Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ НИКЕЛИД-ТИТАНОВОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Изобретение относится к производству проволоки волочением и может быть использовано для нагрева протягиваемого материала при изготовлении тонкой и тончайшей проволоки из никелида титана.
В производстве проволоки из никелида титана используется процесс волочения, который заключается в протягивании проволочной заготовки через фильеру, представляющую собой коническое отверстие инструмента - волоки.
Волочильный инструмент изготавливают из инструментальной стали твердых сплавов, а для получения никелид-титановой проволоки размером менее 300 мкм лучше применять волоки из естественного алмаза или синтетического поликристаллического алмаза.
Отверстие фильеры имеет плавно сужающееся поперечное сечение. Проволока, проходя через фильеру, пластически деформируется, принимая после выхода из волоки форму и размеры конечного сечения канала. Длина проволоки при этом увеличивается прямо пропорционально уменьшению площади поперечного сечения. Тонкую проволоку получают многократным волочением через фильеры с постепенно уменьшающимися диаметрами каналов. При волочении значительная часть энергии (до 90%), затрачиваемой на процесс волочения, в результате внешнего трения и пластической деформации превращается в тепло, которое нагревает деформируемый сплав, волоку и смазку. Чаще всего чрезмерный нагрев протягиваемого сплава ухудшает условия волочения из-за выгорания смазки, увеличения уровня трения и снижения стойкости волочильного инструмента, который нагревается значительно сильнее, чем проволока (см. источник: Суворов И.К. Обработка металлов давлением: Учебник для вузов. - 3-е изд. - М.: Высш. школа, 1980).
Однако, при обработке ряда твердых и цветных сплавов, нагрев играет позитивную роль благодаря снижению хрупкости и повышению пластичности. К числу таких сплавов относится никелид титана, из которого волочением получают тонкие и тончайшие нити, используемые при изготовлении медицинских имплантатов. Различают горячее волочение, осуществляемое в области температур рекристаллизации металла, и теплое - в области более низких температур. При теплом волочении никелид-титановой проволоки ее нагрев перед волокой, в частности, осуществляют с помощью газовых горелок до температур 200-650°C (RU 2162900 МПК C22C 1/02 Способ получения прутков и способ получения проволоки из сплавов системы никель-титан с эффектом памяти формы и способ получения этих сплавов)
Производство тонкой и тончайшей никелид-титановой проволоки не только трудоемкое, но и дорогое производство. По действующей технологии вначале из цилиндрических слитков диаметром до 25 мм путем горячей прокатки в несколько переделов получают проволочную заготовку диаметром 5-8 мм. Далее она поштучно деформируется многократными циклами волочения с промежуточными операциями отжига и подготовки обрабатываемого полуфабриката к последующей деформации. Из-за длительного цикла производства и технических сложностей, как правило, тончайшая проволока из никелида титана имеет диаметр не менее 60 мкм. Проволоку более тонкого размера (сверхтонкую), как правило, массово не производят. При этом ее стоимость, начиная с 200 мкм и менее, резко возрастает.
Специфика проволоки из никелида титана заключается в том, что она представляет собой ярко выраженный композиционный материал, состоящий из сердцевины - сверхэластичного сплава и оболочки - оксида титана, свойства которых диаметрально отличаются дуг от друга. Сердцевина проволоки никелида титана характеризуется высокой пластичностью и способностью релаксировать повышенные напряжения за счет образования и движения межфазных границ раздела. Оксидный слой характеризуется низким уровнем пластичности и повышенной хрупкостью, поэтому поверхность проволоки при волочении является источником образования трещин и других дефектов, распространяющихся вглубь материала. В то же время оксидный слой, благодаря его микромасштабной шероховатости, придает никелид-титановой нити уникальные свойства высокой вживляемости и биосовместимости, особенно важные для применений в медицине. Из тонкой и тончайшей проволоки из никелида титана изготавливают: шовный материал и крепежные системы, металлическую ткань, вязаные сетки разного назначения др. Проволока тонких размеров применяется: в стоматологии в качестве рабочих элементов ортодонтических аппаратов; в офтальмологии для фиксации отслоек сетчатки; в травматологии для восстановления связок и т.д.
