Результат интеллектуальной деятельности: ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к сварочной технике, в частности к устройствам для сварки неповоротных стыков трубопроводов в среде защитных газов с присадочной проволокой.
Известно устройство для сварки неповоротных стыков труб, состоящее из разъемного корпуса, разрезной планшайбы с зубчатым венцом по ее образующей, установленной в корпусе. На планшайбе размещена сварочная горелка с соплом и электродом. Напротив сварочной горелки установлен жиклер. Механизм вращения головки содержит связанный с электродвигателем червяк, который через промежуточное зубчатое колесо передает движение на зубчатый венец планшайбы. Корпус выполнен из подвижной и неподвижной частей, установленных на общей оси и подпружиненных друг относительно друга. На подвижной части корпуса имеется лапка. Для удобства монтажа устройства на образующей поверхности планшайбы установлены невыпадающие винты. Штуцер для подачи защитного газа установлен в неподвижной части корпуса. Токосъемник установлен в разъеме планшайбы.
(См. патент РФ №2260504, кл. B23K 31/02, 2005 г.) - наиболее близкий аналог.
В результате анализа известного устройства необходимо отметить, что оно, как и заявленное, имеет вращающуюся планшайбу, на которой установлены электрод, сварочная горелка и штуцер подачи защитного газа в зону сварки. Однако механизм фиксации устройства на трубе не обеспечивает ее фиксацию на разных диаметрах свариваемых труб, что существенно снижает функциональные возможности устройства. Использование в нем невыпадающих винтов затрудняет процесс фиксации, делает его неудобным. Отсутствие механизма подачи присадочной проволоки не позволяет использовать при проведении сварки присадочную проволоку, что снижает качество сварки.
Известна головка для сварки неповоротных стыков трубопроводов, содержащая основание с радиальным вырезом, планшайбу с зубчатым венцом по образующей, связанную с приводом ее вращения и несущую сварочную горелку с электродом и штуцером для подачи защитного газа, механизм фиксации головки на свариваемой трубе, на планшайбе размещен механизм подачи присадочной проволоки, планшайба выполнена из двух дисков с радиальными вырезами, имеющих возможность относительного поворота и фиксации друг с другом, механизм фиксации выполнен в виде сменного вкладыша, закрепленного на основании в области ее выреза, а также двух рычагов, установленных на общей оси на основании с возможностью поворота и подпружиненных относительно друг друга, на одном рычаге установлен прижим, имеющий возможность контакта с трубой, а на другом с возможностью поворота размещена собачка, контактирующая с зубьями, имеющимися на основании.
(См. патент РФ №94500, кл. B23K 37/02, 2010 г.) - наиболее близкий аналог.
В результате анализа выполнения данной головки необходимо отметить, что ее конструкция, как правило, не позволяет выставить в точно заданное положение относительно свариваемого стыка сварочную горелку, что приводит в снижению качества сварки, при этом механизм фиксации головки на свариваемом трубопроводе не обеспечивает ее фиксации с оптимальным зажимным усилием, что может привести к деформированию трубопровода. Монтаж головки на трубопроводе в точно заданном положении занимает много времени.
Техническим результатом настоящего изобретения является повышение качества сварки трубопроводов за счет обеспечения точной настройки электрода и присадочной проволоки на свариваемый стык и исключения деформации трубопровода при фиксации на нем головки, а также повышение производительности сварки за счет сокращения времени на монтаж-демонтаж головки.
