Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к способам осуществления процесса ротационного выдавливания, и может быть использовано для формообразования из листовых заготовок цельных тонкостенных оболочек осесимметричной формы, имеющих постоянную толщину по образующей, которая описывается кривой второго порядка.
Известен способ ротационной вытяжки тонкостенных деталей сложного профиля, включающий установку трубной заготовки на оправке, имеющей цилиндрические и профильный участки, фиксирование заготовки на цилиндрическом участке оправки и воздействие на заготовку деформирующими роликами за один или несколько переходов [1].
На каждом переходе формируют по оправке без остановок вначале цилиндрический участок заготовки большего диаметра, после чего профильный участок и затем цилиндрический участок меньшего диаметра, причем на первом переходе формируют заготовку с постоянной толщиной стенки, на последующих переходах - с переменной толщиной стенки и со смещением входа и выхода роликов из заготовки, а между переходами осуществляют термообработку заготовки. Данный способ может обеспечивать формообразование оболочки только из трубных заготовок с переменной толщиной стенки в соответствии с диаметром сечения в месте вытяжки и не обладает возможностью компенсации возможной разнотолщинности оболочки на каждом переходе вытяжки.
Наиболее близким аналогом заявленного способа является способ изготовления оболочек оживальной формы путем многопереходной давильной обработки листовой заготовки, установленной на вращающейся оправе при продольном перемещении давильного инструмента, установленного с зазором относительно последней, в котором величина зазора между давильным инструментом и оправой для любой точки профиля оболочки корректируется на величину, определяемую по представленной в формуле изобретения зависимости, с учетом корректировок по устранению разнотолщинности, рассчитанных на первой оболочке от партии [2]. К основному недостатку данного способа относится необходимость перед началом обработки настройки режимов на натурной детали, которая в дальнейшем не используется и бракуется. Требуется постоянное (после каждого последующего перехода ротационной вытяжки), а то и на каждом переходе (в пределах одной партии деталей) корректирование режимов давления, что дестабилизирует состояние поверхностного слоя материала заготовки и приводит к непроизводительным затратам времени. Также отсутствие механизма компенсации температурных деформаций в месте контакта оправы и заготовки в процессе одного перехода ротационной вытяжки на всех деталях одной партии не позволяет получить заданный стабильный профиль сечения оболочки по образующей из-за местных зазоров, следовательно, выровнять и стабилизировать разнотолщинность на отдельных участках оболочки, что сокращает срок эксплуатации изделий.
Предлагаемое изобретение направлено на получение методом ротационного выдавливания тонкостенных оболочек с равномерной толщиной стенки и предотвращение появления местных дефектов формы по всей обрабатываемой поверхности в процессе формообразования.
Это достигается тем, что при изготовлении тонкостенных оболочек сложной формы из нержавеющих жаропрочных сталей и сплавов с сопряжениями сложного профиля путем многопереходной давильной обработки листовой заготовки при продольном перемещении давильного инструмента, установленного с зазором относительно последней, согласно изобретению формообразование проводят одновременно двумя давильными роликами, черновым и чистовым, причем черновой ролик настраивается с опережением движения относительно чистового, а траектории движения роликов, исключающие разнотолщинность оболочки за пределами допуска при формообразовании сложного профиля, задают отдельно для каждого ролика управляющей программой для раскатного стана с учетом температурных деформаций от нагрева оправы на предыдущем переходе. При этом для стабилизации процесса вытяжки и исключения перенаклепа поверхности зазоры для чистовых роликов выбирают в пределах 0,35-0,6 от величины зазора для черновых роликов, а корректировку температурных деформаций от нагрева оправы по мере формообразования оболочек в пределах одной партии проводят начиная с третьей детали в партии на каждом переходе.
