Результат интеллектуальной деятельности: СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА
Вид РИД
Изобретение
Изобретение относится к области строительства трубопроводов и может быть использовано для изоляции неразъемных сварных соединений (сварных стыков) предварительно теплоизолированных трубопроводов, предназначенных для транспортировки нефти и нефтепродуктов в сложных климатических условиях при отрицательных температурах.
Из уровня техники известен способ выполнения теплоизоляционного стыка предварительно теплоизолированных трубопроводов, включающий соединение концов трубопроводов друг с другом, установку полимерной муфты на стык с охватом ее концами концов полимерных оболочек трубопроводов, заваривание продольного шва муфты, соединение муфты с концами оболочек соединяемых трубопроводов, проверку герметичности соединения муфты и оболочек и заполнение пространства между внутренней поверхностью муфты, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизоляции трубопроводов теплоизоляционным материалом (патент на изобретение GB 2319316, опубликовано 20.05.1998, МПК F16L 59/20).
Известен способ соединения изолированных металлических труб (патент на изобретение GB 1483143, опубликовано 17.08.1977, МПК F16L 59/20), согласно которому две металлические трубы, на каждой из которых имеются рукава из изоляционного материала, например жесткого пенополиуретана, и концевые выступы на расстоянии от края трубы, которые сваривают и теплоизолируют с помощью дополнительного теплоизоляционного материала, состоящего из двух половин секций, которые размещают вокруг сварного шва, и рукава из термоусаживаемого пластмассового материала, который размещают на дополнительном теплоизоляционном материале и части втулки, связанной с каждой трубой. Втулку нагревают до захвата изоляционного материала. Возможен вариант установки уплотнительной втулки из материала, используемого для рукава, над концом изоляции на трубе перед установкой втулки, а перед нанесением дополнительного изоляционного материала на сварное соединение наносят антикоррозионное покрытие.
Известен способ герметизации стыка между двумя изолированными трубами (патент на изобретение ЕР 0079702, опубликовано 14.05.1986, F16L 59/20), согласно которому гидро- и теплоизоляцию сварных соединений труб осуществляют с использованием термоусадочных материалов, теплоизоляционных скорлуп. Наружный стык между трубопроводом и кожухом, закрывающим теплоизоляционные скорлупы, дополнительно защищают термоусадочным материалом. Полимерный материал покрывают герметиком, например мастикой, а также термически активируемым клеем, например термоплавким клеем. Покрытый материал образует втулку, которая может иметь трубчатую или круговую конфигурации. Герметик обеспечивает гибкое водонепроницаемое уплотнение вокруг сварного шва, а клей обеспечивает второе уплотнение и предотвращает любые перемещения рукава и трубы.
Известен способ противокоррозионной изоляции сварного стыка трубопровода и устройство для его осуществления (патент на изобретение RU 2398155, опубликовано 10.08.2012, МПК F16L 13/02), согласно которому сначала термоусаживающуюся муфту-втулку размещают на трубопроводе вблизи стыка перед сваркой концов трубопровода, после сварки стыка металлическими щетками очищают изолируемую поверхность, осушают ее от влаги, наносят на нее грунтовку - «жидкий» праймер и мастичную ленту, в качестве которой используют покрытие с температурой размягчения мастичных материалов 80-90°C, после чего термоусаживающуюся муфту сдвигают, устанавливают в зону сварного стыка симметрично относительно него и разогревают до температуры усадки 110-120°C, через термоусаживающуюся муфту производят прогрев и расплавление слоев мастичной ленты, обеспечивая одновременно давление на расплавленную мастику мастичной ленты для заполнения ею пустот в районе усиления сварного шва (шатровых зон), а также мест перехода к базовому покрытию и нахлестов слоев мастичной ленты.
Наиболее близким из известных (ближайшим аналогом) является теплоизоляционный стык предварительно теплоизолированных трубопроводов и способ его выполнения (патент на изобретение RU 2235246, опубликовано 20.05.2010, МПК F16L 59/18). Теплоизоляционный стык предварительно теплоизолированных стальных трубопроводов, соединенных между собой сваркой, содержит металлический кожух, обернутый вокруг стыка и установленный симметрично относительно центра стыка, пенополиуретан, заполняющий пространство между внутренней поверхностью металлического кожуха, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизолированного материала этих трубопроводов, и полимерное покрытие в виде термоусадочного полотна с клеевым слоем, накладываемого на металлический кожух. Термоусадочное полимерное покрытие присоединено с охватом его концами оболочек из полиэтилена низкого давления. Металлический кожух имеет заливочное отверстие и заглушку конической формы. Теплоизоляционный стык предварительно теплоизолированных трубопроводов выполняют следующим способом. Устанавливают симметрично относительно центра стыка металлический кожух, обернув его вокруг стыка, заполняют пенополиуретаном пространство между внутренней поверхностью кожуха, наружной поверхностью соединенных между собой трубопроводов и торцами теплоизолированного материала этих трубопроводов, после чего активируют поверхность металлического кожуха в зоне стыка, прогревая ее пламенем газовой горелки до 90-100°C, накладывают прогретую до температуры начала плавления внутреннюю поверхность аппликатора из термоусадочного полотна на полиэтиленовую оболочку и металлический кожух, повторно активируют поверхность металлического кожуха в зоне стыка до температуры 90-100°C, затем, поддерживая температуру полиэтиленовой оболочки и металлического кожуха, прогревают газовой горелкой клеевой слой и постепенно накладывают термоусадочное полотно с небольшим усилием на стык снизу вверх, при этом края нахлеста располагают на 11 и 13 часах по циферблату и ориентируют сверху вниз, накладывают на место нахлеста термоусадочного полотна прогретую внутреннюю поверхность замковой пластины, а термоусадку полотна выполняют, прогревая его мягким пламенем горелки. Кроме того, по краю полиэтиленовой оболочки и термоусадочного полотна накладывают прогретую газовой горелкой до температуры начала плавления внутреннюю поверхность аппликатора. При этом металлический кожух закрепляют двумя бандажными лентами, по одной с каждого края. Заполнение изолируемого пространства стыка пенополиуретаном производят через отверстие в металлическом кожухе. После заполнения изолируемого пространства стыка пенополиуретаном надвигают крышку на заливочное отверстие и фиксируют ее с помощью подготовленной ранее бандажной ленты, при этом оставляют щель межу кожухом и крышкой не более 1 мм для выхода воздуха.
Однако практически все перечисленные способы становятся неприменимыми в трассовых условиях в климатической зоне, характеризующейся низкими температурами окружающего воздуха, достигающими минус 60°C, в частности при монтаже теплоизоляции стыков трубопроводов в условиях Крайнего Севера в зимнее время, т.к. требуют поддержания постоянной положительной температуры окружающего воздуха в процессе заполнения зоны стыка пенополиуретаном заливных марок и положительной температуры трубы для процесса вспенивания пенополиуретана. Обеспечение постоянной положительной температуры повышает трудоемкость работы.
