Результат интеллектуальной деятельности: СПОСОБ ПРОКАТКИ ПОЛОСОВОГО ПРОКАТА, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение относится к способу прокатки полосового проката, в частности, металлической полосы, в котором металлическая полоса сначала проходит линию травления, а затем между двумя реверсивными моталками через реверсивный прокатный стан, причем конец одной металлической полосы перед линией травления сваривается с началом следующей металлической полосы, а перед намоткой окончательно прокатанной металлической полосы происходит разделение металлических полос, сваренных друг с другом.
Установки для прокатки металлической полосы, травильные установки и прокатные станы бывают выполнены в виде отдельно стоящих, а также комплексных установок.
Комплексные установки обычно оборудованы, по меньшей мере, тремя прокатными клетями, причем максимальное обжатие прокатываемого материала лимитировано.
При этом капитальные затраты являются весьма высокими и оказываются оправданными лишь при большом объеме произведенной продукции.
Для обжатия катаной полосы до конечной толщины рулоны при наличии единичных прокатных клетей подвергаются многократной реверсивной прокатке.
При непрерывных прокатных станах к концу полосы приваривается начало полосы следующего рулона, и, таким образом, отпадает необходимость в заправке очередного рулона.
Отдельно стоящие линии травления обычно содержат одну или две моталки с тележками для перевозки рулонов и со сталкивателями рулонов, а также реверсивные установки и разматывающую станцию с тележками для перевозки рулонов и со сталкивателями рулонов.
Из ЕР 1701808 В1 известны способ и установка для прокатки полосового проката с реверсивным прокатным станом, а также с установленными впереди и позади него моталками для намотки металлической полосы, с включенной впереди нее линией травления и включенной впереди нее сварочной машиной для сварки между собой конца и начала полосы.
Задачей изобретения является создание более эффективного способа прокатки полосового проката, в частности, металлической полосы.
Эта задача согласно изобретению решается с помощью способа прокатки полосового проката, в частности, металлической полосы, в котором металлическая полоса сначала проходит линию травления, а затем между проходит двумя реверсивными моталками через реверсивный прокатный стан, причем конец одной металлической полосы перед линией травления сваривается с началом следующей металлической полосы, а перед намоткой окончательно прокатанной металлической полосы происходит разделение металлических полос, сваренных друг с другом, в ходе следующего процесса:
- металлическая полоса А, выходящая из линии травления, проходит обе прокатные клети реверсивной прокатной клети, а затем наматывается на реверсивной моталке, установленной за реверсивным прокатным станом,
- причем к концу металлической полосы А перед подачей на линию травления уже приварено начало следующей металлической полосы В,
- это начало металлической полосы В теперь также прокатывается, а именно на длину, соответствующую длине намотки до появления натяжения на моталке, и также набегает на реверсивную моталку,
- при последующем реверсировании металлическая полоса В отделяется от металлической полосы А с помощью ножниц таким образом, что уже прокатанное начало металлической полосы В остается с еще непрокатанной остальной металлической лентой В,
- затем происходит реверсивная прокатка всей металлической полосы А, причем она после выхода из реверсивного прокатного стана набегает на реверсивную моталку, установленную впереди реверсивной прокатной клети,
- как только металлическая полоса А полностью окажется на реверсивной моталке (2), металлическая полоса В подается в реверсивный прокатный стан, и вышеописанные процессы повторяются с этой металлической лентой В и последующей металлической лентой С.
Таким образом, основная идея изобретения заключается в соединении концов полосы рулона и в их подаче в реверсивную прокатную клеть/стан, как правило, включающие несколько последовательно установленных прокатных клетей, через накопитель полосы в качестве накопителя материала за время окончательной прокатки предыдущего рулона.
Тем самым за первый проход реализуется комплексный непрерывный процесс травления/прокатки.
