Результат интеллектуальной деятельности: СКОЛЬЗЯЩИЙ СУХАРЬ ДЛЯ ШАРНИРНОГО ШПИНДЕЛЯ
Вид РИД
Изобретение
Изобретение касается шарнирного шпинделя, установленного, в частности, в приводе прокатного стана, имеющего для образования соединения с шарнирной головкой треф или имеющего для образования соединения с трефом шарнирную головку, хвостовик которой входит в зацепление в расположенное поперек оси вращения цилиндрическое отверстие шарнирной головки, между которым и хвостовиком расположен скользящий сухарь, который образован двумя телами скольжения, которые в отдельных областях имеют контуры тел вращения и которые установлены с возможностью вращения в выемке, выполненной в соответствии с формой тел скольжения и имеющей форму тела вращения, в шарнире с возможностью выполнения поворотного движения в шарнирной головке.
Скользящие сухари, называемые также шарнирными сухарями, известны. Скользящий сухарь состоит из неметаллического или металлического материала и применяется в шарнирных шпинделях и шарнирных соединительных головках приводов прокатных станов. При применении шарнирного сухаря в двухсторонних головках шарнирных шпинделей или в смежных соединительных головках плоский конец шпинделя или головки взаимодействует с шарнирным сухарем. Назначение шарнирных сухарей заключается по существу в том, чтобы осуществлять компенсацию длины и направления между изменяющимися в их осевом направлении в определенных пределах друг относительно друга шарнирными шпинделями и жестко установленными соединительными элементами на шестеренной и прокатной клети. При этом шарнирный или скользящий сухарь, наряду с передачей высоких крутящих моментов и толчковых нагрузок, которые возникают при пуске клетей и, прежде всего, с очень короткими временными интервалами при задаче проката в рабочих валках, выполняет еще и другую задачу восприятия дополнительных относительных перемещений при сильных давлениях на единицу поверхности.
Эти разного рода нагрузки, многократно накладывающиеся друг на друга, приводят к относительно быстрому и выраженному износу. Хотя всегда предпринимались попытки увеличить срок службы шарнирных сухарей путем применения все более пригодных материалов нового типа, например путем применения новых производственных материалов, несмотря на это, до сих пор вследствие износа необходимо очень частое восстановление сухарей.
Наряду с затратами на запасные части и связанным с этим складским хранением, прежде всего, чрезвычайно высоки обусловленные заменой скользящих сухарей простои и время, затрачиваемое на монтаж, так как при замене сухарей чаще всего необходимо полное отделение шарнирных шпинделей от смежных соединительных элементов. У дорогостоящих прокатных линий обусловленные ремонтными работами простои и время, затрачиваемое на монтаж, в частности, когда они являются внеплановыми, представляют собой чрезвычайно большую проблему.
Из DE 2656257 А1 известен предназначенный для снижения этих материальных затрат и, прежде всего, для сокращения количества расходуемого материала скользящий или шарнирный сухарь для шарнирных шпинделей и шарнирных соединительных головок приводов прокатных станов, который состоит из нескольких отдельных частей. При этом плоскости разделения этих отдельных частей предусмотрены в поперечном направлении к продольной оси шарнирного камня.
Из GB 262 144 известен шарнирный шпиндель, образующий соединение с шарнирной головкой или трефом. При этом применяется скользящий сухарь, имеющий форму усеченного конуса.
Из US 1,413,848 известен шарнирный шпиндель, в котором для соединения шарнирной головки с трефом используются опорные колодки с изогнутой выпукло наружу поверхностью, которые взаимодействуют с соответственно изогнутой вогнуто внутрь выемкой в шарнирной головке.
Из US 2,361,629 известен скользящий сухарь для соединения шарнирной головки с трефом, причем скользящий сухарь имеет соответственно два тела скольжения с цилиндрическими контурами наружной поверхности.
