Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ПОДГОНКИ РЕЗИСТОРОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к лазерному технологическому оборудованию, и предназначено для выполнения операций полуавтоматической и автоматической лазерной подгонки резисторов, преимущественно выполненных по тонкопленочной или толстопленочной технологии на подложках из поликора, ситалла и керамики.
Известно устройство для лазерной подгонки резисторов, включающее рабочий стол, лазерный излучатель с оптической и прецизионной XY кинематической системами, зонды и цифровую измерительную систему [1].
Однако известное устройство позволяет производить подгонку только в «ручном» режиме, что замедляет процесс подгонки и снижает ее качество.
Известно устройство для лазерной подгонки резисторов, включающее рабочий стол, лазерный излучатель с оптической и прецизионной XY кинематической системами, размещенные на XY координатных столах с Z-микролифтом измерительные зонды, цифровая измерительная система с блоками позиционирования и установки зондов на контактные площадки, позиционирования пятна и задания зоны и траектории реза лазерного излучателя [2].
Известное устройство, в отличие от «ручной» подгонки, позволяет автоматизировать и ускорить процесс подгонки под управлением компьютера, обеспечивая автоматическое позиционирование и установку зондов на контактные площадки ГИС или подложки и автоматическую подгонку по заданным траекториям реза.
Однако в известном устройстве наблюдались случаи столкновения зондов при их перемещении для установки на контактные площадки, а также повреждения лучом лазера, что снижает надежность работы устройства и приводит в некоторых случаях к его повреждению и обрабатываемого изделия.
