Результат интеллектуальной деятельности: СПОСОБ ОЧИСТКИ И НАНЕСЕНИЯ АНТИКОРРОЗИЙНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЫМОВОЙ ТРУБЫ
Вид РИД
Изобретение
Изобретение относится к строительству и эксплуатации дымовых труб и может быть использовано для очистки и нанесения антикоррозийного покрытия на внутренние поверхности труб.
Известен способ очистки внутренней поверхности труб, включающий механическое отделение отложений от поверхности трубы и удаление отложений из зоны очистки. При этом для очистки используют установку горизонтально направленного бурения, штанги которой предварительно вводят в трубопровод, присоединяют к ним расположенные друг за другом расширитель и ерш, затем придают штангам и присоединенным к ним устройствам поступательно-вращательное движение и перемещают штанги с присоединенными устройствами в обратном направлении (см. патенте РФ RU 2290266, 27.12.2006, МПК В08В 9/049).
Данный способ по технической сущности наиболее близок к предлагаемому техническому решению и принят в качестве прототипа.
Признаками прототипа, совпадающими с существенными признаками заявляемого изобретения, являются механическое отделение отложений от поверхности трубы и удаление отложений из зоны очистки.
Однако прототип решает задачу очистки трубы с помощью установки горизонтально направленного бурения, что не позволяет ее использовать для дымовых труб, имеющих вертикальное расположение.
Задача предложенного изобретения заключается в приведении дымовой трубы к нормируемым техническим показателям и увеличении срока эксплуатации трубы без изменения ее свойств.
Технический результат заключается в улучшении качества очистки внутренней поверхности дымовых труб, нанесении на нее антикоррозионного покрытия, повышении производительности и увеличении ее рабочего долголетия.
Совокупность существенных признаков, характеризующих изобретение способа очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы, заключающегося в механическом отделении отложений от поверхности трубы и удалении отложений из зоны очистки, отличающийся тем, что узел очистки запасовывают в дымовую трубу с помощью крана, выставляют и центруют его в дымовой трубе, обеспечивают его вертикальное возвратно-поступательное движение автокраном со скоростью 0,1 м/с, производят обработку внутренней поверхности дымовой трубы до достижения четвертой степени очистки поверхности, заменяют щеточный механизм на узел покраски и наносят на внутреннюю поверхность дымовой трубы антикоррозийное покрытие толщиной не менее 1 мм.
Очистку производят за тридцать циклов проходов, а нанесение покрытия осуществляют за шесть циклов.
Предотвращают вращательное движение корпуса прижимными заточенными под конус роликами.
Измеряют толщину нанесенного покрытия в нижней и верхней части внутренней поверхности дымовой трубы, например, толщиномером магнитным МТП-01.
Заменяют щеточный механизм на узел покраски, когда узел очистки находится внизу дымовой трубы.
Сравнение заявленного способа с уровнем техники по научно-технической и патентной документации на дату приоритета показывает, что совокупность существенных признаков предложенного решения неизвестна, следовательно, оно соответствует условию патентоспособности «Новизна».
Анализ известных технических решений в данной области техники показал, что предложенный способ имеет признаки, которые отсутствуют в известных технических решениях, а использование их в заявленной совокупности признаков дает возможность получить новый технический эффект, следовательно, предложенное техническое решение обладает изобретательским уровнем.
Предложенное техническое решение может быть использовано, оно работоспособно, осуществимо, воспроизводимо, следовательно, соответствует условию патентоспособности «Промышленная применимость».
В соответствии с «Правилами безопасной эксплуатации дымовых и вентиляционных промышленных труб» (ПБ 03-445-02, изд-во Минюст РФ, 2002) предъявляются определенные требования к их техническому состоянию. Одним из требований является наличие антикоррозийного покрытия внутренней поверхности ствола дымовой трубы для предотвращения уменьшения фактической толщины стенки дымовой трубы.
С помощью инструментальных обследований металлической дымовой трубы котельной (высота - 31,95 м, диаметр (D) - 1,0 м) линейно-производственной диспетчерской станции «Салым» Нефтеюганского управления магистральных нефтепроводов, проведенных экспертной организацией в 2005 и 2009 годах, установлено, что износ стенки ствола трубы за 5 лет составил 1,7 мм, т.е. уменьшение толщины стенки трубы происходит со скоростью 0,43 мм/год.