Задачей изобретения является создание нового способа обустройства теплоизоляции сварного соединения предварительно теплоизолированных труб (т.е. труб, снабженных заводской теплоизоляцией) при подземной прокладке трубопровода для транспортировки нефти и нефтепродуктов при их подземной прокладке в сложных климатических условиях (например, при отрицательных температурах до минус 60°C).
Технический результат заключается в получении простой по конструкции, надежной в эксплуатации в сложных климатических условиях (при отрицательных температурах) и долговечной теплоизоляции сварных соединений предварительно теплоизолированных труб.
Поставленная задача решается тем, что способ теплоизоляции сварного стыка труб, имеющих заводскую теплоизоляцию с защитной металлполимерной оболочкой, при их подземной прокладке, включает монтаж на поверхность металлических концевых участков сваренных труб, свободных от заводского антикоррозионного покрытия, манжеты из термоусаживающейся полимерной ленты с замковой (фиксирующей) пластиной, установку на манжету теплоизоляционного покрытия, состоящего из пенополиуртановых скорлуп, представляющих собой полуцилиндры или сегменты иной формы, геометрические размеры которых обеспечивают их размещение вплотную к смежным торцам заводской теплоизоляции с образованием совместно с защитной металлполимерной оболочкой ровной наружной поверхности, при этом скорлупы скрепляют стяжными лентами с замками с последующей установкой металлического кожуха с нахлестом на защитную металлполимерную оболочку труб, при этом металлический кожух выполняют из оцинкованного металлического листа, который оборачивают вокруг участка трубы с теплоизоляционным покрытием из скорлуп и свободные концы которого размещают со стороны верхней образующей трубы с нахлестом, предварительно стягивают до плотного охвата теплоизоляционного покрытия и фиксируют крепежными элементами, после чего на поверхность кожуха наносят термоусадочное полотно из термоусаживающихся полимерных лент с замковыми пластинами.
Дополнительно может быть осуществлена герметизация стыка между металлполимерной оболочкой трубы и скорлупами с помощью термоплавкой адгезионной ленты.
Торцевые кромки у заводской теплоизоляции труб и смежных с ними скорлуп могут быть выполнены с возможностью образования при сборе замкового соединения, которое обеспечивает, например, выполнение упомянутых кромок ступенчатой формы в продольном сечении.
В одном из вариантов выполнения изобретения скорлупы выбирают шириной, равной расстоянию между торцами заводской теплоизоляции труб, а установленные на манжету скорлупы перед их скреплением стягивают до плотного их соединения друг с другом и со смежными торцами заводской теплоизоляции посредством временных ремней с натяжным механизмом, которые удаляют после скрепления скорлуп стяжными лентами с замками, которые устанавливают на скорлупы в количестве не менее 3 шт. - одна по центру сварного стыка, две крайних - на расстоянии от 150 до 200 мм от края заводской теплоизоляции. Временные ремни с натяжным механизмом также используют для предварительной стяжки оцинкованного металлического листа до плотного охвата теплоизоляционного покрытия, которые удаляют после скрепления листа.
В одном из вариантов осуществления изобретения перед установкой манжеты производят подготовку поверхности сварного стыка и прилегающей зоны (металлических концевых участков сваренных труб), включающую очистку металлической поверхности абразивоструйным способом и сушку до заданной температуры с ее контролем по четырем равноудаленным точкам по периметру сварного стыка, реализуемым с помощью контактного термометра. Перед установкой манжеты на подготовленную поверхность наносят равномерный слой праймера (грунтовки), например двухкомпонентный эпоксидный праймер.
При установке манжеты один свободный конец термоусаживающейся полимерной ленты прогревают с последующим закреплением на верхней образующей концевых участков сваренных труб, затем ленту оборачивают вокруг концевых участков сваренных труб с провисом и второй конец ленты устанавливают на первый конец с нахлестом не менее 100 мм, который прогревают и закрепляют на первом конце, область нахлеста ленты фиксируют замковой (фиксирующей) пластиной, после чего производят ее прикатку силиконовым роликом для удаления пузырьков воздуха, после чего термоусаживающуюся полимерную ленту нагревают в зоне провиса для ее усадки по размерам концевого участка труб, при этом термоусаживающуюся полимерную ленту используют толщиной не менее 2 мм для труб диаметром до 820 мм и не менее 2,4 мм для труб диаметром свыше 820 мм. Термоусаживающуюся полимерную ленту (манжету) устанавливают с нахлестом на заводское антикоррозионное покрытие соединяемых труб не менее 50 мм для труб диаметром до 530 мм и не менее 75 мм для труб диаметром свыше 530 мм. В качестве термоусаживающейся полимерной ленты используют материал, характеризующийся степенью усадки в продольном направлении от 15 до 30%. При этом ленту берут длиной L, определяемой из соотношения: L=π·D·1,05+150, мм, где D - наружный диаметр трубы, мм.
Замковая (фиксирующая) пластина представляет собой мерный отрезок армированной термоусаживающейся ленты с более высокой по сравнению с термоусаживающейся лентой манжеты температурой плавления адгезионного слоя. В качестве замковой пластины может быть использована армированная термоусаживающаяся лента со степенью усадки в продольном направлении от 2 до 5% и толщиной 1,4-1, 6 мм.
В одном из вариантов выполнения изобретения производят контроль смонтированной манжеты, включающий контроль внешнего вида манжеты, величины нахлеста манжеты (термоусаживающейся полимерной ленты) на заводское антикоррозионное покрытие металлических концевых участков сваренных труб, толщины манжеты, ее диэлектрической сплошности, которая должна быть не менее 5 кВ/ мм, и адгезии манжеты к сварному стыку и участку трубы с заводским антикоррозионным покрытием, которая должна быть не менее 70 Н/см.
В одном из вариантов осуществления термоплавкую адгезионную ленту на стык между заводской теполоизоляцией с защитной металлполимерной оболочкой и скорлупами из пенополиуретана накладывают в два слоя, при этом величина нахлеста ленты на защитную металлполимерную оболочку трубы соответствует величине нахлеста на нее металлического кожуха. При этом перед монтажом термоплавкой адгезионной ленты на защитных металлполимерных оболочках свариваемых труб отмечают границы размещения оцинкованного металлического кожуха с обеспечением равного нахлеста на упомянутые защитные металлполимерные оболочки, а термоплавкую адгезионную ленту устанавливают по отмеченным границам с нахлестом на теплоизоляционное покрытие из скорлуп. Термоплавкую адгезионную ленту выбирают с толщиной не менее 2 мм и длиной L, определяемой из соотношения: L=π·D+10, где D - наружный диаметр оболочки, мм.