Начало полосы в конце первого прохода прокатывается вместе с концом полосы предыдущего рулона на длину, необходимую для перекрытия длины намотки до появления натяжения. Теперь это начало полосы также реверсируется, пока предыдущий рулон не будет отрезан для подачи на реверсивную моталку 2. После этого это начало полосы данного рулона остается в накопителе полосы, пока предыдущий рулон не будет реверсирован окончательно.
Для поддержания непрерывности травления размеры накопителя полосы рассчитывается большими, чтобы уложиться во время окончательной прокатки предыдущего рулона. Скорость процесса травления, в свою очередь, рассчитывается таким образом, чтобы объем произведенной продукции был равен максимальному объему продукции, произведенной реверсивной установкой.
При этом преимуществами являются кратчайшие временные интервалы для рулонов и меньшие отклонения от номинальных размеров, так как начало полосы по толщине уже уменьшено в результате двух проходов прокатки.
Другим преимуществом является экономия на складировании полосы, а также устройства для транспортировки рулона на выходе после травления и после подготовки рулона в реверсивной установке. Благодаря этому исключаются также повреждения рулона, вызываемые транспортировкой.
Последовательность стадий процесса поясняется ниже со ссылкой на чертежи.
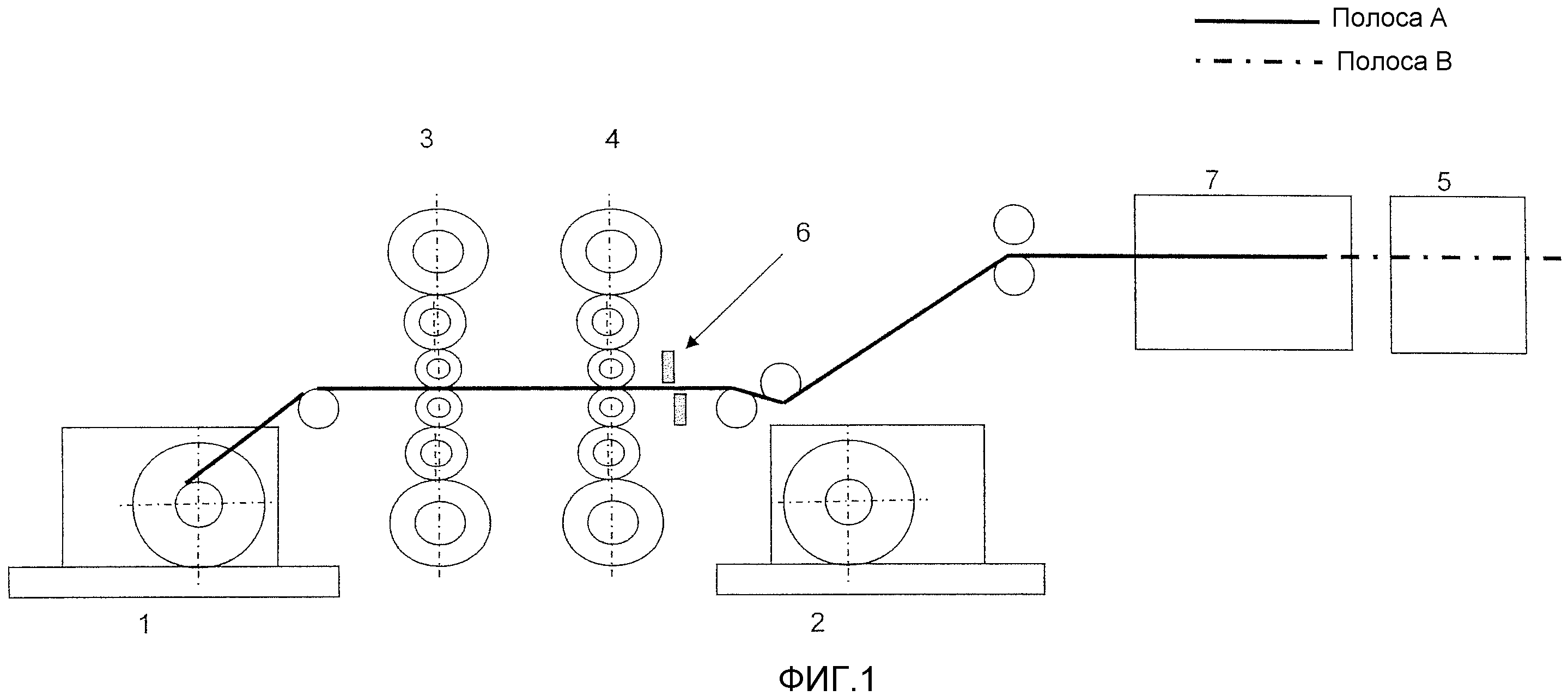
Полоса А, выходящая из травильной установки, проходит через обе прокатные клети 3, 4, а затем наматывается на реверсивной моталке 1 (фиг. 1).