Указанный технический результат обеспечивается тем, что в головке для орбитальной сварки, содержащей основание с радиальным вырезом, в области которого на основании закреплен центрирующий вкладыш, смонтированную на основании с возможностью вращения посредством установленного на основании привода планшайбу, выполненную в виде двух зубчатых колес с радиальными вырезами, имеющих возможность относительного поворота и фиксации друг относительно друга, сварочную горелку с электродом и штуцером для подачи защитного газа и механизм подачи присадочной проволоки, а также установленный на основании механизм фиксации головки на свариваемом трубопроводе, новым является то, что привод вращения планшайбы выполнен съемным, головка оснащена кареткой, установленной на планшайбе с возможностью настроечного перемещения для настройки положения размещенных на ней сварочной горелки и механизма подачи присадочной проволоки относительно свариваемого стыка, а механизм настроечного перемещения каретки выполнен в виде втулки с резьбовым отверстием, установленной на планшайбе с возможностью вращения, и стержня, один конец которого скреплен с кареткой, а второй выполнен резьбовым и ввинчен в резьбовое отверстие втулки, при этом механизм фиксации головки на свариваемом трубопроводе выполнен в виде закрепленного на основании корпуса, в котором в направляющей установлена ось, имеющая возможность поворота и поступательного перемещения в направлении, перпендикулярном оси центрирующего вкладыша, на одном