Результат интеллектуальной деятельности: СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к непрерывной разливке металлов, и может быть использовано при литье круглых заготовок.
Известно устройство вторичного охлаждения машины непрерывного литья заготовок, в котором реализуется способ охлаждения непрерывнолитых заготовок, заключающийся в подаче в зону вторичного охлаждения заготовки охлаждающей жидкости с помощью форсунок, расположенных по контуру заготовки. Факелы форсунок направлены на поверхность заготовки. В описании приводится математическое выражение, позволяющее оценить расстояние от форсунок до поверхности заготовки (см. патент РФ №2108199, приоритет 10.12.1996). Однако в указанное математическое выражение включен эмпирический коэффициент, величина которого вне зависимости от каких-либо параметров заготовки может изменяться в 4 раза, что не позволяет использовать указанное математическое выражения для определения оптимального расстояния от форсунок до непрерывнолитой круглой заготовки в зависимости от ее размеров.
Известен способ охлаждения непрерывнолитых заготовок круглого сечения, заключающийся в подаче охлаждающей воды в зону вторичного охлаждения заготовки посредством конусных форсунок, установленных под равными углами по окружностям, описанным вокруг заготовки, и на одинаковом расстоянии от поверхности. Факелы форсунок направлены на поверхность заготовки (см. Польщиков А.В., Тутарова В.Д. «Анализ эффективности охлаждения непрерывнолитых заготовок круглого сечения на МНЛЗ №1 ОАО «Уральская сталь» // Технические науки: традиции и инновации: материалы междунар. заоч. науч. конф. (г.Челябинск, январь 2012 г.). - Челябинск: Два комсомольца, 2012. - С.105-108).
