Результат интеллектуальной деятельности: СПОСОБ КОРПУСИРОВАНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к области производства изделий электроники и электротехники, а более конкретно - к способам корпусирования электронных компонентов.
Уровень техники
Известен способ изготовления трехмерного электронного блока включает размещение электронных компонентов в носителе, электрическое присоединение электронных компонентов к выводным контактам носителя, размещение носителей в блоке параллельно друг другу, коммутацию носителей по боковым поверхностям блока, а также предварительную группировку электронных компонентов по принципу наименьшего количества выводных контактов у носителя, ориентировку электронных компонентов относительно друг друга, предварительную их фиксацию, изготовление носителей с окончательным закреплением в них электронных компонентов, электрическое изолирование незащищенных токопроводящих зон электронных компонентов, кроме контактных площадок, очистку контактных площадок и выводных контактов носителей от органических загрязнений и окисных пленок, нанесение на поверхности электронных компонентов и носителей проводников, электрическое соединение выводных контактов носителей по поверхности блока, герметизацию собранного блока компаунд ом. (см техническое решение по международной заявке PCT/SU 90/00022 (номер международной публикации WO 91/11824) H01L 25/04, G11C 17/00 от 24.01.90 г. «Трехмерный электронный блок и способ его изготовления»)
Недостатком данного способа является большая трудоемкость изготовления носителей и использование заливки компаундом только для окончательной герметизации блока.
Известно также техническое решение по авторскому свидетельству СССР №934893 МПК H05K 1/14 от 14.03.80 г. «Блок электронной аппаратуры».
Блок радиоэлектронной аппаратуры, содержащий коммутационную плату, микроплаты с выводами, параллельно закрепленные торцами и электрически соединенные с коммутационной платой, при этом выводы для соединения каждой микроплаты с коммутационной платой размещены на одном из торцов микроплаты, на других торцах которой размещены выводы для соединения микроплат между собой. Показан вариант конструкции блока с сошлифованными гранями для вскрытия балочных выводов и дальнейшим напылением металлических пленочных проводников по граням блока.
Недостатком данной конструкции является также применение микроплат, изготовленных методом прессования полимера с применением дорогостоящей оснастки.
Способы заливки компонентов и узлов радиоэлектронной аппаратуры приведены в «Справочнике конструктора РЭА» под ред. Р.Г.Варламова, Москва, «Советское радио», 1980 г., с.339, 340, 341, 342, 343. Там же приведены рекомендации по применению различных заливочных компаундов. Указано также, что хорошие результаты дает предварительное вакуумирование компаунда. Однако не приведены варианты технологических процессов для получения готовых изделий путем заливки компонентов электронной аппаратуры.
Наиболее близким решением - прототипом настоящего изобретения является способ изготовления и контроля электронных компонентов по патенту РФ 2 133 522 H01L 21/66 от 20.06.99 г.
Способ изготовления и контроля электронных компонентов заключается в том, что множество кристаллов располагают в пресс-форме, ориентируясь на контактные площадки кристаллов и базовые элементы пресс-формы, изолируют все незащищенные поверхности кристаллов, кроме контактных площадок. Специфика способа заключается в том, что при расположении в пресс-форме кристаллы фиксируют между собой с образованием группового носителя, обеспечивая расположение лицевых поверхностей кристаллов в единой плоскости с одной из поверхностей группового носителя, при этом на эту плоскость наносят одновременно все проводники, необходимые для электротермо-тренировки (ЭТТ) и контроля, а также внешний разъем носителя. Одновременно с кристаллами в пресс-форму помещают групповую металлическую рамку, которую фиксируют одновременно с кристаллами. После проведения ЭТТ и функционального контроля групповой носитель разрезают на элементарные микроплаты, причем предусмотрен вариант дальнейшей герметизации лицевой части микроплат компаундом и использование их в качестве интегральных микросхем (ИС) в полимерном корпусе.
К недостаткам данного способа следует отнести необходимость предварительной опрессовки кристаллов с применением персональной для каждого набора кристаллов дорогостоящей оснастки.
В основу настоящего изобретения положена задача удешевления производства электронных изделий путем замены опрессовки на вакуумную заливку электронных компонентов.