К концу полосы А перед входом в травильную установку 5 уже приваривается начало полосы В. Это начало полосы В также прокатывается, а именно, на длину, соответствующую длине намотки до появления натяжения на моталке.
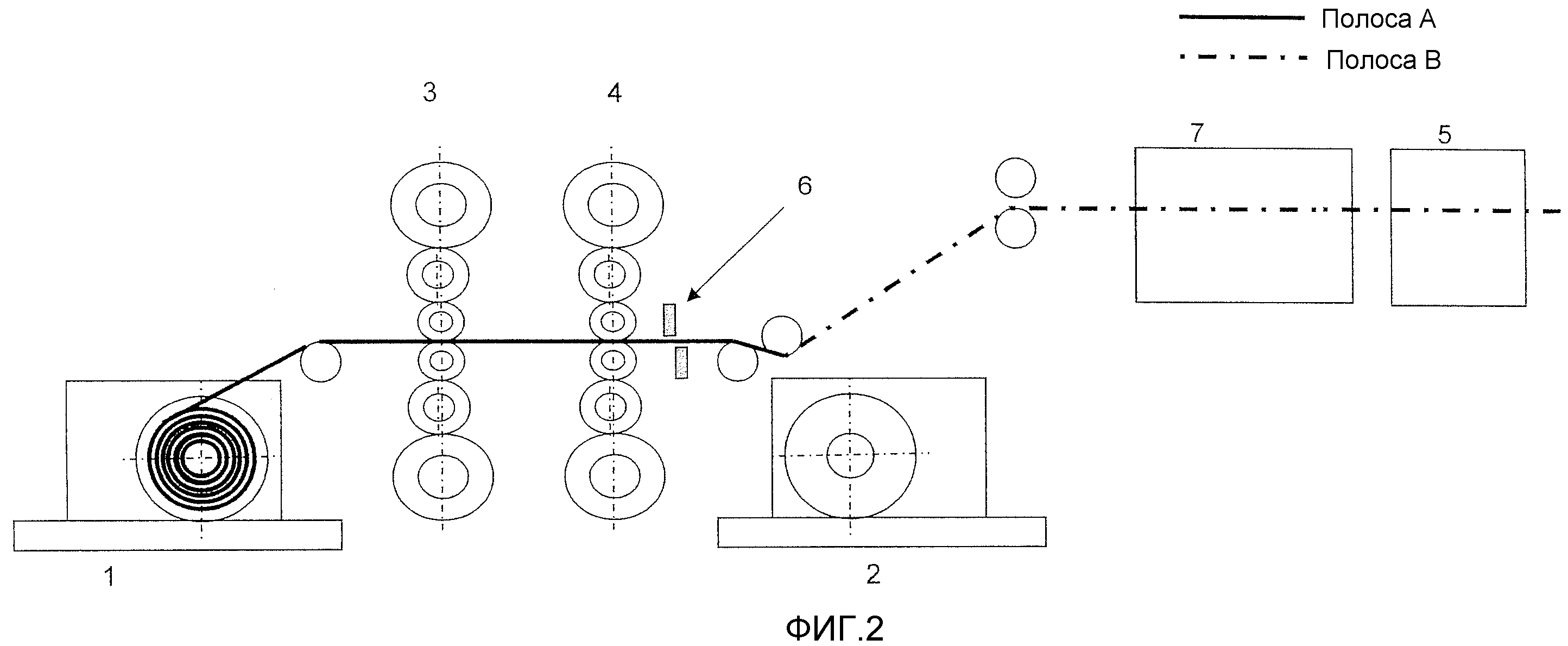
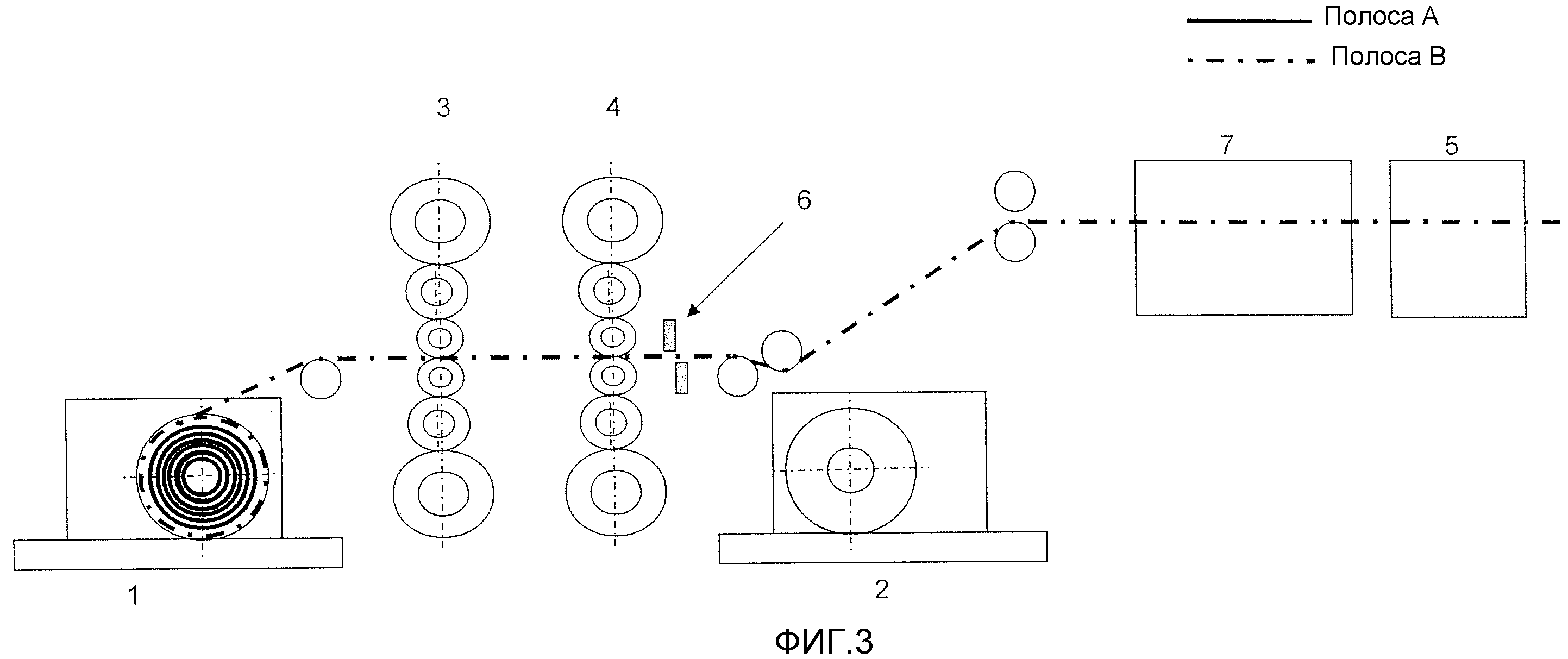
На фиг. 2 полоса В изображена штрихпунктирной линией. На этой фиг. 2 и на следующей фиг. 3 видно, что начало полосы В также набегает на реверсивную моталку 1.
