Результат интеллектуальной деятельности: РЕГУЛИРОВАНИЕ БОКОВОЙ НАПРАВЛЯЮЩЕЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к способу регулирования боковых направляющих металлической полосы, в частности в прокатных агрегатах, например, на впуске и выпуске прокатных клетей или перед подающими устройствами, или также в других линиях технологического процесса обработки полосы.
Из уровня техники уже известны способы регулирования боковых направляющих металлической полосы. Такие направляющие состоят, как правило, из двух расположенных сбоку полосового пути направляющих линеек, которые могут быть позиционированы гидроцилиндрами и при пропуске полосы поджиматься к полосе, соответственно, устанавливаться на нее. Часто известные системы имеют механическое соединение обеих направляющих линеек, а также общее регулирование для их перестановки. Такие системы просты в разработке, но очень ограничены возможности их перестановки и, в частности, регулирования. Не все параметры полосы могут быть скорректированы в достаточной степени. Не всегда могут быть предотвращены в достаточной степени повреждения металлических полос и направляющих линеек.
Далее, известны способы, в которых при пропуске полосы используют одну направляющую линейку, которая регулируется по положению, тогда как другая направляющая линейка с определенным усилием поджимается к полосе. При таком методе определение прижимного усилия между направляющей линейкой и полосой осуществляют для обеих сторон. При этом во время пропуска полосы одну направляющую линейку фиксируют с одной стороны в жесткой позиции с регулированием по положению. Другую направляющую линейку прижимают с определенной силой к полосе с регулированием по усилию. Расчетное усилие жестко задается регулируемой по усилию направляющей линейке в зависимости от параметров пропускаемой полосы, таких как материал, ширина, толщина, температура или скорость. Это расчетное усилие подбирают таким образом, что оно в любом случае превышает контактное усилие полосы на стороне, регулируемой по усилию, так как в противном случае направляющая на этой стороне оказалась бы отведенной от полосы. Недостаток этого метода состоит в том, что когда полоса оказывает усилие на регулируемую по положению сторону, этой стороной должны восприниматься одновременно эта сила противодействия и дополнительно заданное усилие стороны, регулируемой по усилию. Следствием этого являются повреждения как полосы, так и направляющих линеек. В этой связи для восстановления направляющих линеек неизбежны продолжительные простои прокатного агрегата. Кроме того, этому способу присущ другой недостаток, заключающийся в том, что ширина пропускаемой полосы не является в целом постоянной. Задание жесткого расчетного усилия независимо от ширины пропускаемой полосы приводит к тому, что направляющие линейки могут быть установлены без учета ширины различных участков полосы, так что направляющая в лучшем случае окажется недостаточно поджатой к полосе, или между полосой и направляющими линейками будут действовать такие высокие усилия, что они вызовут существенные повреждения.
В DE 4003717 А1 раскрывается другой способ регулирования боковой направляющей прокатываемой полосы. Задачей раскрытого способа является повышение продолжительности срока службы линеек в рольганге. С этой целью предлагается регулирование направляющих линеек, которое работает таким образом, что они поочередно прижимаются к кромкам полосы и вновь отводятся от них. Недостатком этого способа среди прочего является то, что расчетные значения для контура регулирования усилия задаются процессором согласно вводу информации и поэтому регулирование во многих случаях может протекать недостаточно точно. По причине заданных расчетных усилий этот способ также страдает вышеназванными недостатками, так что из-за этого способа линейки по-прежнему изнашиваются нежелательно быстро и, кроме того, могут возникать значительные повреждения кромок полосы.
В публикации DE 69829454 Т2 раскрыт способ регулирования боковой направляющей металлической полосы согласно ограничительной части пункта 1 формулы изобретения.
Следовательно, техническая задача, которая проистекает из уровня техники, должна состоять в том, чтобы предложить усовершенствованный способ регулирования боковых направляющих металлических полос или устранить по меньшей мере один из вышеперечисленных недостатков.
