Результат интеллектуальной деятельности: СПОСОБ КОВШЕВОГО СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ВЫСОКОПРОЧНЫХ ЧУГУНОВ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способу ковшевого сфероидизирующего модифицирования расплава чугуна для получения высокопрочного чугуна с шаровидным и вермикулярным графитом.
Широко известно, что для получения высокопрочных чугунов с шаровидным и вермикулярным графитом легкими лигатурами (удельный вес меньше удельного веса расплава чугуна) применяют такие способы ковшевого сфероидизирующего модифицирования, как «сэндвич-процесс», «ковш с крышкой» и др. (Knustad, О. Проблемы, возникающие при производстве высокопрочных чугунов. Обзор существующих способов получения ВЧ и используемых модификаторов [Текст] / О. Knustad // Литейщик России. - 2011. - №4. - С.19-26; Косников, Г.А. Основы литейного производства [Текст] / Г.А. Косников. - СПб: СПбГПУ, 2002. - 204 с.; Александров, Н. Н. Высококачественные чугуны для отливок [Текст] / Н.Н. Александров. - М: Машиностроение, 1982. - 222 с.; патент РФ №2074894; авторское свидетельство №1786086).
Однако все существующие способы ковшевого сфероидизирующего модифицирования предполагают использование специальных технологических схем для размещения модификатора, например, таких как реакционный карман для модификатора на днище ковша, и/или дополнительного оборудования для наполнения ковша расплавом чугуна из печи, таких как крышка-резервуар с отверстием для накопления расплава чугуна из печи и дозированной его подачи в ковш, вилочный погрузчик для снятия и одевания крышки на ковш и др.
Недостатками всех известных способов ковшевого сфероидизирующего модифицирования чугуна являются: повышенная трудоемкость, необходимость применения дополнительного оборудования и техники, снижение производительности труда.
Задачей изобретения является снижение трудоемкости, отказ от применения дополнительного оборудования и техники, повышение производительности труда.
Технический результат при осуществлении изобретения заключается в создании упрощенного по сравнению с «сэндвич-процессом» способа ковшевого модифицирования высокопрочного чугуна, не требующего использования дополнительного оборудования и техники и позволяющего стабильно получать необходимое качество чугуна в отливках.
Из известного уровня техники аналоги не выявлены.
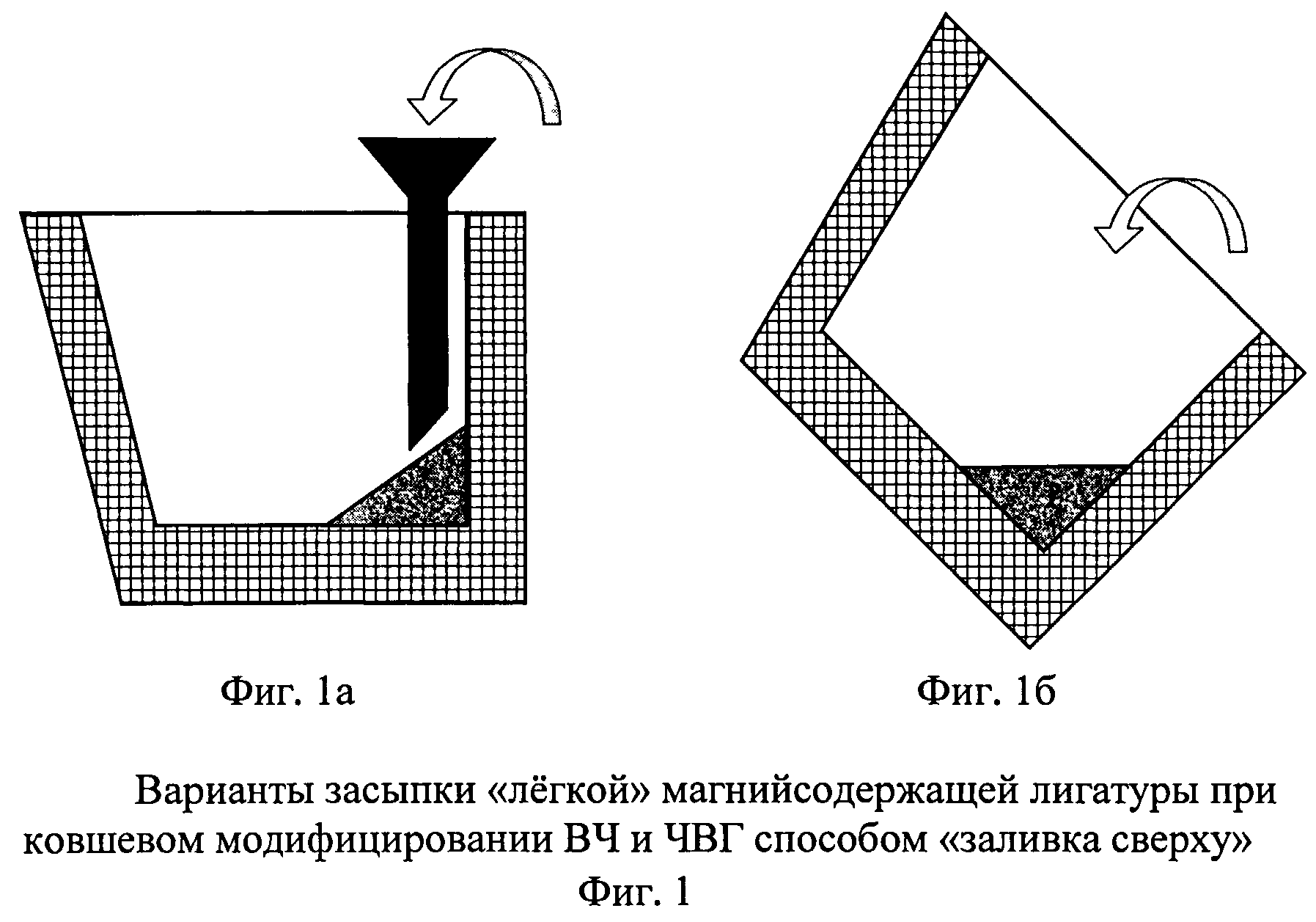
Поставленная задача решается тем, что разработан способ ковшевого сфероидизирующего модифицирования «заливка сверху» (фиг.1), в соответствии с которым в заднюю часть днища ковша (напротив носка) с помощью специальной засыпной воронки (фиг.1а) или путем поворота ковша назад на 45° (по часовой стрелке) (фиг.1б,) помещают сфероидизирующий модификатор («легкая» лигатура типа ФСМг) таким образом, чтобы величина перекрытия им донной части ковша не превышала длину радиуса ее окружности, при этом существенно уменьшается размывание навески модификатора и его угар. После этого за время 30…60 с наполняют ковш расплавом чугуна из печи.