Раскрытие изобретения
Поставленная задача решается тем, что способ корпусирования электронных компонентов, включающий ориентированное их расположение в форме, предварительную фиксацию электронных компонентов преимущественно методом приклеивания лицевой стороной к промежуточному носителю совместно с контактными рамками, окончательную фиксацию электронных компонентов полимерным материалом, удаление промежуточного носителя, очистку лицевых поверхностей электронных компонентов и контактных рамок преимущественно плазмохимическим способом, нанесение соединительных проводников и окончательную герметизацию, согласно изобретению, реализуется тем, что электронные компоненты ориентировано располагают и предварительно фиксируют относительно выводов контактной рамки в окнах вкладыша формы, при этом электронные компоненты ориентировано располагают оптическими методами через прозрачное основание формы; в каждое окно вкладыша формы дозировано вводят компаунд, герметично закрывают форму и производят откачку воздуха из внутренней полости формы; эластичной частью формы обеспечивают необходимое давление для полного заполнения компаундом всех окон вкладыша формы с визуальным контролем качества заполнения через прозрачное основание формы; после полной полимеризации компаунда и разборки формы удаляют излишки компаунда на вкладыше формы со стороны эластичной части формы; после очистки лицевой стороны электронных компонентов и выводов контактной рамки и нанесения проводников, при необходимости, аналогичным способом наносят компаунд на лицевые части электронных компонентов.
При этом электронные компоненты ориентировано размещают и предварительно фиксируют относительно окон на вкладыше формы. Электронные компоненты можно также ориентировано размещать и предварительно фиксировать, используя упоры в окнах вкладыша формы. Во вкладыше формы целесообразно разместить по периметру его окон эластичные прокладки, препятствующие проникновению компаунда между выводами контактных рамок. При этом вкладыш формы приклеивается к промежуточному носителю до размещения электронных компонентов.
При необходимости, после вакуумирования формы создают снаружи дополнительную механическую нагрузку на эластичную пластину формы. На эластичную пластину формы наносят с внутренней стороны антиадгезионное покрытие по отношению к материалу компаунда или применяют дополнительно антиадгезионную прокладку. Описываемое решение позволяет:
- изготавливать простые и дешевые заливочные формы, выполненные из доступных материалов: алюминия или других легко обрабатываемых металлов, полимеров, гипса и пр. Это делает дешевым переход на другие формы и размеры компонентов и корпусов, что особенно важно при индивидуальном производстве;
- значительно упростить задачу корпусирования при отсутствии необходимости фиксировать электронный компонент с обратной стороны во избежание его сдвига при опрессовке;
- реализовать сочетание вакуумной заливки с внешним давлением на компаунд во время заливки, что обеспечивает полное заполнение формы компаундом с одновременным удалением из него воздуха, что, в свою очередь, улучшает тепловые и механические характеристики электронной аппаратуры;
- исключить применение громоздкого прессового оборудования, сложность работы с горячими пресс-формами, борьбу с вредными газовыделениями, при этом исключить зависимость производительности процесса корпусирования от мощности применяемого пресса;
- при применении прозрачного основания форы облегчить посадку компонентов и, в дальнейшем - визуальный контроль качества заливки, а также отпадает необходимость в ориентации компонентов друг относительно друга;
- для лучшего заполнения компаундом - приложение дополнительной внешней нагрузки;
- обеспечить низкотемпературный процесс корпусирования, что увеличивает срок службы полупроводниковых компонентов.