Названная техническая задача решается за счет заявляемого способа регулирования боковой направляющей металлической полосы, при этом боковая направляющая на одной стороне металлической полосы содержит первую направляющую линейку и на другой стороне металлической полосы вторую направляющую линейку, при этом линейки могут перемещаться независимо друг от друга, и каждая из них работает с регулированием по положению, причем измеряют усилия, которые металлическая полоса оказывает на первую и вторую направляющие линейки, согласно изобретению расчетное положение для первой и/или второй направляющей линейки в зависимости от усилий, измеренных на первой и на второй направляющих линейках, регулируют таким образом, что только меньшее значение усилий, измеренных на первой и на второй направляющих линейках, лежит выше выбираемого нижнего предельного усилия и ниже выбираемого верхнего предельного усилия. Поскольку обе линейки независимо одна от другой работают с регулированием по положению и поскольку измененные на направляющих линейках усилия используются, как описано, для определения расчетного положения, то повреждения на направляющих линейках снижаются. В частности, при направляющих с тугим ходом регулирование согласно изобретению является исключительно предпочтительным. Кроме того, заявляемое регулирование особенно предпочтительно, если наблюдаются колебания по ширине полосы.
В предпочтительном варианте осуществления способа согласно изобретению верхнее предельное усилие превышает нижнее предельное усилие. Далее, этот вариант осуществления включает признак, что, если меньшее из значений усилий, измеренных на первой и на второй направляющей линейке, оказывается меньше нижнего предельного усилия, то положения для первой и/или второй направляющей линейки изменяют таким образом, что возрастают измеренные усилия на первой и второй направляющей линейке. Кроме того, если меньшее значение усилий, измеренных на первой и на второй направляющей линейке, превышает верхнее предельное усилие, то положения для первой и/или второй направляющей линейки изменяют таким образом, что понижаются измеренные усилия на первой и второй направляющей линейке. Если регулирование осуществляется таким образом, то усилия между полосой и направляющими линейками снижаются особенно эффективно, вследствие чего сокращается износ направляющих линеек и более действенно исключаются повреждения на направляющих линейках.
В другом предпочтительном варианте осуществления способа согласно изобретению измеренные усилия фильтруются фильтром низких частот. Благодаря фильтру низких частот способ может работать надежно, и он не восприимчив к внешним воздействиям. Таким образом, могут быть отфильтрованы высокие частоты, которые часто связаны с неисправностями в работе.
В другом предпочтительном варианте способа согласно изобретению первая и вторая линейка работают от привода, причем, по меньшей мере, один из этих приводов может осуществляться выборочно гидравлически или пневматически.
В другом предпочтительном варианте способа согласно изобретению гидравлические или пневматические приводы содержат две камеры цилиндра, при этом действующие на первую или на вторую направляющую линейку усилия могут быть определены на основе давлений, измеренных в камерах цилиндра.
В другом варианте осуществления способа согласно изобретению первая и вторая направляющая линейка работают от привода, причем по меньшей мере один из этих приводов может осуществляться выборочно линейным электродвигателем.
В другом варианте осуществления способа согласно изобретению действующее на первую или на вторую направляющую линейку усилие определяют на основе измеренных электрических величин линейного двигателя.
В другом варианте осуществления способа согласно изобретению первая и вторая направляющая линейка работают от привода, причем, по меньшей мере, один из этих приводов осуществляется ротаторным (rotatorischem) двигателем и шпиндельным механизмом и при этом ротаторный двигатель приводится по выбору гидравлически или пневматически.