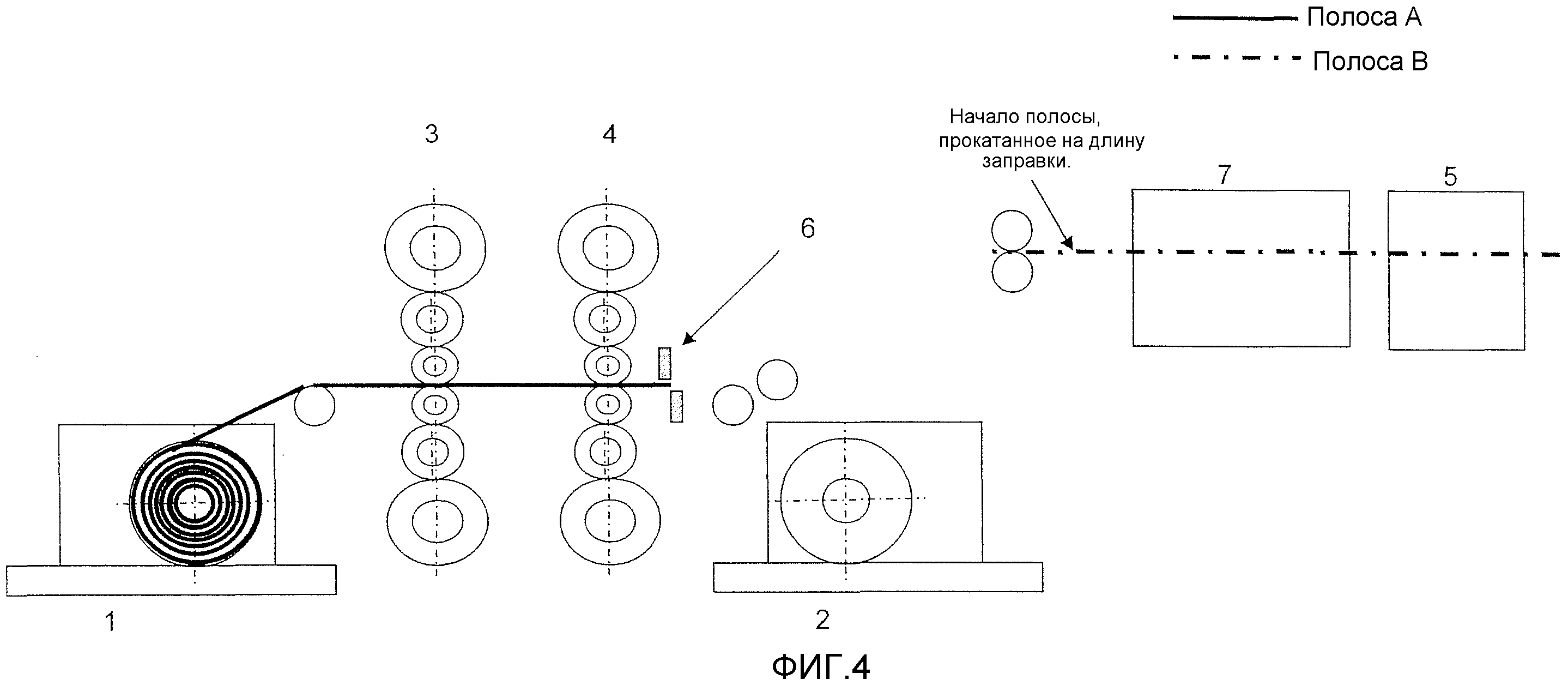
При последующем реверсировании полоса В с помощью ножниц 6 отделяется, так что уже прокатанное начало полосы В остается с еще не прокатанной остальной лентой В (фиг. 4).
