Результат интеллектуальной деятельности: ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к штампам для открытой объемной штамповки поковок с переменным по периметру поперечным сечением, содержащим верхнюю и нижнюю половины с гравюрами, образующими ручей, магазин, облойный мостик, и может быть применено во всех отраслях машиностроения.
Известен штамп для объемной штамповки, содержащий верхнюю и нижнюю половины, на обращенных одна к другой поверхностях каждой из которых выполнены канавки, совместно образующие волнообразную кольцевую облойную полость, поверхность облойной полости выполнена рифленой, образованной чередующимися в радиальном направлении выступами и впадинами, высота и ширина каждого выступа составляет 0,1-0,3 от ширины облойного мостика (А.С. №889259, кл. B21J 13/02, 1981).
Недостатком известного штампа является постоянная эффективность торможения истечению металла в облойный мостик по периметру ручья штампа в местах с различными площадями поперечных сечений.
Наиболее близким техническим решением является штамп для открытой объемной штамповки поковок осадкой в торец, преимущественно кольцевых поковок с внутренним и наружным облоем, смещенным к одному или противоположным торцам поковки, содержащий верхнюю и нижнюю половины с гравюрами, образующими ручей, облойный мостик и магазин, с облойным мостиком, выполненным сопряжением горизонтального участка, примыкающего непосредственно к ручью штампа, длина которого составляет 0,1-0,3 ширины облойного мостика, с участком, выходящим за торец поковки, образованный выступом на одной половине штампа, ограниченным частью окружности (дуги) радиуса R1, центр которого расположен не выше основания выступа, и проточкой на другой половине штампа радиусом R2, величину которого выбирают из соотношения
R2=R1+h,
где h - расчетная высота облоя на облойном мостике с центром, совпадающим с центром окружности радиуса R1 или с центром радиуса проточки, смещенным в сторону ручья на величину не более h/2 (Патент SU №1821286, кл. B21J 13/02, 1981).
Недостатком известного штампа является постоянная эффективность торможения истечению металла в облойный мостик по периметру ручья штампа в местах с различными площадями поперечных сечений.
Реализация известного технического решения для открытой объемной штамповки преимущественно кольцевых поковок осадкой в торец в штампе с облойным мостиком, образованным выступом на одной половине штампа и проточкой на другой половине штампа, связана с увеличением длины облойного мостика, обусловленной самой конфигурацией последнего, и излишнему торможению истечению металла в облойный мостик в местах наименьших площадей поперечных сечений ручья штампа, что приводит к росту усилий штамповки, увеличению штамповочных уклонов и толщины облоя.
Поставлена задача разработать штамп, позволяющий снизить усилие штамповки и получать поковки с меньшей толщиной облоя, (Акаро И.Л. Определение размеров заусенчатых канавок и отхода металла при штамповке на КГШП - Кузнечно-штамповочное производство №10, 1976, стр.6-8), с уменьшенными штамповочными уклонами, снижающий коробление поковок, расход металла и трудоемкость механической обработки поковок.
Технический результат в штампе для открытой объемной штамповки поковок, с переменным по периметру поперечным сечением, содержащий верхнюю и нижнюю половины, выполненные с гравюрами, образующими ручей с переменным по периметру поперечным сечением, магазин и облойный мостик, выполненный сопряжением горизонтального участка, примыкающего к ручью и имеющего длину, составляющую 0,1-0,3 длины облойного мостика, с участком, образованным выступом на одной половине штампа, ограниченным частью окружности радиусом R1, центр которого расположен не выше основания выступа, и проточкой на другой половине штампа, выполненной радиусом R2, достигается тем, что центр радиуса проточки R2 смещен относительно центра радиуса выступа R1 в сторону к месту ручья с большими площадями поперечных сечений по периметру облойного мостика, с образованием сужающего облойного мостика, и в сторону от места ручья с меньшими площадями поперечных сечений по периметру облойного мостика, с образованием расширяющегося облойного мостика, при этом смещение производят на величину, которая является переменной по периметру облойного мостика и не превышает 0,8h, где h - расчетная высота облоя на облойном мостике.