Качество никелид-титановой проволоки определяется не только исходными свойствами никелида титана, но также и динамикой их изменения в процессе обработки. Наряду с изменением геометрической формы и размеров заготовки происходят существенные изменения физико-механических свойств и структуры обрабатываемого сплава на основе никелида титана. Это связано с тем, что деформация обжатием в волоках сплавов на никелида титана приводит к сложным процессам фазовых переходов, сопровождающихся возникновением и релаксацией избыточных напряжений, приводящих к обрыву проволоки. Немаловажное значение имеет скрытая теплота, выделяющаяся в ходе появления низкотемпературной фазы под действием нагрузки (см. источник: Медицинские материалы и имплантаты с памятью формы. В 14 т., Медицинские материалы с памятью формы. Т.1 / под ред. д.т.н., проф., засл. деят. науки Гюнтера В.Э. Томск 2011 г. - 534 с.). Управление температурным режимом волочения позволяет оптимизировать структуру материала и за счет этого минимизировать количество дефектов и обрывов, повысить производительность и снизить себестоимость продукции.
В силу изложенных обстоятельств при изготовлении тонкой никелид-титановой проволоки путем волочения существует потребность в способе оперативно контролируемого дозированного нагрева материала перед входом в фильеру.
Известен ряд способов нагрев материала на входе фильеры при изготовления проволоки. К ним относятся:
1) нагрев в струе пламени [RU 2197543, МПК C21D 9/56. Устройство для нагрева непрерывно движущейся проволоки],
2) электроконтактный нагрев [RU 2030233, МПК В21С 1/00. Устройство для электропластического волочения проволоки].
3) нагрев инфракрасным излучением и конвекцией в трубчатом электрическом нагревателе [Новые процессы деформации металлов и сплавов: Учеб. пособие для вузов / А.П. Коликов, П.И. Полухин, А.В. Крупин и др. - М.: Высш. шк., 1986, с.306].
Индукционный нагрев ввиду громоздкости оборудования применяется в основном для массивных заготовок.
Применительно к малым диаметрам никелид-титановой проволоки, быстроте остывания на выходе нагревательного устройства, высоким требованиям к химической чистоте и дозировке нагрева вышеперечисленные способы обладают теми или иными недостатками: инерционность регулирования, агрессивность контактирующей среды, механическая травматичность, невозможность размещения вплотную к фильере. Например, в патенте RU 2201470 изменение структуры достигается путем термомеханической обработки, в частности, с использованием посредством токового нагрева проволоки. Однако, для тонких нитей, у которых значительную часть сечения составляет электроизолирующий оксидный слой, пропускание тока связано с нарушением указанного слоя и возможностью повреждения самой нити. Наиболее перспективным следует считать способ нагрева проволоки перед волочением посредством инфракрасного излучения. Адекватных способов осуществления инфракрасного нагрева тонких металлических нитей не выявлено. Ближайшим аналогом можно считать способ нагрева проволоки перед волочением, включающий дозированное воздействие на нее потоком инфракрасного излучения, упомянутый в источнике информации [Новые процессы деформации металлов и сплавов: Учеб. пособие для вузов / А.П. Коликов, П.И. Полухин, А.В. Крупин и др. - М.: Высш. шк., 1986, с.306]. В известном способе нагрев реализуется при помощи трубчатого электронагревателя, сквозь который пропускают проволоку перед подачей в фильеру.
Недостатком данного способа является невозможность оперативного дозирования интенсивности нагрева, обусловленная тепловой инерционностью нагревателя. Недостатком также является невозможность сосредоточения теплового воздействия в области, вплотную примыкающей к фильере, поскольку габариты объемного нагревательного устройства не позволяют приблизить зону нагрева вплотную к фильере. В результате на подходе к фильере материал успевает неконтролируемо остыть, что не позволяет реализовать оптимальный режим волочения и повышает вероятность обрывов из-за дефектов.
