Результат интеллектуальной деятельности: СПОСОБ ЗАТАРИВАНИЯ БИГ-БЭГОВ СТЕКЛОБОЕМ
Вид РИД
Изобретение
Техническое решение относится к способам затаривания биг-бэгов сыпучими и различными мелкокусковыми (щебень, стеклобой и др.) материалами и может быть использовано в стекольной и других отраслях промышленности.
Известно, что стекольный бой является ценным вторичным сырьем, которое можно использовать в производстве строительных материалов, например пеностекла, и применять в качестве одного из основных компонентов стекольной шихты при изготовлении стеклотары, листового стекла и других изделий из стекла.
Чаще всего стеклобой для повторной переработки поставляется на соответствующие предприятия россыпью в автомобильном или железнодорожном транспорте.
Однако в последнее время многие предприятия по промышленной переработке стекла и предприятия, осуществляющие утилизацию стекольных отходов, все чаще отгружают потребителям стеклобой в биг-бэгах или МКРах (мягких контейнерах разовых), что в некоторых случаях, например при малых объемах поставок, намного удобнее, чем поставка стеклобоя россыпью. Но при последующих операциях транспортирования и растаривания биг-бэгов с таким высокоабразивным материалом, как стеклобой, возникает ряд проблем: биг-бэги часто рвутся (особенно в донной части из-за порезов остроугольными частицами стеклобоя), а при растаривании подобных биг-бэгов на специализированных установках быстро тупятся или ломаются ножи, разрезающие дно биг-бэга.
Известен способ затаривания биг-бэгов [1], включающий подвеску биг-бэга на крюки установки затаривания, соединение загрузочной горловины с загрузочным узлом установки, раздув вентиляторным воздухом внутреннего мешка биг-бэга, заполнение биг-бэга загружаемым материалом и контроль процесса заполнения с помощью цифровой индикации весоизмерительного блока.
Данный способ широко применяется для затаривания биг-бэгов хорошо сыпучими и неслеживающимися материалами (кварцевый песок, сода, доломитовая мука и другие компоненты стекольной шихты и сухих строительных смесей), но он не может использоваться для затаривания высокоабразивных материалов с остроугольными краями, например стеклобоя или отходов производства керамической плитки и пр.
Наиболее близким техническим решением к заявляемому способу является способ [2], включающий аналогичные операции подвеса или установки биг-бэга на весоизмерительную платформу, раздув мешка вентиляторным воздухом, загрузку материала и удаление вытесняемого воздуха из биг-бэга через аспирационную систему, а также предварительное дробление стеклобоя.
Наличие в установке, реализующей подобный способ затаривания биг-бэгов стеклобоем, дробилки стеклобоя позволяет измельчать стеклобой до фракции 10…40 мм (это оптимальный размер частиц стеклобоя, который требуется при его загрузке вместе с шихтой в стекловаренную печь), что снижает вероятность разрезания ткани биг-бэга при его складировании и транспортировании, но не исключает полностью попадание в загружаемый мешок остроугольных фрагментов стеклобоя большего (до 100 мм) размера. Кроме того, уплотнение крупной и средней фракции стеклобоя на дне биг-бэга (особенно это касается плотной упаковки отходов листового стекла при загрузке в биг-бэг) при его заполнении и транспортировании сильно затрудняет последующее растаривание у потребителя на соответствующих установках, содержащих специальные ножи, которые часто ломаются.
Решаемая задача - повышение сохранности биг-бэга со стеклобоем при его транспортировании и хранении, а также повышение эффективности последующего растаривания биг-бэгов со стеклобоем у потребителя.
