Результат интеллектуальной деятельности: УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением для получения листовых деталей с двоякой кривизной поверхности и может быть использовано в других отраслях промышленности, например, машиностроении, судостроении.
В металлообрабатывающих отраслях промышленности известны и широко применяются штампы для изготовления листовых деталей с различной кривизной поверхности, см. Куклин О.С., Шабаршин В.П. «Средства технологического оснащения корпусообрабатывающих цехов». Л., «Судостроение», 1985.
Наиболее близким по технической сущности аналогом (прототипом) заявляемого изобретения является «Матрица для формовки сферических изделий из листовых заготовок» по авторскому свидетельству СССР №1209335.
Согласно прототипу с целью расширения технологических возможностей штампуемых изделий рабочая поверхность матрицы выполнена конической с углом наклона формообразующей поверхности, равным 4÷24°.
Цель настоящего изобретения - расширение технологических возможностей штамповой оснастки для гибки более широкого ассортимента и диапазона листовых деталей с двоякой кривизной поверхности, получаемой ресурсосберегающими технологиями в универсальном штампе методом последовательного локального деформирования (ПЛД) между матричной опорой и сменным пуансоном (набором пуансонов) с различными радиусами кривизны рабочей поверхности.
Универсальный гибочный штамп для формообразования листовых деталей с двоякой кривизной поверхности представляет собой конструкцию, содержащую кольцевую матрицу и взаимодействующий с ней пуансон (набор пуансонов различного диаметра и радиуса), при этом радиус закругления рабочей поверхности матрицы выполнен по параболе  , где х - ординаты матрицы по поперечным осям. Формообразование осуществляется последовательными локальными нажатиями с перемещением заготовки по матрице.
, где х - ординаты матрицы по поперечным осям. Формообразование осуществляется последовательными локальными нажатиями с перемещением заготовки по матрице.
Указанная цель достигается тем, что рабочая поверхность кольцевой матрицы штампа выполнена по параболе,  , где х - значение ординат поперечных осей кольцевой матрицы.
, где х - значение ординат поперечных осей кольцевой матрицы.
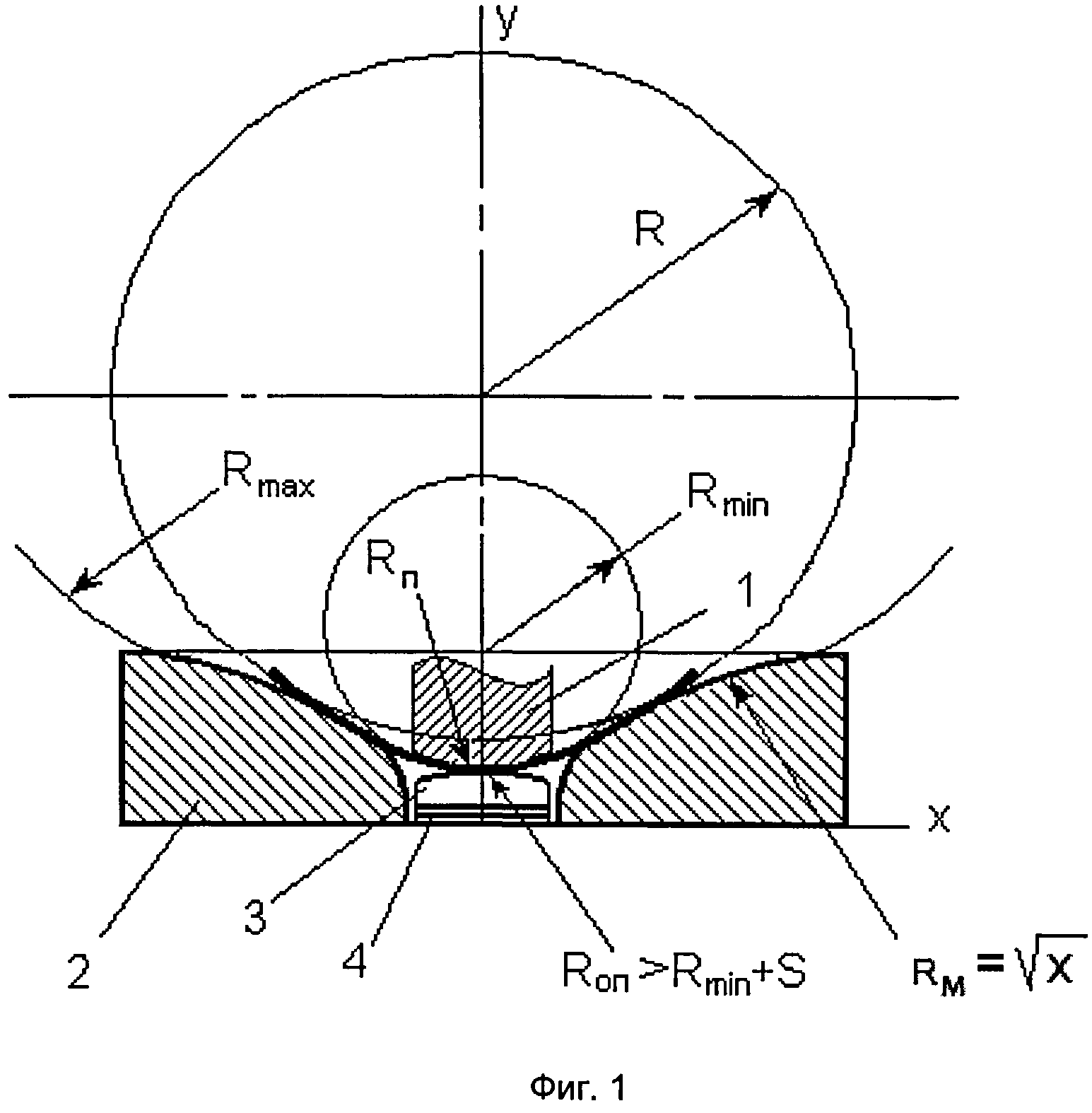
В частном случае для создания подпора в центральной части матричной кольцевой части в отверстии матрицы 2 размещена дополнительная опора 3, высота которой регулируется набором сменных листовых прокладок 4, а радиус рабочей кривизны дополнительной опоры 3 принимается больше минимального радиуса изгибаемых деталей с учетом толщины металла Roп<Rmin+S, а кромки скруглены для исключения следов от нажимов оснастки на наружной (выпуклой) стороне листовой детали.