Результат, для достижения которого направлено данное техническое решение, заключается в повышении надежности работы устройства.
Указанный результат достигается за счет того, что устройство для лазерной подгонки резисторов, включающее рабочий стол, лазерный излучатель с оптической и прецизионной XY кинематической системами, размещенные на XY координатном столе с Z-микролифтом измерительные зонды, цифровая измерительная система с блоками позиционирования и установки зондов на контактные площадки, позиционирования пятна и задания зоны и траектории реза лазерного излучателя, снабжено соединенными с блоками позиционирования и установки зондов блоком для задания зон перемещения зондов.
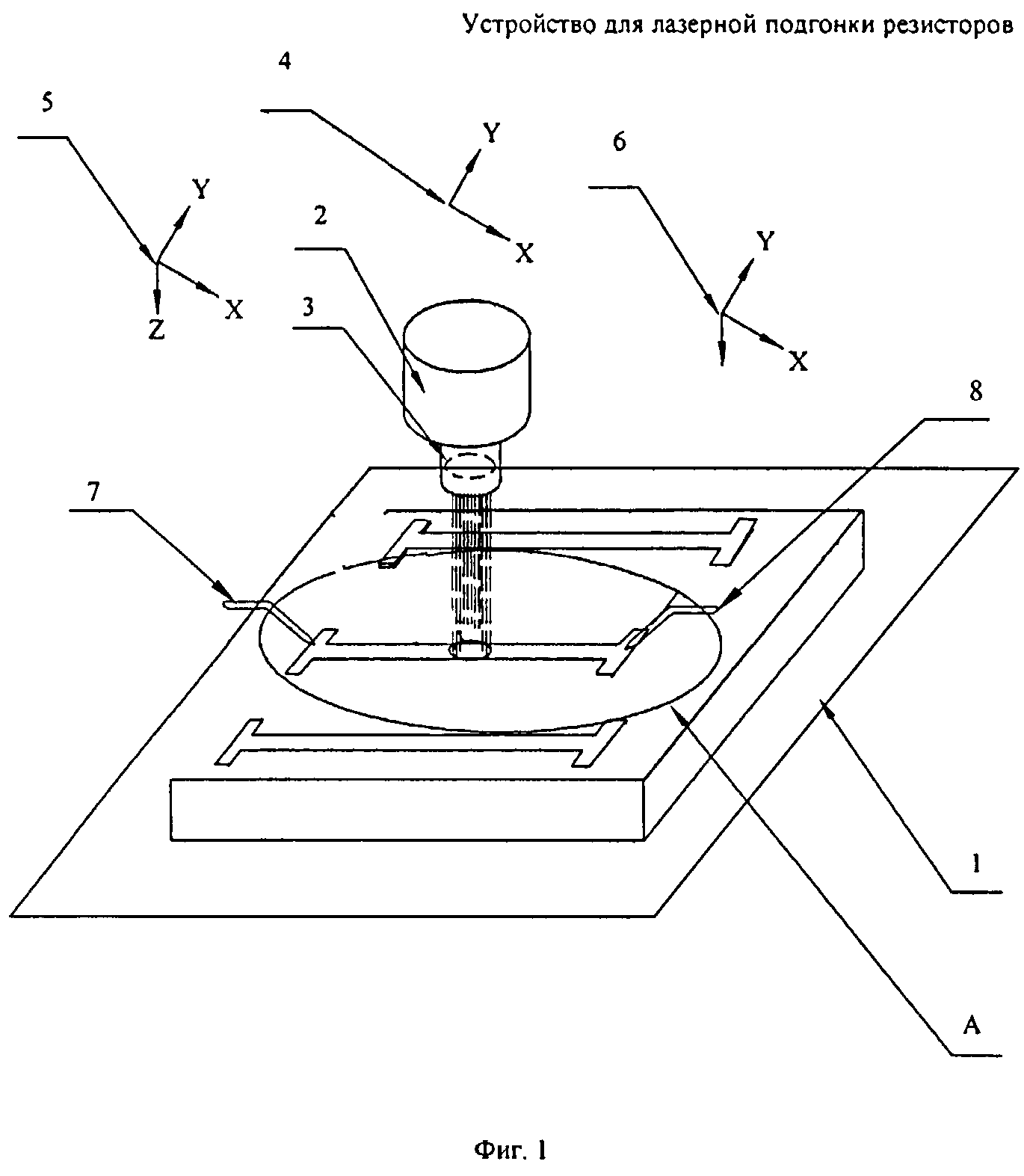
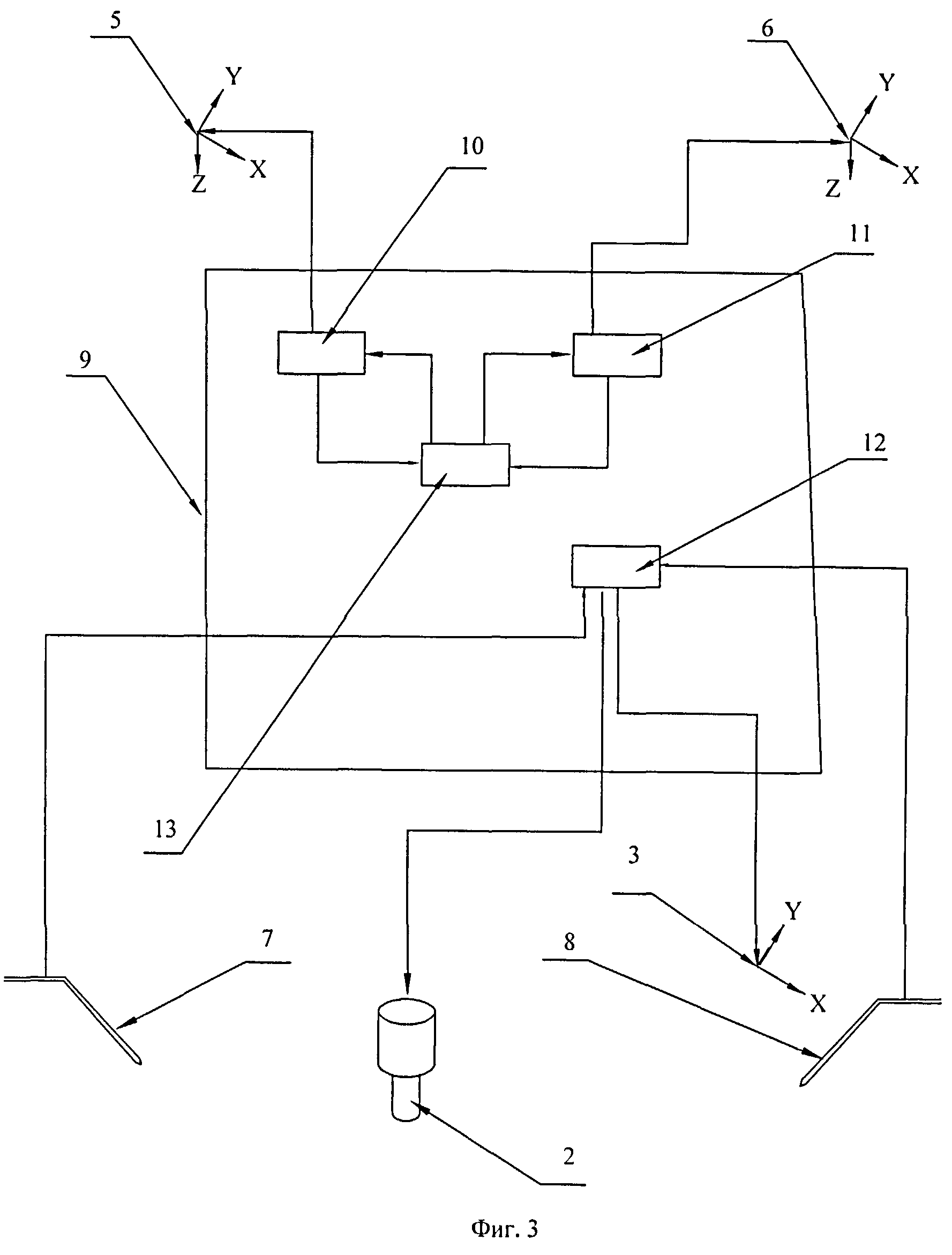
Пример выполнения заявляемого устройства поясняется чертежами, где на фиг.1 представлено заявляемое устройство, на фиг.2 - место A, на фиг.3 - цифровая измерительная система, на фиг.4-10 - варианты траекторий движения зондов, на фиг.11 блок-схема работы блока задания зон перемещения зондов.
Устройство для лазерной подгонки резисторов, включает рабочий стол 1, лазерный излучатель 2 с оптической 3 и прецизионной 4 XY кинематической системами, размещенные на XY координатных столах 5, 6 с Z-микролифтом зонды 7, 8 цифровая измерительная система 9 с блоками 10, 11 позиционирования и установки зондов на контактные площадки, блоком 12 позиционирования пятна и задания зоны и траектории реза лазерного излучателя.
