Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ
Вид РИД
Изобретение
Изобретение относится к электроэрозионной обработке и может быть использовано для электроэрозионной прошивки прецизионных отверстий малого диаметра широкой номенклатуры деталей, например, топливных форсунок.
Известен способ электроэрозионной обработки, согласно которому обрабатываемую деталь устанавливают на столе станка, а электрод -инструмент крепят к концентратору магнитострикционного преобразователя, в корпусе которого предусмотрены штуцера для подвода рабочей среды, охлаждающей рабочий пакет магнитострикционного преобразователя. Корпус магнитостриктора устанавливают на шпинделе станка. После включения источника технологического напряжения, ультразвукового генератора и сближения электрода - инструмента с деталью начинается процесс обработки, при этом момент подачи импульса рабочего напряжения согласуется с периодом ультразвуковых колебаний устройством синхронизации (см. патент РФ №2104833, кл. В23Н 7/38, 1998 г.).
Недостатком известного способа является невозможность обеспечения промывки межэлектродного зазора после каждого единичного импульса рабочего напряжения, что приводит к необходимости дополнительного разведения электродов для осуществления импульсной прокачки насосом высокого давления и, как следствие, к снижению производительности и точности обработки.
Известен способ электроэрозионно-химической обработки, осуществляемой в проточном электролите, при котором для повышения точности обработки на электроды накладывают ультразвуковые колебания и подают импульсы рабочего напряжения с уменьшенной амплитудой и с длительностью больше периода ультразвуковых колебаний (см. авт. св. СССР №1148737, МКИ В23Н 5/02, 1989 г.).
Недостатком известного способа является случайный характер пробоя межэлектродного зазора по отношению к положению электродов за период ультразвуковых колебаний, что приводит к возникновению короткого замыкания, прижогу обрабатываемой поверхности детали, а следовательно, к снижению качества и производительности обработки.