конце оси закреплено коромысло с вкладышем, а на другом - рукоятка, при этом в состав механизма фиксации входят шарнирно соединенная с направляющей тяга, выполненная из упругой стали, шарнирно соединенная с рычагом, который шарнирно соединен с вилкой, связанной с регулировочной втулкой, установленной на корпусе механизма фиксации.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
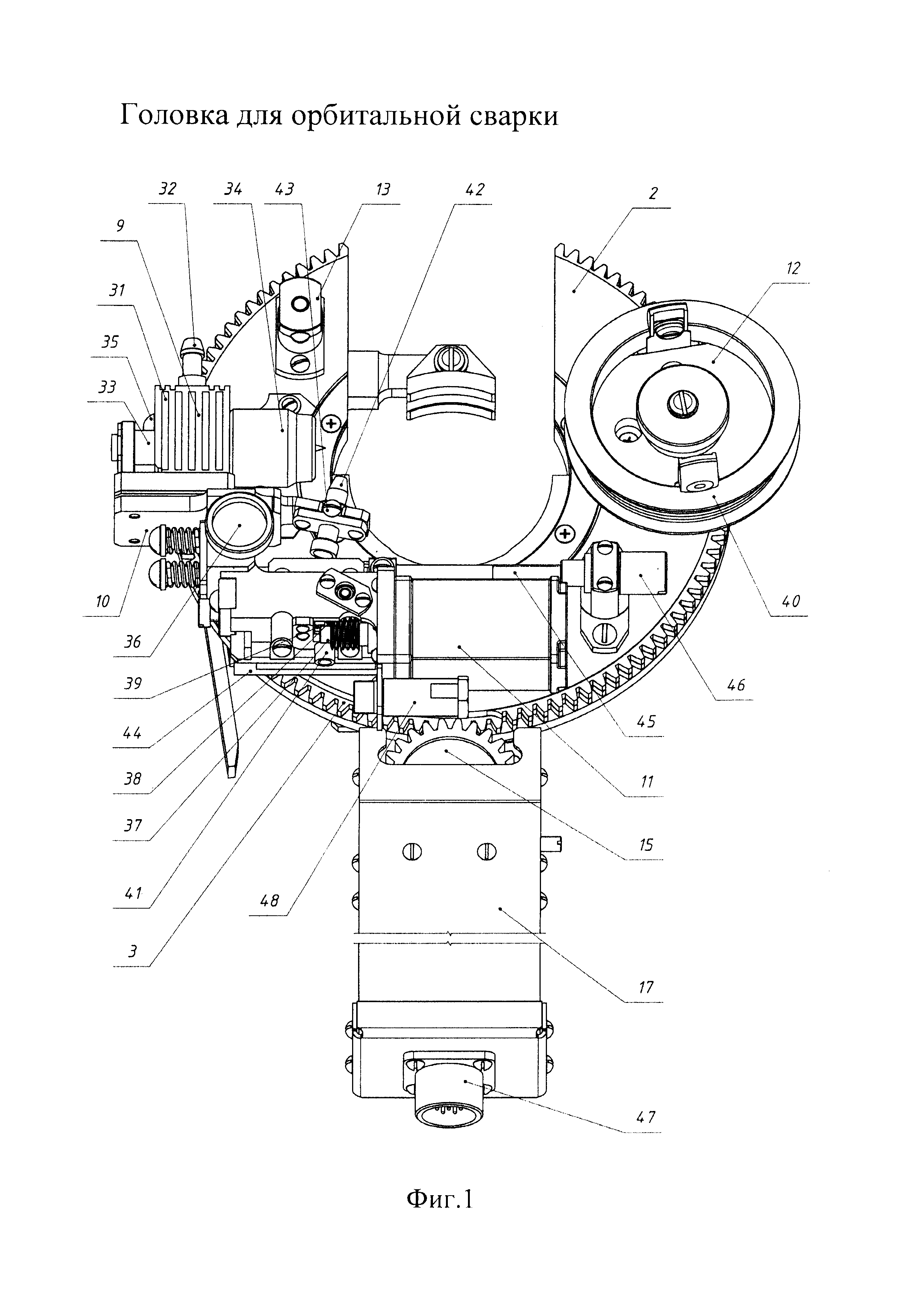
- на фиг. 1 - головка для орбитальной сварки, вид со стороны механизма подачи присадочной проволоки;
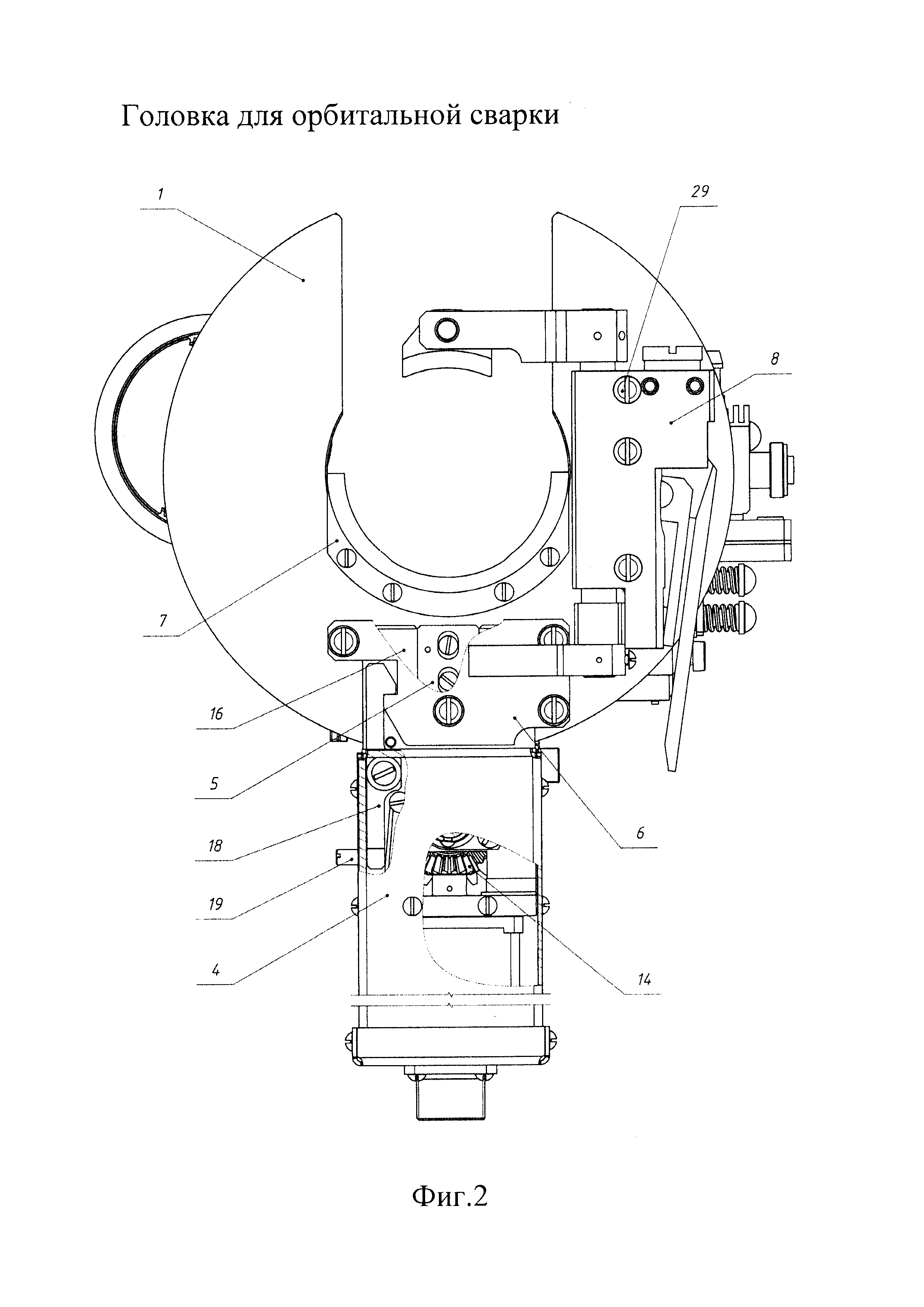
- на фиг. 2 - головка для орбитальной сварки, вид со стороны механизма зажима;
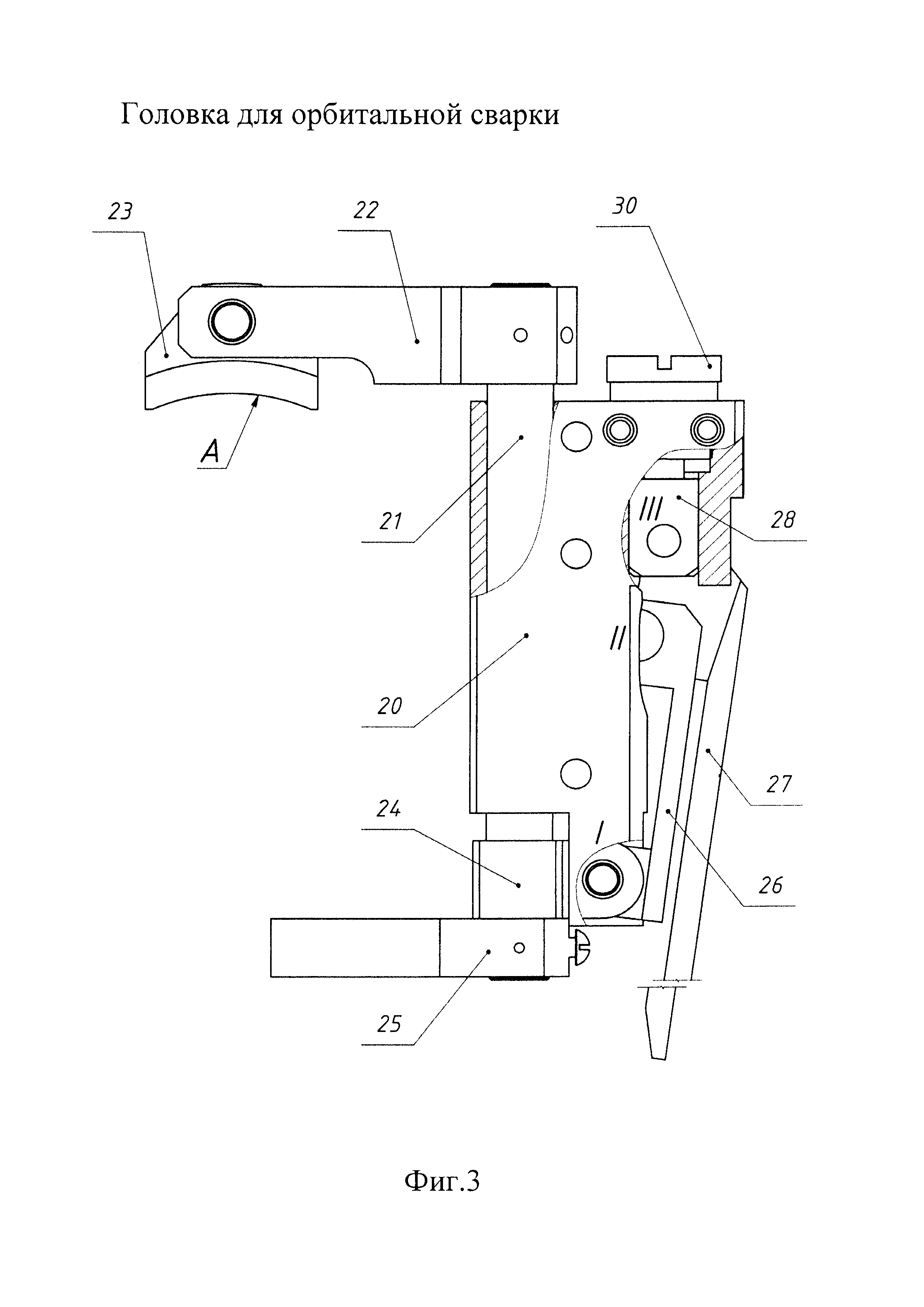
- на фиг. 3 - механизм зажима головки на трубопроводе.
