Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ
Вид РИД
Изобретение
Область техники
Изобретение относится к области технологии обработки конструкционных материалов, конкретнее к вопросу охлаждения инструмента, интенсивно нагревающегося в процессе обработки материалов, в частности в процессе фрикционной сварки перемешиванием вращающимся инструментом, и может быть использовано в производстве изделий машиностроения, аэрокосмической, судостроительной и других отраслей промышленности.
Уровень техники
При фрикционной сварке и других методах обработки материалов (резанием и др.) обрабатывающий инструмент испытывает интенсивный нагрев. В частности, при фрикционной сварке вращающимся рабочим стержнем (схема сварки приведена на фиг.1) наиболее интенсивный нагрев происходит в зонах контакта вращающихся под силовой нагрузкой рабочего стержня 3 и опорного бурта 2 инструмента, преимущественно из инструментальных и быстрорежущих сталей, со свариваемыми деталями 4 и 5.
При превышении определенной температуры материал инструмента утрачивает требуемые рабочие характеристики. При этом от действующих в процессе обработки нагрузок - крутящего момента, знакопеременного изгибающего момента и сжатия при высокой температуре - преждевременно разрушается рабочий стержень.
При сварке алюминиевых сплавов с увеличением разогрева инструмента увеличивается налипание алюминия на его контактную поверхность. Это приводит к снижению коэффициента трения и нарушению формирования шва, особенно его поверхности, и в результате к ухудшению качества и сокращению ресурсных характеристик сварного соединения.
Множество известных способов и устройств для охлаждения интенсивно нагревающегося при работе инструмента основывается на циркуляции в зоне нагрева хладагента в виде жидкости или газа. Это усложняет конструкцию инструмента и головки, так как требует коммуникаций для подвода хладагента в непосредственной близости от зоны интенсивного нагрева (от зоны обработки). Например, в известном обрабатывающем инструменте (патент EP 0810056 A2; US 0810056 от 1997 г.) содержится корпус, который в верхней части снабжен хвостовиком для закрепления в приводе вращения и в нижней части опорным буртом и рабочим стержнем, соосным с корпусом инструмента. Коллекторное устройство выполнено в виде корпуса, закрепленного на внешней поверхности корпуса обрабатывающего инструмента с возможностью его вращения и имеющего внутреннюю полость, снабженную устройством для подвода в нее хладагента, сообщающуюся с системой внутренних каналов цилиндрического корпуса обрабатывающего инструмента. Коллектор установлен на внешней поверхности корпуса инструмента, перемещается вместе с рабочим инструментом, но совместно с инструментом не вращается. Однако система каналов во внутренней полости инструмента и наружные коммуникации усложняют конструкцию головки, ограничивают ее маневренность и возможности требуемого позиционирования.
Известен инструмент для фрикционной сварки перемешиванием - прототип (патент РФ 2.446926 C1), содержащий корпус, снабженный опорным буртом и хвостовиком для закрепления в приводе вращения, установленную в корпусе инструмента головку с рабочим стержнем на ее нижнем конце, выполненную с возможностью вращения, и коллектор, включающий устройство для подвода хладагента через входные отверстия в корпусе инструмента, связанное с системой охлаждающих каналов, выполненных внутри корпуса; для интенсификации движения хладагента в зоне нагрева на входные отверстия на внешней поверхности корпуса установлены и закреплены воздухозаборники с возможностью захвата хладагента при вращении головки инструмента, соединенные с внутренней системой охлаждающих каналов. Такое решение также усложняет конструкцию инструмента и ограничивает рабочую зону, что связано с размещением в ней коммуникационных устройств, для подвода и отвода хладагента.
Сущность изобретения
Задачей данного изобретения является разработка инструмента, испытывающего интенсивный нагрев в процессе обработки материалов, в частности при фрикционной сварке перемешиванием, с эффективной и компактной системой охлаждения; рабочая зона инструмента должна быть свободной от коммуникаций и устройств для его охлаждения, а также и других деталей, препятствующих вращению и рабочим перемещениям инструмента.
Кроме того, инструмент должен быть прост по конструкции.