Наиболее близким техническим решением к заявленному способу является способ электроэрозионной обработки импульсами технологического тока с наложением ультразвуковых колебаний на рабочую зону, причем ультразвуковые колебания подают после прохождения импульса с периодом посылок, равным периоду следования импульсов технологического тока в течение заданного времени (см. авт.св. СССР №666021, В23Н 7/38, 1979 г.).
В результате анализа известного способа необходимо отметить, что приведенный в нем порядок чередования импульсов технологического тока и ультразвуковых колебаний не обеспечивает существенного улучшения эвакуации продуктов эрозии, т.к. для эффективного выноса продуктов обработки необходимо подавать ультразвуковые колебания совместно с электрическими импульсами, что приводит к снижению качества и производительности обработки.
Приведенные выше решения могут быть использованы для прошивки отверстий.
Техническим результатом настоящего изобретения является повышение производительности электроэрозионной прошивки отверстий, улучшение качества обработанной поверхности, уменьшение износа электрода-инструмента, а также обеспечения стабильного протекания процесса прошивки.
Указанный технический результат обеспечивается способом электроэрозионной прошивки отверстий, включающим наложение на электрод ультразвуковых колебаний, согласованных с подачей импульсов рабочего напряжения, отличающимся тем, что подачу импульсов рабочего напряжения синхронизируют с фазой сближения электродов по зависимости φ=2πƒt+kπ, где ƒ - частота подачи ультразвуковых колебаний, t - время, с, l<k<1,5, а частоту подачи электрических импульсов ƒэ дискретно изменяют по мере углубления электрода в заготовку, причем частота подачи ультразвуковых колебаний составляет 18-88 кГц, а амплитуда - 5-30 мкм.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
- на фиг.1 - график зависимости амплитуды и напряжения от времени в момент наибольшего сближения электрода и обрабатываемой поверхности;
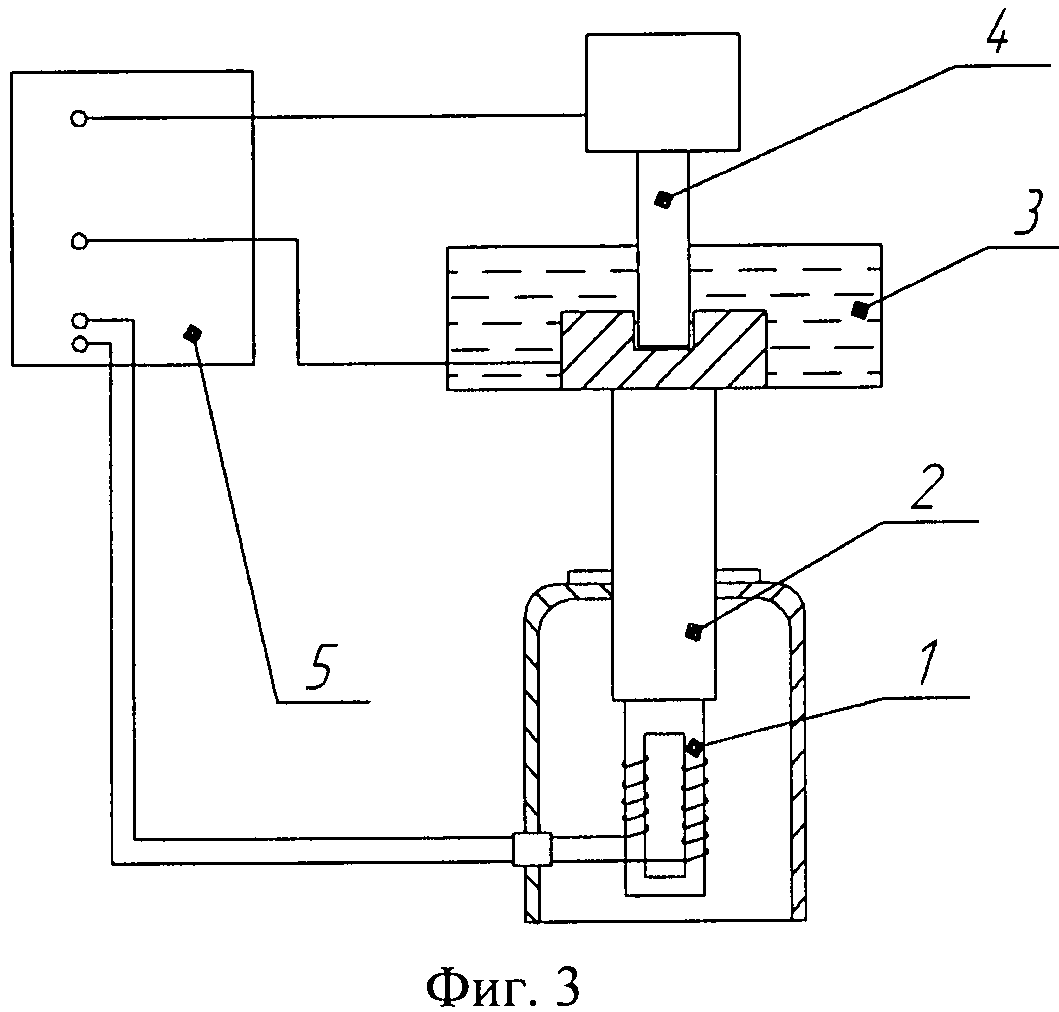
- на фиг.2 - график зависимости амплитуды и напряжения от времени в момент отвода инструмента;
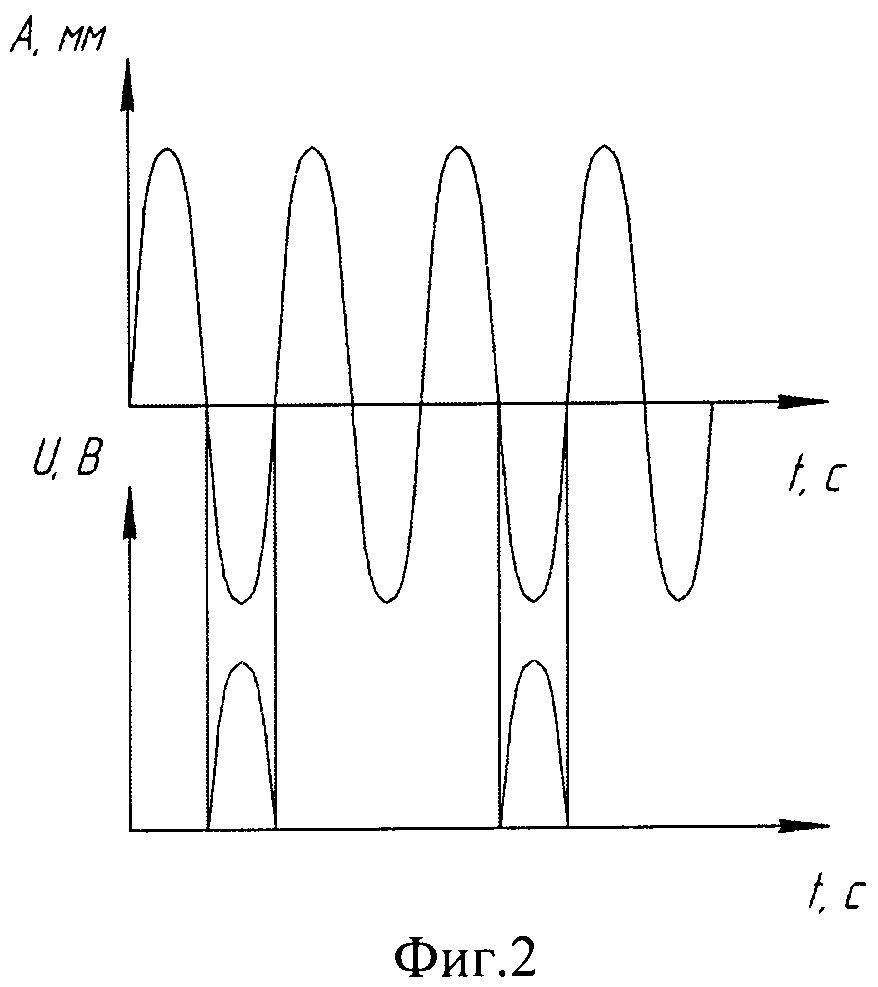
- на фиг.3 - схема устройства для реализации способа.