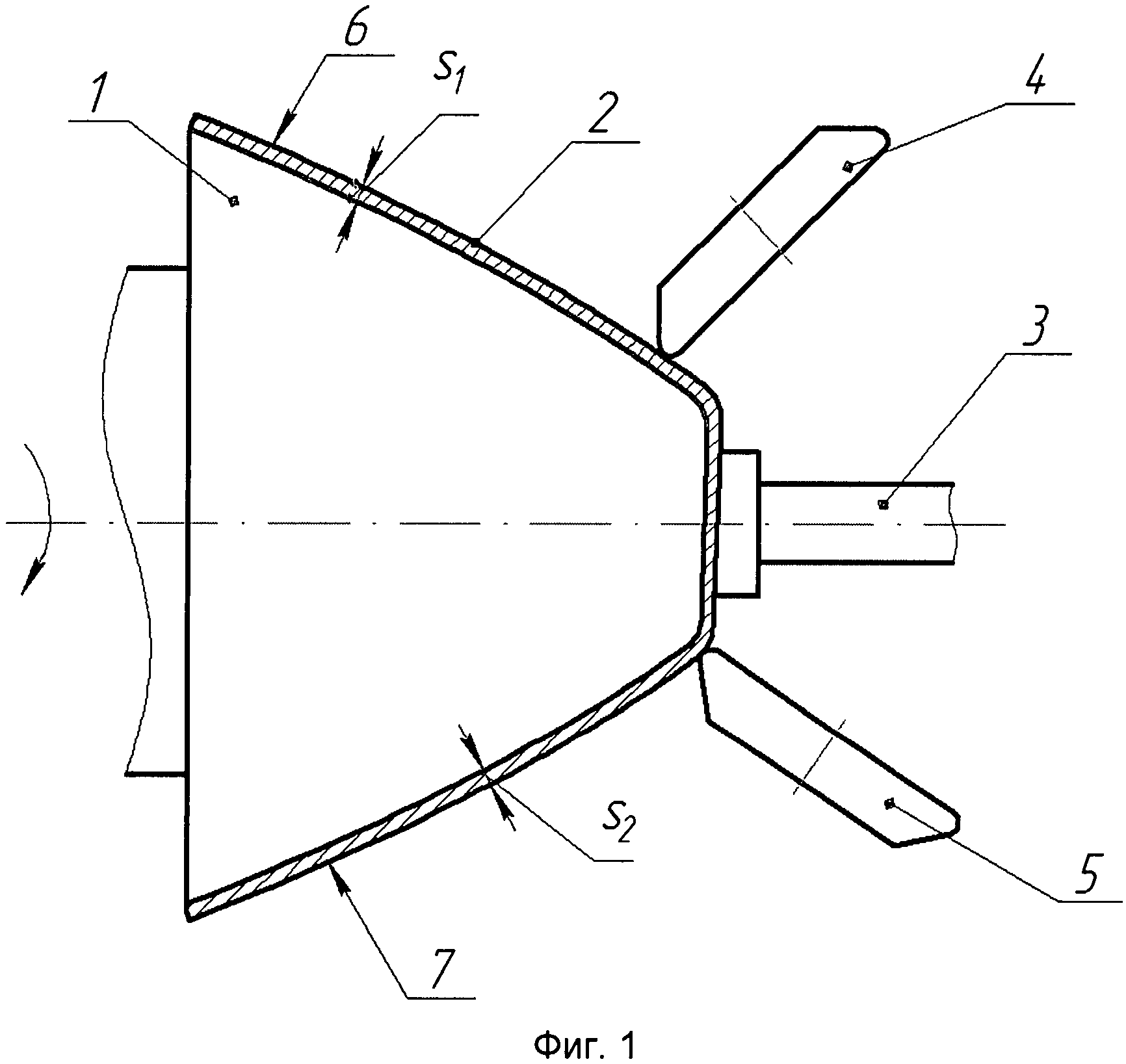
Сущность изобретения поясняется чертежом, на котором приведена схема обработки, где:
1 - оправа;
2 - оболочка;
3 - прижим;
4, 5 - ролики;
S1, S2 - зазоры;
6, 7 - траектории.
Способ осуществляют в следующей последовательности: на шпиндель раскатного стана устанавливают вращающуюся вокруг своей оси оправу 1 с радиальным и торцевым биениями не более 0,02 мм. На оправу устанавливают оболочку 2 и от осевого смещения фиксируют прижимом 3. Устанавливают и настраивают ролики 4 и 5 на расчетные зазоры S1 и S2 соответственно, причем черновой ролик 4 настраивается с опережением движения относительно чистового ролика 5 на 1-2 оборота оправы. Включают вращение шпинделя стана с оправой 1, подачу роликов 4, 5 и выполняют формообразование оболочки 2. Траектории 6 и 7 движения роликов 4 и 5, исключающие разнотолщинность оболочки за пределами допуска (0,2 мм) при формообразовании сложного профиля, задаются отдельно для каждого ролика индивидуальной программой. Для стабилизации процесса вытяжки и исключения перенаклепа поверхности зазоры S1 для чистовых роликов 4 выбирают в пределах 0,35-0,6 от зазора S2 черновых роликов 5. Величины зазоров изменяются по длине образующей и различны для разных диаметров, что обеспечивается программой при движении роликов по заданным траекториям 6 и 7. После каждого перехода производят смену роликов 4 и 5 с уменьшением радиуса их рабочей поверхности, термообработку оболочек для снятия остаточных напряжений и контроль промежуточных размеров. Формообразование оболочки во избежание местных короблений и микротрещин производится с обильным охлаждением индустриальным маслом. Корректировку температурных деформаций от нагрева оправы по мере формообразования оболочек в пределах одной партии, которая предусмотрена в программе, проводят начиная с третьей детали в партии на каждом переходе.
Пример осуществления способа
Проводят ротационную раскатку и вытяжку тонкостенной оболочки из нержавеющего жаропрочного никелевого сплава с сопряжениями сложного (оживального) профиля толщиной 2 мм диаметром 850 мм и высотой 900 мм.
Размеры исходной заготовки толщиной 6 мм: диаметр 800 мм, высота 450 мм. В качестве формообразующего инструмента используют три комплекта стальных закаленных роликов с радиусом рабочей поверхности 80, 15 и 10 мм. Черновой ролик настраивают с опережением движения относительно чистового ролика на 6 мм. Обработку производят за три перехода с зазорами по черновым роликам 6,0; 3,5 и 1,5 мм. Скорость вращения оправы 50 об/мин и подача 4,0 мм/об. После каждого перехода проводят термообработку (отжиг) для снятия напряжений. В качестве смазочно-охлаждающей жидкости используют индустриальное масло. Толщину стенки оболочки измерили по четырем образующим с шагом измерений 40 мм. Профиль проверили на контрольно-измерительной машине.
Результаты формообразования оболочки следующие:
- профиль оболочки соответствует расчетному;
- рябизна и поверхностные дефекты в виде микротрещин отсутствуют;
- разнотолщинность стенки в пределах допуска 0,2 мм.
Использование способа позволит расширить технологические возможности для формообразования оболочек сложного профиля, повысить производительность и качество обработки при ротационном выдавливании осесимметричных деталей, что позволит обеспечить улучшение эксплуатационных характеристик изделий.
Источники информации
1. Патент RU 2420367 С1 Российская Федерация, МПК B21D 22/16. Способ ротационной вытяжки тонкостенных деталей сложного профиля / Н.А.Макаровец, Р.А. Кобылин, Е.А.Белов, А.Е.Белов, А.С.Демьяник, В.Т.Собкалов, А.А.Хитрый, Г.А.Надысева // Опубликовано: 10.06.2011.
2. Патент RU 2255827 С1 Российская Федерация, МПК 7 B21D 22/16. Способ изготовления оболочек оживальной формы / А.В.Бондарь, В.Н.Борисов, В.Г.Грицюк, А.В.Гребенщиков // Опубликовано: 10.07.2005 - прототип.
Предохранительный полноподъемный клапан
Способ комбинированной обработки узких каналов детали
Стенд для испытаний энергоустановок с криогенными компонентами топлива
Турбонасосный агрегат
Способ форсирования по тяге жидкостного ракетного двигателя и жидкостный ракетный двигатель
Дроссель
Двигательная установка жидкостной ракеты
Лазерное устройство воспламенения компонентов топлива (варианты)
Заслонка
Энергоустановка (варианты)
Способ подготовки поверхности сложного профиля под газоплазменное напыление
Способ изготовления коллекторов
Способ упрочняющей обработки локальных участков поверхностей деталей роторов