Часть облойного мостика, образованная выступом на одной половине и, соответственно, проточкой на другой половине штампа, придает облою форму, обеспечивающую достаточное увеличение жесткости поковки за счет облоя, и тем самым выполняет дополнительную функцию облойного мостика, снижающую коробление поковки при извлечении ее из ручья штампа и последующей транспортировке. Например, при штамповке поковок колец синхронизатора автомобиля КАМАЗ из латуни данная конструкция облойного мостика позволила внедрить технологию штамповки колец синхронизатора в производство.
В случае, когда поковка по периметру имеет различные по площади сечения, а заготовка постоянного сечения, условия заполнения гравюры штампа и эффективность торможения истечения металла в облойный мостик должна быть различная. Например, в месте меньших площадей поперечных сечений поковки и соответственно ручья лишний объем металла вытесняется в облойный мостик, что приводит к увеличению усилия штамповки. В этом случае смещение центра радиуса проточки R1 одной половины штампа относительно центра радиуса выступа другой половины штампа в сторону от места ручья предполагает течение металла в расширяющуюся полость и снижает эффективность торможения истечению металла в облойный мостик, сохраняя при этом жесткость пространственной конструкции последнего. В месте больших площадей поперечных сечений поковки и соответственно ручья штампа объем металла, вытесняемого в облойный мостик, должен быть минимальным. Смещение центра радиуса проточки R1 одной половины штампа относительно центра радиуса выступа другой половины штампа в сторону к ручью с большими площадями поперечных сечений предполагает течение металла в сужающую полость и увеличивает эффективность торможения истечению металла в облойный мостик. Во всех случаях конфигурация облойного мостика должна быть такой, чтобы обеспечить качественное заполнение ручья штампа при минимальном поперечном сечении заготовки и минимальном усилии штамповки. Последнее важно для уменьшения коробления поковки при удалении поковки из ручья штампа пальцевыми выталкивателями. Практика показала, что усилие выталкивания поковки из ручья штампа прямо пропорционально усилию штамповки.
Ограничение смещения центра радиуса проточки R1 в сторону от места ручья относительно центра радиуса выступа R2 не более 0,8h обосновано тем, что дальнейшее смещение приводит к незначительному снижению усилия штамповки и не заполнению ручья штампа.
Ограничение смещения центра радиуса проточки R1 в сторону к месту ручья относительно центра радиуса выступа R2 не более 0,8h обосновано тем, что дальнейшее смещение приводит к значительному повышению эффективности торможения истечению металла из ручья штампа в облойный мостик и повышению усилия штамповки.
Сопоставительный анализ заявляемого технического решения с прототипом показывает.
В штампе-прототипе центр радиуса проточки R2 совпадает с центром окружности радиуса выступа R1 или центр радиуса проточки смещен в сторону ручья на величину не более h/2.
В предлагаемом штампе центр радиуса проточки R2 смещен относительно центра радиуса выступа R1 в сторону от места ручья с меньшими площадями поперечных сечений и к месту ручья с большими площадями поперечных сечений на переменную величину по периметру облойного мостика не более 0,8h и образуют, соответственно, расширяющийся и сужающийся облойный мостик.
Таким образом, данное техническое решение соответствует критерию "новизна".
Анализ авторских свидетельств, патентов и научно-технической информации не выявил использования новых существенных признаков предлагаемого изобретения по их функциональному назначению. Таким образом, предлагаемое техническое решение соответствует критерию "изобретательский уровень".