Следовательно, при минимально допустимой толщине 4 мм труба котельной будет нуждаться в капитальном ремонте через 15 лет, т.е. в 2024 году. Ремонт предполагает демонтаж трубы и полную или частичную замену участков ствола, что связано с большими финансовыми и материальными затратами.
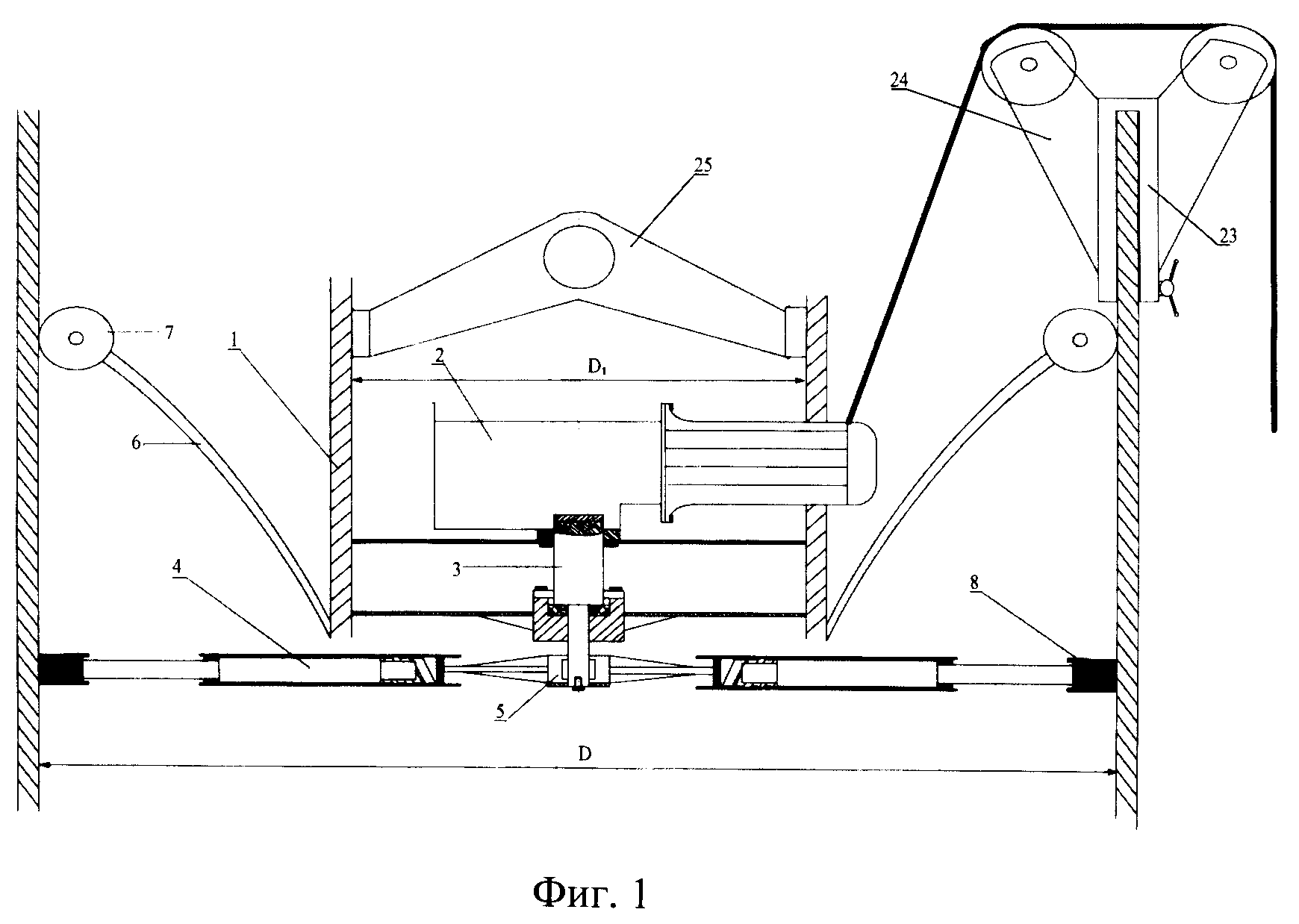
Реализация способа осуществляется устройством, представленным на фиг.1, 2 и 3.