Кроме того, из WO 2004/072501 известен скользящий сухарь для шарнирных шпинделей, установленных в приводах прокатных станов, который допускает высокое давление на единицу поверхности и, кроме того, обладает высокой жаропрочностью. Причем этот шарнирный шпиндель включает в себя треф с плоским концом, хвостовик которого входит в зацепление в расположенное поперек оси вращения цилиндрическое отверстие головки шпинделя, между которой и плоским концом головки шпинделя расположен скользящий сухарь. Сухарь имеет комбинированную конструкцию и включает в себя металлический внутренний корпус и покрывающий его наружный слой из полимерного волокнистого материала.
Уровень техники, например, согласно US 2,361,629, представлен на Фиг.1 и 2. На Фиг.1 показан в покомпонентном изображении треф 2 с хвостовиком 1, служащий для соединения с шарнирным шпинделем 3.
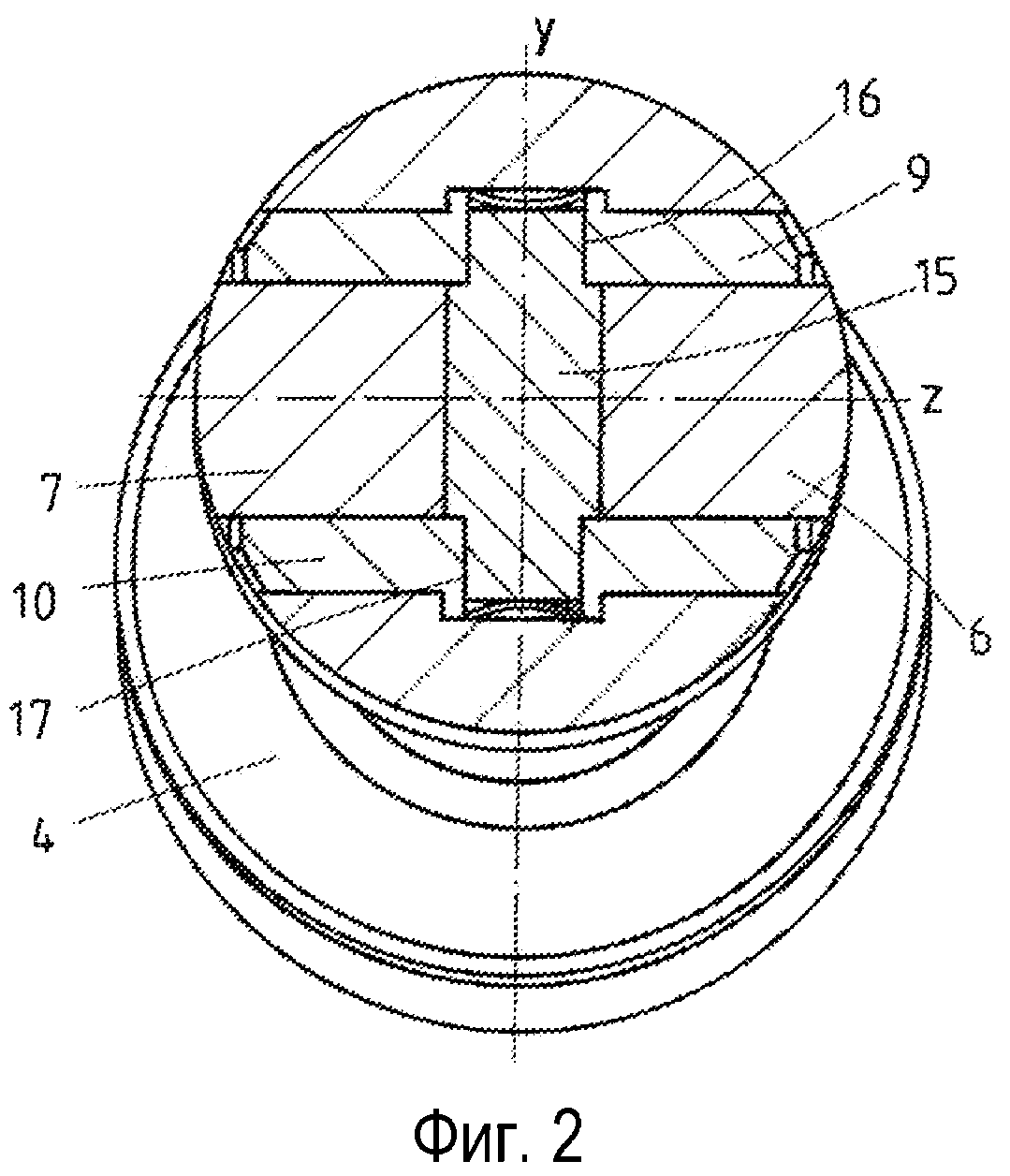
На Фиг.2 представлен вид вертикального сечения Фиг.1 по линии II-II сечения.
