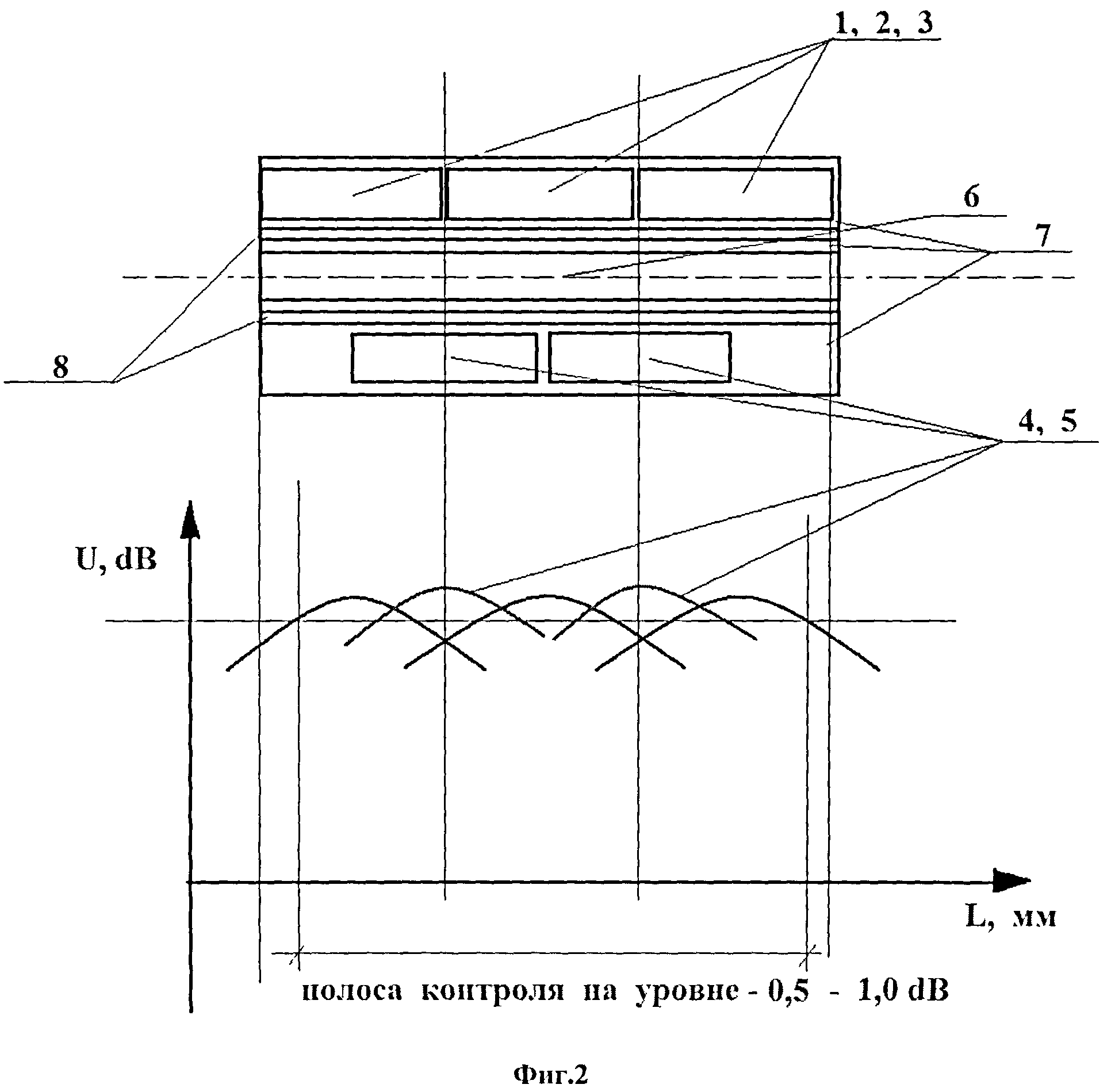
- на фиг.2 - преобразователь, вид сверху, с размещенными на нем приемными и излучающей пьезопластинами, на графике показано распределение амплитуд по каждой из приемных пьезопластин, полученное при сканировании стандартного образца с контрольным отражателем заданного диаметра по ширине преобразователя.
Ультразвуковой раздельно-совмещенный широкозахватный преобразователь содержит приемные пьезопластины 1, 2, 3, 4, 5 с одинаковыми пьезоэлектрическими характеристиками, жестко связанными с призмами-волноводами 7, излучающую пьезопластину 6, также жестко связанную с первой призмой-волноводом 7. Первая группа приемных пьезопластин 1, 2, 3 установлена на второй призме 7, расположенной с одной стороны, относительно первой призмы и установленной на ней излучающей пьезопластины 6, симметрично по отношению ко второй группе приемных пьезопластин 4, 5, установленных на третьей призме-волноводе 7. Первая призма 7 с пьезопластиной 6 отделена от соседних призм 7 с приемными пьезопластинами 1, 2, 3, 4, 5 двумя электроакустическими экранами 8. При этом вторая группа приемных пьезопластин 4 и 5 располагается так, что линия проекции стыков первой группы пьезопластин 1, 2, 3 совпадает с центром акустической оси пьезопластин второй группы. Такое расположение приемных групп пьезопластин в преобразователе, при контроле по стандартному образцу с контрольным отражателем заданного диаметра, дает результирующую амплитудную характеристику, показанную на графике на фиг.2. Предложенная конструкция преобразователя позволяет увеличить ширину зоны контроля, практически без провалов, с неравномерностью не хуже 0,5…1,0 дБ, что уже не влияет на надежность выявления дефектов в контролируемом материале. При этом схема подключения и работа приемных пьезопластин может быть синхронная (параллельное или последовательное соединение), тактовая: в первом такте одна группа, во втором другая, что снижает нагрузку на приемно-передающий тракт дефектоскопа и увеличивает амплитуду принимаемого эхо-сигнала от дефекта, повышая при этом надежность выявления небольших по величине дефектов. Соотношение высот призм излучающей и приемных пьезопластин, при которых, как показали исследования, достигается минимальная величина мертвой зоны, высокий уровень чувствительности и ширина зоны контроля, - 2:1.
Преобразователь работает следующим образом.
Через подводящие соединительные проводники на излучающую пьезопластину 6 подается зондирующий импульс от генератора дефектоскопа заданной амплитуды, формы и частоты, длительности, частоты следования, который вызывает деформацию и механические (ультразвуковые) колебания пьезопластины за счет обратного пьезоэффекта с частотой генератора.
Ультразвуковой импульс от излучающей пьезопластины 6, жестко связанной с призмой-волноводом 7, проходит через нее и через контактную жидкость, которая наносится на объект контроля, распространяется в его материале. В процессе сканирования преобразователем по поверхности объекта контроля в случае попадания дефекта в зону контроля по ширине преобразователя ультразвуковой импульс отразится от него и будет принят какой-то из пьезопластин 1-й или 2-й группы в зависимости от его пространственного положения в металле. Момент появления отраженного импульса зарегистрируется на временной развертке дефектоскопа и будет зафиксирован как дефект.
Таким образом, дефект, попавший в зону контроля по ширине преобразователя, см. фиг.2, будет выявлен какой-либо из пьезопластин 1, 2, 3 первой или 4, 5 второй группы с уровнем амплитуды эхо-сигнала не меньше 0,5…1,0 дБ, независимо от того, в каком месте (на стыке пьезопластин или нет) располагался дефект.
Способ определения пластичности металлов и сплавов
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Головка для орбитальной сварки
Способ определения пластичности металлов и сплавов
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Головка для орбитальной сварки

