Результат интеллектуальной деятельности: УСТРОЙСТВО ПЕРЕМЕШИВАНИЯ ШИХТЫ И СТЕКЛОБОЯ НА ЛЕНТОЧНОМ КОНВЕЙЕРЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРИМЕНЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к устройствам и способам перемешивания шихты и стеклобоя и может использоваться в линиях загрузки расходных бункеров стекловаренных печей в стекольной промышленности.
Обычно перед загрузкой шихты в расходные бункеры стекловаренной печи к ней добавляется стеклобой, который играет существенную роль в интенсификации процесса стекловарения и снижении себестоимости изделий из стекла. Частичная замена шихты стеклобоем дополнительно снижает удельный расход топлива, уменьшает количество пылевидных выбросов в атмосферу, а также приводит к экономии дефицитного щелочесодержащего сырья и продлению срока службы теплового агрегата.
Иногда перемешивание шихты со стеклобоем производят непосредственно в смесителе в составном цеху, что позволяет получать наиболее однородную смесь. Однако подача в смешивающий аппарат стеклобоя, имеющего высокие абразивные свойства, приводит к повышенному износу как внутренних поверхностей смесителя, так и его перемешивающих лопастей. Дополнительно в процессе перемешивания этих материалов в смесителе в шихту вносится большое количество аппаратного железа, попадание которого в стекломассу может существенно ухудшить качество и оптические характеристики изделий из стекла. В связи с этим производить перемешивание шихты и стеклобоя в смесителях нецелесообразно.
Как правило, приготовление данной смеси осуществляется путем дозированной подачи стеклобоя на слой транспортируемой с помощью ленточного конвейера шихты, и выполняется такая операция либо в составном цеху, либо в печном отделении. При этом необходимо учитывать то обстоятельство, что дозированная подача стеклобоя часто производится на последний по ходу движения шихты конвейер, находящийся в конце цепочки механизмов, транспортирующих сырьевую смесь к стекловаренной печи. Необходимое перемешивание шихты со стеклобоем на нем, которое частично возникает, например, при промежуточных пересылках смеси с одного транспортера на другой, не происходит. Вследствие этого сырьевая смесь в виде так называемого «слоеного пирога или сэндвича» поступает непосредственно в бункер загрузчика шихты и при выгрузке с конвейера расслаивается, в результате чего более тяжелый стеклобой при своем падении распределяется преимущественно по краям, а шихта концентрируется в центре расходной емкости.
Предотвратить такое расслоение можно, если непосредственно перед стекловаренной печью установить интенсивную мешалку шихты непрерывного действия [1, 2], однако монтаж данных смешивающих аппаратов над расходными бункерами загрузчиков почти всегда вызывает большие затруднения из-за нехватки высоты и связан с последующими эксплуатационными проблемами, характерными для операций перемешивания стеклобоя в смесителе. Следует отметить и то, что в подобных смесителях непрерывного действия необходимо избегать колебаний и нестабильности потоков поступающих в аппарат компонентов. Эти колебания, как правило, являются следствием образования так называемых «хвостов», возникающих при транспортных запаздываниях и неравномерной послойной загрузке стеклобоя, подача которого на шихту часто производится в машинованном цехе. Шихта же при этом транспортируется по галерее из дозировочно-смесительного отделения, обычно удаленного на определенное расстояние от стекловаренной печи и зоны дозирования стеклобоя. «Хвосты», состоящие только из шихты, либо только из дробленого стекла формируются и в случаях изменения насыпной плотности, гранулометрического состава и влажности стеклобоя, когда при заданной производительности дозирующего оборудования снижается или увеличивается время выгрузки данного материала на шихту. Колебания влажности при этом особенно характерны для собственных отходов стекла, собираемых на «горячих» и «холодных» концах линий производства стеклянной тары, и для привозного стеклобоя, если этот вид сырья на заводе не подвергается дополнительной обработке, включающей его сушку.
В этом плане интересен опыт некоторых предприятий, на которых производят многокомпонентные смеси и где применяют стадию предварительного перемешивания разнородных материалов непосредственно на ленте транспортирующего их конвейера. Известно, например, устройство [3] для приготовления сухой строительной смеси, включающее транспортерную ленту с приводом для перемещения песка и гребенки с приводом поперечного перемещения, выполненные в виде наклонно расположенных желобов и снабженные бункерами для цемента. Гребенки обеспечивают внедрение цемента между слоями песка, затем смесь песка и цемента перемешивается установленными за гребенками неподвижным рыхлительным элементом, снабженным набором ножей и стержней. Среди недостатков этого устройства можно отметить сложность конструкции, его значительные габариты и низкую эффективность смешения разнородных по гранулометрическому составу материалов.
Известен также смеситель сыпучих материалов [4], который содержит ленточный конвейер с приводом и зоной перемешивания, размещенные над лентой дозаторы смешиваемых материалов и смесительные устройства. Смесительные устройства выполнены в виде вращающихся дисков с закрепленными на их поверхности, обращенной к ленте, пальцами, причем приводные валы установлены под углом 5 - 25° к вертикали. Данный смеситель позволяет получить более высокое качество смешивания сыпучих материалов непосредственно на транспортерной ленте конвейера, но он не может использоваться для перемешивания таких разнородных материалов как мелкодисперсная шихта и стеклобоя, большинство частиц которго имеет размер 20-30 мм. При вращении дисков их пальцы могут повреждать ленту конвейера и сбрасывать с него отдельные частицы стекла, которые также могут застревать между пальцами (особенно при повышенном процентном содержании стеклобоя в смеси).