На фиг.1 представлен чертеж узла очистки, на фиг.2 - чертеж узла покраски, а на фиг.3 - чертеж форсунки, где:
1 - корпус;
2 - электропривод;
3 - промежуточный вал;
4 - щеточный механизм;
5 - узел крепления;
6 - пластина;
7 - ролик;
8 - щетка;
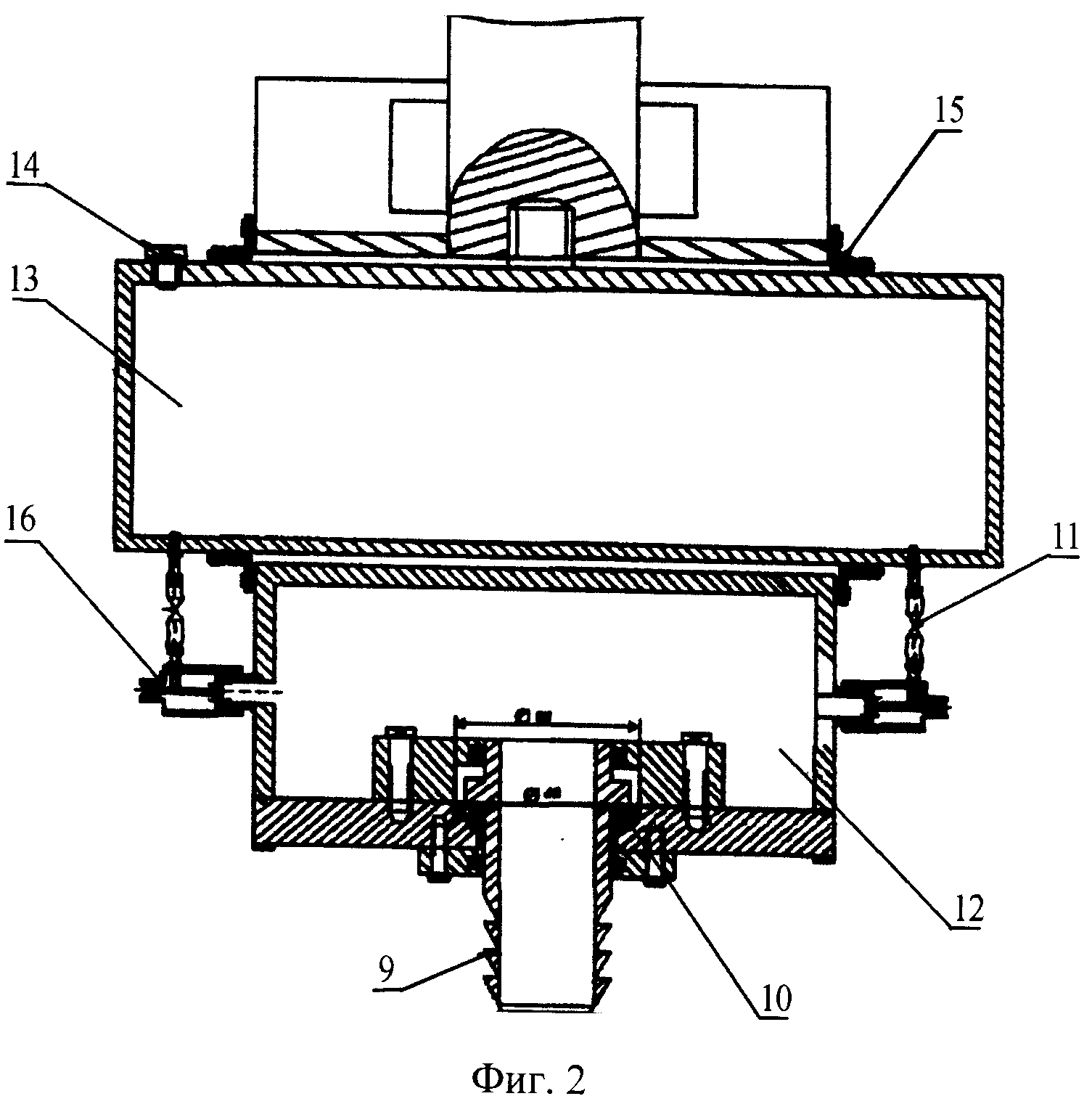
9 - штуцер;
10 - конусный подшипник;
11 - кран;
12 - резервуар для воздуха;
13 - резервуар для хранения антикоррозийного раствора;
14 - штуцер для залива антикоррозионного раствора;