Ниже кратко описаны фигуры примеров осуществления. Дополнительные подробности явствуют из детального описания примеров осуществления. При этом показано:
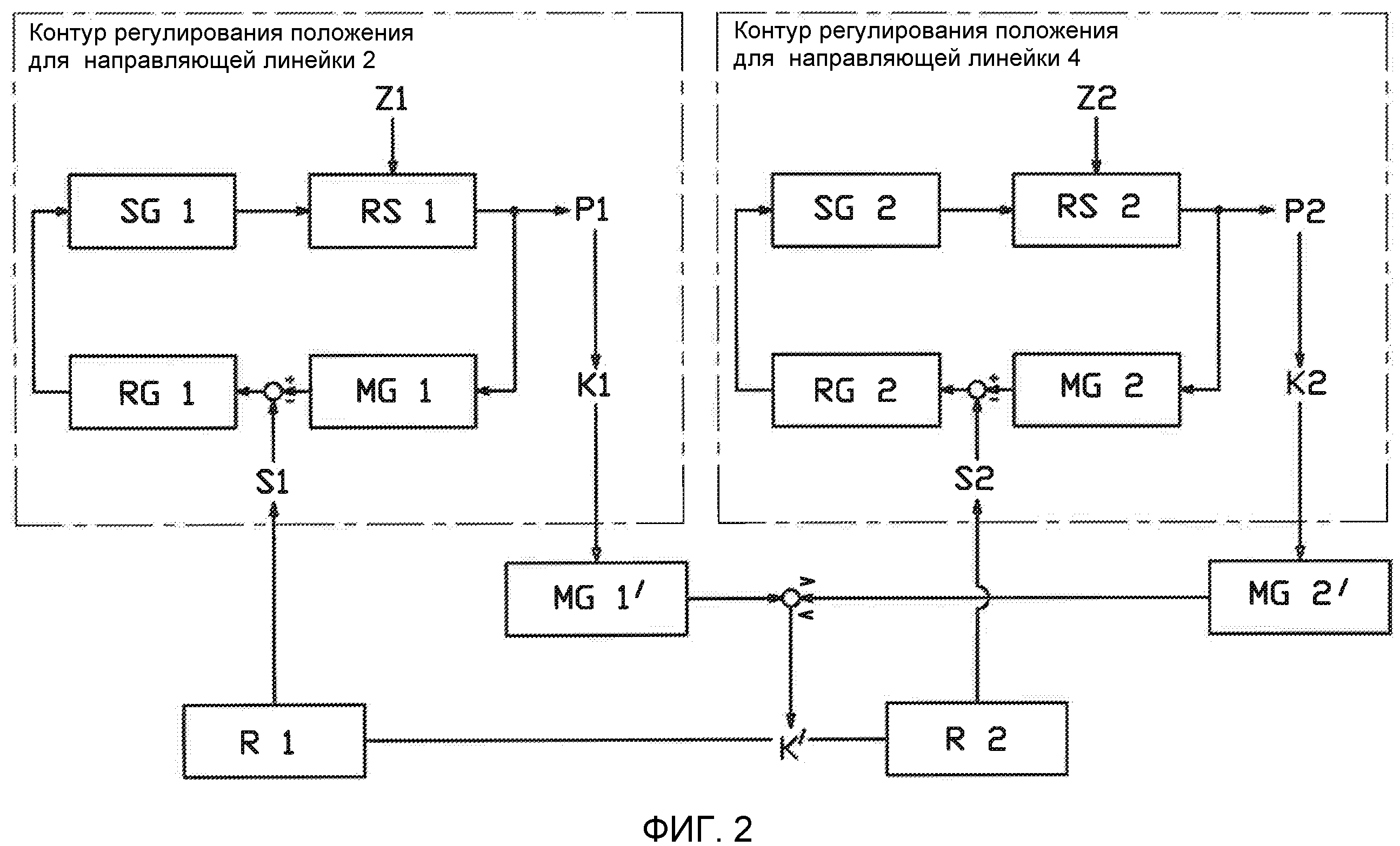