Головка для орбитальной сварки содержит основание 1 с радиальным вырезом, на основании смонтирована с возможностью вращения посредством привода планшайба, состоящая из двух частей - в виде цилиндрических зубчатых колес 2 и 3 с зубчатой нарезкой по образующим и радиальным пазом в каждом из них для установки головки на свариваемый трубопровод. Головка оснащена устанавливаемым на основании съемным приводом 4 вращения планшайбы, установленным на основании упором 5, предназначенным для центрирования съемного привода 4, накладкой 6 с пазом, предназначенной для фиксации съемного привода 4 в заданном положении.
На основании установлены центрирующий вкладыш 7, охватывающий примерно половину диаметра свариваемого трубопровода, а также механизм 8 фиксации сварочной головки на свариваемом трубопроводе.
Планшайба обеспечивает вращение установленных на ней основных исполнительных элементов головки для орбитальной сварки относительно оси свариваемого трубопровода. К таковым основным элементам относятся сварочная горелка 9 с воздушным охлаждением, закрепленная на кронштейне 10, механизм 11 подачи присадочной проволоки, кассета 12 с катушкой присадочной проволоки и фиксатор 13 частей планшайбы друг относительно друга.
Съемный привод 4 вращения планшайбы состоит из установленных в корпусе (позицией не обозначен) конической зубчатой передачи 14, ведущее колесо которой соединено с выходным валом электродвигателя (например, шагового, марки FL42STH60-1206А), а ведомое колесо зубчатой передачи 14 находится в зацеплении с зубчатым колесом 15, находящимся в зацеплении с зубьями зубчатых колес 2 и 3, образующих планшайбу.
При подаче питания на шаговый электродвигатель вращающий момент с выходного вала передается на коническую зубчатую передачу 14, связанную с зубчатым колесом 15, приводящего в движение планшайбу сварочной головки. Скорость вращения планшайбы регулируется системой управления сваркой.
На корпусе закреплен кронштейн 16, а зубчатая передача, электродвигатель и зубчатое колесо закрыты защитным кожухом 17. На кронштейне 16 установлен с возможностью поворота подпружиненный упругий рычаг 18.
Для фиксации съемного привода на основании необходимо завести кронштейн 16 под накладку 6 в направлении, перпендикулярном оси сварочной головки, центрировать привод по упору 5 и довести привод до момента зацепления рычага 18 с пазом накладки 6.
Для снятия привода необходимо посредством рукоятки 19 повернуть рычаг 18 до вывода его из паза накладки 6 и отсоединить привод перемещением его в обратном направлении. Выполнение механизма съемным делает более удобным установку головки на свариваемом трубопроводе, а также обеспечивает ее более точное позиционирование.
Механизм фиксации 8 сварочной головки на трубопроводе предназначен для надежной фиксации и центрирования сварочной головки на свариваемом трубопроводе. Механизм фиксации выполнен в виде установленного на основании корпуса 20, в котором установлена ось 21, имеющая возможность вращения и поступательного перемещения в направлении, перпендикулярном оси центрирующего вкладыша 7, закрепленного на основании 1.
На одном конце оси 21 закреплено коромысло 22 со сменным вкладышем 23, имеющим кривизну опорной поверхности А, соответствующую диаметру свариваемого трубопровода и установленным на коромысле 22 на оси с возможностью самоустановки относительно поверхности свариваемого трубопровода. На противоположном конце оси 21 имеются направляющая 24 и рукоятка 25. В состав механизма фиксации входят тяга 26, выполненная из упругой (пружинной) стали, рычаг 27 и вилка 28. Направляющая 24, тяга 26, рычаг 27 и вилка 28 шарнирно связаны между собой осями и образуют цепочку деталей. Корпус 20 механизма фиксации крепится к основанию посредством винтов 29.
Для фиксации сварочной головки на трубопроводе необходимо: установить вкладыши 7 и 23 заданного типоразмера; закрепить корпус 20 винтами 29 на основании 1, руководствуясь маркировкой интервалов свариваемых диаметров трубопроводов; повернуть за рукоятку 25 ось 21, а следовательно, и коромысло 22 с вкладышем 23 на 90° по часовой стрелке, отведя коромысло от радиальных пазы основания и зубчатых колес планшайбы, открыв их; позиционировать сварочную головку на трубопроводе. Установив ее посредством радиальных пазов до контакта с трубопроводом центрирующего вкладыша 7; повернуть рукоятку 25 на 90° в противоположную сторону, закрыв радиальные пазы основания и зубчатых колес, подведя коромысло 22 и вкладыш 23 под трубопровод с противоположной относительно вкладыша 7 стороны; выверить осевое положение сварочной головки на трубопроводе, после чего повернуть рычаг 27 по часовой стрелке до момента касания с трубопроводом вкладыша 23 и, преодолев усилие упругости тяги 26, регулируемое установленной на корпусе 20 втулкой 30, довести рычаг 27 до крайнего положения с упором тяги 26 во внутреннюю поверхность корпуса 20. При этом ось вращения II перемещается за плоскость, проходящую через оси I и III на величину ~2 мм, обеспечивая надежную фиксацию механизма, а следовательно, и головки, в рабочем состоянии. Механизм имеет компактные габариты, легок при снятии-установке, исключает возможность смятия трубопровода, обеспечивает быструю и надежную фиксацию сварочной головки на трубопроводе.