Устройство снабжено соединенными с блоками 10, 11 позиционирования и установки зондов блоками и связанным с ними блоком 13 для задания зон перемещения зондов.
Работа устройства осуществляется следующим образом.
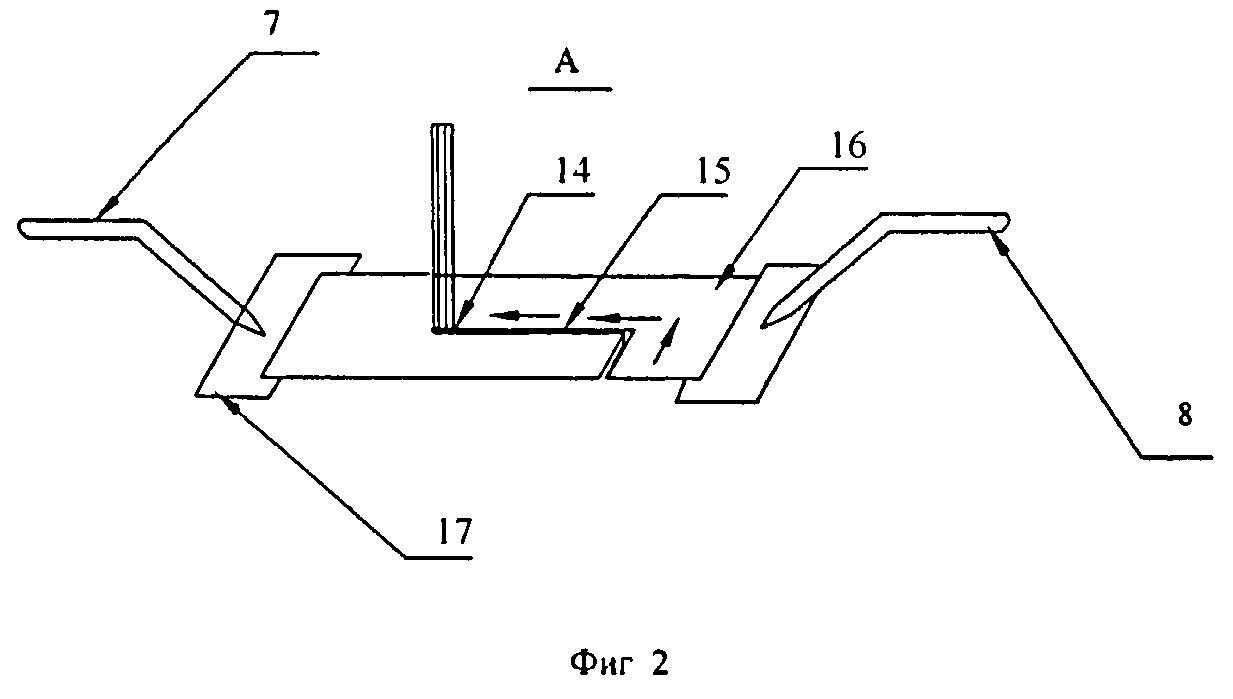
Позиционирование пятна 14 лазерного излучателя и выполнение подгоночного реза 15 обеспечивают управляемой блоком 12 прецизионной XY кинематической системой 4 (координатный стол или 2-х осевой гальваносканер). Размещение и фиксацию подложки 16 осуществляют на рабочем столе 1. Каждый из зондов перемещают на контактные площадки 17 XY координатными столами 5, 6, которые управляются блоками 10, 11.
Измерение данных, поступающих с зондов, обеспечиваются цифровой измерительной системой 9 (ЦИС), выполненной на основе процессора, прикладное программное обеспечение (ПО) которого позволяет осуществлять измерение и подгонку, загрузку, обработку и выполнение файлов-заданий (целевые номиналы резисторов и допуски, технологические параметры для лазера и сканера) и обеспечивает распечатку протокола-отчета по подгонке в заданном формате, осуществляет контроль и самодиагностику системы в процессе работы.