15 - уголки;
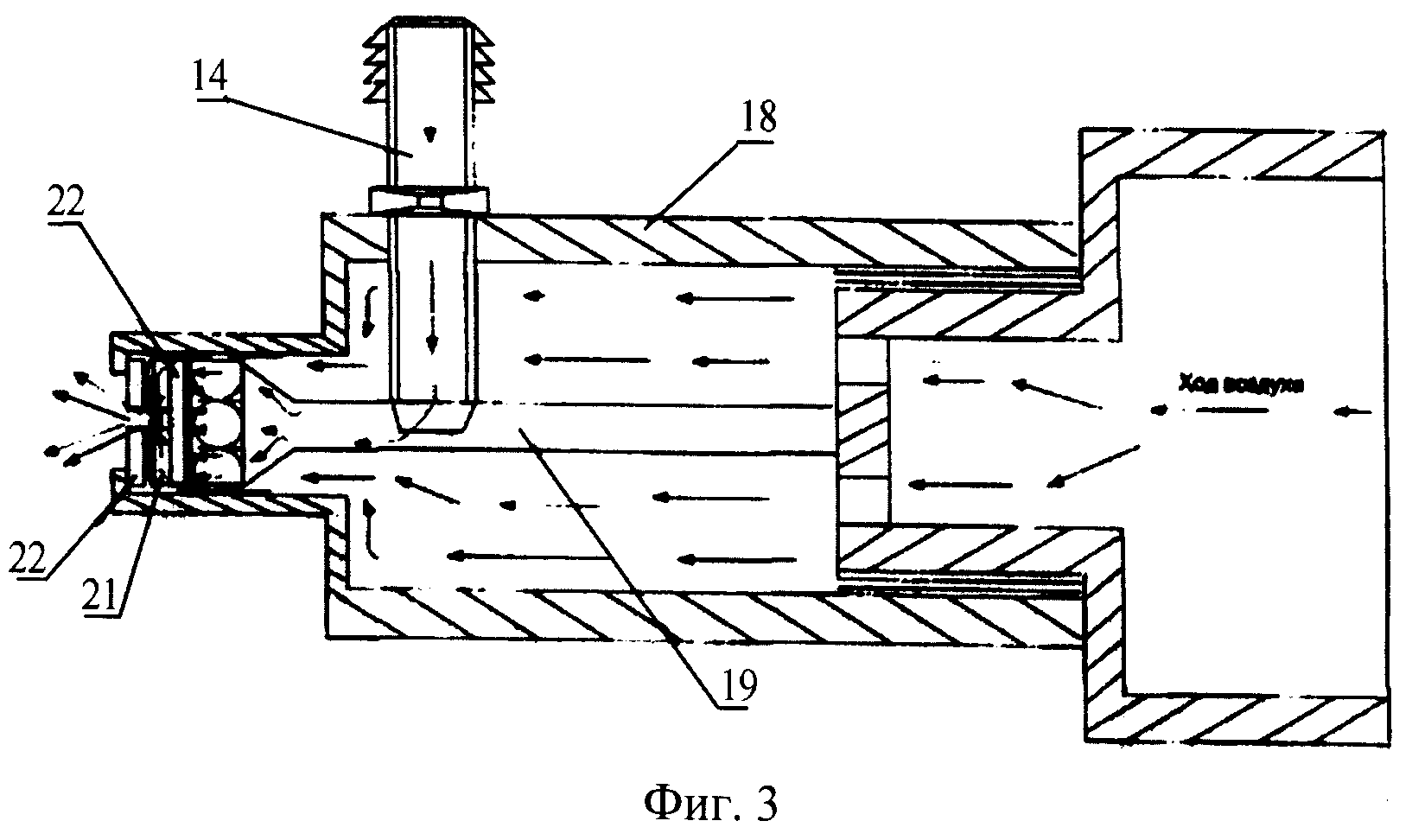
16 - форсунка;
17 - штуцер;
18 - корпус форсунки;
19 - трубопровод для подачи антикоррозийного раствора;
20 - прижимная гайка;
21 - завихритель;
22 - фильтр;
23 - скоба;
24 - роликовый механизм;
25 - кронштейн;
D1 - внутренний диаметр корпуса, мм;
D - внутренний диаметр дымовой трубы, мм.
Устройство представляет собой установку, состоящую из узла очистки и узла покраски.