Указанный технический результат достигается тем, что в способе затаривания биг-бэгов стеклобоем, включающем установку биг-бэга на весоизмерительное устройство станции затаривания, раздув биг-бэга вентиляторным воздухом, предварительное дробление стеклобоя, загрузку стеклобоя в биг-бэг с помощью вибрационного питателя и контроль веса загружаемой в биг-бэг порции стеклобоя, после дробления производят фракционирование стеклобоя на мелкую фракцию с размером частиц менее 10 мм, укрупненную фракцию с размером частиц 10…40 мм и крупную фракцию с размером частиц более 40 мм, причем сначала подают в биг-бэг мелкую фракцию в количестве 20…25% от общего веса загружаемой порции, затем в количестве 75…80% от общего веса загружаемой порции подают укрупненную фракцию, которую засыпают в биг-бэг на слой мелкой фракции стеклобоя, а крупную фракцию после фракционирования возвращают на додрабливание.
Преимуществом предлагаемого способа затаривания биг-бэгов стеклобоем является то, что после дробления стеклобой фракционируется. Это позволяет исключить попадание крупных остроугольных фрагментов стекла в затариваемый мешок и снижает вероятность нарушения целостности биг-бэга при транспортировании и складировании.
Другим преимуществом является то, что сначала в биг-бэг подается мелкая фракция стеклобоя с размером частиц менее 10 мм в количестве 20…25% от общего веса загружаемой порции, а затем в количестве 75…80% укрупненная фракция с размером частиц 10…40 мм. Загрузка укрупненной фракции на слой мелкой фракции стеклобоя полностью исключает возможные порезы в нижней части биг-бэга и существенно облегчает процесс растаривания биг-бэгов у потребителя. Кроме того, значительно возрастает срок службы ножей в установках растаривания.
Процесс затаривания биг-бэгов стеклобоем реализуется с помощью установки (Фиг.1), включающей в себя:
промежуточный бункер 1; качающийся питатель 2; дробилку стеклобоя 3; подъемно-транспортный механизм (элеватор) 4; классификатор стеклобоя по фракциям 5; бункер 6 укрупненной фракции 7 стеклобоя; бункер 8 мелкой фракции 9 стеклобоя; вибрационный питатель 10 укрупненной фракции стеклобоя; вибрационный питатель 11 мелкой фракции стеклобоя; загрузочный патрубок 12; вентилятор 13 раздува биг-бэга; аспирационную систему 14; раму 15 для подвески биг-бэга 16; весовую платформу 17 и весоизмерительный терминал 18.
Установка работает следующим образом. Недробленый стеклобой загружается в промежуточный бункер 1, из которого он с помощью качающегося питателя 2 подается в дробилку 3. При дроблении стеклобоя образуются фракции различного размера, которые определяются параметрами дробилки. Но как и при любом измельчении на выходе дробилки появляются как отдельные крупные (недробленые) фрагменты стекла, так и 20-25% мелкого (менее 10 мм) стеклобоя. Рабочей фракцией при загрузке стеклобоя в стекловаренную печь вместе с шихтой обычно считается стеклобой с размером частиц от 10 до 40 мм. На этот размер и настраивается вся установка.
После дробления стеклобой с помощью подъемно-транспортного механизма 4, в качестве которого может использоваться ленточный ковшовый элеватор, направляется на классификатор 5 стеклобоя по фракциям. Классификатор 5 представляет из себя вибрационный грохот с двумя решетками (сетками), имеющими размер ячеек 40×40 мм (верхняя решетка) и 10×10 мм (нижняя решетка). При фракционировании (грохочении) стеклобоя фрагменты стекла более 40 мм отсеиваются верхней решеткой и сбрасываются в дробилку 3 для додрабливания. Фракция стеклобоя от 10 до 40 мм отделяется нижней решеткой и направляется в бункер 6 укрупненной фракции 7. Более же мелкий стеклобой с размером частиц менее 10 мм проваливается сквозь нижнюю решетку классификатора 5 и попадает в бункер 8 мелкой фракции 9 стеклобоя. Заполнение бункеров 6 и 8 стеклобоем контролируется с помощью специальных датчиков (на чертеже не показаны).