Краткое описание чертежа
Предлагаемое изобретение поясняется конкретными примерами его выполнения, на которых:
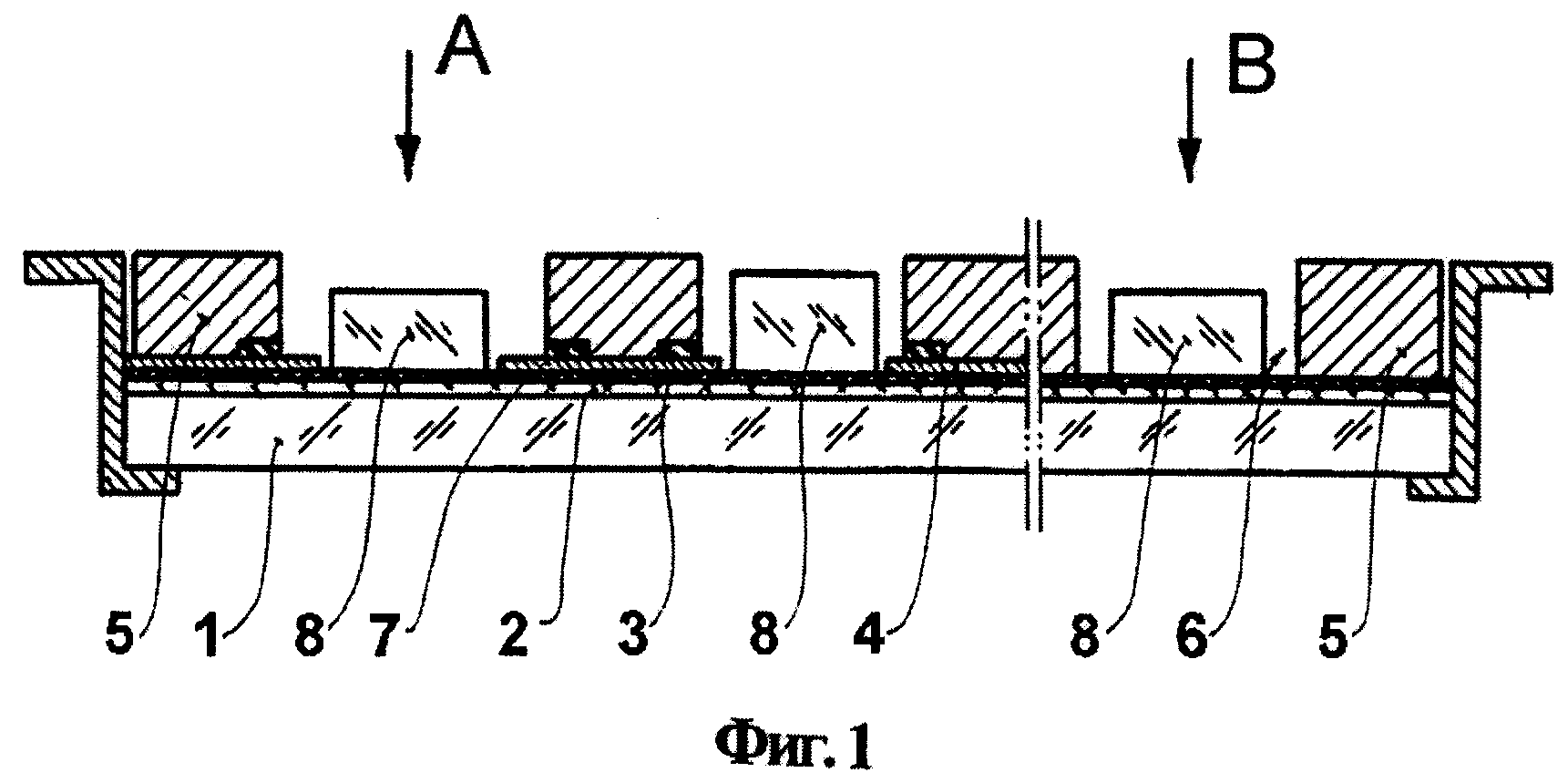
фиг.1 изображает вариант реализации конструкции формы после размещения и предварительной фиксации в ней электронных компонентов;