Учитывая то, что шихта и стеклобой при дозированной подаче на конвейер распределяются тонкими (толщиной не более 3-5 см) слоями на его ленте, а также высокую усредняющую способность стекловаренной печи в зоне варки стекла, интенсивное перемешивание этих материалов, которое обеспечивается данным смесителем, не требуется. Достаточно лишь несколько раз перевернуть эти слои, нарушив структуру «сэндвича». Но для этого не требуется такая достаточно сложная и малонадежная конструкция с вращающимися элементами.
Решаемая задача - упрощение способа и повышение надежности устройств, предназначенных для перемешивания шихты и стеклобоя на ленточном конвейере при достижении требуемого для стекловарения качества получаемой сырьевой смеси.
Этот технический результат достигается тем, что устройство перемешивания шихты и стеклобоя на ленточном конвейере по пункту 1 группы изобретений, содержащее ленточный конвейер шихты с приводом и зоной перемешивания, а также дозатор стеклобоя, размещенный над лентой конвейера шихты перед зоной перемешивания, дополнительно снабжено пневматическим приводом подъема - опускания плужкового элемента и плужковым элементом, который установлен на поворотном рамном кронштейне, прикрепленном с помощью опорной стойки к несущей раме ленточного конвейера шихты с левой его стороны, и расположен над лентой конвейера шихты под углом +(140-150°) относительно направления ее движения, причем нож плужкового элемента имеет правосторонний изгиб своей винтообразной поверхности, осуществляющей в процессе контактирования с движущейся шихтой и стеклобоем их переворачивание и смещение от левого края ленты конвейера шихты к ее центру и правой стороне, при этом длина нижней кромки ножа плужкового элемента, выполненной из эластичного материала и соприкасающейся в рабочем положении с лентой конвейера шихты, составляет 60-70% от ширины ленты конвейера шихты.
Также этот технический результат достигается тем, что устройство перемешивания шихты и стеклобоя на ленточном конвейере по пункту 2 группы изобретений, содержащее ленточный конвейер шихты с приводом и зоной перемешивания, а также дозатор стеклобоя, размещенный над лентой конвейера шихты перед зоной перемешивания, дополнительно снабжено пневматическим приводом подъема - опускания плужкового элемента и плужковым элементом, который установлен на поворотном рамном кронштейне, прикрепленном с помощью опорной стойки к раме ленточного конвейера шихты с правой его стороны, и расположен над лентой конвейера шихты под углом - (140-150° относительно направления ее движения, причем нож плужкового элемента имеет левосторонний изгиб своей винтообразной поверхности, осуществляющей в процессе контактирования с движущейся шихтой и стеклобоем их переворачивание и смещение от правого края ленты конвейера шихты к ее центру и левой стороне, при этом длина нижней кромки ножа плужкового элемента, выполненной из эластичного материала и соприкасающейся в рабочем положении с лентой конвейера шихты, составляет 60-70% от ширины ленты конвейера шихты.
К достижению этого результата приводит и способ перемешивания шихты и стеклобоя на ленточном конвейере по пункту 3 группы изобретений, включающий его использование на ленточном конвейере и отличающийся тем, что на ленточном конвейере используют устройства перемешивания шихты и стеклобоя по пунктам 1 и 2, которые при установке с левой и правой сторон ленточного конвейера шихты чередуются друг с другом и смещены друг относительно друга по направлению транспортирования шихты и стеклобоя на расстояние, равное как минимум ширине ленты конвейера шихты. При этом общее количество устройств перемешивания шихты и стеклобоя, расположенных с левой и правой сторон конвейера шихты варьируется от двух до четырех, причем два устройства перемешивания шихты и стеклобоя используются при процентном соотношении шихта/стеклобой, равном 80-90:10-20, три - при процентном соотношении шихта/стеклобой, равном 70-80:20-30, четыре - при процентном соотношении шихта/стеклобой, равном 60-70:30-40, а при транспортировании только одного стеклобоя или только одной шихты устройства перемешивания шихты и стеклобоя на ленточном конвейере не используются, а их плужковые элементы поднимаются с помощью соответствующих пневматических приводов подъема - опускания и не контактируют с транспортируемым материалом.
Преимуществом данной группы изобретений является простота конструкций (без вращающихся механизмов) смесительных элементов и реализуемого с помощью этих элементов способа перемешивания шихты и стеклобоя. Дополнительным преимуществом является и то, что абразивный стеклобой не контактирует с металлическими деталями. Кроме того, при перемешивании стеклобоя с шихтой получаемая смесь не отбрасывается к краям движущейся ленты конвейера, а концентрируется преимущественно по ее центру, что снижает вероятность потерь сырья при транспортировании. Многократное левостороннее и правостороннее переворачивание отдельных слоев шихты и стеклобоя при этом позволяет получить хорошее смешивание и предотвратить возможное расслоение смеси при ее последующей загрузке в расходный бункер стекловаренной печи. Кроме того, если из-за неравномерной подачи стеклобоя на слой транспортируемой шихты образуются так называемые «хвосты», содержащие только один стеклобой, или только одну шихту, устройства перемешивания исключаются из работы. При этом перемешивать только одну шихту не требуется, а при транспортировании только одного стеклобоя контакт движущихся абразивных частиц стекла с плужковыми элементами нецелесообразен.