Металлический кожух устанавливают симметрично относительно сварного стыка с нахлестом на защитную металлполимерную оболочку соседних труб на величину не менее 100 мм. Нахлест свободных концов оцинкованного металлического листа со стороны верхней образующей трубы составляет не менее 100 мм. Области нахлестов оцинкованного металлического кожуха - свободных концов друг на друга и на защитную металлполимерную оболочку по краям кожуха скрепляют оцинкованными винтами самонарезающими с прессшайбой через каждые 80-100 мм и на расстоянии от края кожуха от 10 до 20 мм. После установки кожуха осуществляют контроль внешнего вида полученной теплоизоляции, величины нахлеста кожуха на защитную металлполимерную оболочку, расстояния между винтами и расстояния между винтами и краем кожуха.
В частном варианте исполнения термоусадочное полотно включает, по крайней мере, три термоусаживающиеся полимерные ленты, две из которых устанавливают по краям кожуха с нахлестом на защитную металлполимерную оболочку трубы на величину не менее 110 мм, а третью размещают сверху по центру металлического кожуха с нахлестом на первые две ленты. После установки термоусадочного полотна осуществляют его контроль качества, включающий контроль внешнего вида термоусадочного полотна, измерение величин нахлестов лент друг на друга и на защитную металлполимерную оболочку, толщины полотна, величины диэлектрической сплошности, величины адгезии покрытия к защитной металлполимерной оболочке и металлическому кожуху, а также адгезии в месте нахлеста соседних лент.
Поставленная задача решается также за счет создания конструкции теплоизоляционного стыка труб с определенными составом элементов и их расположением. Теплоизоляционный стык включает смонтированную на поверхности металлических концевых участков сваренных труб, свободных от заводского антикоррозионного покрытия, манжету из термоусаживающейся полимерной ленты с замковой (фиксирующей) пластиной, установленное на манжету теплоизоляционное покрытие из пенополиуртановых скорлуп, представляющих собой полуцилиндры или сегменты иной формы с