Технический результат заявляемого изобретения - повышение качества проволоки, заключающееся в уменьшении вероятности появления дефектов и обрывов за счет обеспечения оперативного дозирования нагрева материала в области, непосредственно примыкающей к фильере.
Указанный результат достигается тем, что при осуществлении способа нагрева проволоки перед волочением, включающего дозированное воздействие на нее потоком инфракрасного излучения перед фильерой, отличие состоит в том, что нагрев осуществляют набором расположенных вокруг входа фильеры полупроводниковых излучающих диодов с направленной характеристикой излучения, ориентированной максимумом на ось проволоки, при этом дозирование нагрева производят изменением тока питания излучающих диодов.
Связь отличительных признаков с заявленным техническим результатом обусловлена следующим.
1. Нагрев проволоки излучением происходит преимущественно с поверхности, что ведет к повышению температуры в первую очередь наружных слоев, подвергающихся наибольшей деформации. Таким образом, энергозатраты на нагрев оказываются минимальными.
2. Малые энергозатраты снижают тепловую нагрузку на нагревательные элементы, что позволяет делать их миниатюрными и располагать произвольно близко к входу фильеры.
3. Нагрев полупроводниковыми излучающими диодами в силу самого принципа генерирования излучения является безынерционным, что обеспечивает максимальную оперативность регулирования температуры проволоки.
4. Выбор для нагрева диодов с направленной характеристикой излучения обеспечивает малые потери на рассеяние энергии излучения.
5. Ориентирование максимума излучения на ось проволоки обеспечивает максимальную эффективность использования мощности излучения.
6. Расположение излучающих диодов вокруг входа фильеры обеспечивает равномерный всесторонний нагрев проволоки.
7. Дозировка нагрева изменением тока питания диодов, то есть электронная регулировка, является максимально маневренной в сравнении с любыми альтернативными способами регулировки, связанными с механическими передвижениями, например: расфокусировкой, перемещениями теплового источника, перенаправлением потоков холодного или горячего газа и т.п.
8. Обеспечение оперативного управления дозированным нагревом проволоки непосредственно перед входом фильеры снижает вероятность появления дефектов и обрывов, чем достигается высокое качество продукции.
Техническая реализация предлагаемого способа поясняется иллюстрацией фиг.1. Способа нагрева проволоки перед волочением включает дозированное воздействие на проволоку 1 потоком инфракрасного излучения перед фильерой 2. В качестве средства для осуществления нагрева предлагается набор полупроводниковых излучающих диодов 3, располагаемых вокруг входа фильеры. Излучающие диоды выбирают с направленной характеристикой излучения, которая, как правило, обеспечивается линзой, составляющей одно целое с корпусом диода. Максимум характеристики излучения ориентируют в сторону оси проволоки. Нагрев проволоки 1 перед входом в фильеру 2 осуществляют набором из 12 светодиодов, генерирующих инфракрасное излучение с длиной волны 880 нм. Мощность каждого диода до 120 мВт. Для компактности диоды расположены по кругу в два ряда по 6 диодов в каждом ряду.