Недостатком данного способа является то, что он не позволяет обеспечить равномерное охлаждение заготовки по ее окружности. В результате формируются термические напряжения и возникают поверхностные дефекты, продольные и поперечные трещины, ужимины, что не позволяет стабильно получать продукцию требуемого качества.
Техническим результатом предлагаемого изобретения является обеспечение более равномерного охлаждения заготовки круглого сечения по ее окружности и длине, исключение формирования термических напряжений, приводящих к возникновению поверхностных дефектов, улучшение макроструктуры металла.
Технический результат достигается тем, что в способе вторичного охлаждения непрерывнолитой круглой заготовки, заключающемся в подаче охлаждающей воды на поверхность заготовки посредством конусных форсунок, установленных под равными углами по окружностям, описанным вокруг заготовки, и на одинаковом расстоянии от поверхности заготовки, угол факела конусных форсунок равен углу их установки по окружностям, описанным вокруг заготовки.
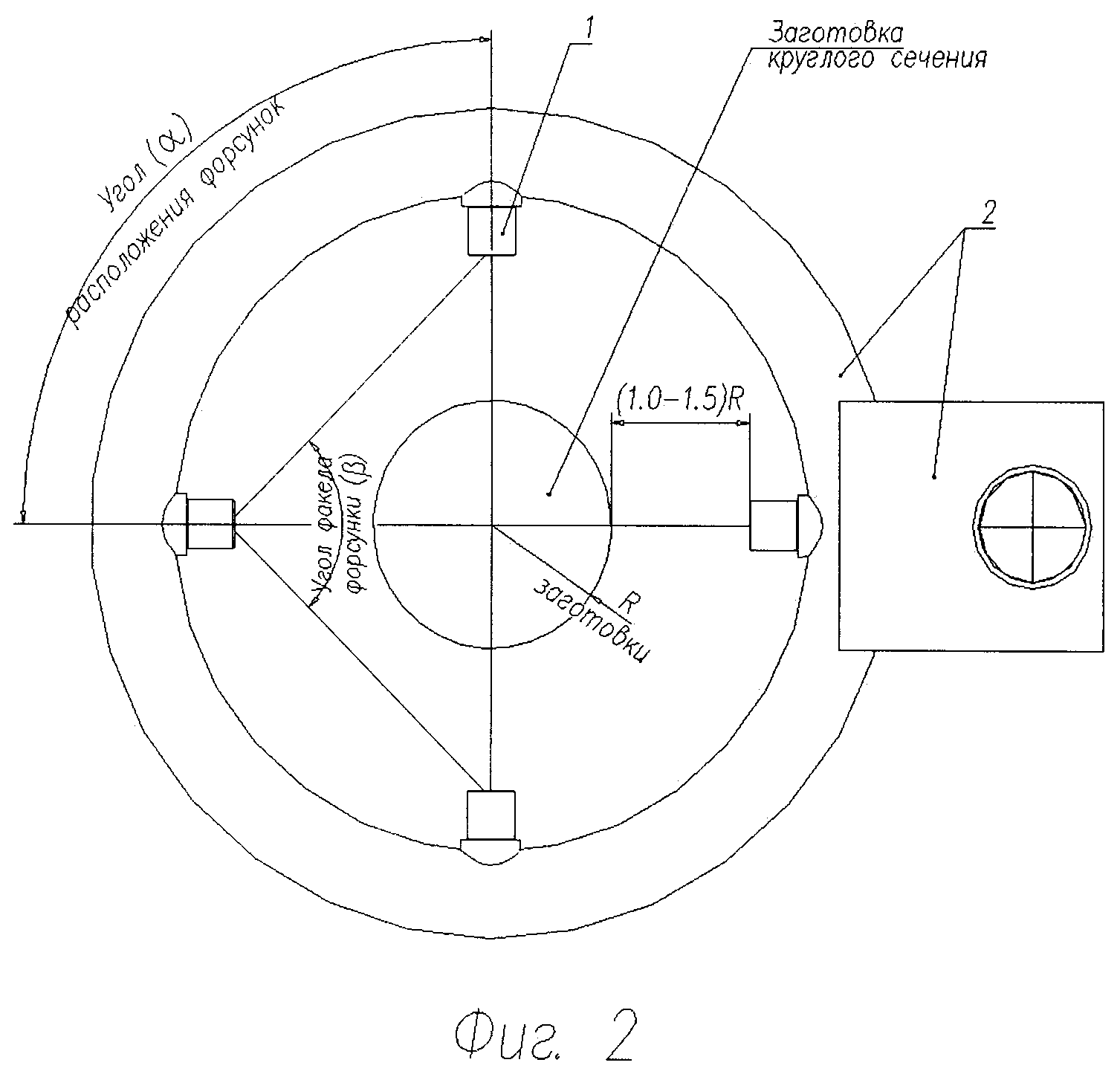
Расстояние от конусных форсунок до поверхности заготовки составляет не менее 80 мм и равно (1,0-1,5) R, где R - радиус заготовки.
Угол факела (угол факела распыленной струи) - угол, образованный прямыми касательными линиями, условно проведенными по крайним каплям факела распыленной струи (см. например, п.3.10, ГОСТ Р 53331-2009 СТВОЛЫ ПОЖАРНЫЕ РУЧНЫЕ).
Эти условия позволяют обработать достаточно большой участок по длине заготовки и обеспечить более равномерное охлаждение всех участков по окружности, описанной вокруг охлаждаемой поверхности заготовки.