Узел очистки состоит из корпуса 1, представленного в виде металлического цилиндра, например, диаметром (D1) 500 мм и высотой 430 мм, внутри которого помещены электропривод 2 мощностью, например, 800 Вт. К корпусу на пластинах прикреплены прижимные ролики 7, заточенные под конус для центровки устройства на внутренних стенках дымовой трубы. Ролики 7 закреплены и свободно вращаются, а пластины 6 прикручены к корпусу 1. Узел очистки в дымовой трубе удерживается за кронштейн 25 с помощью крана или лебедки.
К верхней части дымовой трубы крепится скоба 23 с центрующими наконечниками в нижней части. На скобу 23 устанавливается роликовый механизм 24, через который пропускается электрический кабель.
В нижней части узла очистки установлен щеточный механизм 4. Он крепится к промежуточному валу 3 электропривода 2 с помощью узла крепления 5.
На противоположных концах щеточного механизма 4 закреплены щетки 8 металлические (шириной 62 мм).
Узел покраски предназначен для нанесения антикоррозийного покрытия на внутреннюю очищенную поверхность дымовой трубы. Он состоит из двух резервуаров. Верхний резервуар 13 предназначен для хранения антикоррозийного раствора, а нижний резервуар 12 - для воздуха.
Верхний резервуар (резервуар для хранения антикоррозийного раствора 13) крепится к нижнему при помощи двух уголков 15 с болтами. Резервуар полностью герметичен. В верхней части резервуара расположено отверстие для залива антикоррозионного раствора 14 с закручивающейся крышкой. К нижней части резервуара с двух сторон прикручиваются два штуцера с резиновыми прокладками, через которые антикоррозийный раствор поступает в форсунки 16 для распыления. На штуцерах предусмотрены краны 11.
Нижний резервуар (резервуар для воздуха 12) состоит из приваренных форсунок 16, штуцера 9, крышек, крепящих штуцер к нижней части резервуара, и конусного подшипника, одевающегося на штуцер и позволяющего резервуарам производить вращательные движения, распыляя антикоррозийный раствор при помощи форсунок 16. При этом штуцер 9 и закрепленный на нем шланг будут оставаться в неподвижном состоянии.
Внутри резервуара для воздуха 12 поддерживается избыточное давление.
Форсунка 16 предназначена для распыления антикоррозийного покрытия.
Она имеет штуцер 17, через который по шлангу в форсунку попадает антикоррозийный раствор из резервуара для хранения антикоррозийного раствора 13.
Внутри форсунки 16 крепятся:
фильтр 22 для улавливания механических примесей и предотвращения засорения сопел;
завихритель 21, создающий вихревой поток в антикоррозийном растворе для улучшения процесса распыления и обеспечивающий подачу раствора к месту контакта с воздухом, который осуществляется под давлением при помощи компрессора;
прижимная гайка 20, служащая для прижатия завихрителя 21.
Процесс распыления происходит за счет смешивания во внутренней полости завихрителя 21 антикоррозийного раствора, стекающего самотеком из резервуара для хранения антикоррозийного раствора 13, и воздуха, подающегося под давлением по трубопроводу 19 из резервуара для воздуха 12.
Проведенные исследования показали, что самым подходящим антикоррозийным покрытием является жидкий керамический теплоизоляционный материал, выпускаемый под торговой маркой «Корунд-Антикор».
«Корунд-Антикор» имеет самый низкий коэффициент теплопроводности, с его помощью получают однослойное покрытие толщиной от 1 до 3 мм. Материал эксплуатируется при температурах от минус 60°С до плюс 36°С, срок эксплуатации составляет от 15 лет и выше. Обладает хорошей адгезией, а также может наноситься на поверхность металлической трубы, очищенной до 4-й степени очистки по ГОСТ 9. 404-2004 (удаление грязи, ржавчины и отслаивающейся окалины).
Заявленный способ реализуется вышеописанным устройством в два этапа.
1 этап - зачистка дымовой трубы, включающий следующие операции: запасовка узла очистки с помощью крана; выставление и центровка его; механическое отделение отложений от поверхности трубы и удалении отложений из зоны очистки;
контроль качества очистки поверхности (должна быть удалена грязь, ржавчина и отслаивающая окалина).