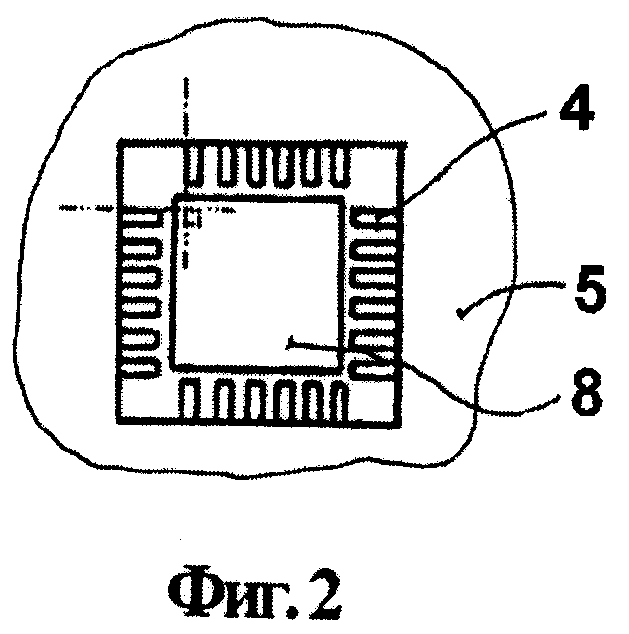
фиг.2 изображает фрагмент размещения электронного компонента с ориентацией относительно выводов контактной рамки;
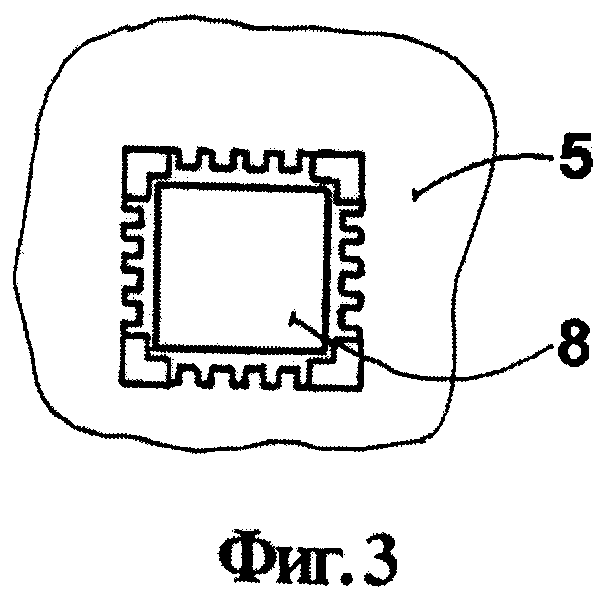
фиг.3 изображает фрагмент размещения электронного компонента с ориентацией относительно упоров в окнах вкладыша формы;