Сварочная горелка 9 состоит из корпуса 31 с воздушным охлаждением, штуцера 32 подвода защитного газа, цанги 33 для закрепления в ней вольфрамового электрода и керамического сопла 34. Подача напряжения к сварочной горелке осуществляется через токопроводящий кабель, зафиксированный на корпусе 31 при помощи винта 35. В конструкции сварочной головки предусмотрена ручная подрегулировка положения сварочной горелки относительно свариваемого стыка (осевое перемещение сварочной горелки). Подрегулировка осуществляется вращением винта 36.
Механизм 11 подачи присадочной проволоки обеспечивает бесперебойную подачу алюминиевой проволоки, установленной в кассете 12, в сварочную ванну. Подача присадочной проволоки осуществляется при помощи червячной передачи 37, ролика 38 и прижимного подшипника 39, с регулируемым усилием прижатия. При подаче напряжения на электродвигатель вращающий момент с выходного вала, на котором закреплен червяк, передается на червячное колесо, находящееся в неподвижной связи с роликом 38, имеющим проточку, равную половине диаметра присадочной проволоки. Присадочная проволока направляется в проточку ролика 38 и поджимается прижимным подшипником 39. Вращаясь, ролик протягивает проволоку в зону сварки. Червячная передача приводится в движение шаговым электродвигателем марки FL28STH51-0956A.
Перед сваркой необходимо: установить присадочную проволоку на быстросъемную катушку 40 (кассета 12 - это узел, предназначенный для установки в него присадочной проволоки); направить проволоку в корректор 41; протянуть проволоку через систему ролик - подшипник до момента поступления проволоки в боуден 42. Осевой вылет боудена регулируется винтом 43 (ослабляя винт 43, боуден 42 получает возможность ручного приближения-удаления к оси сварочной горелки).
Механизм 11 подачи присадочной проволоки и сварочная горелка 9 установлены на каретке 44. Каретка имеет возможность перемещения по направляющей, закрепленной на основании 1, в радиальном направлении по отношению к оси свариваемого трубопровода при помощи оси 45 и резьбовой втулки 46. Резьбовая втулка 46 закреплена на стойке (позицией не обозначена) и имеет возможность только вращения относительно своей оси. Ось 45 соединена с кареткой и связана с втулкой 46 посредством резьбы. Вращая втулку 46 по часовой/против стрелки ось 45 перемещает сварочный модуль относительно сварочного стыка. Ход каретки охватывает весь диапазон свариваемых диаметров трубопроводов. Таким образом, ось 45 и втулка 46 образуют механизм настройки сварочной горелки и механизма подачи присадочной проволоки на свариваемый стык.
К электродвигателю привода вращения планшайбы подведен разъем 47.
Механизм 11 подачи присадочной проволоки оснащен разъемом 48 для подсоединения к аппаратуре управления сваркой.
Фиксатор 13 предназначен для крепления цилиндрических зубчатых колес 2 и 3 относительно друг друга в двух положениях: в положении установки сварочной головки на трубопровод (радиальные пазы совмещены и параллельны друг другу); в рабочем положении (пазы развернуты относительно друг друга на 90° против часовой стрелки, образуя замкнутый зубчатый контур).
Головка для орбитальной сварки работает следующим образом.