Возможность нагрева тонкой проволоки подтверждается следующим расчетом. Мощность 120 мВт, излучаемая диодом, концентрируется в направленном пучке поперечником порядка 3 мм и соответственно площадью порядка 8 мм. Плотность потока излучения при этом составляет 15 мВт/мм2. Пусть указанный поток падает на участок нити диаметром 0,1 мм и длиной 10 мм, обладающий соответственно площадью порядка 1 мм2. Нить обладает малой отражающей способностью благодаря наличию шероховатой оксидной поверхности. Таким образом, преобладающая часть потока падающего излучения поглощается, вызывая нагрев поверхностного слоя. Суммарная мощность излучения 12 диодов, поглощаемая участком нити, составит 15 мВт/мм2 × 1 мм2 × 12=180 мВт. Примем скорость протяжки нити за 1 см/сек. Тогда на участке нити длиной 1 см за 1 секунду поглотится тепловая энергия 180 мДж. Температура нагрева определится делением данной энергии на теплоемкость 1 см проволоки. Принимая во внимание объем нагреваемого участка проволоки (диаметр 0,1 мм и длина 10 мм) порядка 0,08 мм3, удельную теплоемкость никелида титана порядка 0,5 Дж/г·град., плотность никелида титана порядка 5 г/см2, находим, что температура нагрева составит порядка 900°. С учетом всевозможных потерь на рассеяние можно ограничить оценку температуры нагрева величиной 450°, что более чем достаточно для обеспечения благоприятного режима волочения. Изменение тока питания диодов позволяет осуществлять оперативную регулировку величины нагрева. Таким образом, расчет простейшего средства нагрева полупроводниковыми излучающими диодами подтверждает действенность предлагаемого способа.
На фиг.2 приведена иллюстрация технического осуществления способа нагрева проволоки перед волочением при изготовлении никелид-титановой проволоки, реализованного в НИИ медицинских материалов и имплантатов с памятью формы.
Режимы осуществления предлагаемого способа нагрева тонкой никелид-титановой проволоки перед волочением подобраны экспериментально. Основное воздействие инфракрасного излучения направлено на локальный нагрев поверхностного оксидного слоя (а через него - приповерхностного слоя металла), приводящий к снижению предела текучести и увеличению пластичности протягиваемой проволоки. Эффективность предлагаемого способа подтверждается следующими показателями. Усилие волочения уменьшается на 10-15% от усилия волочения без применения излучения. Пластичность протягиваемой проволоки увеличивается примерно на 15-20%, что улучшает характеристики и качество получаемого материала. Предел прочности проволоки после волочения с использованием инфракрасного излучения на 10-15% выше, чем предел прочности после обычного волочения, а количество обрывов снижается в несколько раз.
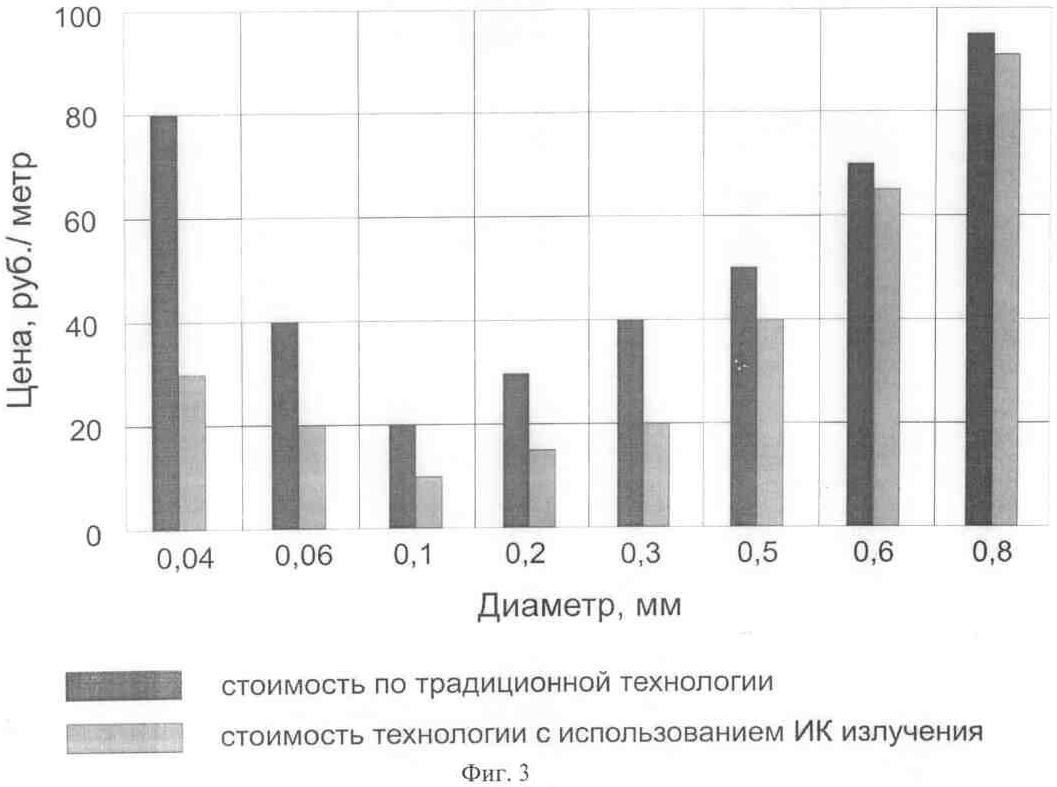
На фиг.3 приведены статистические данные по стоимости проволоки, изготавливаемой по традиционной технологии и с применением нагрева инфракрасным излучением, подтверждающие экономическую эффективность предлагаемого способа. Согласно этим данным, при толщинах 0,3 мм и меньше предлагаемый способ нагрева проволоки позволяет снизить ее цену как минимум вдвое.