Решение поставленной задачи достигается тем, что в инструмент, вращающийся при обработке материалов, в частности при фрикционной сварке перемешиванием, содержащий корпус, снабженный на одном конце хвостовиком для закрепления в приводе вращения и на другом конце опорным буртом и рабочим стержнем, коллектор, установленный в верхней части корпуса на его наружной поверхности с возможностью вращения инструмента и его охлаждения, включающий устройство для подвода хладагента к корпусу инструмента вблизи хвостовика (к зоне конденсации пара); герметичная полость корпуса выполнена в форме усеченного конуса, расширяющегося в сторону опорного бурта и рабочего стержня, и предназначена для заливки в нее легкоиспаряющегося хладагента в количестве, обеспечивающем охлаждение инструмента путем теплопереноса за счет смены агрегатного состояния хладагента; в упомянутой полости корпуса от зоны испарения до зоны конденсации происходит теплообмен: в зоне интенсивного нагрева вода нагревается и испаряется, повышается давление паров и - при совместном действии с силой гравитации - пары переносятся в зону конденсации, унося с собой «скрытую теплоту парообразования», конденсируются, отдавая теплоту стенкам полости. Путем теплопроводности стенок полости теплота выводится на внешнюю поверхность корпуса инструмента, с которой она отбирается проточным хладагентом через коллектор, а конденсат, стекая по стенкам, возвращается в зону нагрева и охлаждает ее. Такой принцип работы теплообменной аппаратуры, основанный на физическом процессе в «Тепловой трубе» (патент США 2.350,348; 1942 г.), нашел применение в конструкции различных изделий: стержень паяльника (а.с. СССР №616073, 1978 г.); полый вал ротора двигателя (а.с. СССР №306321, 1971 г.); электронные компоненты, лампы (патент Великобритания №1.183145, 1968 г.); инструмент - электрод для электрохимической размерной обработки (а.с. СССР №988513, 1983 г.) и другие.
Изобретение поясняется чертежами, на которых:
фигура 1 показывает схему фрикционной сварки перемешиванием (сварки трением вращающимся инструментом);
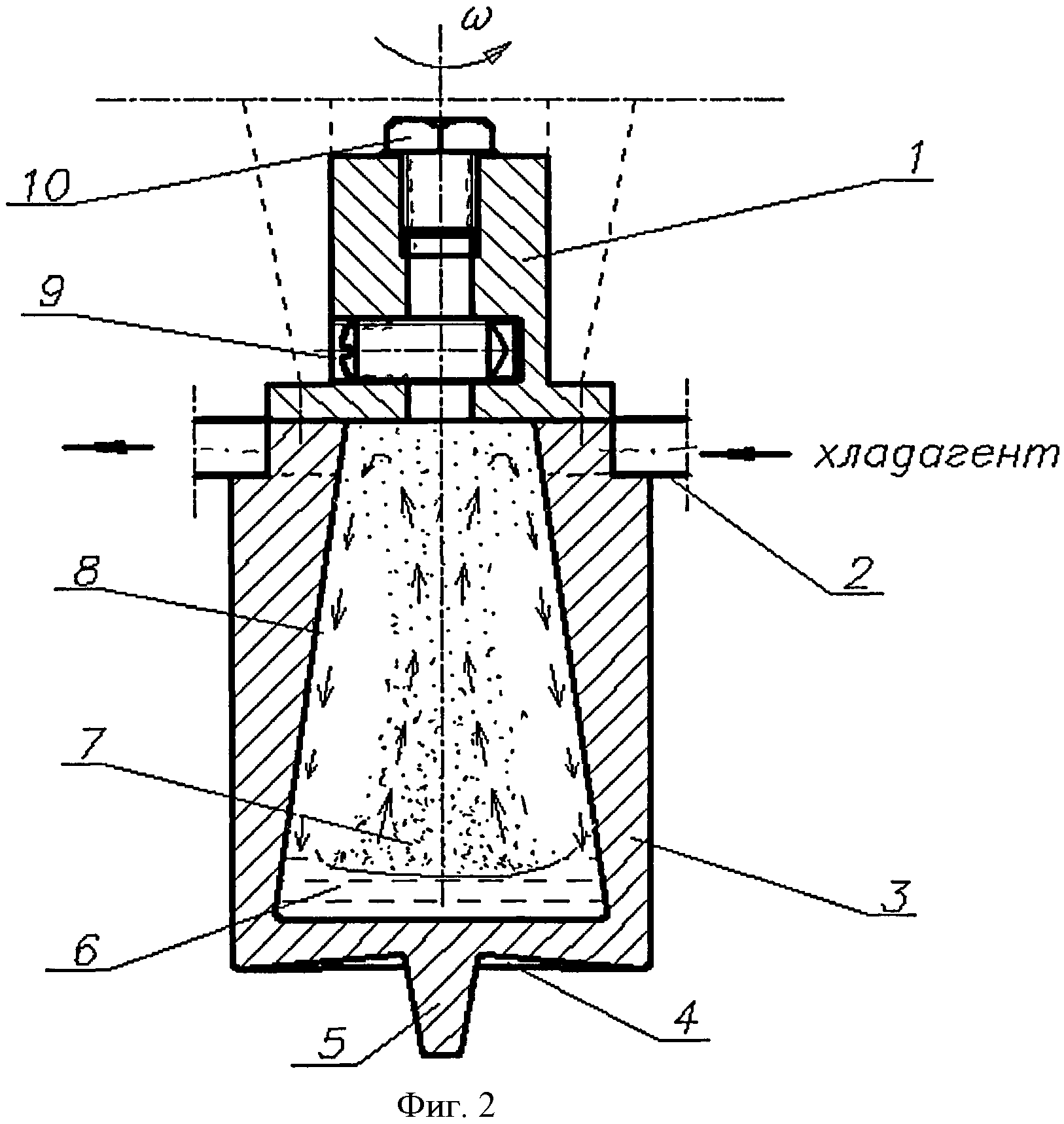
фигура 2 показывает инструмент для фрикционной сварки перемешиванием, выполненный в соответствии с изобретением (общий вид).
Осуществление изобретения