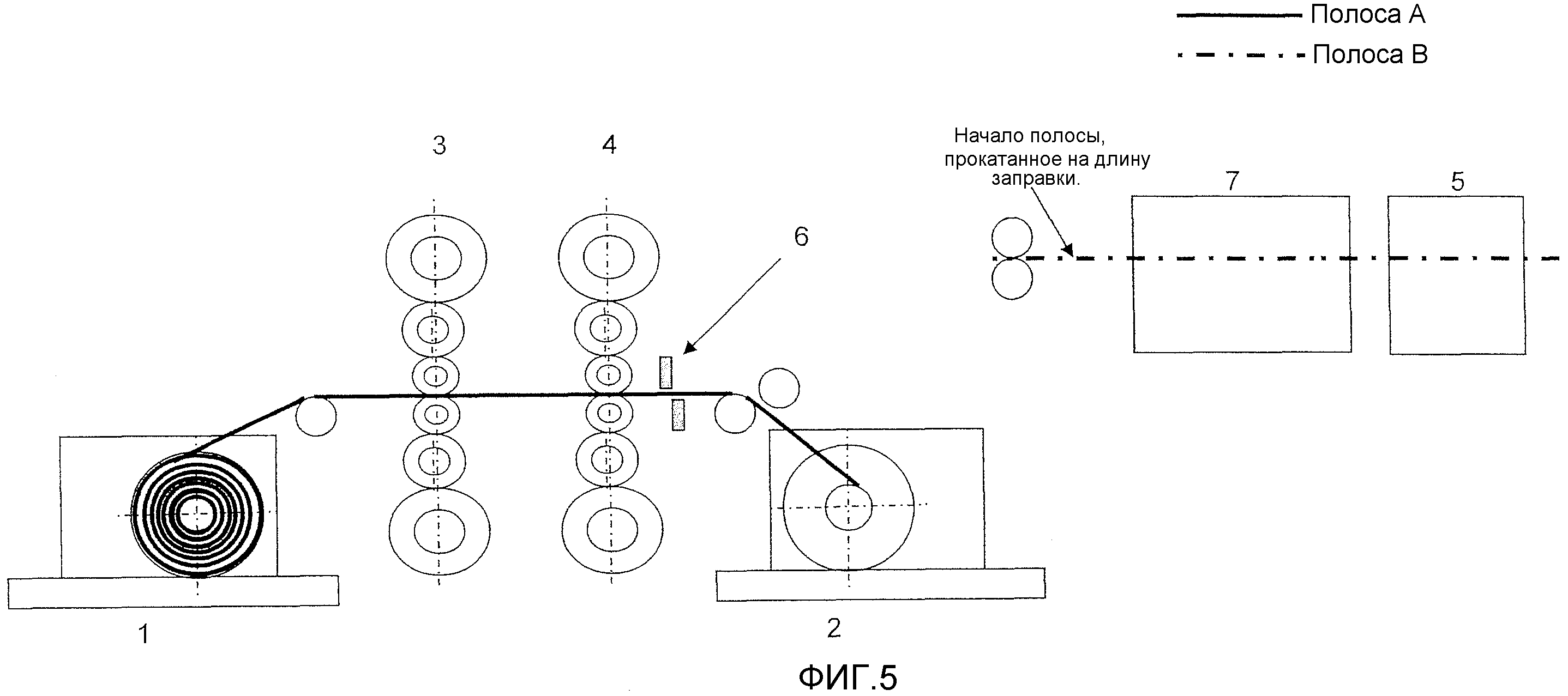
После этого происходит окончательное реверсирование полосы А и использованием рулона на реверсивной моталке 2 (фиг. 5).