Сущность изобретения поясняется чертежом.
На фиг.1 изображен поперечный разрез универсального штампа, и диапазон изготавливаемых деталей с радиусами изгиба R от минимального Rmin=535 мм до максимально возможного Rmax=1550 мм, получаемых в штампе, включающем пуансон 1 с радиусом Rп и кольцевую матрицу 2 с рабочей поверхностью, выполненной по параболе  где - х значение поперечной ординаты матрицы для формообразования листовых деталей широкого диапазона формы и размеров. Радиус Rп пуансона 1 подбирается с учетом толщины металла и пружинения материала заготовки.
где - х значение поперечной ординаты матрицы для формообразования листовых деталей широкого диапазона формы и размеров. Радиус Rп пуансона 1 подбирается с учетом толщины металла и пружинения материала заготовки.
Дополнительная опора 3, регулируемая набором сменных прокладок 4, обеспечивает гибку от минимального радиуса Rmin=535 мм до максимального радиуса гибки Rmax=1550 мм, который находится при гибке с опорой заготовки по краю матрицы 2.
Матрица 2 высотой h=250÷350 мм выбирается из условия открытой высоты пресса. Разница между радиусом пуансона Rп и радиусом матрицы Рм должна быть больше толщины листа S и учитывать пружинение материала.
По сравнению с прототипом диапазон радиусов кривизны изгибаемых деталей существенно увеличен, а также расширена номенклатура получаемых на штампе деталей разнообразной формы, не только сферической формы, но и широко применяемых в промышленности торосферических, эллиптических, парусовидных, седлообразных и других форм деталей с двоякой кривизной поверхности с радиусом R.
Штамп работает следующим образом:
В зависимости от формы детали заготовку укладывают на матрицу и производят формообразование методом последовательных локальных нажатий.
В данном штампе методом последовательного локального деформирования можно получать детали сферической, торосферической и других форм с двоякой кривизной поверхности.
Например:
- торосферические детали сначала гнут по радиусу торовой поверхности, потом по радиусу сферы;
- детали волнообразной формы гнут как в предыдущем случае до середины заготовки, затем производят кантовку и продолжают гибку по той же схеме;
- эллиптические детали гнут, как в первом случае, но сначала по большему радиусу, а потом по меньшему;
- сферические детали - гнут при установке внутрь штампа кольцевой матрицы дополнительной опоры. Гибку производят от центра к краям заготовки.
Расчеты технико-экономической эффективности использования штампа показывают значительное увеличение номенклатуры и ассортимента получаемых изделий с существенным сокращением объема штамповой оснастки для формообразования листовых деталей с двоякой кривизной поверхности, а также с увеличением зоны деформирования заготовки на каждом рабочем нажиме за счет увеличения контактных поверхностей по матрице и по вкладной опоре, что обеспечивает необходимое утонение для деталей двоякой кривизны R от минимального Rmin до максимально возможного Rmax..
Одна параболическая матрица может применяться при формообразовании листовых деталей с различными радиусами кривизны поверхности.
В частном случае для осуществления качественной гибки в отверстие матрицы 2 устанавливается дополнительная опора 3, высота которой регулируется набором листовых прокладок 4, а радиус кривизны, соприкасающийся с изгибаемой заготовкой Roп, принимается больше наименьшего радиуса изгибаемой детали с учетом толщины детали S.
В другом частном случае применяется комплект сменных пуансонов с различными радиусами кривизны.
Внедрение универсального штампа предполагается на ФГУП «Адмиралтейские верфи» при формообразовании широкой номенклатуры сложных деталей с двоякой кривизной поверхности для опытных конструкций из новой азотистой стали.
Способ гибки заготовок профилей
Способ изготовления криволинейных сварных ребер жесткости
Способ изготовления ребристых панелей
Способ изготовления шпангоута
Пульсатор
Устройство контроля герметичности крупногабаритных объектов
Антифрикционный композитный материал для подшипников скольжения судовых валопроводов и гребных валов
Неплавящийся электрод для дуговых процессов и способ сварки постоянным током неплавящимся электродом
Способ изготовления сопла электродугового сварочного плазматрона
Способ формообразования листовых деталей двоякой кривизны
Способ гибки заготовок профилей
Способ изготовления криволинейных сварных ребер жесткости
Способ изготовления ребристых панелей
Способ изготовления шпангоута
Пульсатор
Устройство контроля герметичности крупногабаритных объектов
Антифрикционный композитный материал для подшипников скольжения судовых валопроводов и гребных валов
Неплавящийся электрод для дуговых процессов и способ сварки постоянным током неплавящимся электродом
Способ изготовления сопла электродугового сварочного плазматрона
Способ формообразования листовых деталей двоякой кривизны