Для проведения сварки необходимо выполнить следующие операции:
- подсоединить привод 4 вращения планшайбы представленным выше образом;
- установить вкладыши 7 и 23 требуемого типоразмера и зафиксировать сварочную головку на трубопроводе представленным выше образом;
- установить в рабочее положение цилиндрические зубчатые колеса 2 и 3 при помощи фиксатора 13 представленным выше образом;
- установить присадочную проволоку на катушку 40 и протянуть ее через систему ролик -подшипник до момента поступления проволоки в боуден 42 представленным выше образом;
- посредством резьбовой втулки 46 отрегулировать положение каретки 44 таким образом, чтобы сварочная горелка и присадочная проволока находились в области свариваемого стыка на заданном технологическим процессом расстоянии от него;
- при необходимости поднастроить положение сварочной горелки 9 относительно свариваемого стыка в осевом направлении при помощи винта 36;
- подсоединить шланг подвода защитного газа к штуцеру 32;
- подсоединить токопроводящий кабель к корпусу сварочной горелки 9 через винт 35, противоположным выводом к источнику питания;
- подсоединить привод вращения планшайбы 4 через разъем 47 к аппаратуре управления сваркой;
- подсоединить механизм 11 подачи присадочной проволоки через разъем 48 к аппаратуре управления сваркой;
- включить источник питания и аппаратуру управления сваркой;
- проверить установленные на аппаратуре управления сваркой параметры режима сварки на соответствие действующей технологии и рекомендациям ОСТ 92-1602-93;
- нажать кнопку ПУСК (не показана) и начать сварку;
Процесс сварки осуществляется в автоматическом режиме.
Использование данной головки обеспечивает простоту и удобство крепления ее на свариваемой трубе в заданном диапазоне диаметров свариваемых труб, удобство настройки и повышение качества сварки за счет точно настроенного положения сварочной горелки и присадочной проволоки относительно свариваемого стыка.
Головка для орбитальной сварки трубопроводов, содержащая основание с радиальным вырезом, сменный центрирующий вкладыш, установленный на основании в зоне, прилегающей к упомянутому вырезу, с возможностью контакта с поверхностью свариваемого трубопровода для центрирования головки, смонтированную на основании с возможностью вращения посредством установленного на основании привода планшайбу, выполненную из двух установленных соосно рядом друг с другом зубчатых колес с радиальными вырезами и с зубчатым венцом по их образующей, имеющих возможность относительного поворота и фиксации относительно друг друга, размещенные на основании сварочную горелку с электродом и штуцером для подвода защитного газа, механизм подачи присадочной проволоки и механизм фиксации головки на