При заполнении ковша металлом струю расплава подавать ближе к носку ковша во избежание размывания и преждевременной реакции модификатора с расплавом чугуна. Струю металла из печи ожидания подают непрерывно, а время заполнения ковша жидким чугуном оценивают из выражения:
где tk - время заполнения ковша расплавом чугуна, с; Vк - объем ковша, м3;  - эквивалентный диаметр носка печи, м; vч -кинематическая вязкость расплава чугуна при температуре заливки, м2/с; Sч - живое сечение потока чугуна, м2; Re - число Рейнольдса.
- эквивалентный диаметр носка печи, м; vч -кинематическая вязкость расплава чугуна при температуре заливки, м2/с; Sч - живое сечение потока чугуна, м2; Re - число Рейнольдса.
При заполнении ковша с засыпкой «легкого» сфероидизатора в соответствии с технологией «заливка сверху» необходимо, чтобы режим движения расплава чугуна из печи ожидания в ковш был неустановившимся, то есть Re≈3000…6000.
При турбулентном режиме движения расплава чугуна из печи в ковш (при сильной струе Re>6000) из-за быстрого наполнения ковша имеет место выплеск металла и выброс частиц непрореагировавшего модификатора. Все это делает процесс модифицирования нестабильным, ухудшает экологическую ситуацию и накладывает ограничение на работу по данной технологии в открытом ковше.
При ламинарном режиме движения расплава чугуна из печи в ковш (при слабой струе Re<3000) из-за медленного наполнения ковша большая часть модификатора всплывает на зеркало и реагирует с кислородом воздуха, что ведет к ускоренному угасанию модифицирующего эффекта из-за преждевременного угара магния.
Следовательно, время заполнения ковша обратно пропорционально числу Рейнольдса и должно укладываться в рекомендуемый диапазон. В частности, принимая, что металлоемкость ковша - 0,17 м3, эквивалентный диаметр носка печи - 0,367 м, живое сечение потока принято равным 2/3 от сечения носка печи - 0,0176 м2 и кинематическая вязкость расплава чугуна - 2·10-5 м2/с есть величины известные и постоянные, при подстановке в формулу диапазона чисел Рейнольдса 3000…6000 рассчитывают оптимальный диапазон времени заполнения ковша с наилучшим усвоением магния из модификатора: t=30…60 с.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ получения высокопрочных чугунов с шаровидной и вермикулярной формой графита ковшевым модифицированием легкими лигатурами неизвестен и явным образом не следует из изученного уровня техники, то есть соответствует критериям «новизна» и «изобретательский уровень».
Заявляемый способ модифицирования может быть использован в условиях чугунолитейного производства и соответствует критерию «промышленная применимость».
Поворотное устройство автоматической линии
Способ многодуговой сварки листовых сварных заготовок
Способ получения высокопрочного чугуна с вермикулярным графитом внутриформенным модифицированием лигатурами системы fe-si-рзм
Способ изготовления листовой сварной заготовки для штамповки деталей автомобиля
Листовая сварная заготовка для штамповки деталей кузова автомобиля
Способ ковшового модифицирования расплава чугуна легкими магнийсодержащими лигатурами
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Способ штамповки коробки из листовой заготовки на прессе двойного действия
Стенд для усталостных испытаний групп образцов при циклическом изгибе
Способ измерения шума производимого шинами автотранспортного средства находящегося в движении
Устройство для сборки базовой детали с деталью-осью
Поворотное устройство автоматической линии
Способ многодуговой сварки листовых сварных заготовок
Способ получения высокопрочного чугуна с вермикулярным графитом внутриформенным модифицированием лигатурами системы fe-si-рзм
Способ изготовления листовой сварной заготовки для штамповки деталей автомобиля
Листовая сварная заготовка для штамповки деталей кузова автомобиля
Способ ковшового модифицирования расплава чугуна легкими магнийсодержащими лигатурами
Штамп для вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Способ штамповки коробки из листовой заготовки на прессе двойного действия
Стенд для усталостных испытаний групп образцов при циклическом изгибе