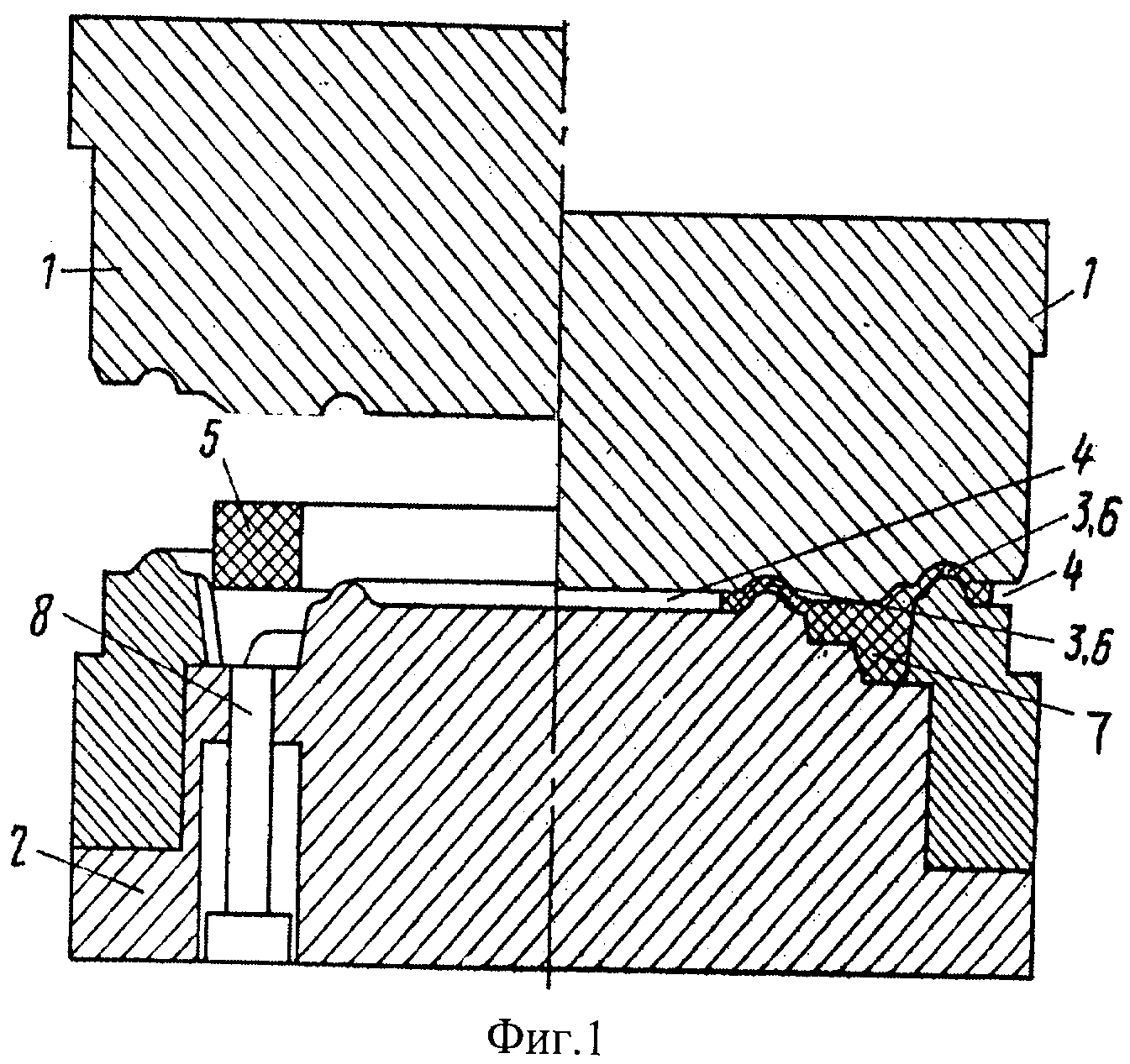
На фиг.1 схематично изображен штамп для объемной штамповки поковок, общий вид, слева - в начальный момент деформирования, справа - при крайнем нижнем положении верхней половины штампа.