Перед затариванием внешний мешок биг-бэга 16 подвешивается на крючки рамы 15, установленной на весовой платформе 17. Внутренний мешок биг-бэга (биг-бэг состоит из наружного и внутреннего мешков) крепится к загрузочному патрубку 12, выполненному в виде двух коаксиально установленных труб. Перед загрузкой стеклобоя биг-бэг предварительно раздувается воздухом, нагнетаемым с помощью вентилятора 13. После раздува биг-бэга в него по внутренней трубе ссыпается загружаемый материал, а в зазор между двумя трубами, связанный с аспирационной системой 14 (роль системы выполняет рукавный фильтр), вытесняется воздух из биг-бэга.
В процессе заполнения биг-бэга сначала включается вибрационный питатель 11 мелкой фракции стеклобоя (система управления не показана). Поскольку мелкая фракция фракционированного стеклобоя составляет 20-25% от общей массы дробленного стеклобоя, то и в биг-бэг 16 загружается 20-25% от общей массы стеклобоя, загружаемого в биг-бэг. Вес стеклобоя в биг-бэге измеряется тензометрическими весовыми датчиками, установленными в весовой платформе 17, и контролируется оператором по цифровому индикатору весоизмерительного терминала 18. Поскольку при надрезании биг-бэга на установке растаривания нож проникает вглубь биг-бэга на 20…25 см (а высота биг-бэга чаще всего составляет 1 м, то толщина слоя мелкой фракции, равная примерно 20…25 см (20…25% от объема биг-бэга), является оптимальной.
По окончании загрузки в биг-бэг мелкой фракции 9 стеклобоя вибрационный питатель 11 выключается, а включается вибрационный питатель 10, подающий в биг-бэг укрупненную фракцию 7. Далее процесс заполнения и контроля веса стеклобоя в биг-бэге происходит аналогично.
Таким образом, загруженный в биг-бэг стеклобой располагается слоями. Нижний слой составляет 20-25% от всего объема стеклобоя и содержит мелкую стеклянную крошку. Стеклобой же размером от 10 до 40 мм концентрируется сверху этого слоя. Подобное расположение стеклобоя в биг-бэге предотвращает порезы ткани биг-бэга в донной его части при транспортировании и складировании и существенно облегчает процесс растаривания биг-бэга, исключая быстрый выход из строя ножей установок растаривания.