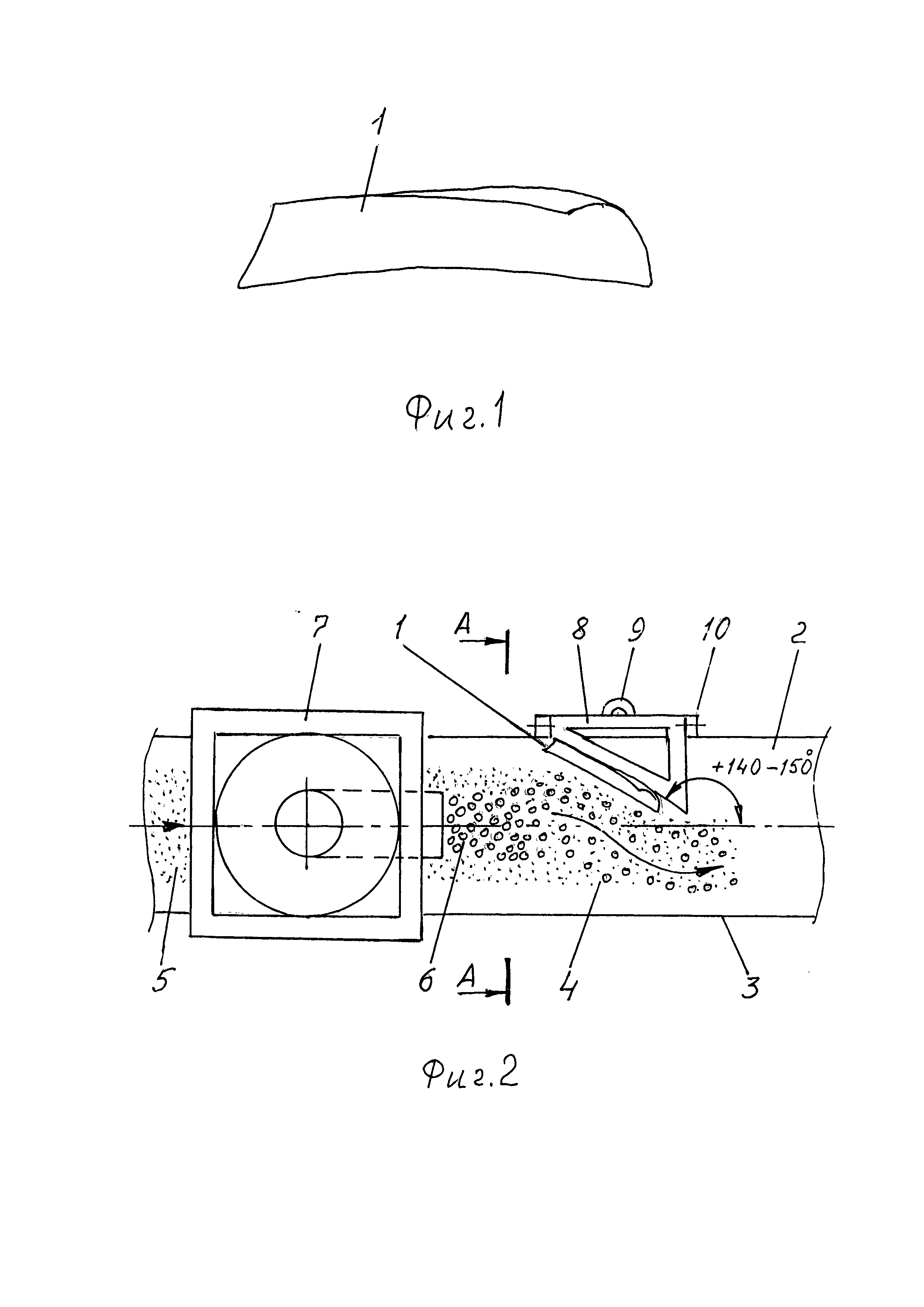
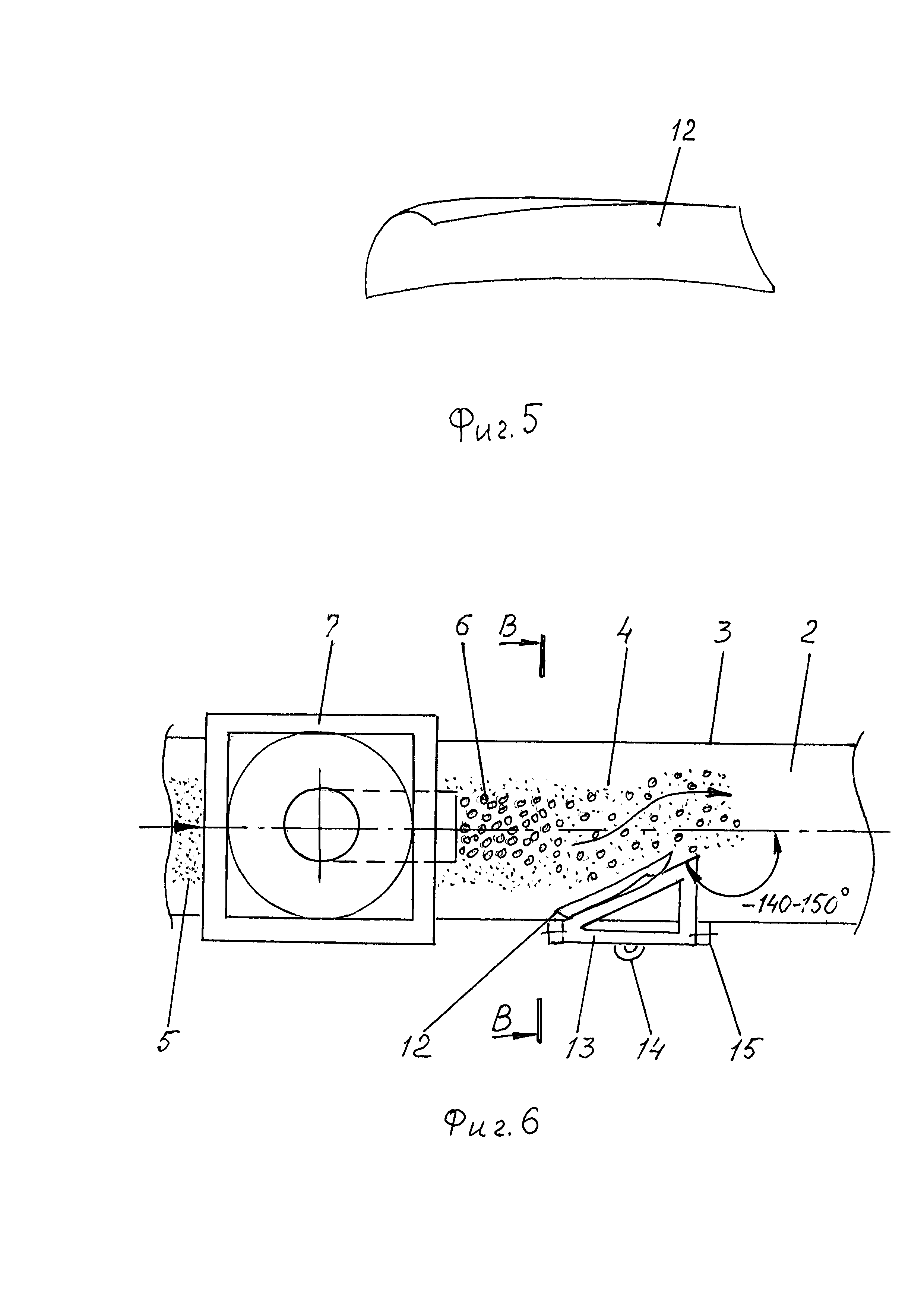
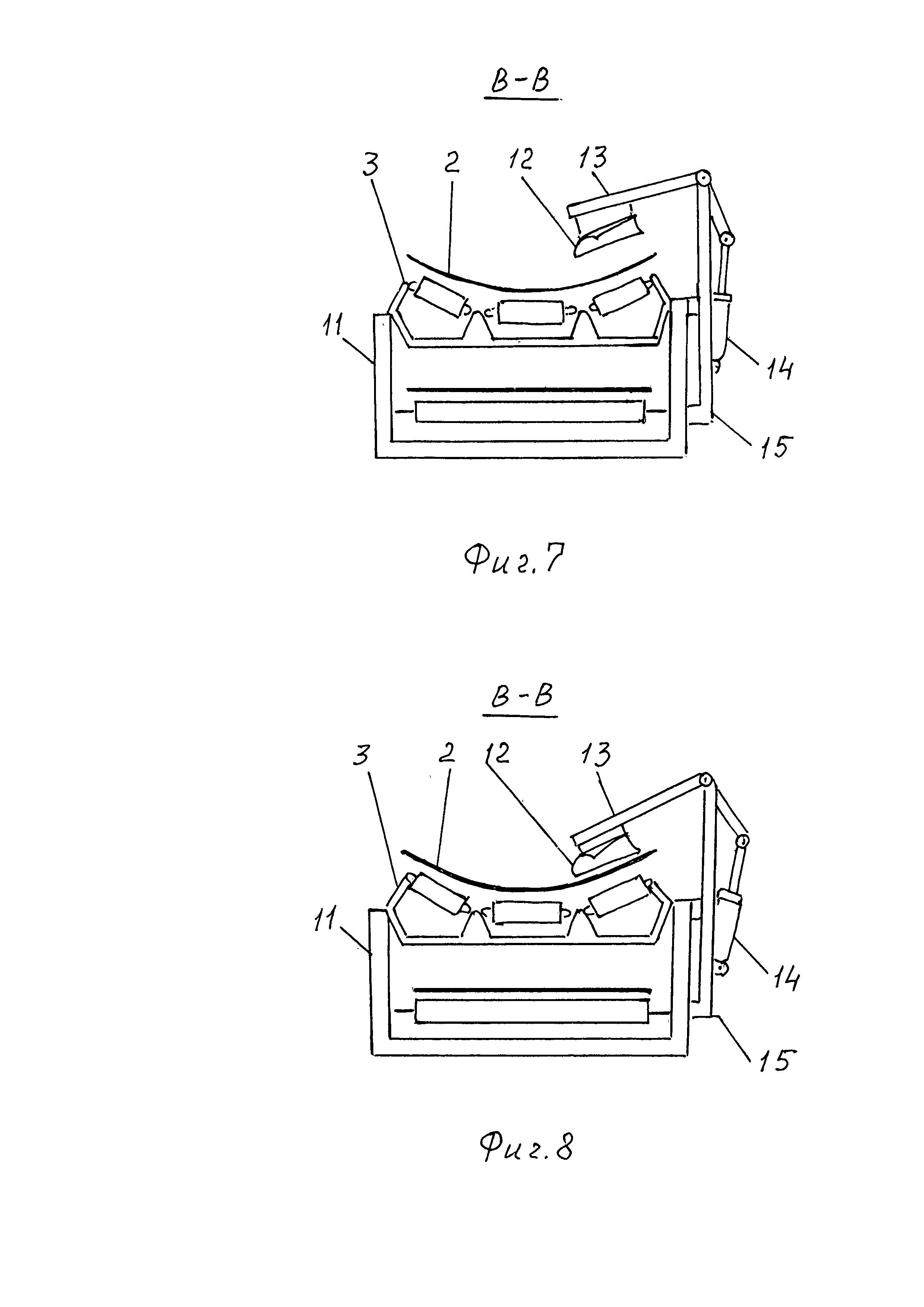
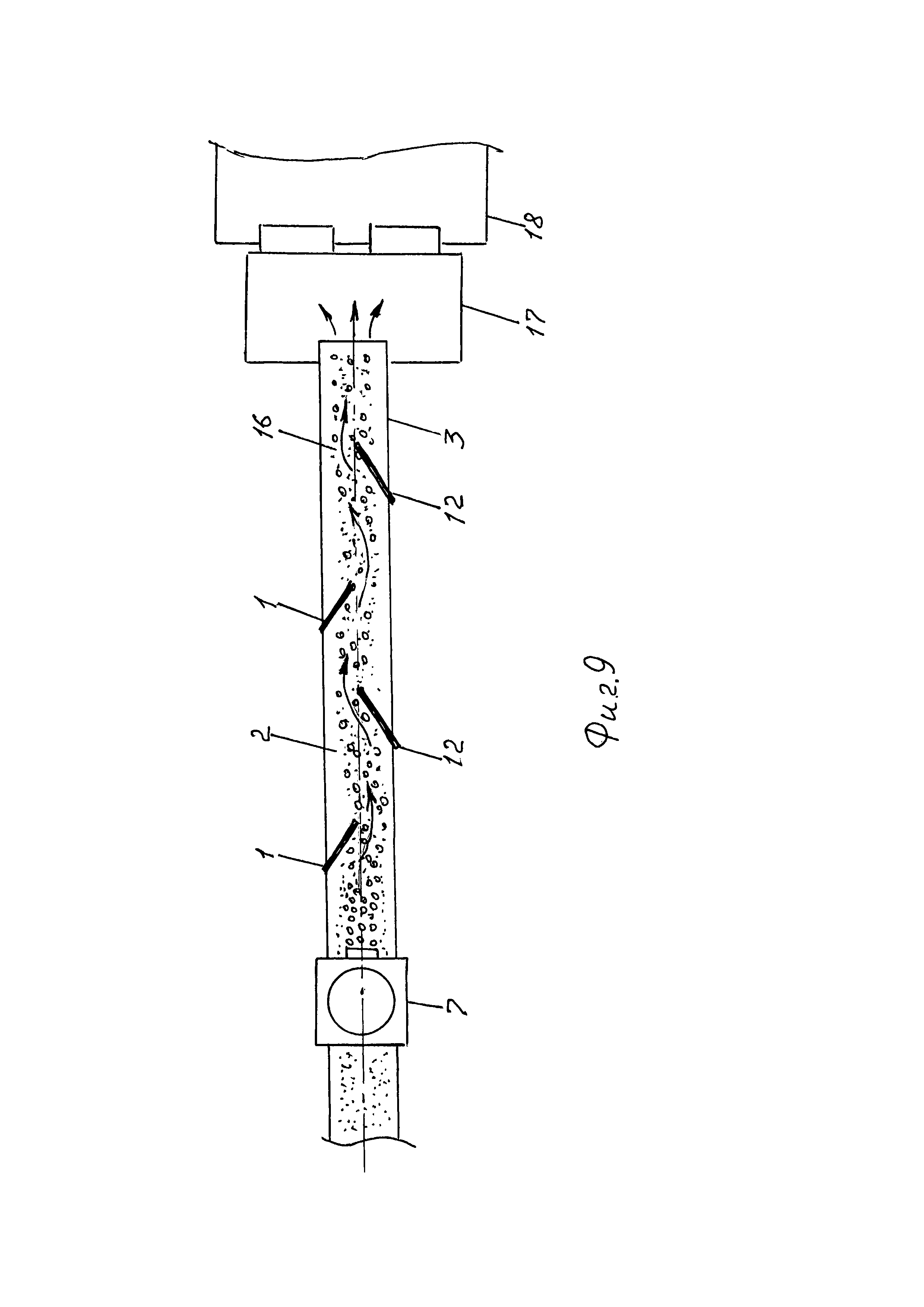
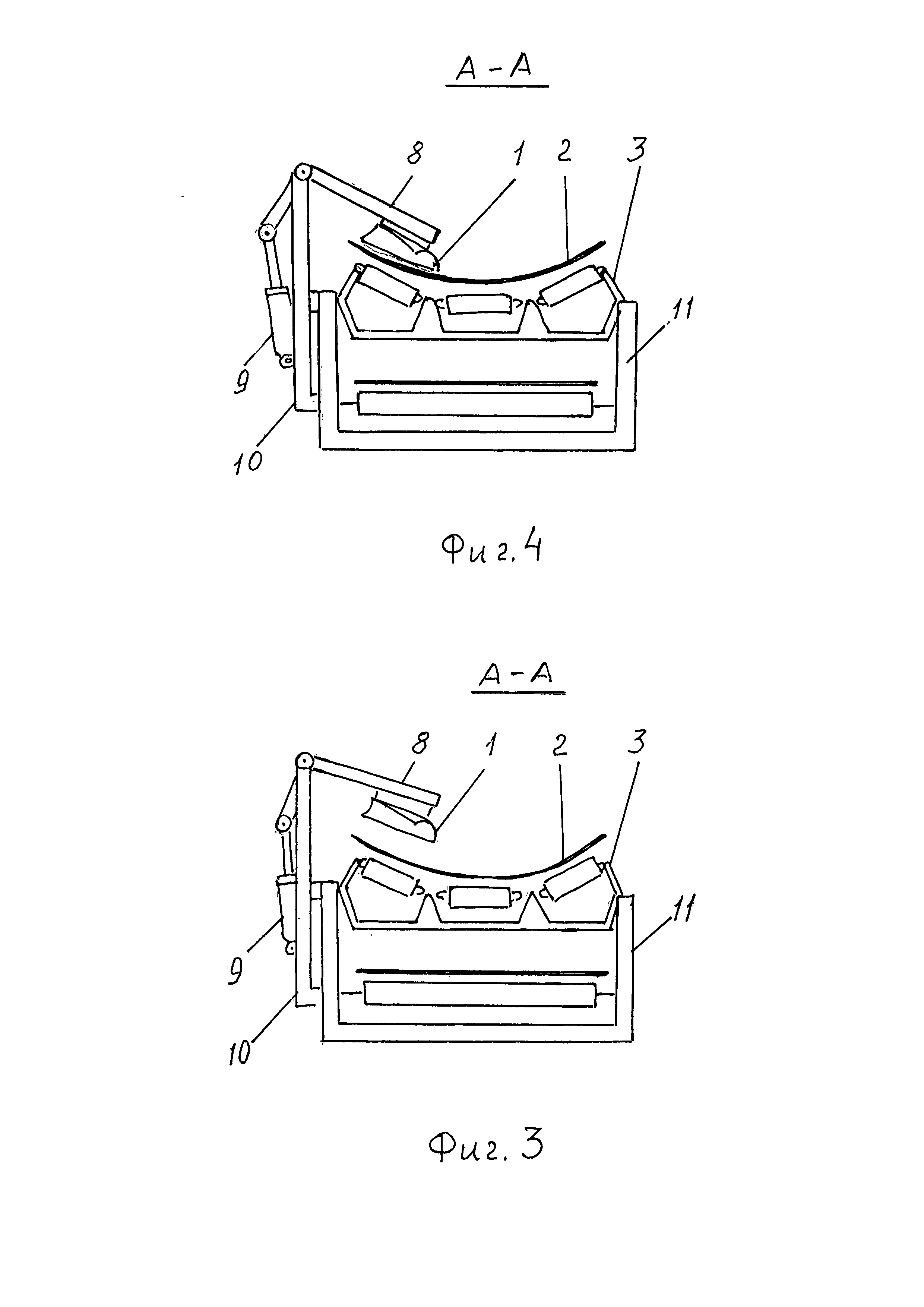
Принцип работы устройств, предназначенных для перемешивания шихты и стеклобоя на ленте конвейера, а также способа, реализуемого с помощью этих устройств, поясняется чертежами: на Фиг. 1 которых изображен плужковый элемент с правосторонним изгибом своей винтообразной поверхности; на Фиг. 2 изображена установка плужкового элемента с левой стороны конвейера (вид сверху); на Фиг. 3 изображен поперечный разрез конвейера с плужковым элементом, установленным с левой стороны (плужковый элемент поднят); на Фиг. 4 изображен поперечный разрез конвейера с плужковым элементом, установленном с левой стороны (плужковый элемент опущен на ленту); на Фиг. 5 изображен плужковый элемент с левосторонним изгибом своей винтообразной поверхности; на Фиг. 6 изображена установка плужкового элемента с правой стороны конвейера (вид сверху); на Фиг. 7 изображен поперечный разрез конвейера с плужковым элементом, установленным с правой стороны конвейера (плужковый элемент поднят); на Фиг. 8 изображен поперечный разрез конвейера с плужковым элементом, установленным с правой стороны конвейера (плужковый элемент опущен на ленту); на Фиг. 9 изображена схема расположения четырех плужковых элементов на ленточном конвейере шихты и стеклобоя (вид сверху).
Устройство перемешивания шихты и стеклобоя по пункту 1 формулы содержит: плужковый элемент 1 (Фиг. 1) с правосторонним изгибом своей винтообразной поверхности, расположенный над лентой 2 конвейера 3 шихты (привод не показан) под углом +(140-150°) относительно направления движения ленты (Фиг. 2); зону перемешивания 4 шихты 5 и стеклобоя 6 на ленте; дозатор 7 стеклобоя; поворотный рамный кронштейн 8 с пневматическим приводом 9 подъема - опускания плужкового элемента; опорную стойку 10 (Фиг. 3, 4), прикрепленную к несущей раме 11 конвейера с левой стороны.
Устройство перемешивания шихты и стеклобоя по пункту 2 формулы содержит: плужковый элемент 12 (Фиг. 5) с левосторонним изгибом своей винтообразной поверхности, расположенный над лентой 2 (общие позиции обоих устройств имеют одинаковое обозначение) конвейера 3 шихты (привод не показан) под углом - (140-150°) относительно направления движения ленты (Фиг. 6); зону перемешивания 4 шихты 5 и стеклобоя 6 на ленте; дозатор 7 стеклобоя; поворотный рамный кронштейн 13 с пневматическим приводом 14 подъема - опускания плужкового элемента; опорную стойку 15 (Фиг. 7, 8), прикрепленную к несущей раме 11 конвейера с правой стороны.
Схема (Фиг. 9), поясняющая реализацию способа перемешивания шихты и стеклобоя на ленточном конвейере линии загрузки бункера стекловаренной печи, содержит: ленточный конвейер шихты 3, транспортирующий смесь 16 шихты и стеклобоя к бункеру 17 загрузчика стекловаренной печи 18; дозатор 7 стеклобоя; два плужковых элемента 1, опущенных на ленту 2 конвейера шихты с левой его стороны; два плужковых элемента 12, опущенных на ленту 2 конвейера шихты с правой его стороны. Причем плужковые элементы 1 и 12 при их установке с левой и правой сторон конвейера 3 шихты чередуются друг с другом и смещены относительно друг друга на расстояние как минимум равное ширине ленты 2 конвейера шихты.
Устройство по пункту 1 формулы изобретения работает следующим образом. Шихта 5 (Фиг. 2) с помощью системы конвейеров и элеваторов (не показаны) транспортируется из составного цеха и перегружается на конвейер 3 шихты, который находится в цехе выработки стекла и с выхода которого шихта направляется в расходный бункер стекловаренной печи. Перед загрузкой в этот бункер на слой транспортируемой шихты из дозатора 7 выгружается заданная порция стеклобоя 6, образующего на ленте конвейера в процессе разгрузки дозатора так называемый «слоеный пирог», у которого внизу находится шихта а сверху - слой стеклобоя определенной толщины. Если в таком виде слоеная смесь шихты со стеклобоем выгружается с выхода конвейера в бункер стекловаренной печи (на Фиг. 2 не показан), то при падении в бункер она расслаивается. Это происходит из-за того, что более тяжелые частицы стеклобоя, находящиеся сверху шихты, летят дальше и концентрируются у передней стенки бункера, а шихта при этом распределяется ближе к центру и задней стенке.
Подобную ситуацию можно исключить, если шихту и стеклобой при их послойном транспортировании несколько раз предварительно перевернуть на ленте по типу того, как это делается с помощью плуга при вспахивании земли. Для этой цели в данном устройстве на ленту 2 конвейера 3 шихты опускается плужковый элемент 1, установленный на поворотном кронштейне 8, прикрепленном с помощью опорной стойки 10 к несущей раме 11 конвейера 3 шихты с левой его стороны. Плужковый элемент 1, находящийся в зоне 4 перемешивания (эта зона располагается на ленте конвейера между позициями подачи стеклобоя на шихту и выгрузки сырьевой смеси в расходный бункер стекловаренной печи), имеет правосторонний изгиб своей винтообразной поверхности, по форме напоминающей элемент земельного плуга, и опускается на ленту (Фиг. 4) с помощью пневматического привода 9 подъема - опускания (в исходном нерабочем положении плужковый элемент 1 приподнят (Фиг. 3) и не контактирует с транспортируемыми материалами) При контакте такого плужкового элемента с движущейся шихтой и стеклобоем эти материалы как бы набегают на заходный участок винтообразной поверхности и при дальнейшем продвижении вдоль плужкового элемента поднимаются и переворачиваются на участке его правостороннего изгиба. В результате этого слоеная структура «сэндвича» нарушается, а шихта и стеклобой частично перемешиваются.
Так как плужковый элемент 1 расположен под углом +(140-150°) относительно направления транспортирования шихты и стеклобоя, он начинает действовать подобно плужковому сбрасывателю и сдвигает перемешиваемые материалы с левой стороны ленты конвейера к ее центру и правой стороне. Но сброс материалов с ленты конвейера (как это выполняет плужковый сбрасыватель) не происходит, что обусловлено длиной нижней кромки плужкового элемента 1, равной 60-70% от ширины ленты конвейера (у плужкового сбрасывателя длина плужка превышает ширину ленты на 20-30%). Угол +(140-150°) при этом выбран по аналогии с оптимальным углом установки ножа плужкового сбрасывателя. Частично нарушенная структура «сэндвича», состоящего из шихты и стеклобоя, как уже отмечалось сдвигается к центру и частично к провой стороне ленты и движется далее в сторону расходного бункера стекловаренной печи. Чтобы увеличить гомогенность транспортируемой смеси, можно после этого выполнить аналогичные операции с правой стороны ленты конвейера шихты.
Для этой цели в данном устройстве на ленту 2 конвейера 3 шихты опускается плужковый элемент 12 (Фиг. 5, 6), установленный на поворотном кронштейне 13, прикрепленном с помощью опорной стойки 15 к несущей раме 11 конвейера 3 шихты с правой его стороны. Плужковый элемент 12, находящийся в зоне 4 перемешивания (эта зона располагается на ленте конвейера между позициями подачи стеклобоя на шихту и выгрузки сырьевой смеси в расходный бункер стекловаренной печи), имеет левосторонний изгиб своей винтообразной поверхности, по форме напоминающей элемент земельного плуга, и опускается на ленту (Фиг. 8)с помощью пневматического привода 14 подъема - опускания (в исходном нерабочем положении плужковый элемент 12 приподнят (Фиг. 7) и не контактирует с транспортируемыми материалами) При контакте такого плужкового элемента с движущейся шихтой и стеклобоем эти материалы как бы набегают на заходный участок винтообразной поверхности и при дальнейшем продвижении вдоль плужкового элемента поднимаются и переворачиваются на участке его левостороннего изгиба. В результате этого слоеная структура «сэндвича» нарушается, а шихта и стеклобой повторно перемешиваются.
Так как плужковый элемент 12 расположен под углом -(140-150°) относительно направления транспортирования шихты и стеклобоя, он начинает действовать подобно плужковому сбрасывателю и сдвигает перемешиваемые материалы с правой стороны ленты конвейера к ее центру и левой стороне. Но сброс материалов с ленты конвейера (как это выполняет плужковый сбрасыватель) не происходит, что обусловлено длиной нижней кромки плужкового элемента 12, равной 60-70% от ширины ленты конвейера (у плужкового сбрасывателя длина плужка превышает ширину ленты на 20-30%). Угол -(140-150°) при этом выбран по аналогии с оптимальным углом установки ножа плужкового сбрасывателя. Дополнительно перемешенная структура «сэндвича», состоящего из шихты и стеклобоя, как уже отмечалось, сдвигается к центру и частично к левой стороне ленты и движется далее в сторону расходного бункера стекловаренной печи. Чтобы еще больше увеличить гомогенность транспортируемой смеси, можно после этого выполнить аналогичные операции с левой и аналогично с правой сторон ленты 2 конвейера 3 шихты.
При небольшом количестве стеклобоя и процентном соотношении шихта/стеклобой, равном 80-90:10-20 достаточно по одному разу перевернуть смесь материалов с левой и правой сторон ленты конвейера. Для этого задействуются одно устройство перемешивания с плужковым элементом 1 и одно устройство перемешивания с плужковым элементом 12. При этом плужковые элементы смещаются друг относительно друга на расстояние равное как минимум ширине ленты. Такое смещение необходимо для стабилизации потока смеси на ленте 2 конвейера, после первого переворачивания шихты и стеклобоя.
Если используется повышенное содержание стеклобоя в шихте, соответствующее процентному шихта/стеклобой, равному 70-80:20-30, необходимо дополнительно еще раз перевернуть смесь транспортируемых материалов, обеспечивая при этом лучшее перемешивание. В этом случае задействуются в работу два плужковых элемента 1 и один плужковый элемент 12. Возможна и другая очередность установки устройств перемешивания по пунктам 1, 2 формулы, при которой первым по ходу движения шихты и стеклобоя используется плужковый элемент 12, потом плужковый элемент 1 и далее опять плужковый элемент 12. Очередность расположения плужковых элемнтов 1, 12 при этом определяется условиями монтажа и не влияет на качество перемешивания.
В случае использования 30-40% стеклобоя в смеси с шихтой целесообразно выполнить еще одну операцию переворачивания (смешивания) этих материалов, для чего на конвейере необходимо установить четыре устройства перемешивания (два по пункту 1 и два по пункту 2 формулы), которые также должны чередоваться друг с другом и быть смещены друг относительно друга (Фиг. 9). Учитывая то, что длина зоны 4 перемешивания шихты и стеклобоя ограничивается длиной конвейера между позициями разгрузки стеклобоя из дозатора и выгрузки сырьевой смеси 16 в расходный бункер 17 стекловаренной печи 18, увеличивать эту зону до длины более пяти метров (примерно столько требуется для установки четырех устройств перемешивания при ширине ленты конвейера 650 мм) не всегда представляется возможным. При этом дополнительная (более четырех) установка устройств перемешивания не обеспечивает (как проверено из практики) дополнительного повышения однородности смеси.
В указанной на Фиг. 9 схеме можно по мере необходимости, например при изменении процентного соотношения шихта/стеклобой, задействовать в работе от одного до четырех устройств перемешивания, при этом существуют случаи, когда ни одно из устройств не используется. Подобная ситуация возникает при образовании так называемых «хвостов» шихты и стеклобоя, которые фиксируются с помощью системы управления (не показана) всей линией дозированной подачи шихты и стеклобоя в стекловаренную печь. Если время транспортирования шихты через зону 4 перемешивания не совпадает с соответствующим временем (с учетом транспортного запаздывания) стеклобоя, то плужковые элементы 1 и 12 с помощью своих поворотных кронштейнов 8, 13 поднимаются по команде системы управления и не контактируют ни с шихтой, ни со стеклобоем, так как смысл их раздельного перемешивания не имеет значения. Особенно это касается стеклобоя, абразивные свойства которого при контакте с нижней кромкой плужковых элементов приводят к преждевременному их износу, если стеклобой транспортируется без шихты.
Таким образом, использование рассмотренных устройств перемешивания шихты и стеклобоя на ленте конвейера в сочетании со способом их применения позволяет без сложных перемешивающих аппаратов достигнуть требуемой для стекловаренной печи гомогенности сырьевой смеси при разном процентном соотношении шихта/стеклобой и предотвратить ее расслоение при загрузке в расходный бункер теплового агрегата.
Источники информациии, на которые необходимо обратить внимание при экспертизе:
1. В.Д. Токарев, С.А. Агуреев, Р.И. Султанов и др. Способ загрузки шихты в стекловаренную печь. Патент РФ на изобретение №2392235, опубл. 20.06.2009. Бюл. №17.
2. В.Д. Токарев, С.А. Агуреев, Р.И. Султанов и др. Интенсивная мешалка стекольной шихты. Патент РФ на изобретение №2428386, опубл. 10.09.2011. Бюл. №25.
3. В.И. Трофимов, М.А. Смирнов, В.Е. Лебедев и др. Устройство для перемешивания сухой строительной смеси. Патент РФ на изобретение №2363573, опубл. 10.08.2009. Бюл. №22.
4. И.Ф. Шлегель. Смеситель для сыпучих материалов. Патент РФ на изобретение №2647560. Опубл. 16.03.2018. Бюл. №8.
Способ подготовки шихты для изготовления стеклогранулята для пеностекла
Шихта для изготовления стеклогранулята для пеностекла
Шихта для изготовления стеклогранулята для производства гранулированного пеностекла
Способ затаривания биг-бэгов стеклобоем
Транспортно-технологическая линия возвратного стеклобоя в производстве стеклянной тары
Способ приготовления стекольной шихты для варки теплопоглощающего стекла бронзового цвета
Питатель сыпучих и комкующихся компонентов стекольной шихты
Способ загрузки шихты и стеклобоя в регенеративную стекловаренную печь с подковообразным направлением пламени
Способ производства окрашенного в массе стекла
Способ сухого обогащения доломита
Транспортно-технологическая линия возвратного стеклобоя в производстве стеклянной тары
Способ приготовления стекольной шихты для варки теплопоглощающего стекла бронзового цвета
Питатель сыпучих и комкующихся компонентов стекольной шихты
Способ загрузки шихты и стеклобоя в регенеративную стекловаренную печь с подковообразным направлением пламени
Способ производства окрашенного в массе стекла
Способ сухого обогащения доломита
Технологическая линия сухого обогащения доломита
Транспортно-технологическая линия возвратного стеклобоя в производстве стеклянной тары с окрашиванием стекломассы в канале питателя
Устройство для обогащения кварцевого песка
Способ варки бесцветного стекла в производстве стеклянной тары