Устройство для реализации способа содержит магнитострикционный преобразователь 1, имеющий возможность соединения с источником питания и связанный посредством волновода 2 с ванной 3, в которой размещают подлежащую обработке заготовку и заполняют электролитом. Электрод-инструмент (ЭИ) обозначен позицией 4. Устройство оснащено устройством синхронизации, обеспечивающим синхронизацию рабочего импульса напряжения и фазу ультразвуковых колебаний.
Для осуществления прошивки отверстий в ванне 3 в зажимном приспособлении закрепляют подлежащую обработке (прошивке) деталь, заполняют ванну электролитом, ЭИ 4 подводят к обрабатываемой детали, включают источник питания 5. При наложении достаточно высокого напряжения от внешнего источника питания происходит электрический пробой межэлектродного промежутка (МЭП) с образованием канала разряда, окруженного газовым пузырем. При преобразовании электрической энергии в тепловую в зоне разряда формируется нестационарное поле температур, которое приводит к образованию на поверхности электродов локальных областей расплавленного материала. Часть материала испаряется с поверхности расплава и сублимируется. При удалении расплава из микрованны на поверхности электрода появляется эрозионная лунка, размеры которой зависят в первую очередь от энергии разряда. В результате разряда и сопутствующих явлений рабочая среда обогащается газопаровым пузырем, твердыми частицами удаленного из лунки материала электрода и продуктами термического разложения рабочей среды. При высокой частоте наложения импульсов напряжения единичные лунки многократно воспроизводятся на участке поверхности рассматриваемого электрода. Суперпозиция таких лунок приводит к удалению некоторого припуска в области малых значений МЭП.
Заявленный способ электроэрозионной прошивки основан на «выбивании» искровым разрядом металла с поверхности заготовки, происходящий в жидкой среде. Часть «выбитого металла» испаряется, другая его часть остается в диэлектрической среде в межэлектродном промежутке (МЭП), затрудняя дальнейшую обработку. Из-за неудаленных продуктов эрозии из МЭП повышается вероятность возникновения импульсов холостого хода, направленных на деление продуктов эрозии, при их накоплении в МЭП может произойти короткое замыкание и т.д. Все вышеперечисленные явления снижают производительность операции, качество поверхностного слоя и увеличивают износ электрода-инструмента (ЭИ).
Наиболее всего затруднен вынос продуктов эрозии в операции электроэрозионной прошивки отверстий малого диаметра, из-за малых МЭП. Вынос продуктов эрозии при обработке отверстий малого диаметра затруднен. На данный момент существует несколько решений данной проблемы (использование трубчатого электрода, с прокачкой рабочей жидкости через его тело). Нами было предложено одно из возможных решений этой проблемы: использование звукокапиллярного эффекта при ЭЭ прошивки отверстий малых диаметров. Звукокапиллярный эффект -аномально глубокое проникновение жидкости в капилляры и узкие щели под действием ультразвука. При этом высота подъема и глубина проникновения значительно превышают соответствующие величины, обусловленные силами поверхностного натяжения жидкости. Механизм звукокапиллярного эффекта заключается в том, что жидкость поднимается по капиллярам в результате импульсов давления, возникающих при захлопывании кавитационных пластин, локализованных в сечении капилляра. Жидкость поднимается под воздействием УЗ только при условии, что кавитационная область, состоящая из пульсирующих и захлопывающихся пузырьков, находится непосредственно под капилляром. Нарушению локализации в окрестностях основания капилляра кавитационных пузырьков и уход их из сечения капилляра приводит к падению жидкости до уровня, определяемого силами поверхностного натяжения, и прекращению звукокапиллярного эффекта. Интенсивность УЗ должна соответствовать развитой кавитации. Увеличение интенсивности УЗ и развитие акустических потоков снижает звукокапиллярный эффект. Сила, возникающая вследствие захлопывания кавитационных пузырьков, действует на жидкость из ухода в капилляр. Направление силы совпадает с направлением УЗ волны. Перемещение жидкости происходит внутри капилляра вдоль его оси. Направление перемещения совпадает с направлением действия силы. На данный момент известно использование звукокапиллярного эффекта в металлизации сложных изделий, так как обеспечивает проникновение горячего припоя во все зазоры.