геометрическими размерами, обеспечивающими их установку вплотную к смежным торцам заводской теплоизоляции с образованием совместно с защитной металлполимерной оболочкой ровной наружной поверхности, скорлупы скреплены стяжными лентами с замками, на которых размещен металлический кожух симметрично относительно сварного стыка с нахлестом на заводскую металлполимерную оболочку труб, на поверхность которого (кожуха) нанесено термоусадочное полотно из термоусаживающихся полимерных лент с замковыми пластинами, при этом металлический кожух выполнен из оцинкованного металлического листа, свободные концы которого размещены со стороны верхней образующей трубы с нахлестом и зафиксированы с помощью крепежных элементов,
Конструктивные признаки, характеризующие как сам теплоизоляционный стык, так и отдельные его составные элементы, перечислены при описании способа выполнения теплоизоляции сварного стыка (см. выше).
Таким образом, изобретение предполагает использование сборно-разборных конструкций теплоизоляции, за счет чего обеспечивается легкая, быстрая и надежная теплоизоляция трубопровода, сваренного в нитку в полевых условиях. Предложенный усовершенствованный способ монтажа теплоизоляции на трубопровод является менее трудоемким по сравнению с ближайшим аналогом, более экономичным. При этом получаемая конструкция теплоизоляции для подземно расположенного трубопровода обладает необходимой прочностью при различных деформациях, возникающих при прокладке подземного трубопровода в теплоизоляции.
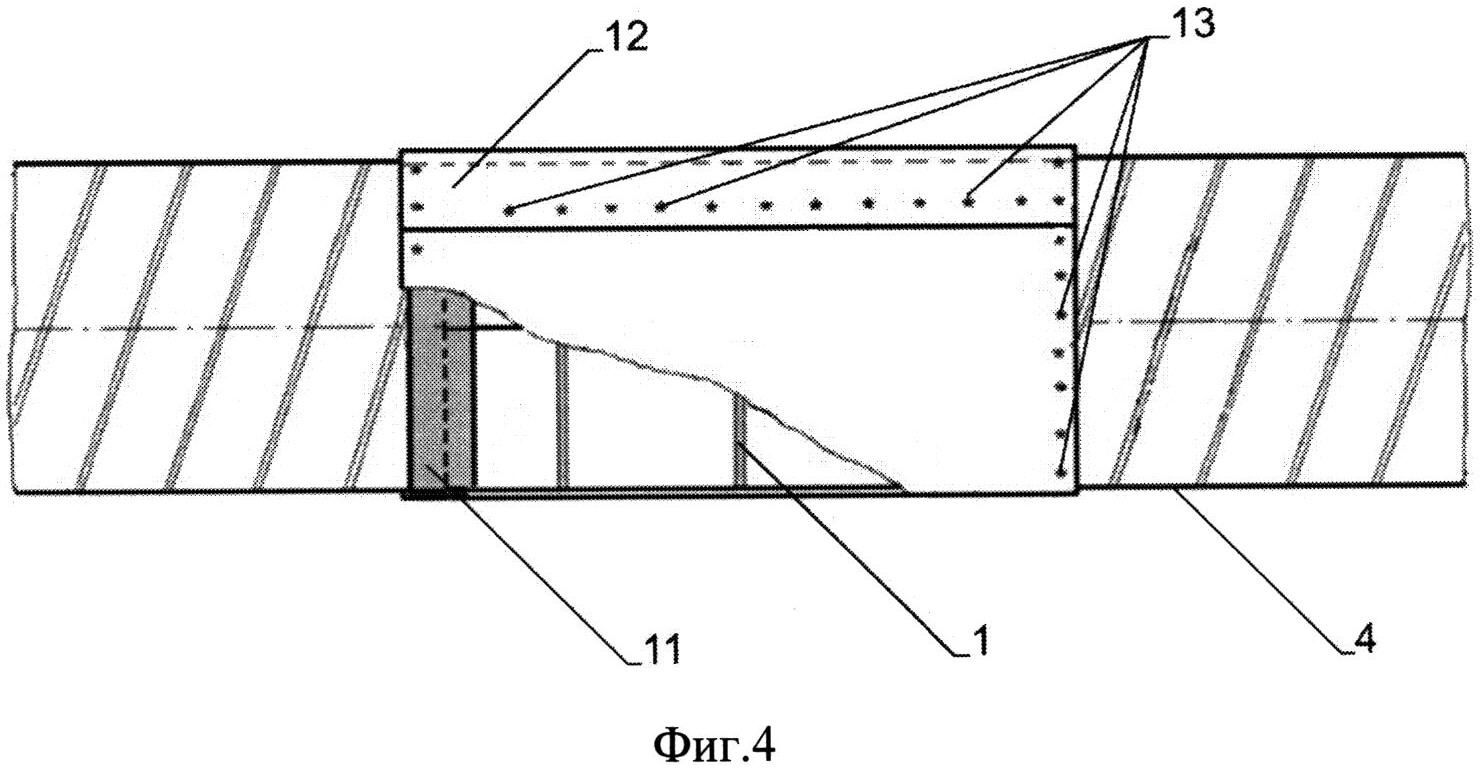
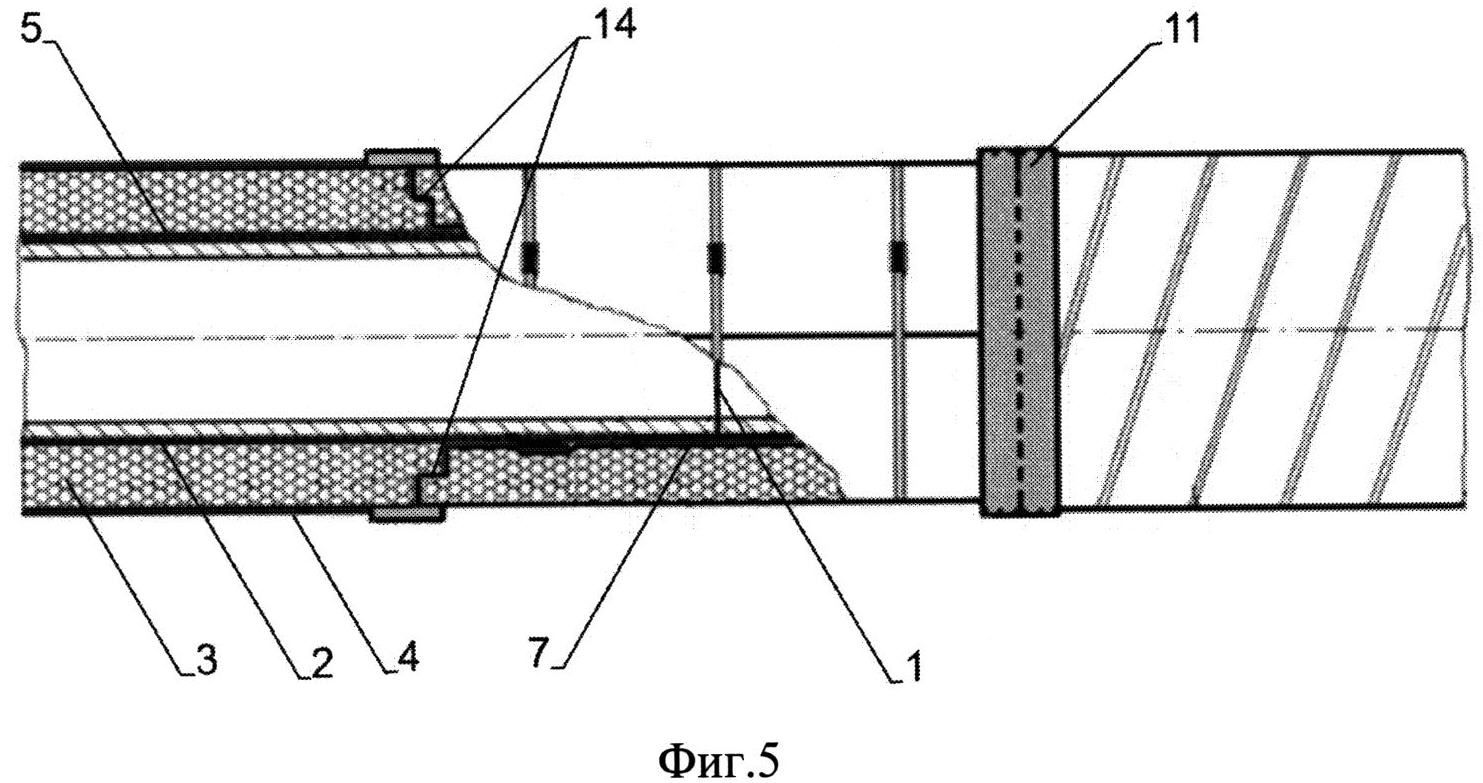
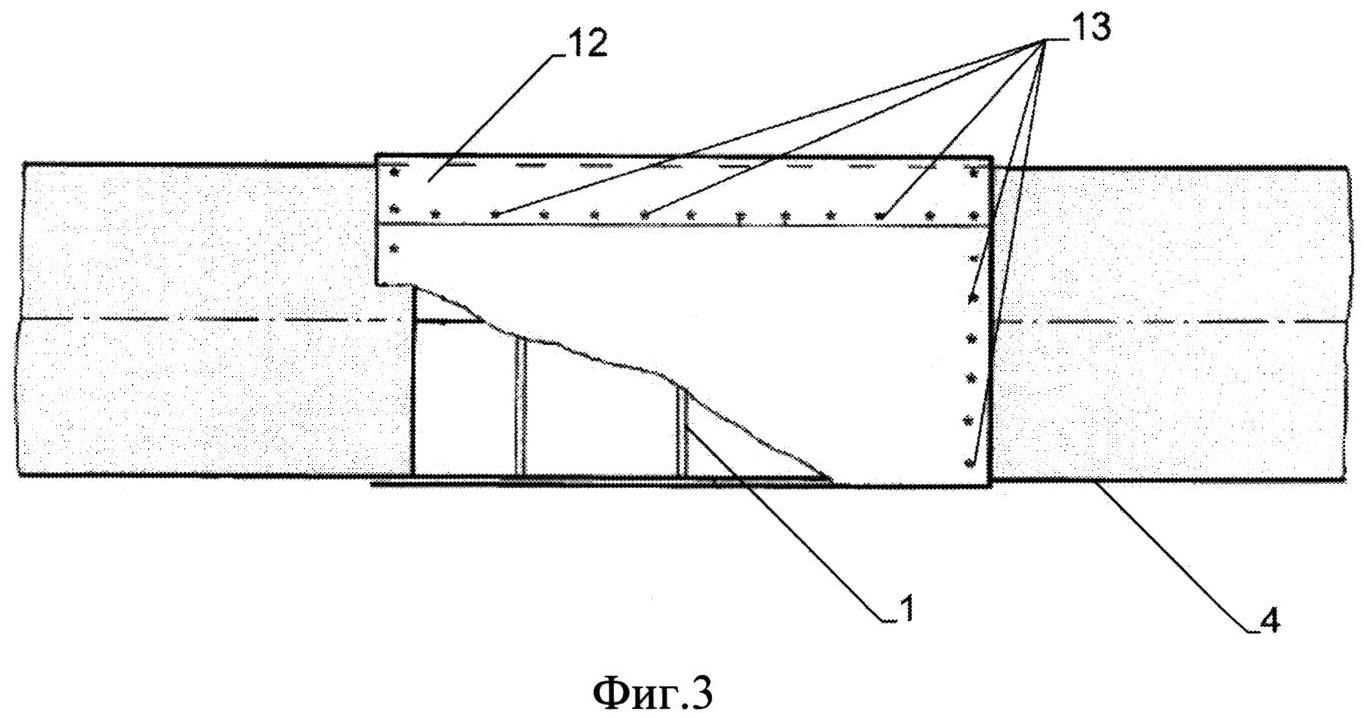
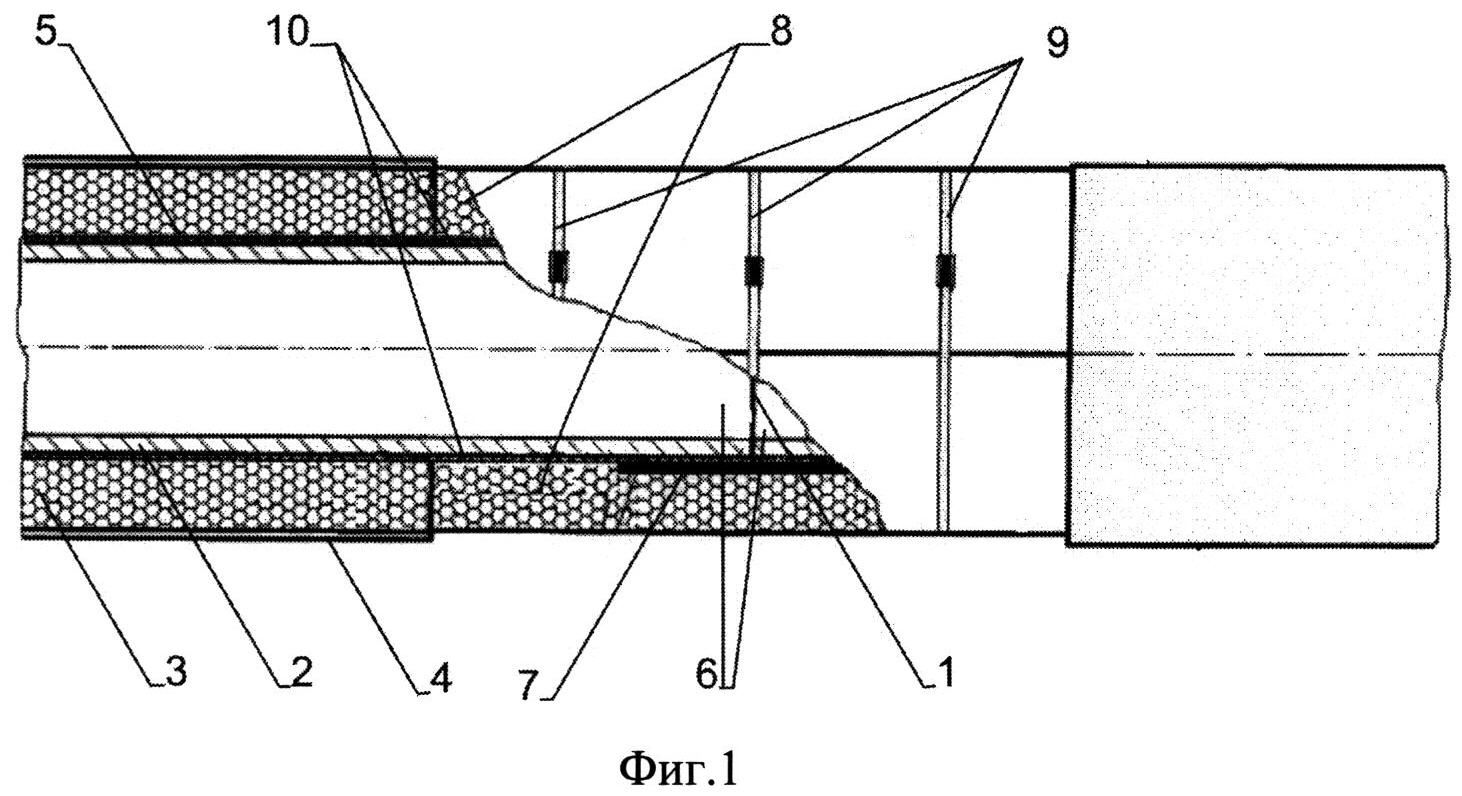
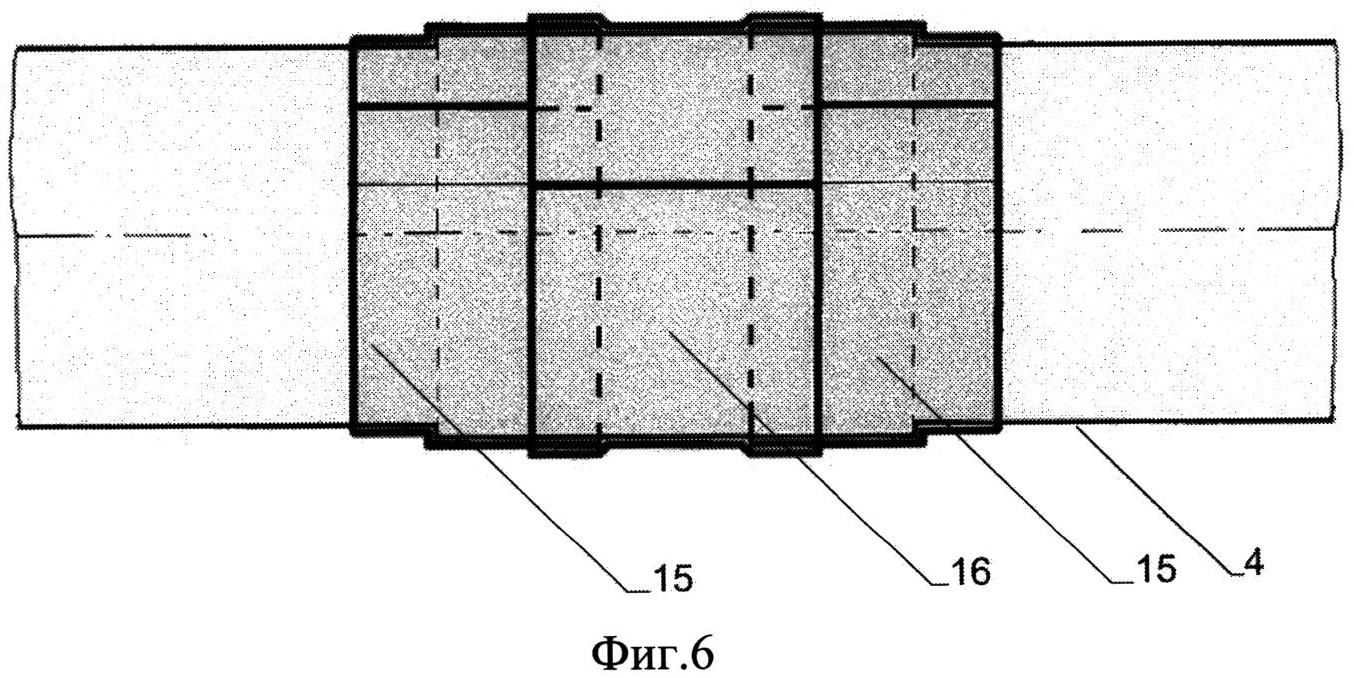
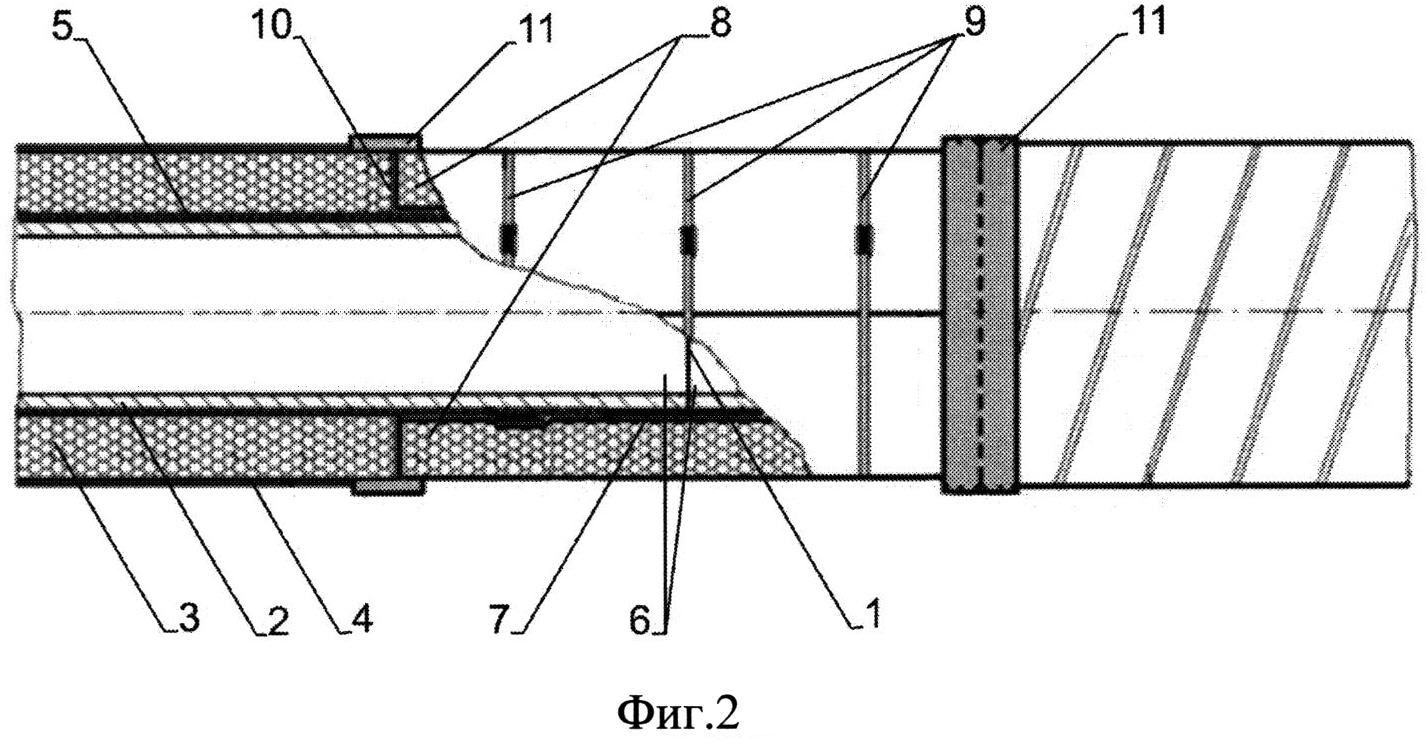
Изобретение поясняется чертежами, где на фиг. 1-4 представлены варианты выполнения теплоизоляции сварного стыка (с термоплавкой адгезионной лентой 11 и без нее), включая внешний вид крепления металлического кожуха для теплоизоляции сварного стыка труб для подземной прокладки (фиг. 3 и 4), на фиг. 5 представлен вариант выполнения кромок скорлуп и смежных с ними кромок заводской теплоизоляции, имеющих ступенчатую форму, на фиг. 6 - схема размещения термоусадочных полимерных лент термоусадочного полотна для защиты кожуха.