Фиг.1 - схематическое изображение боковой направляющей металлической полосы вместе с блоком управления и регулирования;
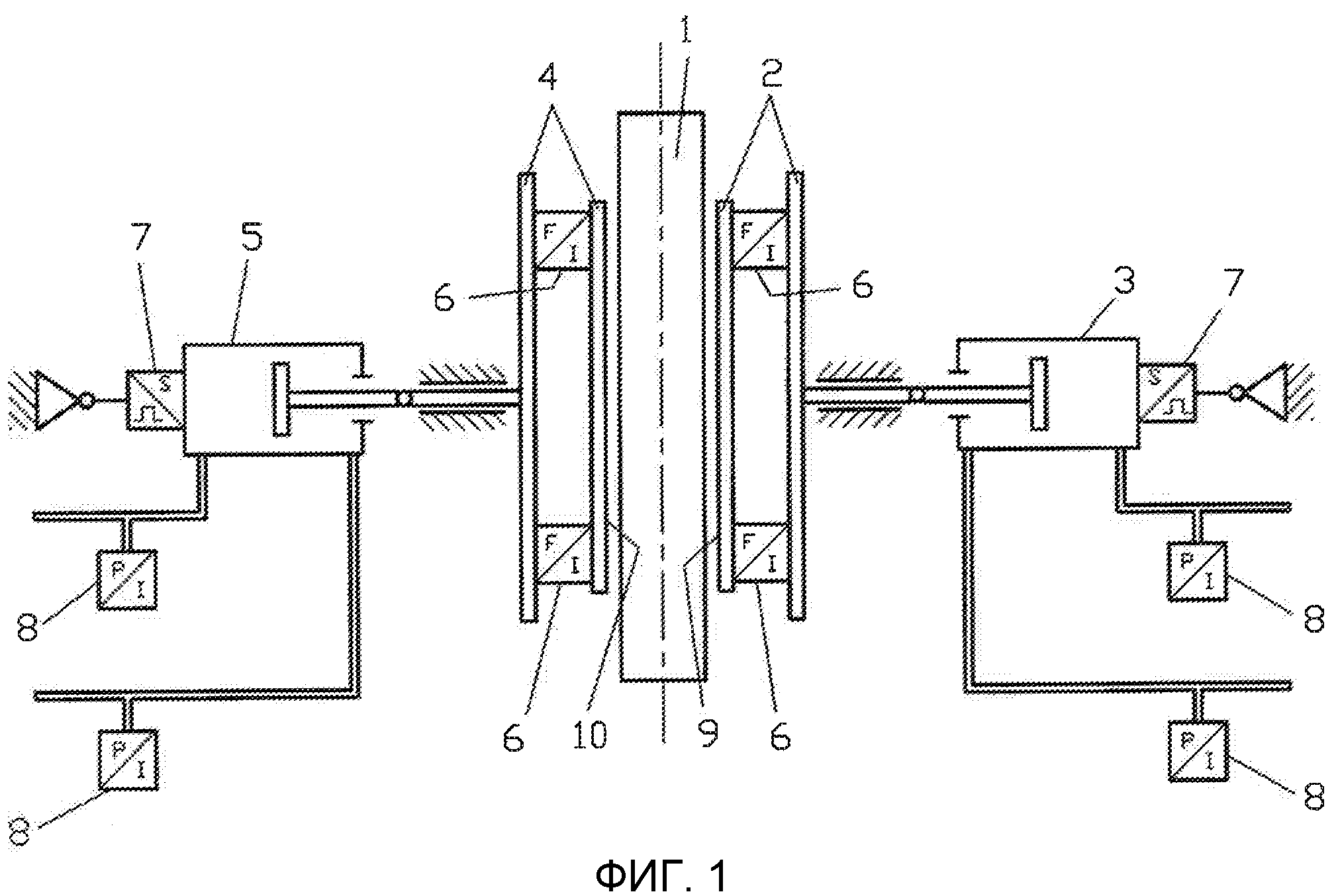
Фиг.2 - схема регулирования.