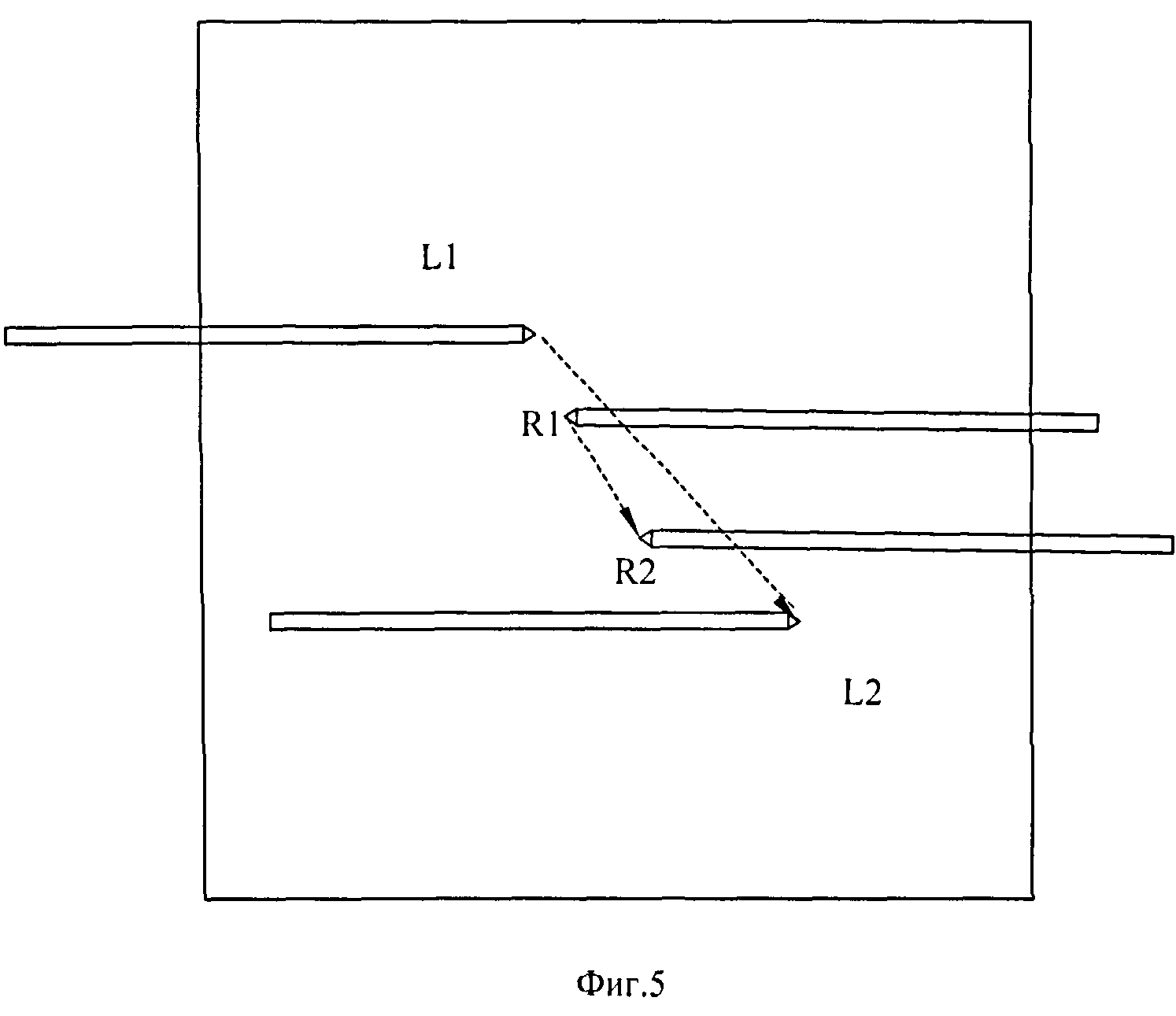
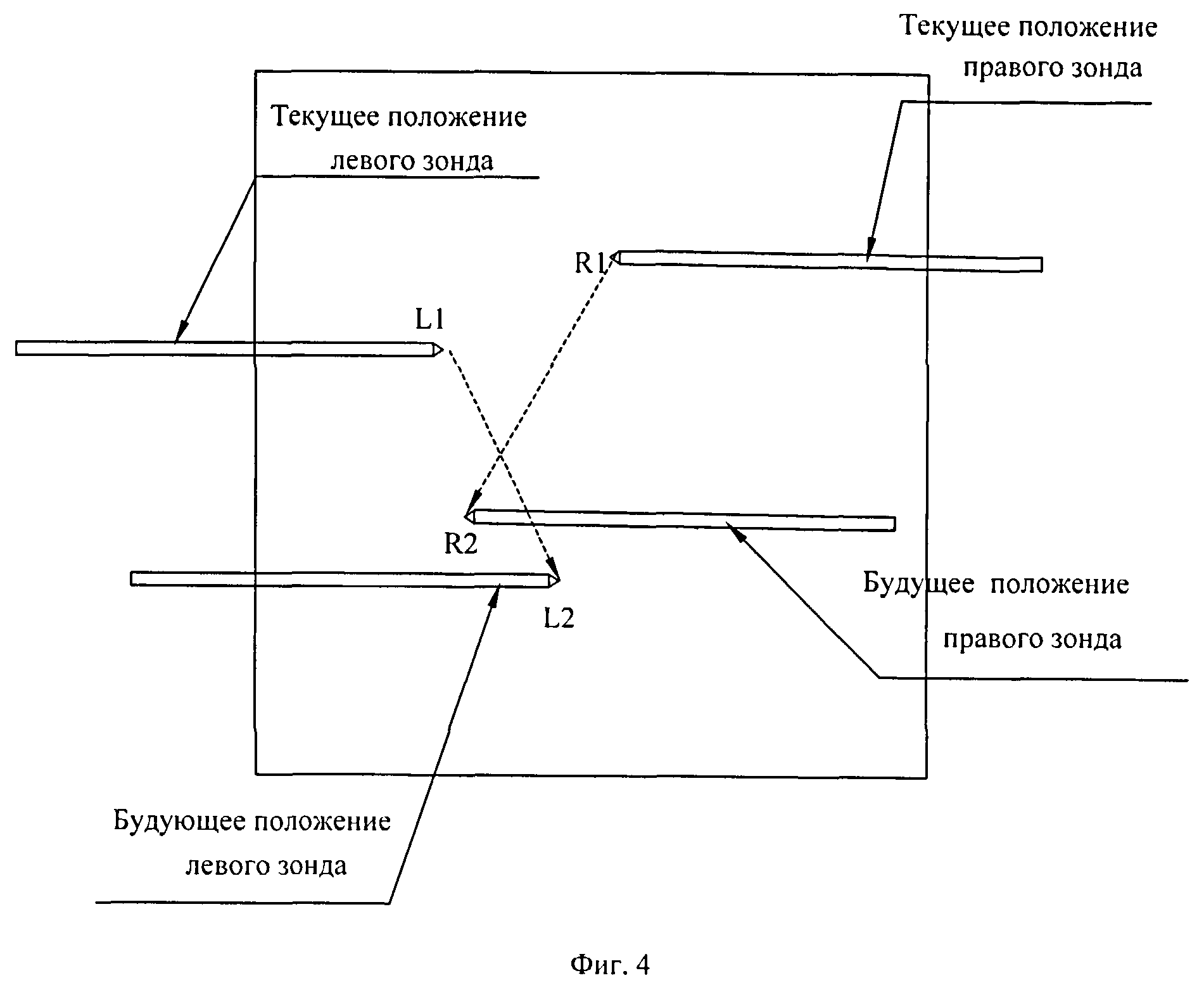
Проекции траекторий движения измерительных зондов на плоскости представлены на фиг.4. Если рассматривать исключительно измерительные зонды, то для утверждения об их столкновениях при движении достаточно проверить пересечение отрезков. Однако возможны ситуации, когда столкнутся непосредственно сами держатели зондов притом, что линии, представляющие собой траектории движения зондов, не пересекутся. Подобный пример представлен на фиг.5.