Шарнирный шпиндель 3 включает в себя шарнирную головку 4, которая снабжена выемкой 5, служащей для размещения хвостовика 1. Хвостовик 1 состоит из двух выступающих вперед, образующих штифтообразную плоскую лапку элементов 6, 7 с обращенным к наружной стороне трефа 1 квадратным контуром. На элементах 6, 7 закреплен скользящий сухарь 8, включающий в себя две скользящие пластины 9, 10. У скользящих пластин 9, 10 имеются прилегающие в выемке 5 цилиндрические поверхности 11, 12, которые позволяют скользящему сухарю 8 и шарнирному шпинделю вращаться или поворачиваться перпендикулярно продольной оси х шарнирного шпинделя 3 вокруг оси z. Поверхности 11, 12 выполнены так, что они сопрягаются с соответствующими контурами 13, 14 внутри выемки 5 в шарнирной головке 4 шарнирного шпинделя 3.
Шарнирные сухари или скользящие пластины 9, 10 соединены друг с другом пальцем 15, который вдается в образованную элементами 6, 7 выемку трефа и который, в целом, направляется в отверстие 16 или соответственно 17 в скользящих сухарях 9 или соответственно 10. Относительное перемещение между шарнирной головкой 4 и трефом 2 осуществляется путем вращения скользящего сухаря 8 и путем поворотного движения элементов 6, 7. Скользящие пластины 9, 10 должны направляться посредством упора для предотвращения проскальзывания этих скользящих пластин 9, 10 в направлении оси z. Стандартным образом для этого в середине шарнирной головки 4 выполняется цилиндрический паз 18, в который вставлены скользящие пластины 9, 10 направляющим кулачком 19.
В прошлом выяснилось, что при повышении мощности прокатной линии в этих направляющих пазах возникают трещины, вызванные внутренними напряжениями.
Задачей изобретения является усовершенствовать шарнирный шпиндель вышеназванного рода так, чтобы повысить его работоспособность при передаче крутящих моментов.
В соответствии с изобретением эта задача у шарнирного шпинделя вышеназванного рода решается за счет того, что контуры тел вращения выполнены вогнуто, а выемка соответственно выполнена выпукло. Согласно альтернативному варианту выполнения изобретения контуры тел вращения выполнены выпукло, а выемка выполнена соответственно вогнуто, при этом контуры тел вращения имеют в отдельных областях форму бочки или соответственно форму однополостного гиперболоида.
С помощью этого изобретения предотвращается возникновение трещин, вызванных внутренними напряжениями, без необходимости принятия особых мер, таких как галтели, полирование радиусов или упрочнение радиусов. С помощью этого изобретения предоставляется принципиальное решение снижения уровня напряжений в шарнирной головке без потери необходимых направляющих свойств. Вместо направляющего паза применяется проходящий в двух направлениях симметрично относительно оси у равномерный бочкообразный контур, который проходит по всей поперечной оси скользящих пластин, оси z.
Предпочтительные усовершенствования изобретения содержатся в зависимых пунктах формулы изобретения, описании и чертежах.
В частности, предпочтительно, если контуры тел вращения в отдельных областях имеют форму бочки или соответственно форму однополостного гиперболоида.
Бочкообразная форма может быть получена путем вращения кривой со сферическим, эллиптическим или параболическим изгибом. Благодаря этому изгибу форма кривой при необходимом поперечном направлении скользящего сухаря может выполняться в соответствии с оптимальным состоянием внутренних напряжений. Особый случай представляет собой кривая бочки, образующая участок дуги окружности, при этом, в зависимости от выполнения, возможно уменьшение или увеличение зазора в шарнирах.