Источники информации
1. Ефременков В.В., Ручкин В.В. Оборудование для затаривания и растаривания биг-бэгов. // Glass Russia. - 2010 - №5 - с.16-20.
2. Ефременков В.В., Матвеев А.А. Разработка и изготовление оборудования для вторичной переработки стекла. // Glass Russia. - 2010 - №9 - с.30-37.
Способ затаривания биг-бэгов стеклобоем, включающий установку биг-бэга на весоизмерительное устройство станции затаривания, раздув биг-бэга вентиляторным воздухом, предварительное дробление стеклобоя, загрузку стеклобоя в биг-бэг с помощью вибрационного питателя и контроль веса загружаемой в биг-бэг порции стеклобоя, отличающийся тем, что после дробления производят фракционирование стеклобоя на мелкую фракцию с размером частиц менее 10 мм, укрупненную фракцию с размером частиц 10-40 мм и крупную фракцию с размером частиц более 40 мм, причем сначала подают в биг-бэг мелкую фракцию стеклобоя в количестве 20-25% от общего веса загружаемой порции, затем в количестве 75-80% от общего веса загружаемой порции подают укрупненную фракцию, которую засыпают в биг-бэг на слой мелкой фракции, а крупную фракцию стеклобоя возвращают после фракционирования на додрабливание.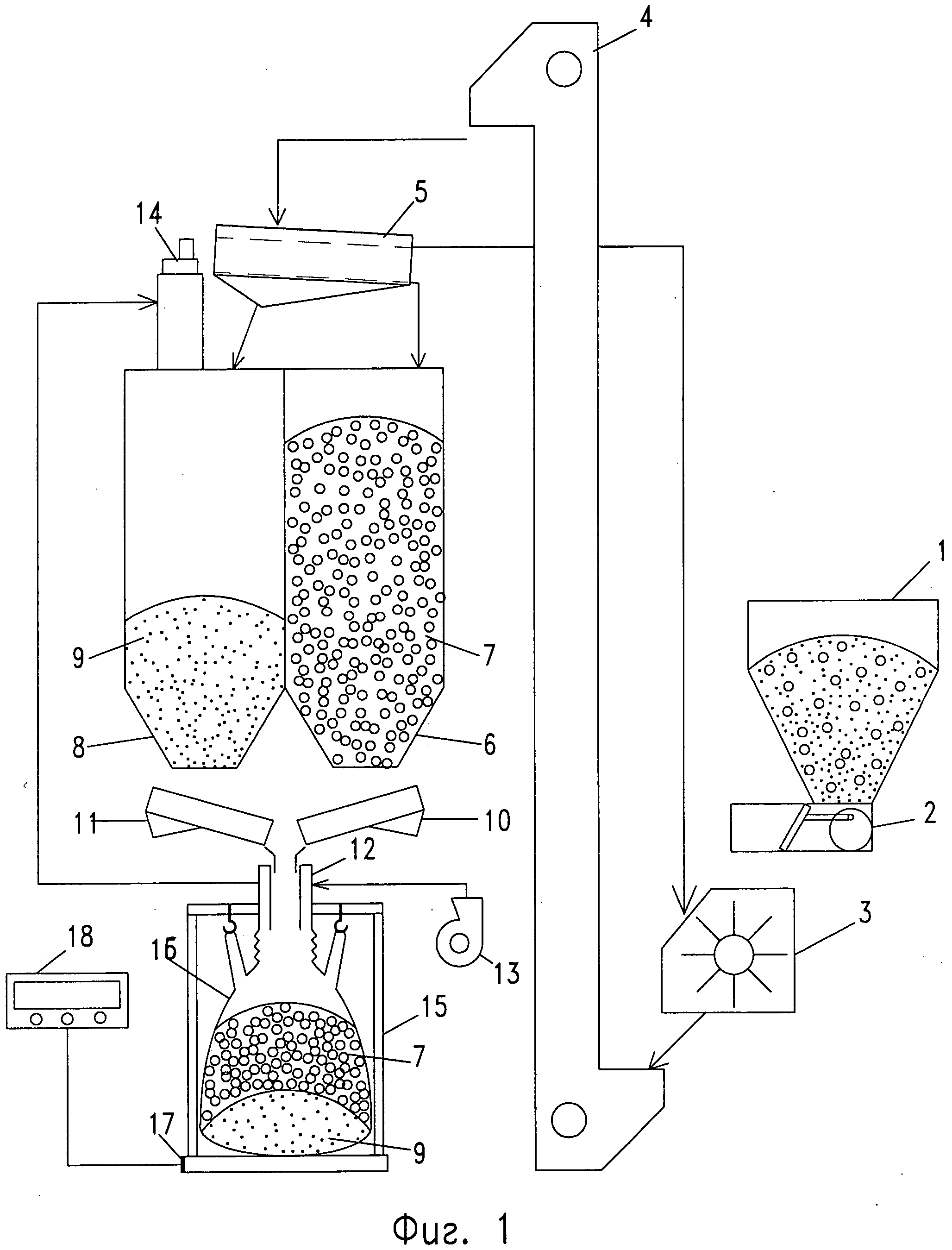
Транспортно-технологическая линия возвратного стеклобоя в производстве стеклянной тары с окрашиванием стекломассы в канале питателя
Устройство для обогащения кварцевого песка
Способ варки бесцветного стекла в производстве стеклянной тары
Устройство для загрузки шихты в стекловаренную печь
Вибрационный гранулятор стекломассы
Способ загрузки смеси шихты и стеклобоя в бункеры загрузчиков стекловаренной печи
Устройство перемешивания шихты и стеклобоя на ленточном конвейере (варианты) и способ его применения
Способ разгрузки сыпучего материала из автомобиля - самосвала в приемный бункер
Способ подготовки шихты для изготовления стеклогранулята для пеностекла
Шихта для изготовления стеклогранулята для пеностекла
Шихта для изготовления стеклогранулята для производства гранулированного пеностекла