Как видно из фиг.4, при перемещении из точек L1 и R1 в точки L2 и R2 соответственно измерительные зонды вместе с держателями зондов и краями подложки формируют фигуры типа трапеций. Следовательно, при рассмотрении траекторий перемещения измерительных зондов от контактных площадок одного резистора к площадкам другого на плоскости следует при перемещении зондов исключить не только пересечение отрезка прямой L1L2 с отрезком R1R2, но и в целом пересечение фигуры FL с фигурой FR.
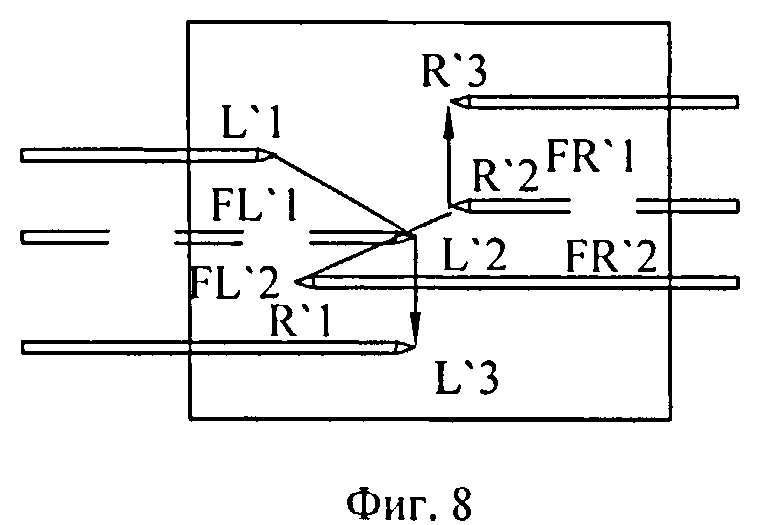
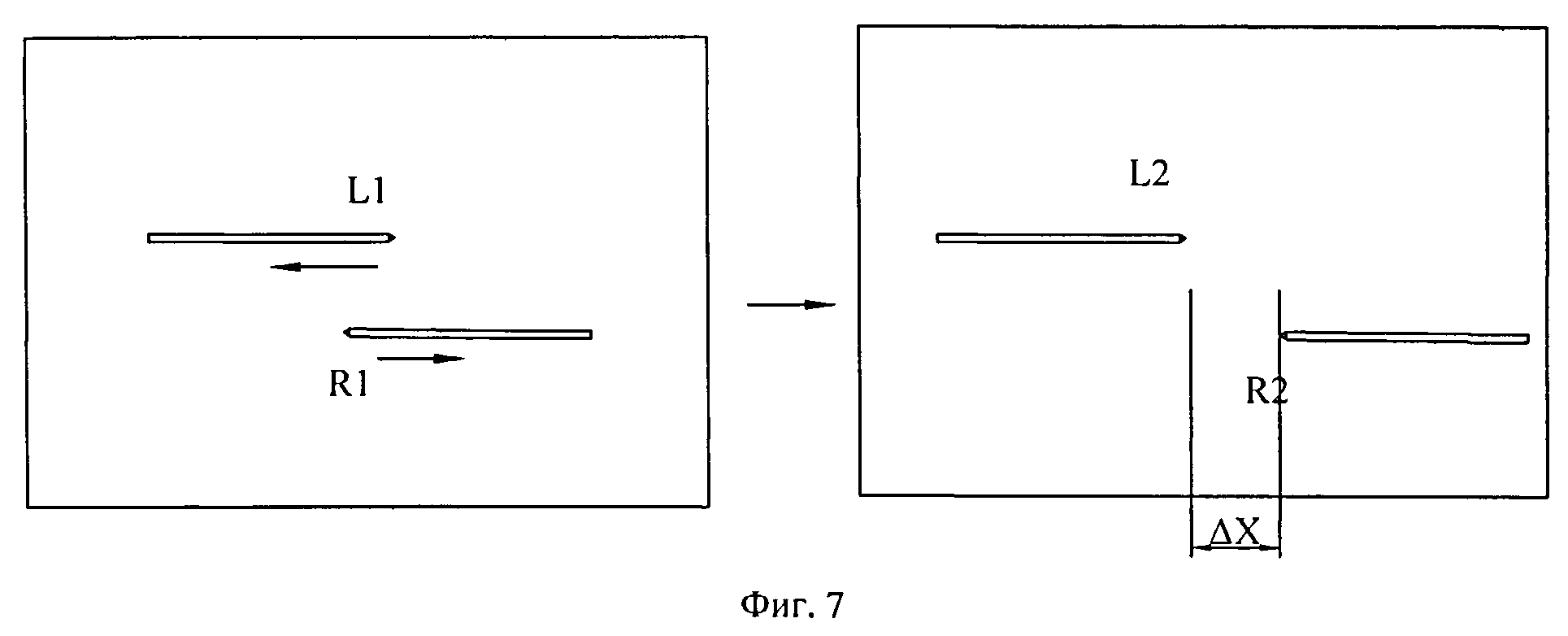
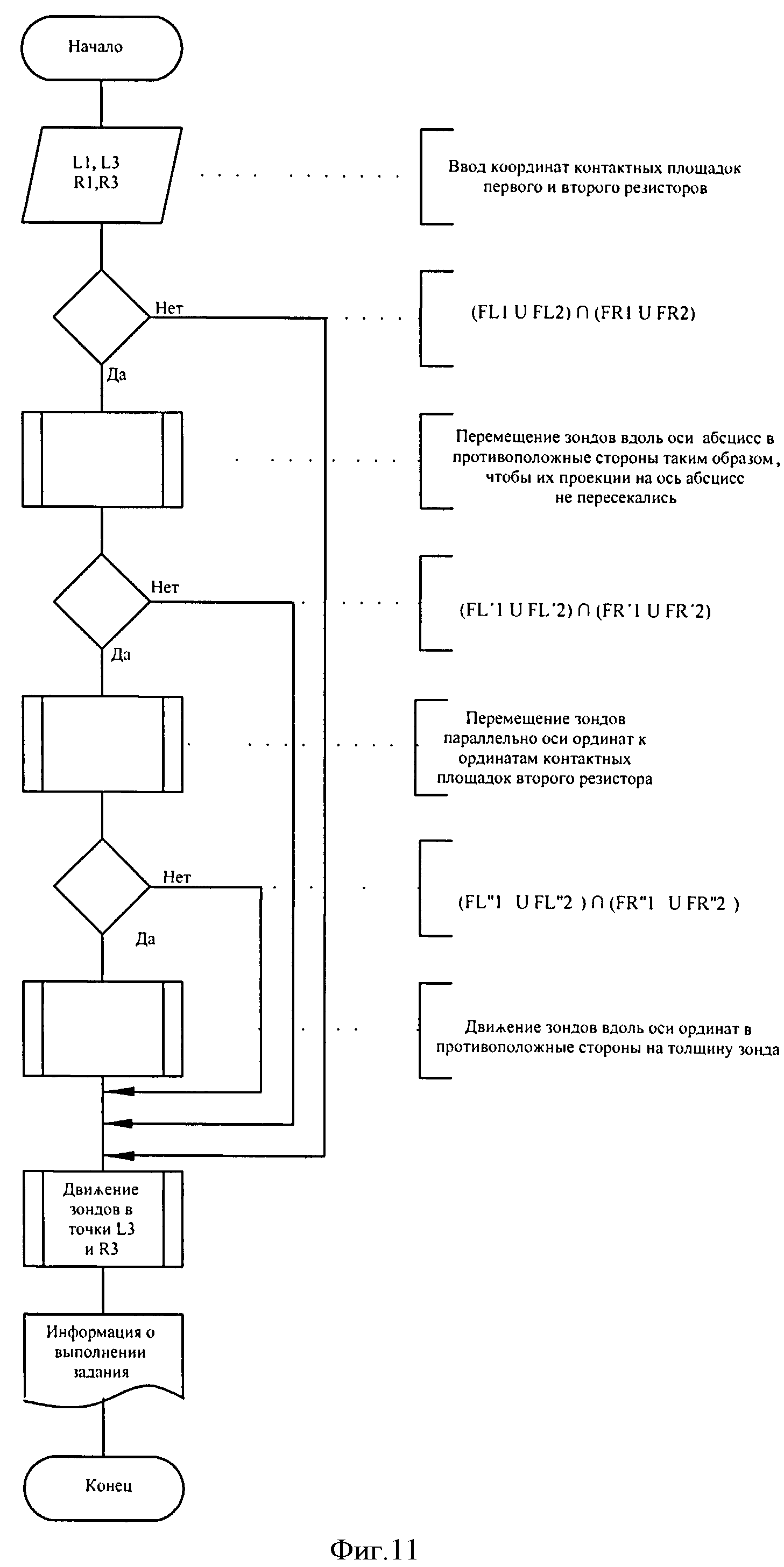
Ситуация, при которой формируются 2 трапеции, справедлива лишь для систем с возможностью автоматической интерполяции движения, то есть изменения скорости перемещения зонда вдоль соответствующих осей таким образом, чтобы при этом движение представляло собой отрезок прямой. Поэтому в общем случае при движении каждого из измерительных зондов формируются 2 фигуры (FL1 и FL2, FR1 и FR2), как это показано на фиг.6. Алгоритм при перемещении зондов между контактными площадками первого и второго резисторов следующий. Вначале проверяется, имеет ли место пересечение объединения областей FL1 и FL2 с объединением областей FR1 и FR2 (фиг.6). В случае положительного утверждения выполняется движение зондов вдоль оси абсцисс, в противоположных направлениях, показано на фиг.7. В итоге зонды располагаются таким образом, чтобы их проекции на ось абсцисс не пересекались, как показано на фиг.8.