Изобретение иллюстрируется графическими материалами, где
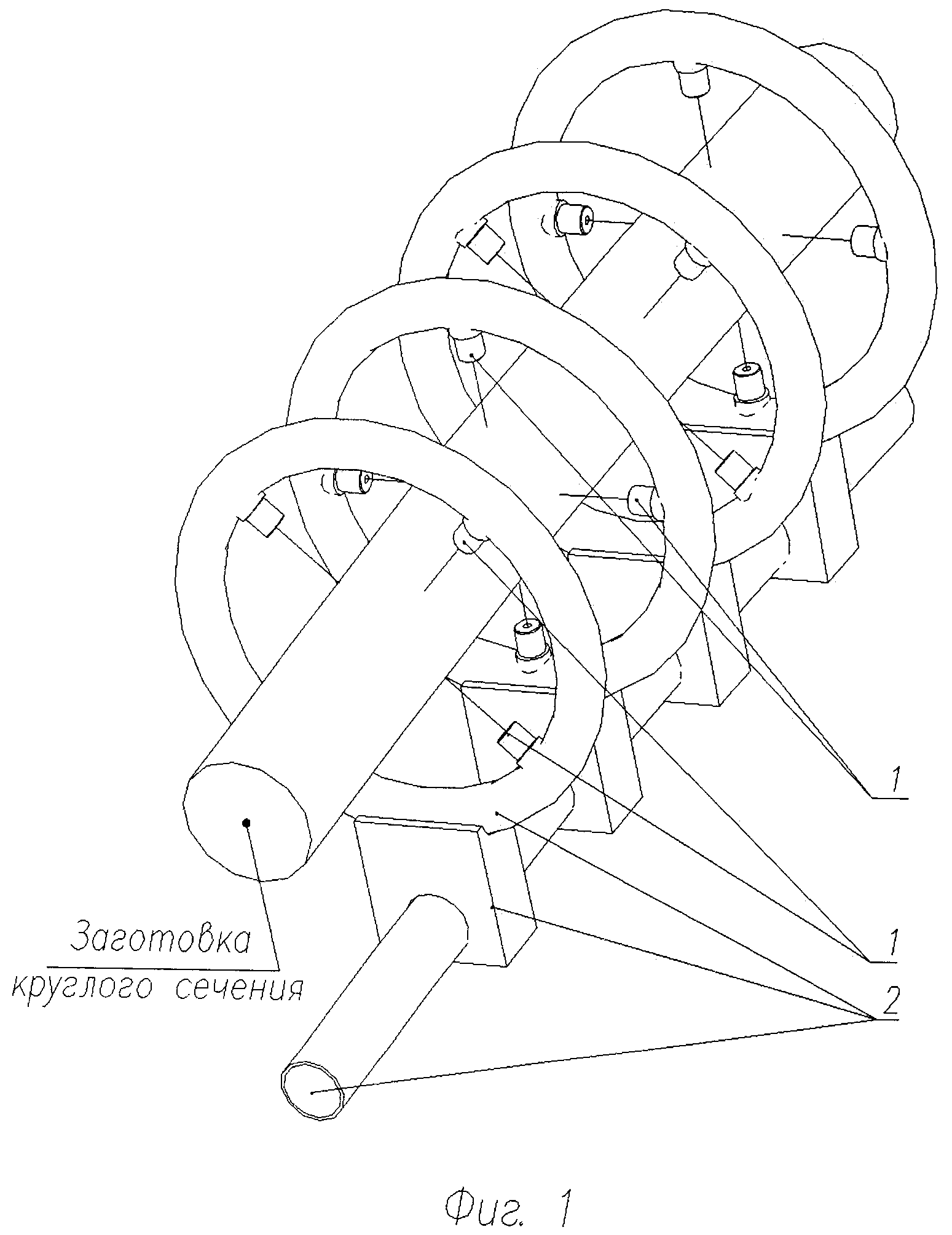
на фиг.1 - схема расположения конусных форсунок по окружностям вокруг заготовки в зоне вторичного охлаждения заготовки;
на фиг.2 - схема расположения форсунок по окружности, описанной вокруг заготовки, на одном из участков зоны вторичного охлаждения;
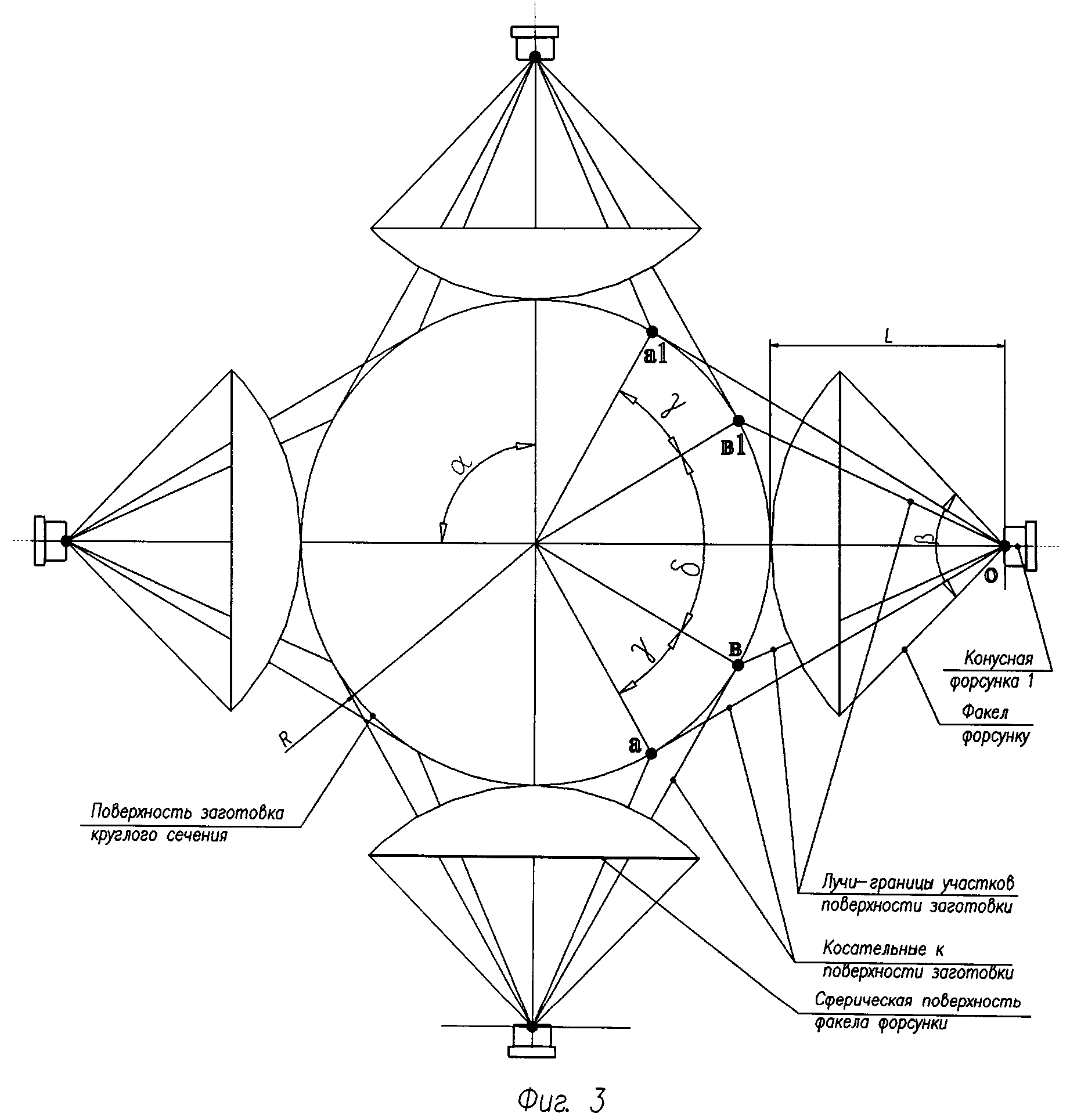
на фиг.3 - схема расположения орошаемых участков поверхности заготовки посредством форсунок, установленных по окружности, описанной вокруг заготовки.
Подача охлаждающей воды к конусным форсункам 1 с одинаковым углами факелов осуществляется по трубопроводной системе 2.
Форсунки 1 с одинаковыми углами факелов (фиг.3) устанавливают по окружности, описанной вокруг заготовки, под углом «α» друг к другу и на одинаковом расстоянии от поверхности заготовки. При распылении воды образуется сферический сектор с углом факела «β». Углы «α» и «β» равны. Радиус заготовки «R». Точка «о» определяет расстояние «L» от форсунок до поверхности заготовки. Касательные к поверхности заготовки «о-а» и «o-a1» определяют количество полезной воды, подаваемой на поверхность заготовки. Отношение этого количества воды ко всему количеству воды, подаваемой форсункой, обозначим - «ρп» - «полезная доля воды».
На поверхности заготовки можно выделить участки «в-в1», орошаемые центральными зонами факела форсунок, и участки «а-в» и «а1-В1», орошаемые периферийными зонами факела форсунок. На каждый из периферийных участков подается вода от рассматриваемой и соседней с ней форсунок.
Долю воды, подаваемой на каждый участок поверхности заготовки, можно определить по отношению площади части сферической поверхности факела форсунки, соответствующего этому участку поверхности заготовки, ко всей площади сферической поверхности факела. Обозначим эти доли для соответствующих участков «ρав» и «ρвв1».
Отношение указанных долей воды, подаваемых на соответствующий участок поверхности заготовки, к угловому размеру этого участка (интенсивность орошения) позволит оценить степень неравномерности орошения поверхности заготовки по ее периметру. Для участка «а-в» с угловым размером «γ» интенсивность орошения составляет «ωав», для участка «в-в1» с угловым размером «δ» - «ωвв1».
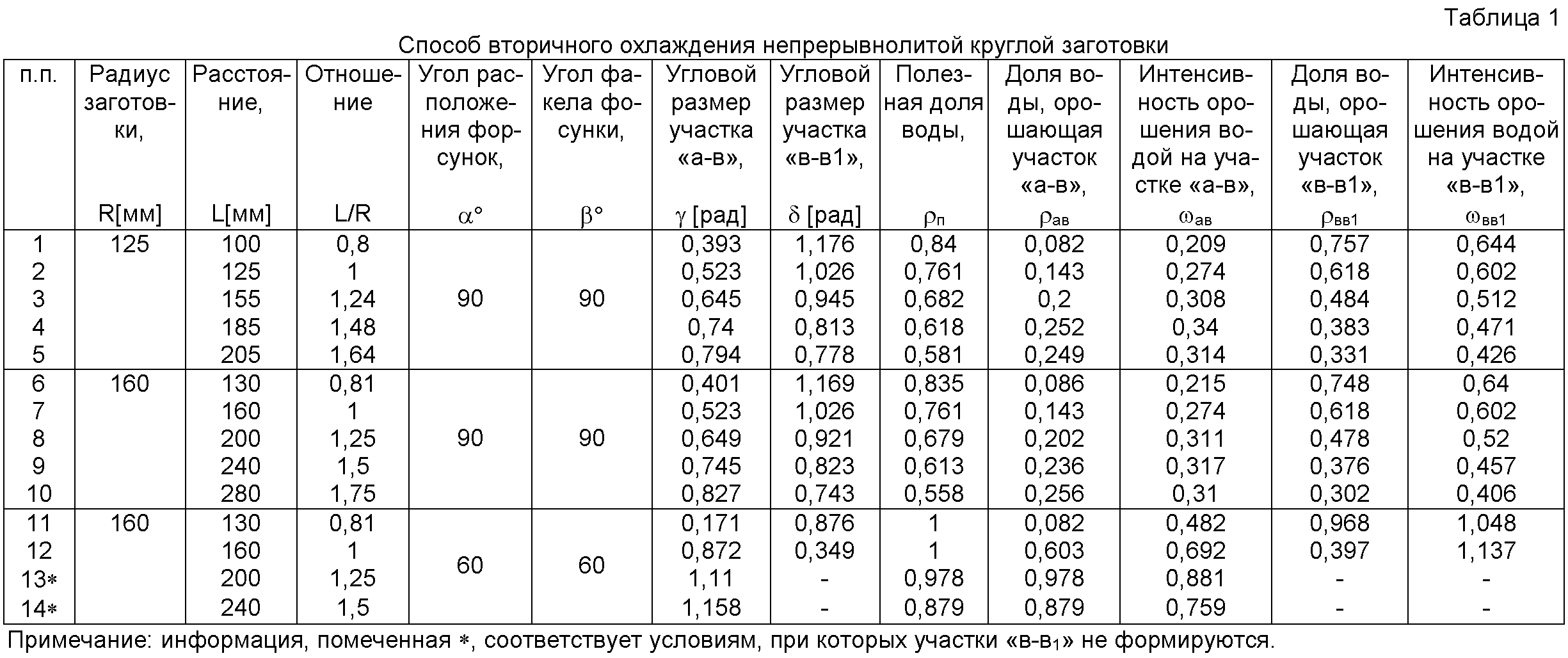
Результаты оценки количества подаваемой охлаждающей воды на участки поверхности заготовки при различных радиусах заготовки «R», углах расположения форсунок «α», углах факелов «β» и расстояниях «L» от поверхности заготовки до форсунки приведены в таблице 1.
Для вторичного охлаждения непрерывнолитых заготовок используются готовые форсунки с постоянными углами факелов, равными 45°, 60°, 90° и 120°, из ряда которых выбираются требуемые. Использование форсунок с большим углом факела, например 90°, снижает вероятность засорения выходного отверстия форсунки, позволяет увеличить величину охлаждаемого участка по длине заготовки, применять меньшее количество форсунок на одной окружности вокруг заготовки, увеличить расход воды, подаваемой одной форсункой, при сохранении общего расхода воды.
Анализ результатов, приведенных в таблице 1, показал, что при отношении L/R<1,0 количество воды, орошающей периферийные участки «а-в» и «а1-в1», недостаточно, в результате чего заготовка охлаждается неравномерно.
В интервале отношений L/R=(1,0-1,5) полезная доля воды «ρп» не ниже 0,6, а интенсивность орошения на периферийных участках «а-в» увеличивается за счет перераспределения воды с центральных участков «в-в1», что способствует более равномерному охлаждению поверхности заготовки.
При увеличении отношения L/R>1,5 полезная доля воды, орошающей все участки «ρп», «ρав», «ρвв1», снижается, что приводит к излишнему нецелесообразному перерасходу воды.
Таким образом, отношение L/R=(1,0-1,5) является оптимальным для вторичного охлаждения непрерывнолитых круглых заготовок, однако при расстоянии L<80 мм форсунки слишком близко находятся к раскаленной поверхности заготовки, перегреваются и выходят из строя.
При угле факела форсунок «β» меньше углов расположения форсунок «α» для обеспечения равномерного охлаждения заготовки по ее окружности необходимо слишком далеко располагать форсунки от поверхности заготовки, что невозможно реализовать по конструктивным соображениям, так как трубопроводная система 2 пересекается с опорными конструкциями роликов, направляющих заготовку (на схемах не показаны).
При угле факела форсунок «β» больше углов расположения форсунок «α» для обеспечения равномерного охлаждения заготовки по ее окружности и оптимальном расходе охлаждающей воды, форсунки потребуется располагать на расстоянии L<80 мм, что приведет к перегреву последних и выходу их из строя.
Примеры оптимального охлаждения заготовки, полученного при реализации предложенного способа, представлены в таблице 1 под пунктами 3 и 8.
При охлаждении заготовки диаметром 250 мм выбрали форсунки с углом факела «β=90°», угол расположения форсунок «α=90°», установили форсунки от поверхности заготовки на расстоянии L=155 мм, отношение L/R=1,24, доля полезной воды, охлаждающей заготовку, составила 68,2%, интенсивность охлаждения периферийных участков 0,308, интенсивность охлаждения центральных участков 0,512.
При охлаждении заготовки диаметром 320 мм выбрали форсунки с углом факела «β=90°», угол расположения форсунок «α=90°», установили форсунки от поверхности заготовки на расстоянии L=200 мм, отношение L/R=1,25, доля полезной воды, охлаждающей заготовку, составила 67,9%, интенсивность охлаждения периферийных участков 0,311, интенсивность охлаждения центральных участков 0,52.
Машина бесслитковой прокатки алюминиевого листа
Боек валка пилигримового стана горячей прокатки труб
Вакуумно-компрессионная печь
Вакуумный пресс
Способ и устройство для внепечной обработки металла в ковше
Литейное колесо роторной литейной машины
Способ получения медного сортового проката в литейно-прокатном агрегате с использованием литейной машины роторного типа
Роторная литейная машина для получения медной заготовки в литейно-прокатном агрегате
Способ электрошлакового переплава металлосодержащих отходов