Инструмент для фрикционной сварки перемешиванием содержит цилиндрический корпус, снабженный на одном конце хвостовиком для закрепления в приводе вращения и на другом конце опорным буртом с рабочим стержнем, и коллектор, установленный в верхней части корпуса на его наружной поверхности с возможностью вращения инструмента и его охлаждения, включающий устройство для подвода хладагента к корпусу инструмента вблизи хвостовика (к зоне конденсации), герметичная полость корпуса выполнена в форме усеченного конуса, расширяющегося в сторону зоны нагрева, и предназначена для заливки легкоиспаряющегося хладагента.
Пример инструмента для фрикционной сварки перемешиванием, выполненного в соответствии с изобретением, приведен на фигуре 2.
Инструмент выполнен в виде корпуса 3, снабженного хвостовиком 1 для закрепления в приводе вращения, а также опорной поверхностью - опорным буртом 4, и рабочим стержнем 5, установленным соосно с опорным буртом 4.
Поверхность рабочего стержня 5 может быть выполнена с различным рельефом: винтовая нарезка, выступы, углубления для усиления воздействия на пластическое течение и перемешивание обрабатываемых материалов.
Корпус 3 может быть выполнен из стали, например из инструментальной, быстрорежущей, или высокопрочного сплава.
Корпус 3 выполнен с внутренней полостью, имеющей форму усеченного конуса с основаниями большего диаметра в горячей зоне (зоне испарения) и меньшего диаметра в зоне охлаждения (зоне конденсации паров). Последняя охлаждается проточным хладагентом, подаваемым в коллектор 2, где он протекает по поверхности корпуса 3, отбирает и отводит от него теплоту. При этом пары 7 в зоне охлаждения корпуса конденсируются на внутренней поверхности стенки и жидкий хладагент (в частности, вода) стекает по стенке, возвращаясь в зону нагрева. Коническая форма и направление расширения внутренней поверхности корпуса 3 обеспечивают направление движения конденсата к зоне нагрева, а вращение инструмента - ускоренное его движение в этом направлении за счет центробежной силы.
Коллектор 2 выполнен с возможностью его перемещения (без вращения) совместно с корпусом и расположен в верхней его части на наружной поверхности.
Инструмент для фрикционной сварки перемешиванием работает следующим образом.