На фиг.2 изображен вид облойного мостика, центр радиуса проточки которого (R2) смещен в сторону от места ручья штампа относительно центра радиуса выступа нижней половины штампа (R1) на величину не более 0.8h, и образует с выступом расширяющийся облойный мостик, где h - толщина облоя.
Штамп для объемной штамповки фиг.1 содержит верхнюю 1 и нижнюю 2 половины, на которых выполнены формообразующие гравюры, расширяющийся облойный мостик 3 и магазин 4. Облойный мостик 3 выполнен сопряжением участка, примыкающего непосредственно к ручью штампа, длина которого составляет 0,1-0,3 ширины облойного мостика, с участком, образованным выступом на одной половине штампа, ограниченным частью окружности радиуса R1 и проточкой на другой половине штампа 1. Центр радиуса проточки R2 смещен относительно центра радиуса выступа R1 в сторону от места ручья с меньшими площадями поперечных сечений и к месту ручья с большими площадями поперечных сечений, на переменную величину по периметру облойного мостика, но не более 0,8h, и образуют, соответственно, расширяющийся и сужающийся облойный мостик.
Штамп работает следующим образом.
Перед началом цикла на поверхность гравюры ручья (фиг.1) наносят технологическую смазку. В рабочую полость ручья нижней половины штампа 2 укладывают нагретую до температуры деформирования заготовку 5 и включают привод штамповочного пресса, ползун которого вместе с верхней половиной штампа 1 совершает рабочий ход в сторону нижней половины 2 с заготовкой 5. Под воздействием усилия пресса заготовка деформируется, металл заполняет полость ручья и частично вытесняется через облойный мостик в магазин штампа, образуя при этом облой 3,6.
Наличие расширяющегося облойного мостика на участках с наименьшим поперечным сечением ручья штампа способствует уменьшению усилия штамповки при качественном заполнении ручья штампа. Наличие сужающейся области на участках с наибольшим поперечным сечением ручья штампа способствует лучшему заполнению ручья штампа при минимальной толщине облоя и объеме заготовки.
После снятия деформирующего усилия и отвода ползуна пресса, выталкиватели 8 нижней половины штампа 2 воздействуют на поковку 7 и удаляют ее из полости ручья. Облой 3,6, образованный выступом на нижней половине и проточкой на верхней половине штампа, увеличивает жесткость поковки и способствует уменьшению коробления последней при извлечении из штампа и последующей транспортировке.