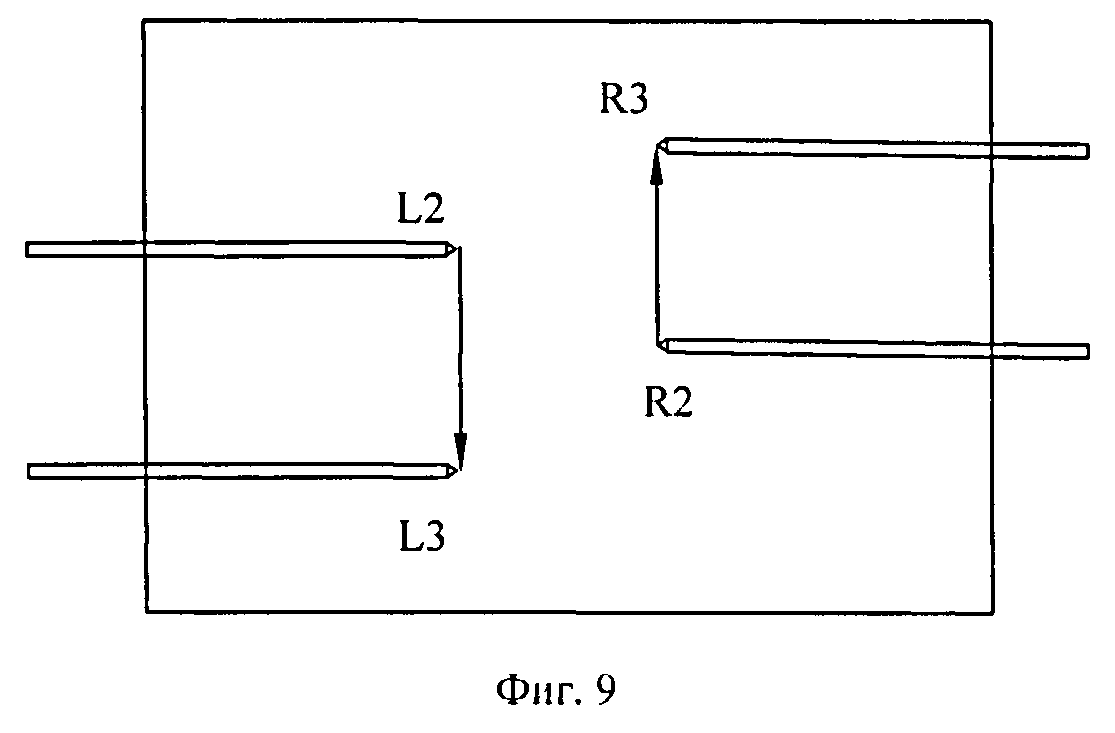
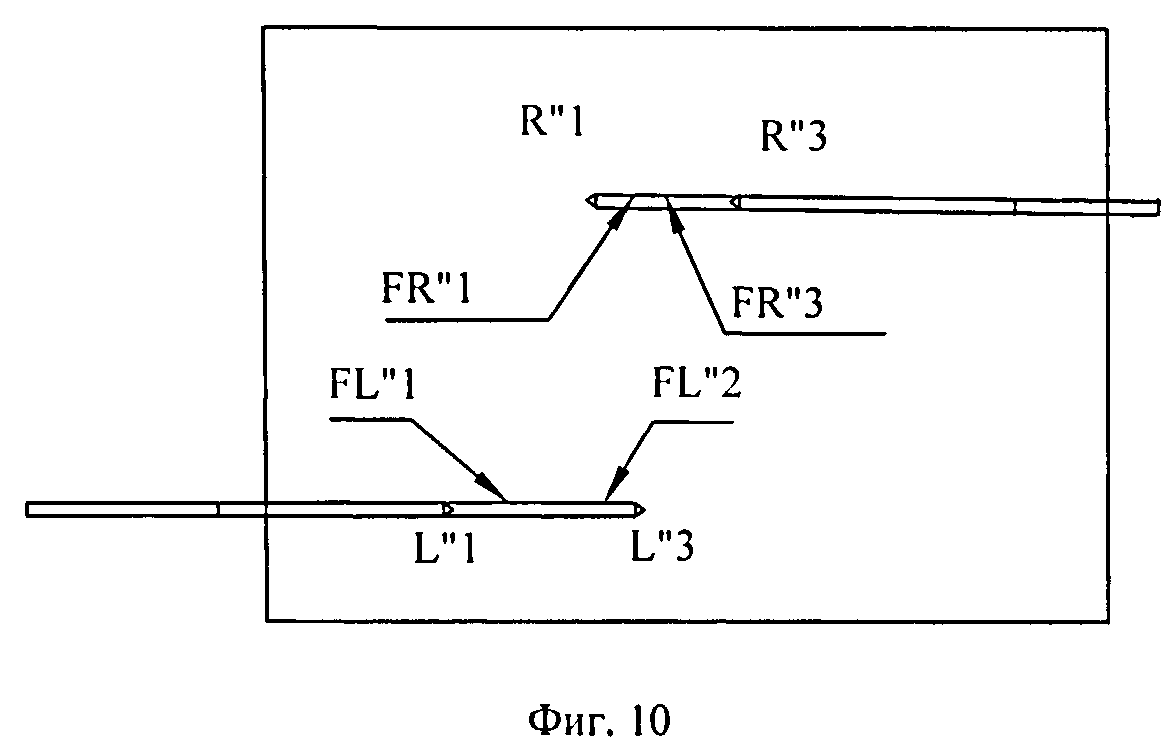
Далее проверяется пересечение объединения областей FL′1 и FL′2 с объединением областей FR′1 и FR′2. Если имеется пересечение, то измерительные зонды путем перемещения их параллельно оси ординат выводятся в точки с ординатами соответствующих контактных площадок второго резистора, что отображено на Фиг.9, при этом области FL′1 и FL′2, FR′1 и FR′2 вырождаются в прямые.