Предварительно в полость инструмента заливают через отверстие в хвостовике 1 (фигура 2) хладагент (например, воду дистиллированную - для предупреждения образования накипи, в количестве, достаточном для охлаждения инструмента (10…15% объема полости корпуса)). Затем герметично закрывают полость пробкой 9. Заливку воды можно выполнять, например, следующим образом: заполняют водой весь объем полости, подключают к отверстию в хвостовике 1 насос, переворачивают корпус хвостовиком 1 вниз и отсасывают воду, оставляя в полости заданное ее количество. Количество слитой воды определяют, например, по шкале на емкости для слива воды. При отсосе воды в герметичной полости образуется небольшое разрежение (низкий вакуум), при котором уменьшается сопротивление среды (воздуха) движению паров в зону охлаждения; тем самым также интенсифицируется процесс теплопереноса.
По окончании слива лишней воды из полости корпуса 3 перекрывают отверстие в хвостовике 1, ввинчивая винт - вентиль 9, отключают насос и закрывают отверстие в хвостовике 1 пробкой 10. Затем инструмент вводят хвостовиком в держатель шпинделя (привод вращения) установки и закрепляют (не показано). Подводят инструмент к обрабатываемой поверхности, начинают вращение и медленное погружение рабочего стержня 5 (фигура 2) в обрабатываемую деталь (при сварке в стык деталей 1 и 2). На заданной глубине прекращают погружение, включают горизонтальную подачу и, продолжая вращать инструмент, перемещают его по заданной траектории обработки (сварки), по окончании которой выводят рабочий стержень 5 из детали, прекращают его вращение и подачу хладагента через 5-10 сек для охлаждения инструмента до комнатной температуры.
Технико-экономическая эффективность
Достоинством такого способа охлаждения обрабатывающего инструмента является простота конструкции инструмента и то, что направление и скорость движения конденсата и возвращение его в зону нагрева можно задавать как направлением расширения конусной поверхности полости корпуса инструмента, так и углом конуса и частотой вращения инструмента. С увеличением частоты вращения увеличивается температура в зоне нагрева, но также возрастает (за счет роста центробежной силы) скорость возврата конденсата в эту зону. Такая взаимозависимость способствует стабилизации теплового баланса замкнутой системы теплообмена и обеспечивает возможность эффективного отбора теплоты от интенсивно нагревающегося обрабатывающего инструмента, в течение времени всего цикла обработки.