Устройство осуществляет вертикальное возвратно-поступательное движение. Одно возвратно-поступательное движение устройства вниз-вверх образует цикл. Для очистки включается электропривод, который обеспечивает вращательное движение щеток. При необходимости вылет щеток регулируется. Для исключения вращательного движения корпуса устройства установлены прижимные заточенные под конус ролики.
Для зачистки всей трубы высотой 30 м требуется 150 минут. Скорость прохода устройства - 0,1 м/с. Качественная обработки поверхности выполняется за 30 циклов.
Во избежание порыва электрического кабеля об верхнюю часть дымовой трубы применен роликовый механизм для безопасной подачи кабеля от источника питания до механического устройства.
2 этап - нанесение антикоррозийного покрытия, включающее следующие операции:
замена щеточного механизма 4 на узел покраски. Смена устройств осуществляется внизу дымовой трубы;
нанесение антикоррозийного покрытия (покраска) внутренней поверхности трубы;
контроль качества толщины нанесенного покрытия в нижней и верхней части трубы при помощи толщиномера магнитного МТП-01. Поверхность должна быть окрашена равномерно с толщиной покрытия не менее 1 мм.
Способ очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы использует устройство, изготовленное в условиях Базы производственного обслуживания Нефтеюганского Управления Магистральных Нефтепроводов.
Оценка экономического эффекта предлагаемого способа:
1. Затраты на замену ствола дымовой трубы примерно составляют 1 492000 рублей.
2. Затраты на изготовление узла очистки и узла покраски составляют 30000 руб.
3. Затраты на первый текущий ремонт с проведением очистки ствола от ржавчины и нанесением антикоррозийного покрытия составляют 41596 руб. на один ремонт, в том числе:
- на использование автокрана = (2583 руб.×8 ч)=20664 руб.;
- на антикоррозийное покрытие - 12500 руб. исходя из расчетной формулы,

где S - общая площадь дымовой трубы, м2;
V - потребный объем антикоррозийного раствора для покрытия, м3
А - стоимость одного литра антикоррозийного раствора «Корунд-Антикор», руб.
- трудовые затраты: инженер (2 категории)=(500,375 руб.×8 ч.)=4003 руб., стропальщик (4 разряд)=(276,83 руб.×8 ч)=2214,64 руб., слесарь (4 разряд)=(276,83 руб.×8 ч)=2214,64 руб.,
итого: 41596,28 руб. на один ремонт.
Ожидаемый экономический эффект на одну трубу котельной ЛПДС «Салым» - 1450404 руб.
Таким образом, предложенное изобретение обеспечивает приведение дымовой трубы к нормируемым техническим показателям и увеличение срока эксплуатации трубы без изменения ее свойств.
Способ теплоизоляции сварных соединений предварительно изолированных труб при подземной прокладке трубопровода
Способ теплоизоляции сварных соединений предварительно изолированных труб при надземной прокладке трубопровода
Способ тепловой изоляции запорной арматуры трубопроводов надземной прокладки и теплоизоляционное устройство для реализации способа
Способ противопожарной и тепловой изоляции сварных соединений предварительно изолированных труб при надземной прокладке трубопровода
Магнитный дефектоскоп для обнаружения дефектов в сварных швах
Способ определения места повреждения протяженного анодного заземлителя
Способ контроля положения трубопроводов надземной прокладки в условиях вечной мерзлоты
Способ подъема и удержания вертикального стального резервуара
Устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования
Устройство магнитного дефектоскопа и способ уменьшения погрешности определения размеров дефектов трубопровода магнитными дефектоскопами
Способ теплоизоляции сварных соединений предварительно изолированных труб при подземной прокладке трубопровода
Способ теплоизоляции сварных соединений предварительно изолированных труб при надземной прокладке трубопровода
Способ тепловой изоляции запорной арматуры трубопроводов надземной прокладки и теплоизоляционное устройство для реализации способа
Способ противопожарной и тепловой изоляции сварных соединений предварительно изолированных труб при надземной прокладке трубопровода
Магнитный дефектоскоп для обнаружения дефектов в сварных швах
Способ определения места повреждения протяженного анодного заземлителя
Способ контроля положения трубопроводов надземной прокладки в условиях вечной мерзлоты
Способ подъема и удержания вертикального стального резервуара
Устройство для ремонта стенки вертикального стального резервуара, изготовленного методом рулонирования
Устройство магнитного дефектоскопа и способ уменьшения погрешности определения размеров дефектов трубопровода магнитными дефектоскопами