Мы предлагаем использовать звукокапиллярный эффект в схожих условиях: для удаления продуктов из глубоких и малых МЭП. При наложении механических УЗ колебаний на ванну повысится производительность и надежность процесса вследствие интенсивного выноса продуктов эрозии. Предполагается использовать УЗ колебания с частотой ƒ=18…88 кГц и амплитудой А=5…30 мкм. Выбор такого диапазона частоты колебаний обусловлен тем, что ультразвуковой капиллярный эффект проявляется только в ультразвуковом диапазоне частот от 18 до 88 кГц. Ультразвуковая обработка наблюдается только в диапазоне амплитуды от 5 до 30 мкм, данный диапазон амплитуд характерен для современных магнитострикторных преобразователей.
Подача электрического напряжения ЭИ синхронизована с фазой сближения электродов по закону φ=2πƒt+kπ, где ƒ - частота подачи ультразвуковых колебаний, t - время, с, k - числовой коэффициент, l<k<1,5. Частота подачи электрических импульсов ƒэ дискретно изменяется по мере углубления электрода в заготовку по закону ƒэ=ƒ/n(h), где n(h) -целочисленная функция глубины отверстия, получаемая экспериментально для данных условий обработки и принимающая значения 1,2…m. Электрический импульс (импульс рабочего напряжения) проходит в момент наибольшего сближения ЭИ с поверхностью заготовки (фиг.1). При отводе ЭИ происходит интенсивный вынос продуктов эрозии. При углублении ЭИ в тело заготовки вынос продуктов эрозии затрудняется. В связи с этим для стабилизации процесса частота следования электрических импульсов уменьшается (фиг.2), вследствие этого уменьшается объем продуктов эрозии, генерируемых в единицу времени.
Заявленный способ обеспечивает прошивание отверстий на глубину до 20 диаметров с использованием стержневого ЭИ и до 40 диаметров с использованием трубчатого ЭИ.
Способ электроэрозионной прошивки отверстий, включающий наложение на электрод ультразвуковых колебаний, согласованных с подачей импульсов рабочего напряжения, отличающийся тем, что подачу импульсов рабочего напряжения синхронизируют с фазой сближения электродов по зависимости φ=2πƒt+kπ, где ƒ - частота подачи ультразвуковых колебаний, t - время, с, l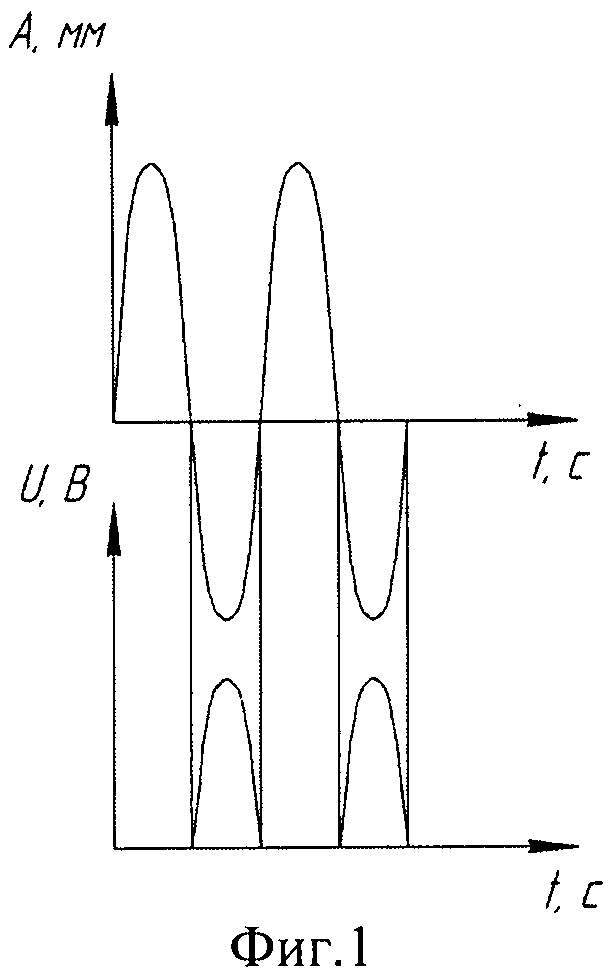
Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов
Способ модифицирования жаропрочных сплавов и высоколегированных сталей
Устройство для сварки полым термоэмиссионным катодом
Устройство для преобразования вращательного движения в возвратно-поступательное
Устройство для регулирования хода рабочего органа
Способ гибки труб и станок для осуществления способа
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Головка для орбитальной сварки
Станок для электроэрозионного формообразования отверстий