По предлагаемому способу нагрева проволоки перед волочением с использованием инфракрасных полупроводниковых излучающих диодов открывается возможность получения в будущем сверхтонкой проволоки, диаметр которой будет лежать в диапазоне нанометров (меньше микрона), а себестоимость в несколько раз ниже себестоимости, например, микронной проволоки. Это откроет возможность для массового производства новых медицинских материалов и имплантатов, например, металлических тканей, отличающихся высокой эластичностью и хорошими эксплуатационными свойствами в сочетании с низкой ценой.
Способ нагрева проволоки перед волочением, включающий дозированный нагрев потоком инфракрасного излучения перед фильерой, отличающийся тем, что дозированный нагрев осуществляют набором расположенных вокруг входа фильеры полупроводниковых излучающих диодов с направленной характеристикой излучения, максимум которой ориентируют на ось проволоки, при этом дозированный нагрев производят изменением тока питания излучающих диодов.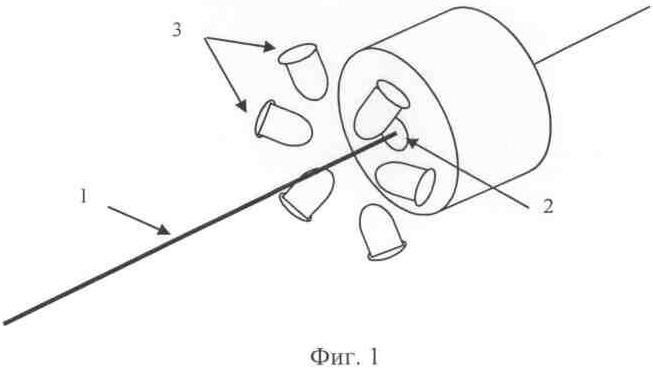
Способ получения упрочненных сплавов на основе алюминия
Устройство для испытаний электронных плат на механические воздействия
Эндодонтический инструмент для формирования корневых каналов
Способ получения металлических порошков распылением расплавов
Способ испытаний электронных плат на комбинированные механические и тепловые воздействия
Способ получения пористого сплава на основе никелида титана
Способ определения характеристик зажигания образцов высокоэнергетических материалов лучистым тепловым потоком
Шихта для напекания пористой части на монолитную часть имплантата из никелида титана
Криоаппликатор
Микрохирургический шовный материал
Способ получения упрочненных сплавов на основе алюминия
Устройство для испытаний электронных плат на механические воздействия
Эндодонтический инструмент для формирования корневых каналов
Способ получения металлических порошков распылением расплавов
Способ испытаний электронных плат на комбинированные механические и тепловые воздействия
Способ получения пористого сплава на основе никелида титана
Способ определения характеристик зажигания образцов высокоэнергетических материалов лучистым тепловым потоком
Шихта для напекания пористой части на монолитную часть имплантата из никелида титана
Криоаппликатор
Микрохирургический шовный материал