Указанный штамп для объемной штамповки обеспечивает положительный эффект, заключающийся в расширении технологических возможностей штампов по снижению усилия штамповки, снижению коробления поковок, снижению штамповочных уклонов и уменьшению толщины облоя.
Штамп для открытой объемной штамповки поковок с переменным по периметру поперечным сечением, содержащий верхнюю и нижнюю половины, выполненные с гравюрами, образующими ручей с переменным по периметру поперечным сечением, магазин и облойный мостик, выполненный сопряжением горизонтального участка, примыкающего к ручью и имеющего длину, составляющую 0,1-0,3 длины облойного мостика, с участком, образованным выступом на одной половине штампа, ограниченным частью окружности радиусом R, центр которого расположен не выше основания выступа, и проточкой на другой половине штампа, выполненной радиусом R, отличающийся тем, что центр радиуса проточки R смещен относительно центра радиуса выступа R в сторону к месту ручья с большими площадями поперечных сечений по периметру облойного мостика с образованием сужающего облойного мостика и в сторону от места ручья с меньшими площадями поперечных сечений по периметру облойного мостика с образованием расширяющегося облойного мостика, при этом центр радиуса проточки R смещен относительно центра радиуса выступа Rна величину, которая является переменной по периметру облойного мостика и не превышает 0,8h, где h - расчетная высота облоя на облойном мостике.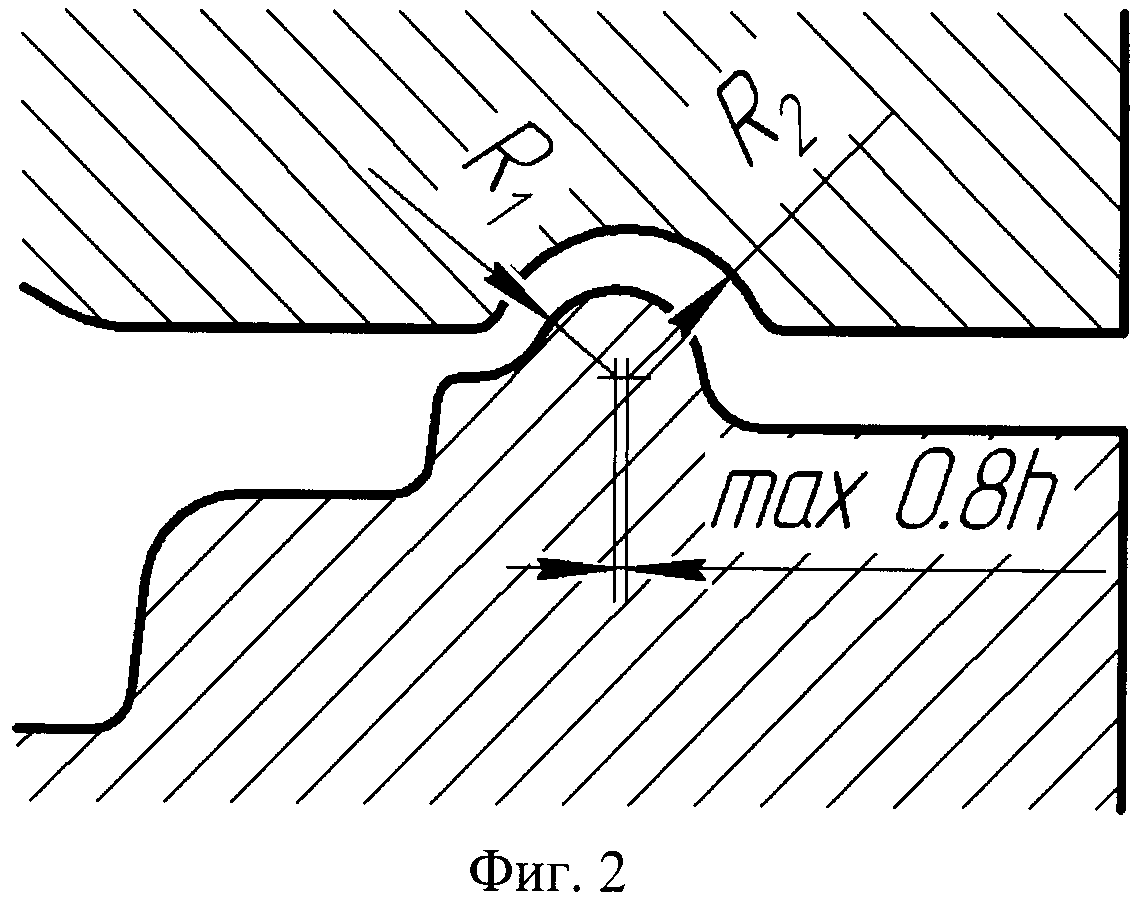
Способ изготовления штампованных поковок
Способ защиты грунтов от эрозии и создания зеленого покрытия
Способ изготовления штампованных поковок
Способ изготовления штампованных поковок
Штамп для открытой объемной штамповки поковок
Способ сушки препрега и устройство для его осуществления (варианты)
Асинхронный вентильный каскад
Способ переработки твердых бытовых отходов в топливо для печей высокотемпературного синтеза цементного клинкера
Способ задувки доменной печи
Способ горячей прокатки полос
Способ изготовления штампованных поковок
Способ обработки сложных криволинейных поверхностей
Способ торцового фрезерования плоских поверхностей
Мостовая железобетонная балка
Способ изготовления штампованных поковок
Способ обжатия непрерывнолитой сортовой заготовки в жидко-твердом состоянии