Предпочтительно может быть также предусмотрено, чтобы скользящий сухарь был расположен с напряжением относительно выемки, в которую он размещается.
Предпочтительно шарнирный шпиндель в области шарнирной головки выполняется так, что натяг определяется формами контуров тел вращения скользящего сухаря, с одной стороны, и выемки, с другой стороны, по отношению друг к другу.
Шарнирный шпиндель по одному из особенно предпочтительных вариантов осуществления отличается тем, что натяг скользящего сухаря относительно выемки может регулироваться посредством регулировочного средства, задающего расстояние между двумя телами скольжения, в частности, регулировочного пальца.
Изобретение касается также скользящего сухаря, предназначенного для применения в шарнирном шпинделе, как подробнее описано выше.
Ниже изобретение поясняется более подробно на двух примерах осуществления. Показано:
Фиг.3: покомпонентный вид в перспективе предлагаемого изобретением шарнирного шпинделя с бочкообразно выполненными скользящими сухарями,
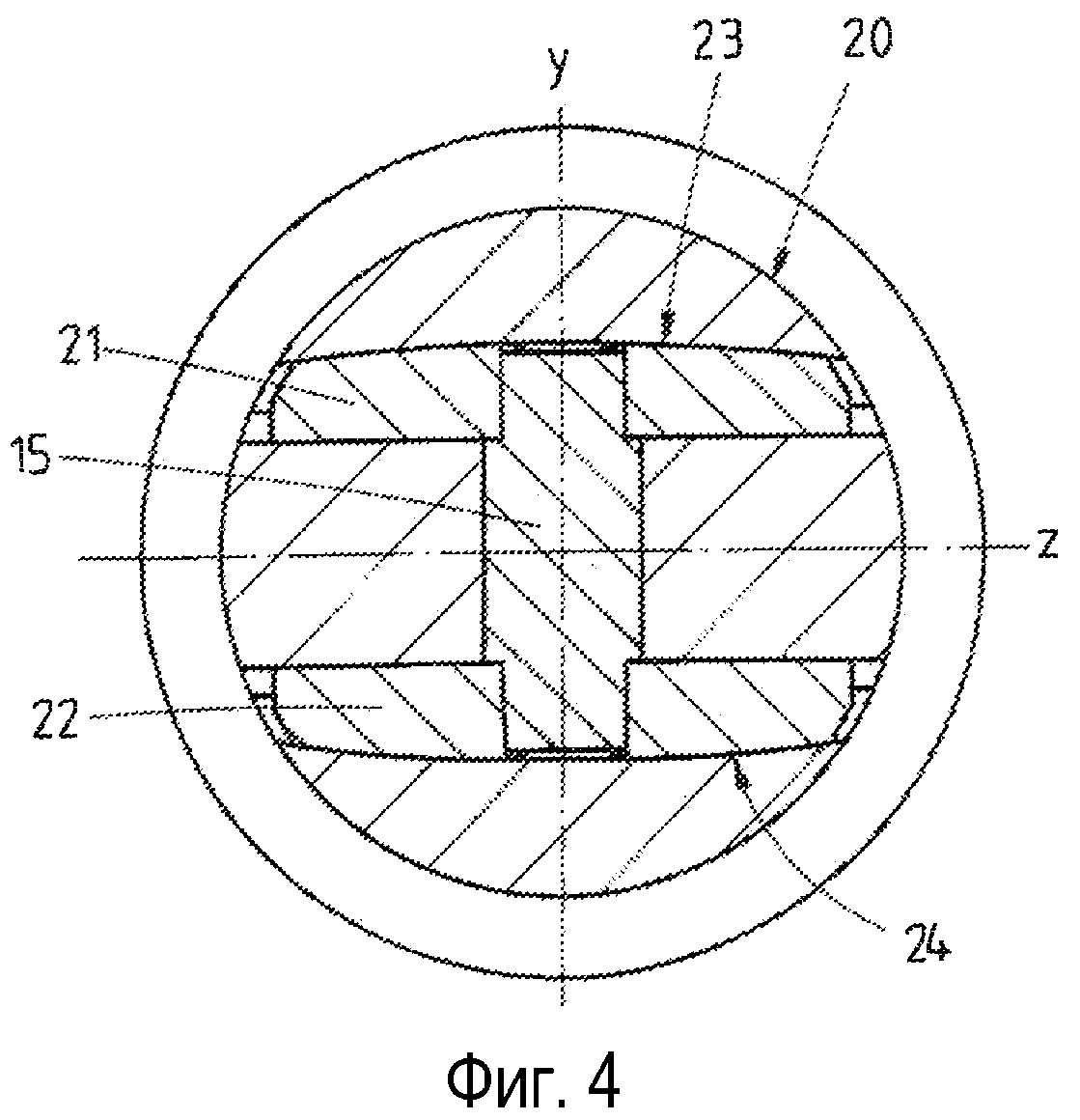
Фиг.4: вид вертикального сечения Фиг.3 по линии IV-IV сечения,
Фиг.5: покомпонентный вид в перспективе предлагаемого изобретением шарнирного шпинделя со скользящими сухарями в форме однополостного гиперболоида и
Фиг.6: вид вертикального сечения Фиг.5 по линии V-V сечения.
Треф 2 (Фиг.3, 4), который имеет два штифта 6, 7, известным из уровня техники образом (сравн. Фиг.1, 2) взаимодействует с шарнирной головкой 4 шпинделя 3. В отличие от уровня техники фрагментов однополостного гиперболоида. И в этом случае две скользящие пластины 27, 28 соединены друг с другом пальцем 15. Как и в случае первого примера осуществления, в выемке 5 шарнирной головки 4 шпинделя 3 не требуется направляющего паза 18 и также не требуется направляющего кулачка 19.