свариваемом трубопроводе, отличающаяся тем, что она снабжена кареткой, установленной на планшайбе с возможностью настроечного перемещения посредством механизма настроечного перемещения для настройки положения размещенных на каретке сварочной горелки и механизма подачи присадочной проволоки относительно свариваемого стыка, причем механизм настроечного перемещения каретки выполнен в виде установленной на планшайбе с возможностью вращения втулки с резьбовым отверстием и стержня, один конец которого скреплен с кареткой, а второй выполнен резьбовым и ввинчен в резьбовое отверстие втулки, при этом механизм фиксации головки на свариваемом трубопроводе выполнен в виде закрепленного на основании корпуса, в котором в направляющей установлена ось, имеющая возможность поворота относительно своей продольной геометрической оси посредством закрепленной на одном из ее концов рукоятки и поступательного перемещения с обеспечением перемещения закрепленного на другом конце оси коромысла со сменным вкладышем, имеющим опорную поверхность с кривизной, соответствующей поверхности свариваемого трубопровода, и закрепленного с возможностью самоустановки по данной поверхности, в сторону центрирующего вкладыша с возможностью контакта вкладыша коромысла с поверхностью свариваемого трубопровода и в сторону от центрирующего вкладыша, причем упомянутая направляющая оси шарнирно соединена с тягой, выполненной из пружинной стали, которая шарнирно соединена с рычагом, шарнирно соединенным с вилкой, связанной с регулировочной втулкой, установленной на корпусе механизма фиксации, а привод вращения планшайбы выполнен съемным.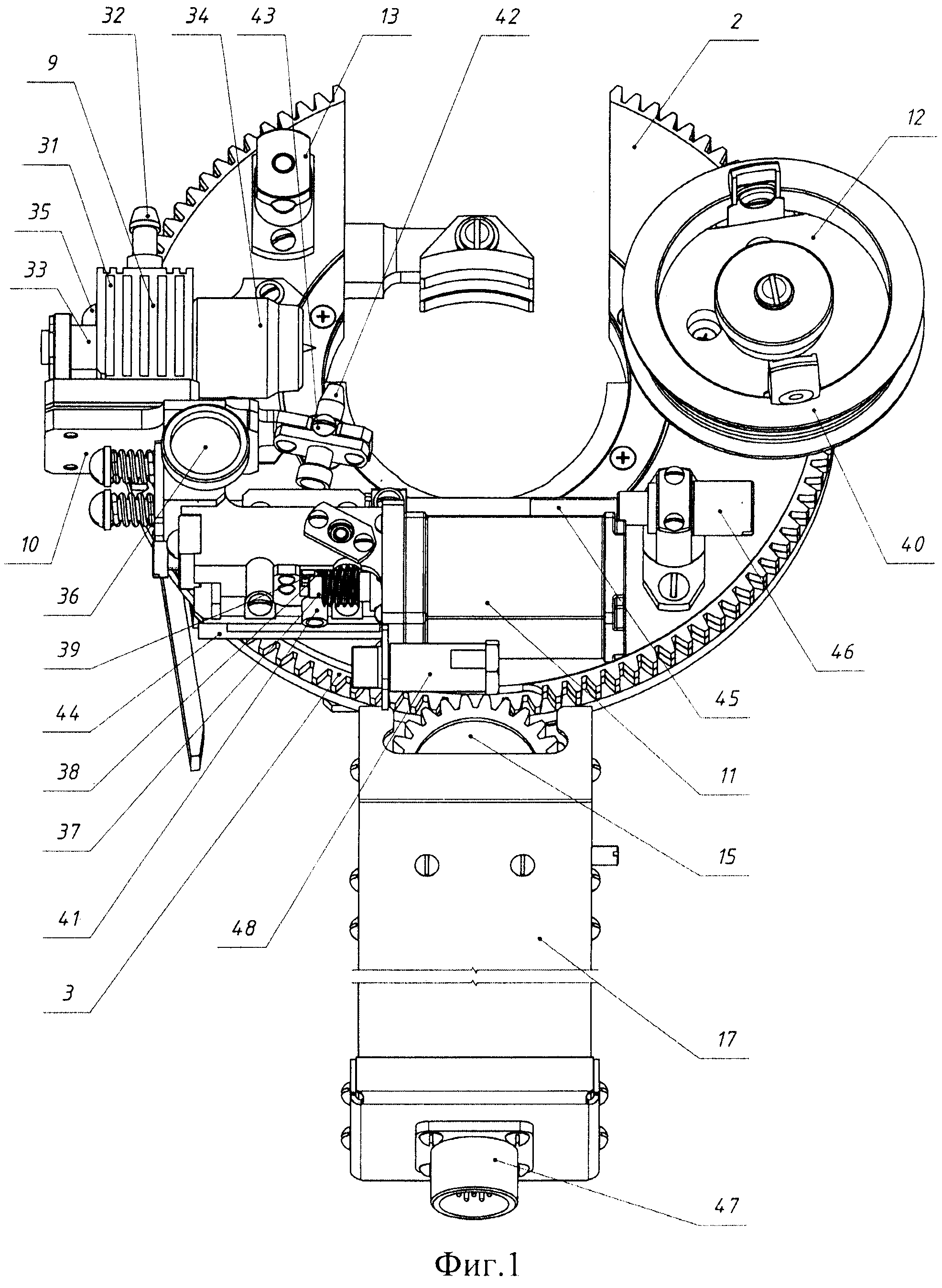
Способ регулирования режима работы жидкостной ракетной двигательной установки
Устройство для измерения вращающего момента
Устройство для измерения момента инерции изделия
Установка гидроабразивной резки
Пресс-форма для прессования брикетов из порошкообразного материала
Электродуговой испаритель металлов и сплавов
Полуавтоматический балансировочный станок
Установка для измерения собственной частоты колебаний роторов силовых гироскопов
Способ контроля качества неразъемных соединений
Способ электроэрозионной прошивки отверстий
Способ регулирования режима работы жидкостной ракетной двигательной установки
Устройство для измерения вращающего момента
Устройство для измерения момента инерции изделия
Установка гидроабразивной резки
Пресс-форма для прессования брикетов из порошкообразного материала
Электродуговой испаритель металлов и сплавов
Полуавтоматический балансировочный станок
Установка для измерения собственной частоты колебаний роторов силовых гироскопов
Способ контроля качества неразъемных соединений
Способ электроэрозионной прошивки отверстий