На фиг.1 показан пример системы для реализации способа согласно изобретению. Металлическую полосу 1, предпочтительно стальную полосу 1, на ее обеих сторонах, соответственно, на продольных сторонах, пропускают при помощи боковых направляющих. Такие сами по себе известные боковые направляющие содержат соответственно направляющую линейку 2, 4. При этом металлическая полоса 1 направляющими кромками 9, 10 может вступать в контакт с направляющей линейкой 2, 4. Направляющие линейки 2, 4 предпочтительно подводят сбоку к полосе 1 при помощи приводов или установочных устройств 3, 5. В качестве варианта, как показано на фиг.1, допустимо, что между направляющими кромками 9, 10 и приводами или установочными устройствами 3, 5 направляющих линеек 2, 4 предусмотрены силоизмерительные датчики 6. Также, как показано, направляющие линейки 2, 4 могут быть выполнены состоящими из нескольких частей. Установочные устройства 3, 5 могут быть образованы, например, как показано, гидро- или пневмоцилиндрами. Кроме того, согласно фиг.1 предусмотрены датчики 7 положения, которые могут измерять путь перемещения поршня в установочных устройства 3, 5. Альтернативно можно предусмотреть также другие датчики 7 положения, например, так, что они могут определять положение направляющих линеек непосредственно в контакте с направляющими линейками 2, 4. Возможны также и предпочтительны бесконтактные измерения положения так, например, как при помощи электромагнитных волн. Далее, на фиг.1 показаны манометры или датчики 8 давления, которые могут измерять величину давления в поршневых блоках 3, 5. На основе этих величин известным способом могут быть получены усилия К1, К2, которые действуют на направляюще линейки 2, 4. Альтернативно предусмотрен также вариант в случае привода с двигателем, в частности ротаторным двигателем, приводной момент которого может быть использован для определения усилия на направляющие линейки 2, 4.
На фиг.2 показана схема контура регулирования, которая на простом примере призвана пояснить заявляемый согласно изобретению способ. Слева на фиг.2 показан контур регулирования положения для первой направляющей линейки 2, справа от него - контур регулирования положения для второй направляющей линейки 4. Впрочем, воздействует помеха Z1 в форме давления полосы 1 на объект регулирования RS 1 контура регулирования, т.е. на направляющую линейку 2. Вследствие этой помехи первая линейка занимает соответственно положение Р1, которое может быть определено измерительным элементом MG 1. Таким измерительным элементом может быть, например, датчик 7 положения. Вслед за этим измеренное значение сравнивают с расчетным значением S1 положения направляющей линейки 2. Если между фактическим значением положения Р1 и расчетным значением положения S1 наблюдается разность, элемент регулирования RG 1 преобразует эту разность в информацию для исполнительного элемента SG 1. Исполнительный элемент SG 1 образован предпочтительно одним из установочных устройств 3, 5 с фиг.1. Альтернативно имеются в виду, впрочем, также электрические или ротаторные двигатели. В конечном итоге исполнительный элемент SG 1 вновь оказывает воздействие на объект регулирования RS 1, соответственно направляющую линейку 2 и на ее положение.
Аналогично вышеописанному контуру регулирования работает контур регулирования положения направляющей линейки 4, соответственно второй направляющей линейки 4. На объект регулирования RS 2 положения направляющей линейки 2 воздействует возбудитель помех Z2, соответственно давление металлической полосы 1. В целом регулируется положение Р2 направляющей линейки 4. Это положение Р2 может быть измерено измерительным элементом MG 2. Вслед за этим это измеренное положение Р2 сравнивают с расчетным положением S2 направляющей линейки 4. Существующая разность между этими двумя значениями передается на элемент регулирования RG 2. Этот элемент регулирования RG 2, как принято в технике автоматического регулирования, выдает регулирующее воздействие на исполнительный элемент RG 2, который таким образом оказывает воздействие на объект регулирования RS 2, вследствие чего контур регулирования закрывается.
