Результат интеллектуальной деятельности: СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для обработки металлов давлением, в частности поверхностным пластическим деформированием нежестких длинномерных деталей произвольной формы.
Из уровня техники известен способ повышения точности нежестких валов методом правки поверхностным пластическим деформированием, при котором правку осуществляют с переменным усилием по заданному закону, который синхронизируют с угловым расположением точек максимального прогиба вала. При этом изменение силы правки осуществляется при вращении детали и поступательном перемещении инструмента по заданному закону, который синхронизируют с угловым расположением точек максимального прогиба вала (SU 1466918 A1, 23.04.1989, B24B 39/04).
Недостатком известного способа является сложность его реализации, поскольку способ предусматривает использование системы автоматического управления с большим количеством элементов, суммарная надежность которых низка и соответственно не оправдывает себя в производственных условиях вследствие снижения точности обработки, кроме того, недостатком способа является возможность его реализации только для цилиндрических деталей типа вала.
Из уровня техники также известен способ обработки металлов давлением, в частности поверхностным пластическим деформированием нежестких валов, выбранный в качестве прототипа, при котором правку и поверхностное пластическое деформирование осуществляют одновременно с постоянным усилием деформирующего инструмента. При этом нежесткий вал перед обработкой упруго деформируют за счет изгибающих моментов, приложенных к его концам, на величину перегиба вала, рассчитанную по приведенной в способе формуле (RU 2021098 C1 15.10.1994, B24B 39/04).
Недостатком данного способа является невозможность его применения для деталей, имеющих форму поперечного сечения, отличающуюся от цилиндрической.
Техническим результатом предлагаемого изобретения является создание способа правки нежестких длинномерных деталей, который позволит расширить технологические возможности операции правки, за счет обеспечения возможности правки длинномерных деталей произвольной формы, при снижении количества прилагаемых нагрузок до двух раз.
Указанный технический результат достигается посредством реализации способа правки нежестких длинномерных деталей, заключающегося в определении величины исходного максимального прогиба детали, с последующей установкой детали на концевые опоры и дальнейшим приложением нагрузки посредством воздействия индентором на зону прогиба, согласно изобретению, первоначально нагрузку P1 прикладывают в зоне максимального прогиба детали по направлению, обратному направлению прогиба, в одной из концевых опор определяют составляющие реакции Pz и Py в двух взаимно перпендикулярных направлениях, затем нагрузку снимают, после чего в зону максимального прогиба с вогнутой стороны детали под углом  прикладывают нагрузку P2, определяемую по следующей зависимости:
прикладывают нагрузку P2, определяемую по следующей зависимости:
 ,
,
где: fmax исх - исходный максимальный прогиб детали, мм;
fост - прогиб детали, оставшийся после приложения силы P1, мм,
P1 - первоначальная нагрузка, определяемая по следующей формуле:
 ,
,
где σT - предел текучести материала детали, Н/мм2;
k - коэффициент запаса, учитывающий неточности входящих в формулу величин, равный 1,1÷1,2;
L - общая длина детали, мм;
F - площадь сечения детали, мм2;
ymax - расстояние от нейтральной оси детали до ее наиболее удаленной точки, мм.
Сущность изобретения поясняется чертежами, где:
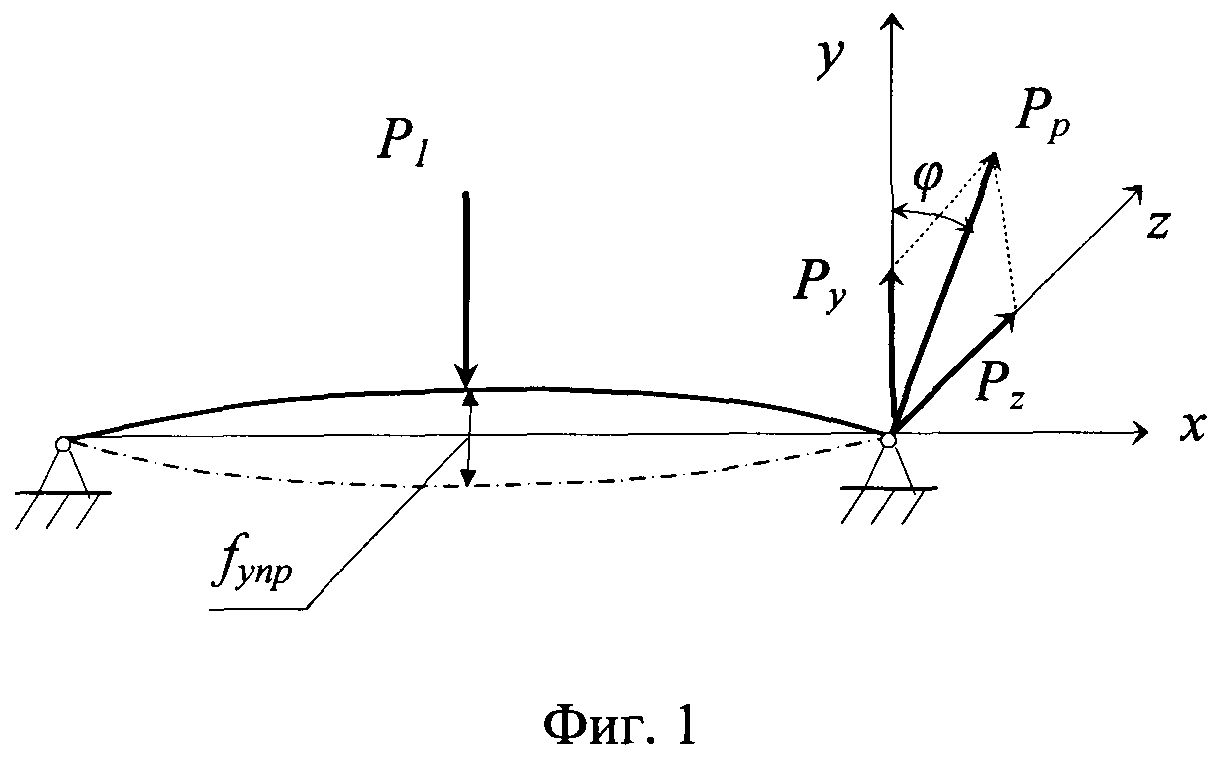
- на фиг.1 показана схема определения вектора силы;
- на фиг.2 - схема правки нежестких длинномерных деталей.
Заявленный способ осуществляют следующим образом: измеряют жесткость, по жесткости, считают нагрузку, необходимую для правки детали, которую установили с помощью эксперимента - один раз по прогибу в области упругопластических деформаций, пропорционально силе; прикладывают нагрузку правки и за один раз находят форму оси.
Изначально находят положение и измеряют величину исходного максимального прогиба длинномерной детали произвольной формы, который необходимо править любыми известными и подходящими для исправляемой детали средств и методов. Затем обрабатываемую деталь устанавливают на концевые опоры плоскостью максимального изгиба в направлении вектора силы и воздействуют индентором на зону максимального прогиба детали в направлении, обратном направлению прогиба, первоначальной нагрузкой P1 до достижения границы упругопластической деформации. Максимальная нагрузка, приложение которой обеспечивает упругопластический изгиб, определяется формулой:
 ,
,
где σT - предел текучести материала детали, Н/мм2;
k - коэффициент запаса, учитывающий неточности входящих в формулу величин, равный 1,1÷1,2;
L - общая длина детали, мм;
F - площадь сечения детали, мм2;
Ушах - расстояние от нейтральной оси детали до ее наиболее удаленной точки, мм.
Датчиками, установленными на одной из концевых опор, определяют составляющие реакции Pz и Py по осям z и y (фиг.1) в двух взаимно перпендикулярных направлениях. Затем нагрузку снимают.
После чего определяют направление вектора силы реакции, угол φ:
,
где Pz и Py - реакции в одной из концевых опор по осям z и y (фиг.1) соответственно.
Измеряют полученный остаточный прогиб fост детали.
Определяют величину изменения формы:
f∑=fmax исх±fост
где fmax исх - наибольший исходный прогиб.
На основании полученных данных рассчитывают жесткость детали:
 .
.
Определяют нагрузку, необходимую для правки:
P2=j·fmax.
После подстановок получают:
 .
.
Индентором в область максимального прогиба с вогнутой стороны под углом φ прикладывают нагрузку P2 для ликвидации изгиба детали любой формы (фиг.2).
Следовательно, экспериментально находят место и вектор приложения силы, который позволяет получить геометрическую ось детали.
Известно, что при правке изогнутых деталей для достижения точности необходимо до начала обработки знать условия и вектор силы. Они зависят от формы и жесткости детали. Однако многие длинномерные детали имеют сложную форму. Кроме того, индивидуальные свойства каждой конкретной детали (структура, остаточные напряжения и т.п.) связаны с технологическими условиями их предварительной обработки и эксплуатации. Поэтому теоретическое определение жесткости каждой конкретной изогнутой детали часто вызывает затруднения. Это не позволяет осуществить точную правку нежестких длинномерных деталей сложной формы.
Предлагаемый способ дает возможность осуществлять правку длинномерных деталей произвольной формы в соответствии с предварительно определенной траекторией и вектором силы.
Таким образом, при осуществлении данного способа можно править длинномерные нежесткие детали, прилагая при правке нагрузку не более двух раз (первый раз - для определения вектора силы правки, второй - с целью правки). Техническое требование о приложении силы не более двух раз при правке существенно для нежестких ответственных деталей.
Для осуществления способа принимаем, что в диапазоне малых упругопластических деформаций, свойственных точной правке детали, величина упругости конструкции (детали) измеряется в пределах ошибки измерения, что позволяет принять жесткость детали любой геометрии постоянной, а воздействие момента компенсировать изменением вектора силы. Таким образом, измеренный при расчетном силовом воздействии вектор силы правки позволяет для заданной геометрии детали определить жесткость детали, которая может быть принята неизменной при малом изменении геометрии при правке. По определенной жесткости можно рассчитать требуемую нагрузку и направление ее воздействия для правки оси детали и установить закономерности изменения формы оси.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для правки нежестких длинномерных деталей произвольной формы методами поверхностного пластического деформирования;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ правки нежестких длинномерных деталей, включающий определение величины исходного максимального прогиба детали, ее последующую установку на концевые опоры и дальнейшее приложение нагрузки посредством воздействия индентором на зону прогиба, отличающийся тем, что первоначально нагрузку P прикладывают в зоне максимального прогиба детали по направлению, обратному направлению прогиба, в одной из концевых опор определяют составляющие реакции P и P в двух взаимно перпендикулярных направлениях, затем нагрузку снимают, после чего в зону максимального прогиба с вогнутой стороны детали под углом прикладывают нагрузку P, определяемую по следующей зависимости: ,где: f - исходный максимальный прогиб детали, мм;f - прогиб детали, оставшийся после приложения силы P, мм,P - первоначальная нагрузка, обеспечивающая упругопластический изгиб.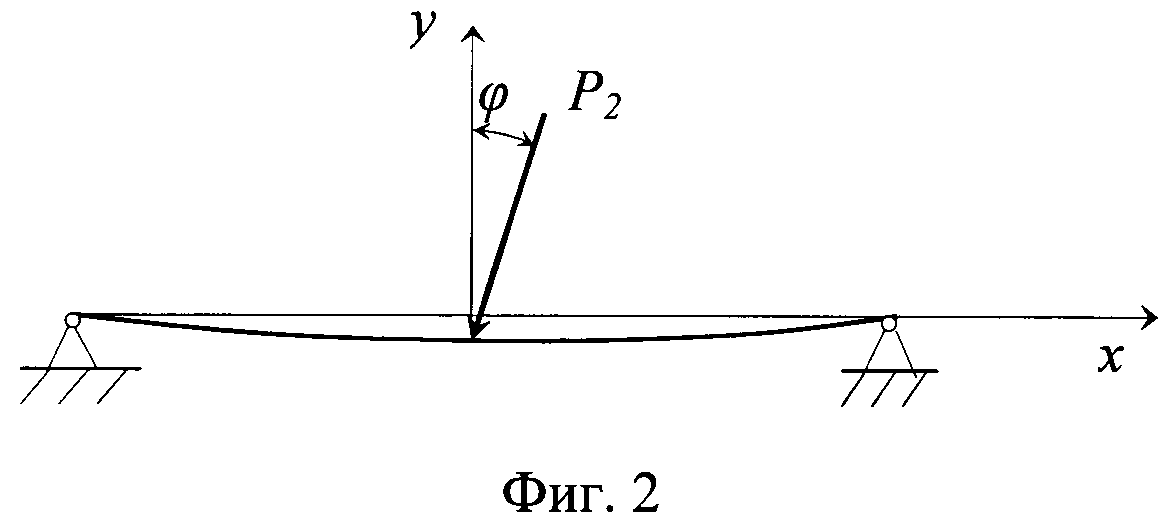
Способ изготовления трубчатых деталей с отводами посредством гидравлической штамповки
Способ получения композиционных покрытий из порошковых материалов
Инструмент для обработки отверстий
Порошковая композиционная смесь для лазерной наплавки на металлическую подложку
Способ получения нанокомпозита из керамического порошка
Бесшаботный молот
Устройство для получения изделий из композиционных порошков
Способ изготовления изделий сложной формы из порошковых систем
Способ получения композиционного материала на основе алюминиевого сплава
Способ изготовления композитных керамических изделий
Способ получения композиционных покрытий из порошковых материалов
Инструмент для обработки отверстий
Порошковая композиционная смесь для лазерной наплавки на металлическую подложку
Способ получения нанокомпозита из керамического порошка
Бесшаботный молот
Устройство для получения изделий из композиционных порошков
Способ изготовления изделий сложной формы из порошковых систем
Способ получения композиционного материала на основе алюминиевого сплава
Способ изготовления композитных керамических изделий
Способ определения стойкости инструмента