Благодаря разделению в пространстве источника и стока теплоты, рабочая зона освободилась от коммуникаций и устройств для охлаждения обрабатывающего инструмента, повысилась его маневренность.
Выполненный таким образом инструмент может работать на более высоких режимах обработки (частоте вращения, скорости перемещения, усилия) и с большим рабочим ресурсом.
Инструмент для фрикционной сварки перемешиванием, содержащий корпус, снабженный на одном конце хвостовиком для закрепления в приводе вращения, а на другом конце - опорным буртом и рабочим стержнем, коллектор, установленный на наружной поверхности корпуса с возможностью вращения инструмента, включающий устройство для подвода хладагента к корпусу инструмента, отличающийся тем, что корпус инструмента выполнен с герметичной внутренней полостью в форме усеченного конуса, расширенного в сторону опорного бурта и рабочего стержня, предназначенной для заливки в нее легкоиспаряющегося хладагента в количестве, обеспечивающем охлаждение инструмента за счет изменения агрегатного состояния хладагента путем теплопереноса от зоны его испарения к зоне конденсации в упомянутой полости, при этом коллектор размещен вблизи хвостовика корпуса с возможностью охлаждения зоны конденсации, а хвостовик выполнен с каналом и снабжен вентилем и пробкой для герметизации упомянутой полости.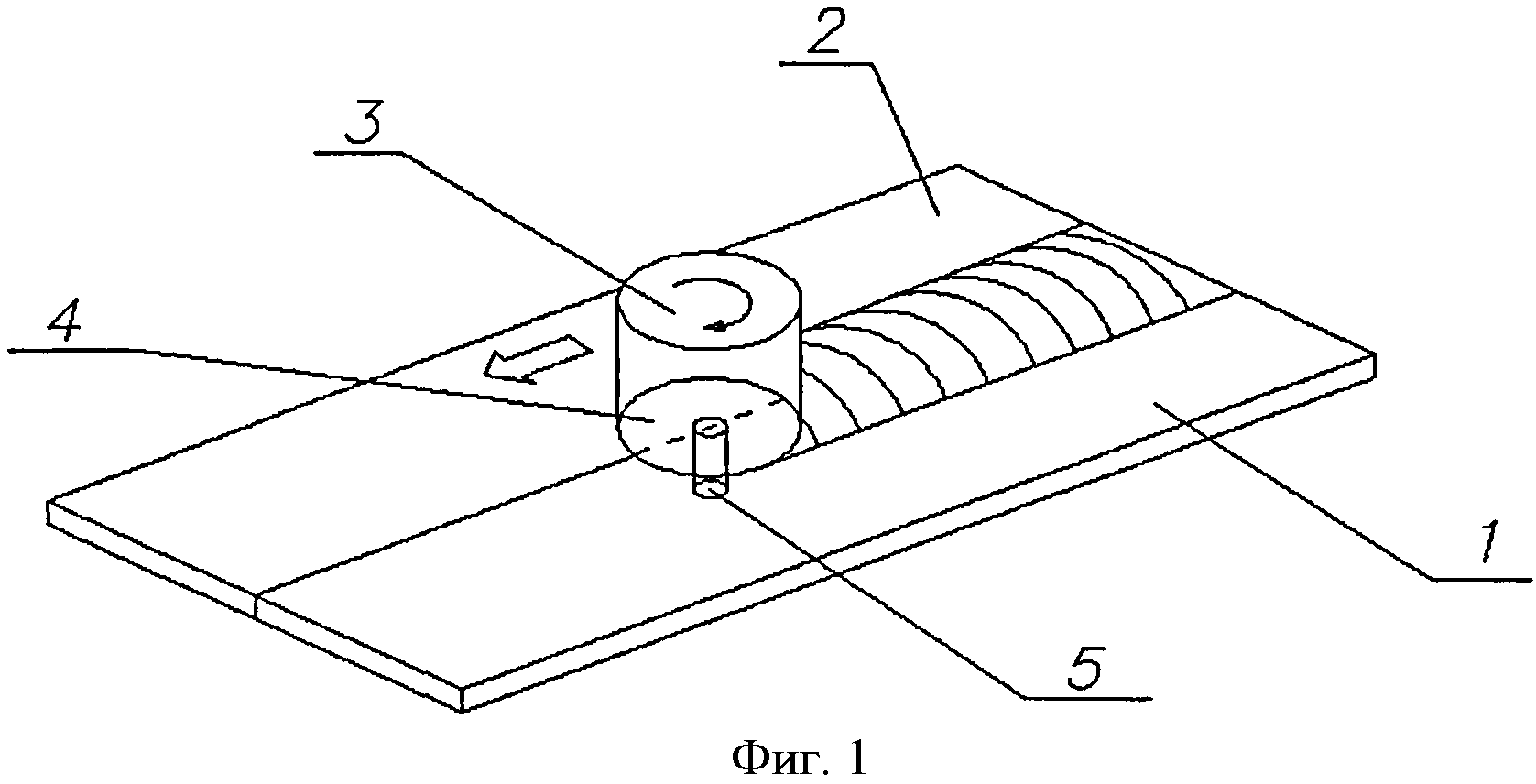
Способ фрикционной сварки вращающимся диском
Способ фрикционно-лучевой сварки
Способ болтового соединения деталей и узел болтового соединения
Соединение листовых деталей из металлокомпозитных материалов и способ его изготовления
Соединение слоистых металлокомпозитных листов (деталей) и способ его выполнения
Обрабатывающий инструмент с устройством для охлаждения
Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета
Способ фрикционной сварки вращающимся диском
Способ фрикционно-лучевой сварки
Способ болтового соединения деталей и узел болтового соединения
Соединение листовых деталей из металлокомпозитных материалов и способ его изготовления
Соединение слоистых металлокомпозитных листов (деталей) и способ его выполнения
Обрабатывающий инструмент с устройством для охлаждения
Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета
Способ комбинированной фрикционно-дуговой сварки
Способ комбинированной фрикционной сварки