Согласно изобретению дополнительно к регулированию по положению на обеих сторонах металлической полосы 1 измеряются также усилия, которые воздействуют на направляющие линейки 2, 4. В частности, это означает, что каждому положению Р1 соответствует усилие К1 и что каждому положению Р2 соответствует усилие К12. Эти усилия К1, К2 схематично обозначены также на фиг.2 и измеряются соответственно измерительными элементами MG 1' и MG 2'. Эти измерительные элементы MG 1' и MG 2' могут быть образованы предпочтительно силоизмерительными датчиками 6 или датчиками 8 давления. На следующем этапе заявляемого способа измеренные на первой направляющей линейке 2 усилия К1 и измеренные на второй направляющей линейке 4 усилия К2 сравнивают между собой, при этом меньшие из двух усилий К1, К2, которое в дальнейшем обозначено как К', передается предпочтительно на регуляторы или регулирующие устройства R1 и/или R2. В случае, если К1 представляет собой более низкое усилие и, следовательно, соответствует усилию К', оно передается на регулятор 1, который выдает измененное расчетное значение S1 для положения первой направляющей линейки 2. Это измененное путем измерения усилия расчетное значение S1 для положения первой направляющей линейки сравнивают затем при новом прохождении контура регулирования первой направляющей линейки 2 с измеренным значением положения первой направляющей линейки 2. В случае, если К2 представляет собой более низкое усилие из усилий К1 и К2, усилие К2, соответственно усилие К', подается на регулятор R2. Этот регулятор R2 выдает, в свою очередь, новое расчетное значение S2 для положения второй направляющей линейки 4. Допустимо также, что значение К' подают на оба регулятора R1 и R2 и что оба регулятора R1 и R2 в соответствии с измеренными значениями усилия К' устанавливают контурам регулирования положения новые расчетные значения S1, S2. Предпочтительно расчетные значения S1, S2 выдаются регуляторами R1 и R2 так, что меньшее из измеренных усилий К1, К2, соответственно контактных усилий К1, К2, находится между задаваемым нижним пределом или предельным усилием и задаваемым верхним пределом или предельным усилием. При этом нижний предел подбирают так, что трение системы, соответственно трение полосы 1, может быть преодолено и, следовательно, регулирование может постоянно оказывать воздействие на движение полосы 1. Верхний предел устанавливается предпочтительно параметрами установки, например, такими как возникающие силы трения, или могут также зависеть от желаемой для каждой установки точности измерения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - Металлическая полоса
2 - Первая направляющая линейка
3 - Первое установочное устройство
4 - Вторая направляющая линейка
5 - Второе установочное устройство
6 - Силоизмерительный датчик
7 - Датчик положения
8 - Датчик давления
9 - Первая направляющая кромка
10 - Вторая направляющая кромка
К1 - Усилие, прилагаемое к первой направляющей линейке
К2 - Усилие, прилагаемое ко второй направляющей линейке
К' - Меньшее из измеренных усилий К1, К2
MG 1 - Прибор для измерения положения первой направляющей линейки
MG 2 - Прибор для измерения положения второй направляющей линейки
MG 1' - Датчик силы первой направляющей линейки
MG 2' - Датчик силы второй направляющей линейки
Р1 - Положение первой направляющей линейки
Р2 - Положение второй направляющей линейки
R1 - Регулятор 1 для выдачи расчетного значения положения S1 для первой направляющей линейки
R2 - Регулятор 2 для выдачи расчетного значения положения S1 для второй направляющей линейки
RG 1 - Элемент регулирования контура регулирования положения первой направляющей линейки
RG 2 - Элемент регулирования контура регулирования положения второй направляющей линейки
RS 1 - Объект регулирования контура регулирования положения первой направляющей линейки
RS 2 - Объект регулирования контура регулирования положения второй направляющей линейки
S1 - Расчетное значение для положения первой направляющей линейки
S2 - Расчетное значение для положения второй направляющей линейки
SG 1 - Исполнительный элемент контура регулирования положения первой направляющей линейки
SG 2 - Исполнительный элемент контура регулирования положения второй направляющей линейки
Z1 - Помеха, воздействующая на контур регулирования положения первой направляющей линейки
Z2 - Помеха, воздействующая на контур регулирования положения второй направляющей линейки.
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Система барабанных ножниц
Устройство для прокатки, в частности клеть для асимметричной прокатки
Способ и устройство для охлаждения валков
Устройство обнаружения для металлических полос или листов
Опорный ролик
Способ для открытия и закрытия выпускного отверстия металлургической плавильной емкости
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины