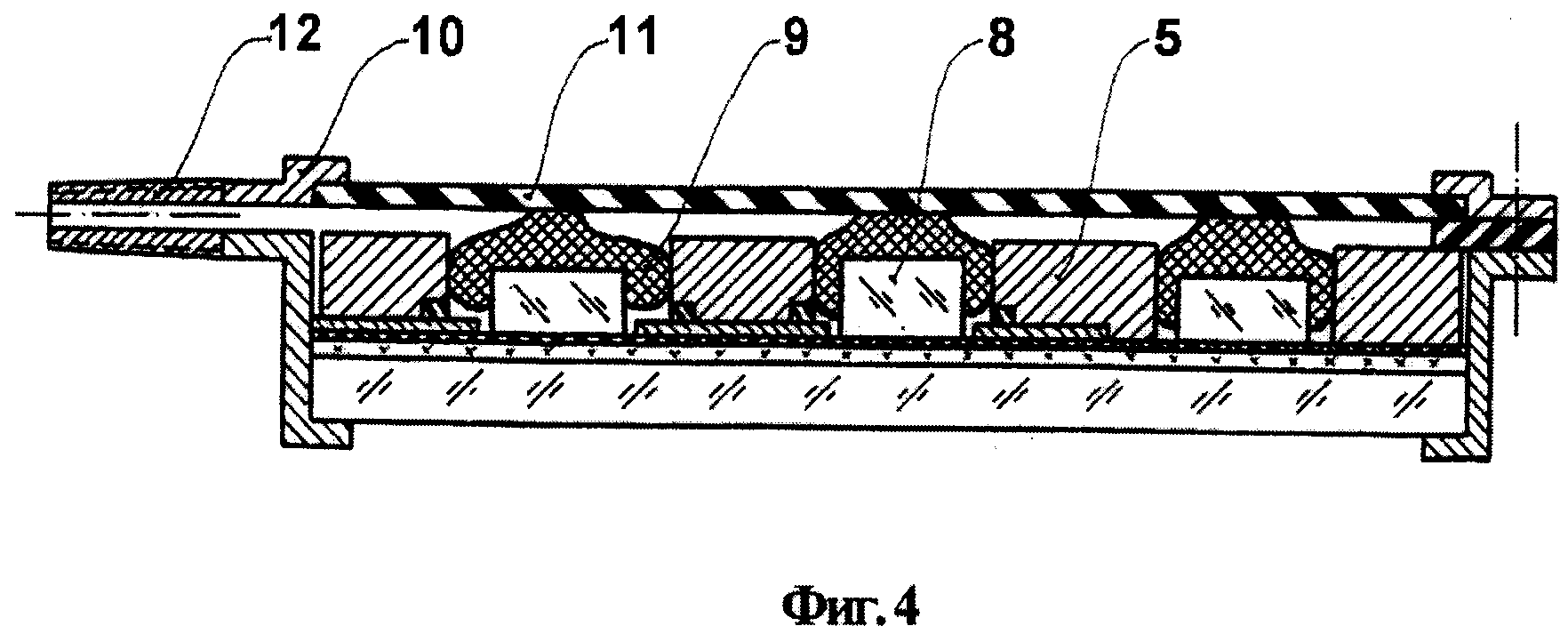
фиг.4 изображает вариант конструкции формы после заполнения окон вкладыша компаундом;
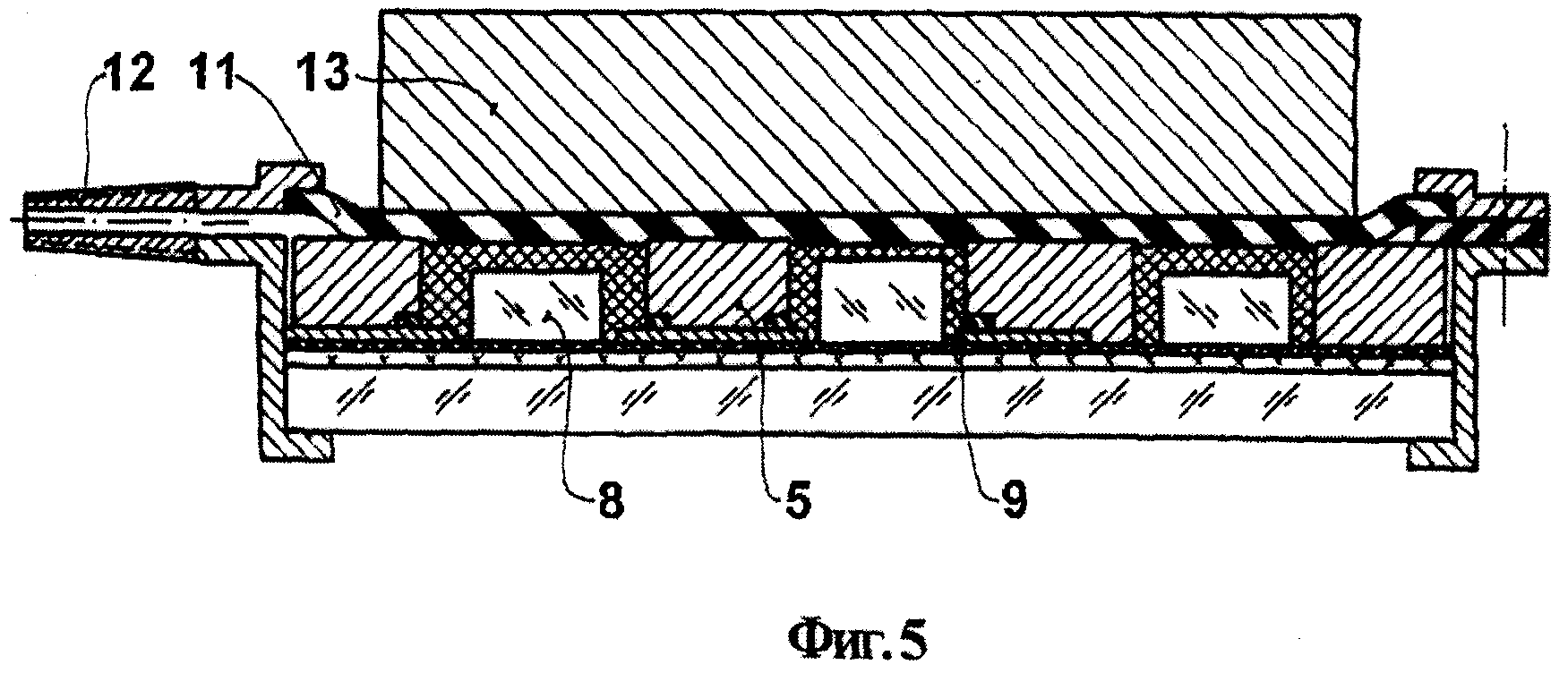
фиг.5 изображает вариант конструкции формы после откачки воздуха и приложения внешней нагрузки.
Осуществление изобретения
Способ корпусирования электронных компонентов состоит из следующих операций:
На прозрачное основание формы 1 (фиг.1) накладывают тонкий гибкий и прозрачный промежуточный носитель 2, на который нанесен клеевой слой 3. К промежуточному носителю 2 предварительно приклеена контактная рамка 4 (в случае изготовления рамочного варианта электронного прибора). Сверху (по фиг.1) располагают вкладыш 5 с окнами 6, по периметру которых со стороны промежуточного носителя 2 расположены эластичные прокладки 7. В окна 6 размещают электронные компоненты 8, ориентируясь на их контактные площадки, лицевой стороной приклеивая их к промежуточному носителю 2. При отсутствии контактной рамки 4 к промежуточному носителю 2 приклеивают вкладыш 5 (безрамочный вариант - правый фрагмент фиг.1).
В случае изготовления рамочного варианта электронного прибора, можно ориентировать электронный компонент 8 на выводы контактной рамки 4, как показано на фиг.2. При этом целесообразно нанести координатную сетку на прозрачное основание формы 1 со стороны размещения электронного компонента 8 или воспользоваться стандартной сеткой микроскопа. Возможно также ориентирование электронного компонента 8 на края окон 6 во вкладыше 5.
При другом варианте (фиг.3) размещают электронный компонент 8 в пазах, выполненных во вкладыше 5. При этом необходимо обеспечить достаточную точность скрай-бирования электронных компонентов 8 при вычленении из пластины, а также минимальный зазор по периметру сочленения электронного компонента 8 с пазами во вкладыше 5. Этот случай применим также в безрамочном варианте электронного прибора.
После размещения электронных компонентов 8 (фиг.4) в окна 6 вкладыша 5 дозированно вводят компаунд 9, герметично закрывают верхнюю крышку 10 формы с эластичной пластиной 11. Внутреннюю поверхность эластичной пластины 11 покрывают покрытием или составом, не имеющим адгезию с материалом компаунда. Далее через штуцер 12 (фиг.5) откачивают воздух из внутренней полости формы. При этом эластичная пластина 11 давит на компаунд 9, который полностью заполняет объем окон 6. Вакуумирование позволяет избежать воздушных пробок при заливке и дополнительно удаляет воздух из компаунда 9. Возможно также создание дополнительной механической нагрузки 13 на внешнюю часть эластичной пластины 11. Это применимо при большой вязкости компаунда 9. Через прозрачное основание 1 формы визуально контролируют качество заливки.
После окончания полимеризации компаунда 9, форму разбирают, корпусированные электронные компоненты 8 совместно с контактной рамкой 4 извлекают из формы и проводят дальнейшие операции очистки и нанесения проводников, например, методом вакуумного напыления через «свободные» маски. В случае необходимости, аналогично наносят слой компаунда и на лицевую поверхность электронных компонентов.
Данное изобретение может быть использовано:
- в электронной промышленности при корпусировании стандартных ИС;
- при вакуумной заливке электронных и электротехнических узлов и устройств;
- при изготовлении микроплат и промежуточных плат в трехмерных конструкциях электронной аппаратуры;
- при изготовлении полимерных изделий широкой номенклатуры.
Способ изготовления трехмерного электронного модуля
Пресс-форма для безоблойного прессования
Способ получения порошковой проволоки с повышенной плотностью порошкового наполнителя
Способ изменения диаметра перетяжки выходного лазерного пучка на фиксированном расстоянии от лазера
Трехмерное электронное устройство
Беспилотный летательный аппарат
Сплющивающийся боеприпас
Осколочно-фугасный боеприпас направленного действия
Осколочно-фугасный боеприпас
Устройство экспериментальной оценки температурной стойкости жидких и пластичных смазочных материалов при трении и способ с его использованием
Способ изготовления трехмерного электронного модуля
Пресс-форма для безоблойного прессования
Способ получения порошковой проволоки с повышенной плотностью порошкового наполнителя
Способ изменения диаметра перетяжки выходного лазерного пучка на фиксированном расстоянии от лазера
Трехмерное электронное устройство
Беспилотный летательный аппарат
Сплющивающийся боеприпас
Осколочно-фугасный боеприпас направленного действия
Осколочно-фугасный боеприпас
Устройство экспериментальной оценки температурной стойкости жидких и пластичных смазочных материалов при трении и способ с его использованием