Позициями на фигурах обозначены:
1 - сварной стык,
2 - стальная труба,
3 - заводская теплоизоляция стальной трубы,
4 - защитная металлполимерная оболочка стальной трубы (внешняя),
5 - заводское антикоррозионное покрытие стальной трубы,
6 - металлические концевые участки сваренных труб,
7 - манжета из термоусаживающейся полимерной ленты для предварительной антикоррозионной защиты сварного стыка,
8 - скорлупы из пенополиуретана (ППУ), образующие в сборе теплоизоляционное покрытие,
9 - стяжные металлические ленты с замком, устанавливаемые на скорлупы,
10 - стык между заводской теплоизоляцией 3 с защитной металлполимерной оболочкой 4 и скорлупами 8,
11 - термоплавкая адгезионная лента, приклеиваемая на стык 10,
12 - металлический кожух, выполненный из оцинкованного металлического листа,
13 - крепежные элементы,
14 - торцевые кромки заводской теплоизоляции труб и смежных с ними скорлуп, имеющие ступенчатую форму в продольном сечении,
15 и 16 - термоусаживающиеся полимерные ленты, устанавливаемые на металлический кожух 12, образующие термоусадочное полотно.
Замковые пластины, устанавливаемые на термоусаживающиеся полимерные ленты и временные ремни с натяжным механизмом, устанавливаемые на скорлупы и на оцинкованный металлический кожух, на чертежах не показаны.
Используемая терминология.
Защитная металлполимерная оболочка стального трубопровода (заводская) - защитная оболочка теплоизоляции труб для подземной прокладки, состоящая из стальной цилиндрической оболочки с нанесенным на ее наружную поверхность антикоррозионным покрытием.
Скорлупа из ППУ - сегменты из заливочного пенополиуретана, получаемые при заливке пенополиуретана в специальную форму.
Способ монтажа теплоизоляции сварного стыка труб для подземной прокладки осуществляют следующим образом.
Данное изобретение предназначено, преимущественно, для применения в строительстве подземным способом в сложных климатических условиях (в условиях низких температур до минус 60°C) трубопроводной системы для транспортировки нефти и нефтепродуктов. Трубопроводную систему для данных условий сооружают из предварительно теплоизолированных труб (секций) диаметром до 1020 мм, т.е. имеющих заводскую теплоизоляцию 3 вокруг стальных труб 2, снабженных антикоррозионным покрытием 5, и защитную металлполимерную оболочку 4. Трубы имеют концевые участки 6, свободные от заводской теплоизоляции, при этом часть поверхности концевых участков имеет антикоррозионное покрытие 5. Концевые участки труб 6 сваривают в трассовых условиях в трубопроводную систему. При наличии положительного заключения о качестве сварного стыка труб начинают работы по теплоизоляции сварного стыка.
Работы по теплоизоляции сварного стыка 1 включают предварительную антикоррозионную защиту сварного стыка с помощью манжеты 7 из термоусаживающейся полимерной ленты. Для этого осуществляют подготовку поверхности сварного стыка на расстояние не менее 200 мм от стыка. Поверхность сварного стыка очищают от грязи, пыли, влаги и жировых загрязнений, сушат посредством нагрева с помощью газовой горелки до заданной температуры, в зависимости от используемой марки термоусаживающейся полимерной ленты, с контролем температуры с помощью контактного термометра по четырем равноудаленным точкам по периметру сварного стыка. При нагреве поверхности выше требуемой температуры нагрев прекращают до достижения нормативного значения температуры. Очистку металлической поверхности производят абразивоструйным способом, включая очистку зоны заводского антикоррозионного покрытия трубы, примыкающего к зачищенному участку, на расстояние не менее 100 мм от кромки антикоррозионного покрытия трубы. Далее на подготовленную поверхность наносят равномерный слой праймера, например двухкомпонентного эпоксидного праймера (включающего эпоксидную смолу и отвердитель). При этом время с момента начала смешения компонентов праймера до нанесения на поверхность трубы не должно превышать времени, указанного в технологической документации производителя праймера.
На обработанную праймером поверхность производят установку манжеты 7 из термоусаживающейся полимерной ленты. Для этого очищенную поверхность в области сварного стыка с помощью газовой горелки нагревают до температуры, указанной производителем термоусаживающейся полимерной ленты (95-105°C) для последующего нанесения термоусаживающейся полимерной ленты. При этом параметры температуры нагрева очищенной поверхности трубы определяются исходя из параметров конкретной марки термоусаживающейся полимерной ленты, которая представляет собой двухслойный изоляционный материал, состоящий из термосветостабилизированной, электронно- или химически сшитой, ориентированной в продольном направлении полимерного слоя ленты и адгезионного слоя (адгезива) на основе термоплавких полимерных композиций, указанных ее производителем. В процессе нанесения термоусаживающейся полимерной ленты на поверхность сварного стыка температуру нагрева сварного стыка также контролируют с помощью контактного термометра по четырем равноудаленным точкам по периметру сварного стыка. Толщину манжеты из термоусаживающейся полимерной ленты выбирают в зависимости от диаметров используемых трубопроводов (см. таблицу 1).
Таблица 1. Толщина покрытия зоны сварных стыков в зависимости от диаметра трубопровода
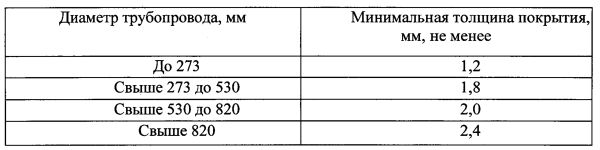
Манжету из термоусаживающейся полимерной ленты 7 монтируют вокруг сварного стыка 1 полиэтиленовым покрытием наверх, а клеевым слоем - к сварному стыку, с нахлестом верхнего конца на нижний. Величина нахлеста должна составлять не менее 100 мм. При монтаже термоусаживающейся полимерной ленты нижний конец прогревают пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижимают ее к поверхности сварного стыка с нанесенным праймером. Величина нахлеста термоусаживающейся полимерной ленты на заводское антикоррозионное покрытие, примыкающее к зоне сварного стыка составляет не менее 50 мм для трубопроводов диаметром до 530 мм включительно и не менее 75 мм - для трубопроводов диаметром свыше 530. Термоусаживающуюся полимерную ленту оборачивают вокруг изолируемой поверхности с «провисом» у нижней образующей трубы, затем второй ее конец (верхний) также прогревают горелкой со стороны клеевого слоя и с нахлестом размещают на нижнем конце. Нахлест концов термоусаживающейся полимерной ленты прокатывают силиконовым роликом для удаления возможных воздушных пузырьков. Замкнутая таким образом в кольцо термоусаживающаяся полимерная лента имеет требуемый для дальнейшей усадки «провис» полотна. Затем область нахлеста верхнего конца термоусаживающейся полимерной ленты на нижний скрепляют замковой пластиной, представляющей собой мерный отрезок армированной термоусаживающейся ленты с более высокой по сравнению с манжетой из термоусаживающейся полимерной ленты температурой плавления адгезионного слоя, при этом замковую пластину прогревают пламенем горелки и устанавливают непосредственно на нахлесте концов ленты клеевым слоем вниз, полиэтиленовым слоем - наверх, что необходимо для предотвращения «раскрытия» нахлеста концов ленты в процессе монтажа и усадки ленты. После установки замковую пластину прогревают желтым пламенем горелки до выступления под ней контуров нахлеста, после чего производят ее прикатку к поверхности трубы силиконовым роликом для удаления из-под нее пузырей воздуха и выравнивания всего материала. Усадку манжеты из термоусаживающейся полимерной ленты начинают сразу после установки замковой пластины с помощью газовой горелки, равномерно распределяя пламя, начиная с нижней образующей трубы, то есть с зоны максимального провиса ленты. Направление усадки: от центра ленты сначала в одну сторону, затем от центра ленты в другую сторону, движением горелок по диаметру трубы, избегая перегрева полотна ленты. В случае достижения равномерного и одновременно интенсивного нагрева лента усаживается без образования воздушных пузырей и гофр.
После нанесения антикоррозионного защитного покрытия на сварной стык в виде манжеты 7 из термоусаживающейся полимерной ленты осуществляют его контроль, который включает контроль внешнего вида, величины нахлеста на заводское антикоррозионное покрытие 5, толщины манжеты, диэлектрической сплошности (которая должна быть не менее 5 кВ/ мм) и адгезии манжеты к сварному стыку и участку трубы с заводским антикоррозионным покрытием (которая должна быть не менее 70 Н/см).
Далее производят установку теплоизоляционных скорлуп 8, представляющих собой сегменты полого цилиндра, выполненные из пенополиуретана, при этом в собранном виде теплоизоляционное покрытие из скорлуп представляет собой полый цилиндр - 2-сегментный (при наружном диаметре стальных труб до 820 мм), или 3-сегментный (при наружном диаметре стальных труб от 820 мм до 1020 мм), или 4-сегментный (при наружном диаметре стальных труб свыше 1020 мм).
Скорлупы 8 выбирают с геометрическими размерами, обеспечивающими их размещение между торцами заводской теплоизоляции 3 соединенных сваркой труб с минимально возможным зазором (не более 0,7 мм) и с образованием ровной внешней поверхности. Для этого измеряют расстояние между торцами заводской теплоизоляции 3 и в случае, если ширина скорлуп больше измеренной величины, скорлупы подрезают до требуемого размера. При этом для образования ровной внешней поверхности монтируемых скорлуп с защитной металлполимерной оболочкой 4 толщина скорлуп должна быть меньше суммарной толщины слоя заводской теплоизоляции и защитной металлполимерной оболочки на величину толщины установленной на сварной стык манжеты из термоусаживающейся полимерной ленты 7.
Проведенные опытно-конструкторские работы в ООО «НИИ ТНН» показали, что оптимальным количеством скорлуп в зависимости от диаметра трубы является количество, указанное в таблице 2.
Таблица 2. Количество скорлуп в зависимости от диаметра трубы
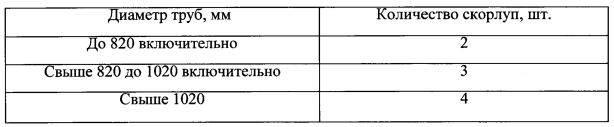
При установке двух скорлуп стыки скорлуп должны находиться в положениях, соответствующих «3» и «9» часам (при ассоциативном восприятии поперечного сечения трубы в области сварного стыка с циферблатом), при установке трех - в положениях, соответствующих «2», «6», «10» часам, при установке четырех - «2», «5», «8», «11» часам. Теплоизоляционное покрытие может быть собрано из скорлуп с их поперечными стыками, при этом скорлупы могут быть снабжены по всей длине торцевой поверхности элементами тепловых замковых соединений типа выступ-впадина, обеспечивающимим их установку вплотную друг к другу, поперечные швы защищают герметиком. Далее на собранные скорлупы 8 устанавливают временные ремни с натяжным механизмом, которые затягивают до плотного соединения стыков скорлуп, не допуская повреждения самих скорлуп. После чего на скорлупы устанавливают стяжные металлические ленты с замком 9 в количестве не менее 3 шт. - одна по центру сварного стыка, две крайних - на расстоянии от 150 до 200 мм от края скорлупы. Затяжку металлических лент осуществляют при помощи натяжителя.
Далее может быть осуществлена герметизация стыка 10 между заводской теплоизоляцией 3 с защитной металлполимерной оболочкой 4 и скорлупами 8 с помощью термоплавкой адгезионной ленты 11 и последующую установку металлического кожуха 12 симметрично относительно сварного стыка с нахлестом на защитную металлполимерную оболочку 4 стального трубопровода 2. При этом перед монтажом термоплавкой адгезионной ленты 11 на защитной металлполимерной оболочке 4 отмечают границы размещения оцинкованного металлического кожуха 12 с обеспечением симметричной установки металлического кожуха и равного нахлеста на защитную металлполимерную оболочку 4, а термоплавкую адгезионную ленту 11 устанавливают по отмеченным границам с нахлестом на теплоизоляционное покрытие из скорлуп 8. Установку термоплавкой адгезионной ленты 11 осуществляют, прогревая пламенем горелки защитную металлполимерную оболочку 4 до отмеченных границ и приклеивая термоплавкую адгезионную ленту в два слоя с нахлестом ленты на скорлупы 8 из ППУ (шириной (200±5) мм и толщиной (2,0±0,2) мм в два слоя. Следует отметить, что герметизация стыка 10 с помощью термоплавкой адгезионной ленты 11 не является обязательной в заявляемой технологии теплоизоляции сварного стыка.
Далее устанавливают металлический кожух 12, который выполняют из оцинкованного металлического листа, который оборачивают вокруг участка трубы с теплоизоляционным покрытием из скорлуп 8, и свободные концы которого размещают со стороны верхней образующей трубы с нахлестом, ориентированным сверху вниз. Нахлест должен находиться в положениях, соответствующих от «1» до «2» или от «10» до «11» часов, и составлять не менее 100 мм. Полученный металлический кожух предварительно стягивают до плотного обхвата теплоизоляционного покрытия 8 с помощью ремней с натяжным механизмом (на чертеже не показаны), прогревают пламенем газовой горелки края кожуха для расплавления размещенной под ним термоплавкой адгезионной ленты и производят окончательную затяжку ремней с натяжным механизмом, которые удаляют после скрепления листа стяжными лентами с замками или с помощью крепежных элементов 13. При этом в качестве крепежных элементов используют оцинкованные винты самонарезающие с прессшайбой, размещаемые через каждые 80-100 мм на расстоянии от края кожуха - от 10 до 20 мм, при этом отклонение размещения крепежных элементов от линии должно составлять не более ±5 мм. После установки металлический кожух 12 должен плотно облегать теплоизоляционное покрытие из скорлуп 8.
Проверка качества монтажа теплоизоляции и защитного покрытия из металлического (оцинкованного) кожуха 12 включает проверку внешнего вида, величину нахлеста кожуха на заводскую защитную металлполимерную оболочку труб (расположенного по периметру трубы), величину нахлеста концов кожуха друг на друга, расположенного по образующей, расстояние между винтами и расстояние между винтами и краем кожуха.
Далее производят сушку поверхности кожуха путем нагрева с помощью газовой горелки с контролем температуры поверхности контактным термометром по четырем равноудаленным точкам, очистку поверхностей кожуха и прилегающего к кожуху защитной металлполимерной оболочки, образующих стык, на длину не менее 100 мм абразивоструйным способом. На кожух устанавливают две термоусаживающиеся полимерные ленты шириной 650 мм по краям кожуха с нахлестом на защитную металлполимерную оболочку не менее 110 мм, третью термоусаживающуюся полимерную ленту устанавливают сверху посередине. Установку термоусаживающихся лент на металлический кожух производят аналогично установке термоусаживающихся лент при формировании манжеты.
Проверка качества термоусадочного полотна, нанесенного на металлический кожух, включает контроль внешнего вида покрытия, измерение величин нахлеста на защитную оболочку теплоизолированных труб, соединяемых в месте стыка, и перехлеста соседних лент, измерение толщины покрытия, испытание на диэлектрическую сплошность, определение адгезии покрытия к защитной оболочке теплоизолированных труб, к оцинкованному кожуху и адгезию в месте перехлеста соседних лент.
Применение предложенного способа обеспечивает антикоррозионную защиту и теплоизоляцию сварного стыка труб нефтепровода при упрощении технологии монтажа тепловой изоляции стыков трубопроводов, предназначенных для подземной прокладки при отрицательных температурах, увеличивает срок службы сваренных трубопроводов. Кроме того, предложенный способ обеспечивает усовершенствование технологии монтажа теплоизоляции на трубопровод, что, в свою очередь, удешевляет ее монтаж и сокращает трудоемкость.
Способ получения противотурбулентной присадки суспензионного типа, снижающей гидродинамическое сопротивление углеводородных жидкостей
Способ удлинения сваи
Способ восстановления проектной высоты неподвижной опоры нефтепровода
Состав пенообразователя для тушения пожаров нефти и нефтепродуктов
Способ изготовления замкнутого полого изделия из полиуретанового эластомера и литейная разборная форма для осуществления способа
Способ теплоизоляции шиберной задвижки
Способ получения заготовки замка трубопровода
Способ прокладки трубопровода в скальных и полускальных грунтах на продольном уклоне
Способ теплоизоляции запорно-регулирующей арматуры малых диаметров
Способ получения скользящего листа затвора плавающей крыши резервуара
Способ получения противотурбулентной присадки суспензионного типа, снижающей гидродинамическое сопротивление углеводородных жидкостей
Способ удлинения сваи
Способ восстановления проектной высоты неподвижной опоры нефтепровода
Состав пенообразователя для тушения пожаров нефти и нефтепродуктов
Способ изготовления замкнутого полого изделия из полиуретанового эластомера и литейная разборная форма для осуществления способа
Способ теплоизоляции шиберной задвижки
Способ получения заготовки замка трубопровода
Способ прокладки трубопровода в скальных и полускальных грунтах на продольном уклоне
Способ теплоизоляции запорно-регулирующей арматуры малых диаметров
Способ получения скользящего листа затвора плавающей крыши резервуара