После этого проверка выполняется в третий раз. Данная проверка предназначена для обеспечения безаварийного вывода измерительных зондов в абсциссы контактных площадок второго резистора. Ситуация может быть аварийной в том случае, если ординаты контактных площадок второго резистора равны, а проекции измерительных зондов вместе с держателями на ось абсцисс пересекаются. В этом случае в зависимости от настроек алгоритма предполагается либо управляющее воздействие человека, либо смещение ординат контактных площадок второго резистора в противоположных направлениях для левого и правого щупов па величину, равную толщине измерительного зонда.
Затем зонды выводятся в требуемые точки перемещением вдоль оси ординат.
В блоке 13 реализована технология безаварийного движения измерительных зондов между контактными площадками. Алгоритм реализации технологии безаварийного движения измерительных зондов между контактными площадками представлен на фиг.11.
Таким образом, данное техническое решение позволит:
- повысить надежность работы устройства;
- предотвратить повреждение обрабатываемого изделия.
Источники информации
1. Проспект МЛ5-1, НПЦ «Лазеры и аппаратура TM», http://laserapr.ru/oborudovanie-lazernoi-podgonki-rezistorov-ML5-1, 15.12.2011.
2. Проспект МЛ5-2, НПЦ «Лазеры и аппаратура TM», http://laserapr.ru/oborudovanie-lazernoi-podgonki-rezistorov-ML5-2, 15.12.2011.
Устройство для лазерной подгонки резисторов, содержащее рабочий стол, лазерный излучатель с оптической и прецизионной XY кинематической системами, размещенные на XY координатных столах с Z-микролифтом измерительные зонды, цифровую измерительную систему с блоками позиционирования и установки зондов на контактные площадки, блоком позиционирования пятна и задания зоны и траектории реза лазерного излучателя, отличающееся тем, что оно снабжено соединенным с блоками позиционирования и установки зондов на контактные площадки блоком задания зон перемещения зондов.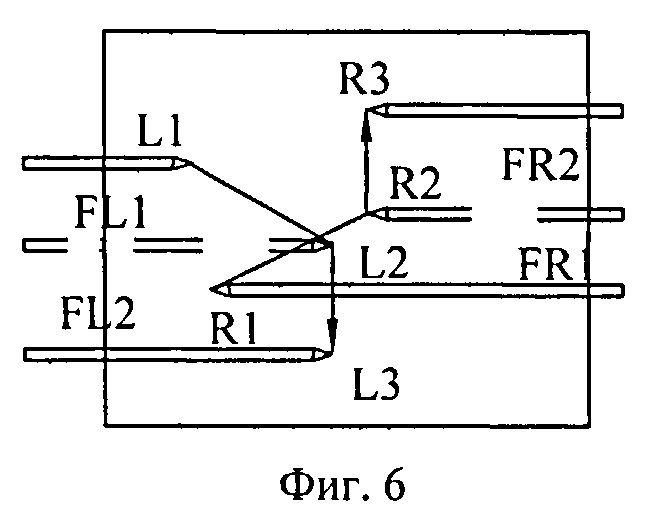
Устройство для изготовления объемных изделий
Станок для лазерной обработки изделий
Линейный электродвигатель
Устройство для послойного изготовления объемных изделий
Устройство для ручного раскалывания древесины
Устройство для управления положением лазерной головки относительно обрабатываемой поверхности
Способ закалки элементов конического резьбового соединения источником лазерного излучения
Устройство для послойного изготовления объемных изделий и способ их изготовления
Способ послойного изготовления объемных изделий
Способ послойного изготовления объемных изделий
Способ закалки элементов конического резьбового соединения источником лазерного излучения
Устройство для послойного изготовления объемных изделий и способ их изготовления
Способ послойного изготовления объемных изделий
Способ послойного изготовления объемных изделий