Напротив, здесь также достаточно и необходимо, чтобы выемка имела выполненный в точном соответствии с вогнутыми поверхностями 29, 30 выпуклый контур 31, имеющий по меньшей мере по существу такой же изгиб, что и поверхности 29, 30.
В предоставляемых изобретением вариантах осуществления скользящих сухарей 20, 26 за счет формы поверхностей 23, 24 или скользящий сухарь 20 снабжен двумя скользящими пластинами 21, 22, каждая из которых имеет бочкообразную поверхность 23, 24. Как известно из уровня техники, две эти скользящие пластины 21, 22 также соединены друг с другом пальцем 15. В отличие от уровня техники, в выемке 5 шарнирной головки 4 шпинделя 3 не требуется направляющего паза 18 и также не требуется направляющего кулачка 19.
Напротив, достаточно и необходимо, чтобы выемка имела выполненный в точном соответствии с выпуклыми поверхностями 23, 24 вогнутый контур 25, имеющий по меньшей мере по существу такой же изгиб, что и поверхности 23, 24.
В другом примере осуществления (Фиг.5, 6) изобретения скользящий сухарь 26 включает в себя две скользящие пластины 27, 28, каждая из которых выполнена с поверхностями 29, 30 в виде соответственно 29, 30 обеспечивается, чтобы скользящие сухари 20, 26, самостоятельно центрируясь, были установлены в контурах 25, 31 и одновременно могли отсутствовать направляющие кулачки и направляющие пазы, которые необходимы в уровне техники.
Спецификация позиций
1 Хвостовик
2 Треф
3 Шарнирный шпиндель
4 Шарнирная головка
5 Выемка
6 Элемент
7 Элемент
8 Скользящий сухарь
9 Скользящая пластина
10 Скользящая пластина
11 Цилиндрическая поверхность
12 Цилиндрическая поверхность
13 Контур
14 Контур
15 Палец
16 Отверстие
17 Отверстие
18 Паз
19 Направляющий кулачок
20 Скользящий сухарь
21 Скользящая пластина
22 Скользящая пластина
23 Поверхность
24 Поверхность
25 Контур
26 Скользящий сухарь
27 Скользящая пластина
28 Скользящая пластина
29 Поверхность
30 Поверхность
31 Контур
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине