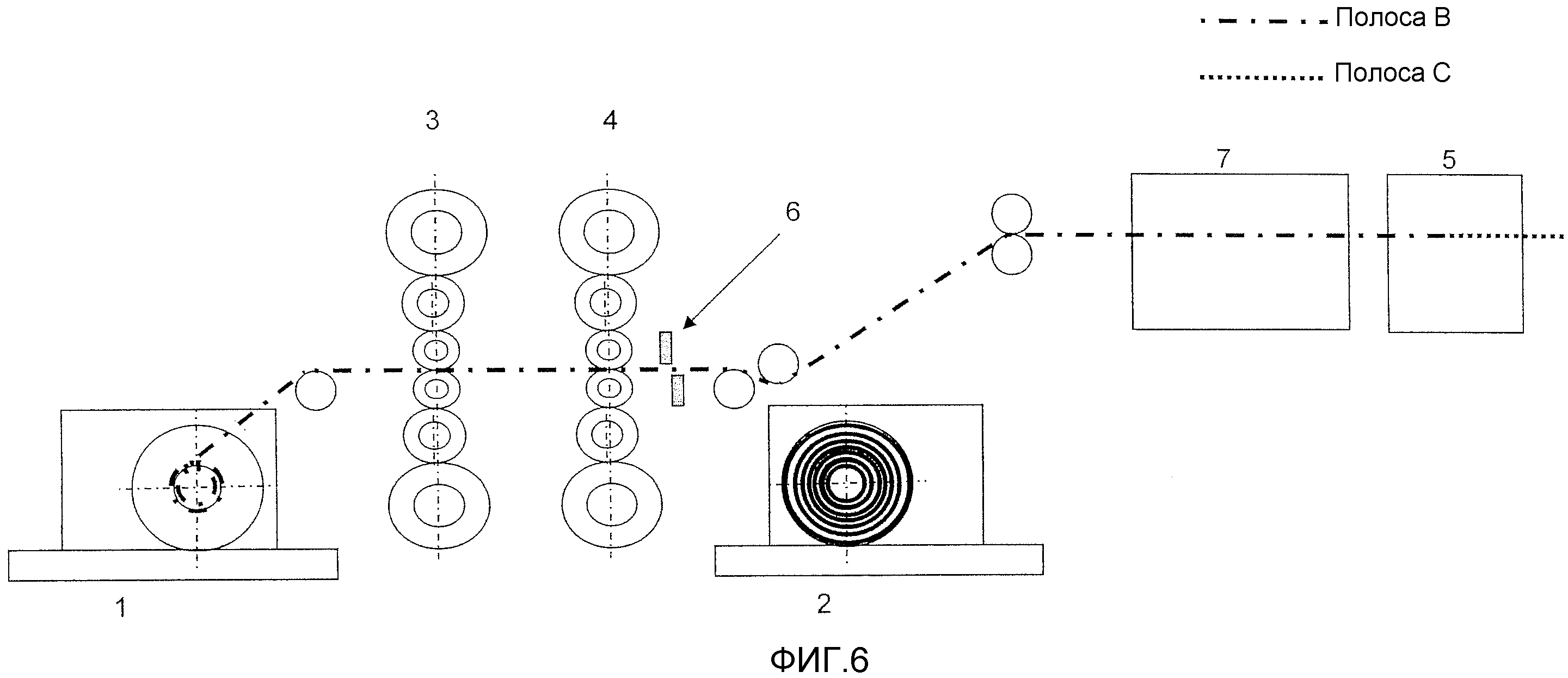
Затем на следующей фиг. 6 снова изображено начало новой последовательности травления/прокатки с полосами В и С.
К концу полосы В опять приварено начало полосы С, так что процесс травления/прокатки для этих двух лент снова может происходить непрерывно.
При заправке уже прокатанного начала полосы В или позднее полосы С зазор между валками может быть открыт, так что валки активизируются лишь при вхождении не прокатанной части полосы, примыкающей к прокатанному началу полосы.
Во время реверсивной прокатки металлической полосы между линией травления и ножницами для отделения металлических полос в накопителе 7 полосы может происходить накопление последующей металлической полосы.
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине

