Результат интеллектуальной деятельности: РЕГУЛИРОВАНИЕ БОКОВЫХ НАПРАВЛЯЮЩИХ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение касается способа регулирования боковых направляющих металлической полосы, в частности в прокатных станах, например, на входе или выходе прокатных клетей или перед подающими устройствами, или же в других линиях по производству полосы.
Из уровня техники уже известны способы регулирования боковых направляющих металлической полосы. Такие направляющие состоят, как правило, из двух расположенных сбоку полосового пути направляющих линеек, которые могут быть позиционированы гидроцилиндрами и при пропуске полосы поджиматься к полосе, соответственно, устанавливаться на нее. Часто известные системы имеют механическое соединение обеих направляющих линеек, а также общее регулирование для их перестановки. Такие системы просты в разработке, но очень ограничены возможности их перестановки и, в частности, регулирования. Не все параметры полосы могут быть скорректированы в достаточной степени. Не всегда могут быть предотвращены в достаточной степени повреждения металлических полос и направляющих линеек.
Далее, известны способы, в которых при пропуске полосы используют одну направляющую линейку, которая регулируется по положению, тогда как другая направляющая линейка с определенным усилием поджимается к полосе. При таком методе определение прижимного усилия между направляющей линейкой и полосой осуществляют для обеих сторон. При этом во время пропуска полосы одну направляющую линейку фиксируют с одной стороны в жесткой позиции с регулированием по положению. Другую направляющую линейку прижимают с определенной силой к полосе с регулированием по усилию. Расчетное усилие жестко задается регулируемой по усилию направляющей линейке в зависимости от параметров пропускаемой полосы, таких как материал, ширина, толщина, температура или скорость. Это расчетное усилие подбирают таким образом, что оно в любом случае превышает контактное усилие полосы на стороне, регулируемой по усилию, так как в противном случае направляющая на этой стороне оказалась бы отведенной от полосы. Недостаток этого метода состоит в том, что когда полоса оказывает усилие на регулируемую по положению сторону, этой стороной должны восприниматься одновременно эта сила противодействия и дополнительно заданное усилие стороны, регулируемой по усилию. Следствием этого являются повреждения, как полосы, так и направляющих линеек. В этой связи для восстановления направляющих линеек неизбежны продолжительные простои прокатного агрегата. Кроме того, этому способу присущ другой недостаток, заключающийся в том, что ширина пропускаемой полосы не является в целом постоянной. Задание жесткого расчетного усилия независимо от ширины пропускаемой полосы, приводит к тому, что направляющие линейки могут быть установлены без учета ширины различных участков полосы, так что направляющая в лучшем случае окажется недостаточно поджатой к полосе, или между полосой и направляющими линейками будут действовать такие высокие усилия, что они вызовут существенные повреждения.
В DE 4003717 A1 описан другой способ бокового направления катаной полосы. Задачей описанного способа является повышение продолжительности срока службы линеек в рольганге. С этой целью предлагается регулирование направляющих линеек, которое работает таким образом, что они поочередно прижимаются к кромкам полосы и вновь отводятся от них. Недостатком этого способа среди прочего является то, что расчетные значения для контура регулирования усилия задаются процессором согласно вводу информации и поэтому регулирование во многих случаях может протекать недостаточно точно. По причине заданных расчетных усилий этот способ также страдает вышеназванными недостатками, так что из-за этого способа линейки по-прежнему изнашиваются нежелательно быстро и, кроме того, могут возникать значительные повреждения кромок полосы.
Техническая задача, которая вытекает из уровня техники, видится, следовательно, в том, чтобы предоставить усовершенствованный способ регулирования боковых направляющих металлических полос или предотвратить по меньшей мере один из вышеназванных недостатков.
Вышеназванная техническая задача решается с помощью предлагаемого изобретением способа регулирования боковой направляющей металлической полосы, в частности на входе или выходе прокатных клетей или перед подающими устройствами, при котором боковая направляющая содержит с каждой из двух сторон металлической полосы линейку, расположенную сбоку от металлической полосы, и эти линейки могут двигаться независимо друг от друга, и первая из этих линеек работает с регулированием по положению, а вторая из этих линеек работает с регулированием по усилию, и усилия, которые оказывает металлическая полоса на первую линейку и на вторую линейку, измеряются. В соответствии с изобретением, кроме того, расчетное усилие для второй, регулируемой по усилию линейки задается в зависимости от измеряемого усилия, действующего на первую, регулируемую по положению линейку, причем при возрастании усилия, действующего на первую, регулируемую по положению линейку, расчетное усилие для второй, регулируемой по усилию линейки, уменьшается, а/или при уменьшении усилия на первую, регулируемую по положению линейку, расчетное усилие для второй, регулируемой по усилию линейки, увеличивается. Благодаря тому, что две линейки раздельно приводятся в действие посредством соответствующего контура регулирования, а именно, с одной стороны, посредством контура регулирования положения, а с другой стороны, посредством контура регулирования усилия, воздействие на направляющую значительно улучшается. Так как заданные для второй линейки расчетные усилия задаются в зависимости от усилий, измеряемых на первой линейке, а не просто определяются исключительно параметрами материала или пользователем, регулирование системы значительно улучшается. Благодаря низким контактным усилиям между линейками и полосой возникают меньшие повреждения. Увеличенные интервалы технического обслуживания и улученное качество полосы являются техническим результатом, обеспечиваемым признаками предлагаемого изобретением способа. Дополнительно снижается также тормозное воздействие на полосу, так что сокращается энергия, потребляемая для транспортировки полосы. Кроме того, предотвращается давление полосы на сторону, регулируемую по положению, вместе с действием стороны, регулируемой по усилию. В частности, это означает также, что при возникающих изменениях ширины полосы линейки могут лучше адаптироваться к расширяющейся или сужающейся полосе, благодаря чему проводка таких полос улучшается, и повреждения сокращаются.
В одном из предпочтительных вариантов осуществления способа расчетное усилие для второй, регулируемой по усилию линейки, сокращается до задаваемого нижнего предела. Благодаря этому задаваемому нижнему пределу может, в частности, обеспечиваться преодоление трения направляющей линейки. Если бы расчетное усилие выбиралось слишком низким, полоса, несмотря на приставление линейки на регулируемой по усилию стороне, в любом случае не могла бы больше переставляться. Благодаря установлению нижнего предела усилия эффективность регулирования может быть, таким образом, еще более улучшена.
В другом предпочтительном варианте осуществления способа расчетное усилие для второй, регулируемой по усилию линейки, определяется из параметров a, b, c и d и из усилия, действующего на первую, регулируемую по положению линейку, соответственно, фактического усилия, с помощью уравнений F1=K1-a и S2=b-c·F1, при этом параметры a, b, c и d больше или равны нулю, а параметр b показывает необходимое максимальное прижимное усилие второй, регулируемой по усилию линейки, а также выполняется S2≥d, а также F1≥0, где F1 представляет собой вспомогательную величину. Благодаря такому выбору расчетного усилия, действующего на вторую линейку, в зависимости от фактического усилия со стороны первой, регулируемой по положению линейки, может осуществляться особенно предпочтительное регулирование.
В одном из предпочтительных вариантов осуществления способа параметр a показывает задаваемое минимальное усилие, действующее на первую, регулируемую по положению линейку. Кроме того, задаваемый параметр c показывает отношение разгрузки второй, регулируемой по усилию линейки, при возрастающем усилии, действующем на первую, регулируемую по положению линейку. Параметр d представляет собой нижнее предельное усилие, ниже которого не должно опускаться при уменьшении расчетное усилие для второй, регулируемой по усилию линейки. Путем соответствующего выбора этих параметров, который ориентируется на конкретное применение или имеющуюся установку, регулирование может быть еще более усовершенствовано.
В другом предпочтительном варианте осуществления способа усилия, измеряемые на первой, регулируемой по положению линейке, фильтруются с помощью фильтра нижних частот. При фильтрации с помощью фильтра нижних частот высокие частоты, например возмущающие воздействия, отфильтровываются, благодаря чему регулирование может быть еще более усовершенствовано или, соответственно, стабилизировано. Регулирование и, в частности задание расчетного значения усилия второй, регулируемой по усилию линейки, становится, таким образом, менее чувствительным к кратковременным колебаниям измеряемых фактических усилий на стороне, регулируемой по положению.
В другом предпочтительном варианте осуществления способа привод первой и второй линейки осуществляется посредством привода, причем по меньшей мере один из этих приводов выполняется по выбору гидравлическим или пневматическим.
В другом предпочтительном варианте осуществления способа гидравлические и пневматические приводы содержат две камеры цилиндров, причем усилия, действующие на первую или вторую линейку, определяются по давлениям, измеряемым в камерах цилиндров.
В другом предпочтительном варианте осуществления способа привод первой и второй линейки осуществляется посредством привода, причем по меньшей мере один из этих приводов по выбору представляет собой линейный электродвигатель.
В другом предпочтительном варианте осуществления способа усилие, действующее на первую или вторую линейку, определяется по измеряемым электрическим величинам линейного электродвигателя. Путем такого измерения или, соответственно, определения регулирование может быть упрощено.
В другом предпочтительном варианте осуществления способа привод первой и второй линейки осуществляется посредством привода, причем по меньшей мере один из этих приводов осуществляется посредством ротаторного двигателя и винтовой передачи, и привод ротаторного двигателя по выбору, осуществляется гидравлически или пневматически.
Ниже коротко описываются фигуры примеров осуществления. Другие детали содержатся в детальном описании примеров осуществления.
Показано:
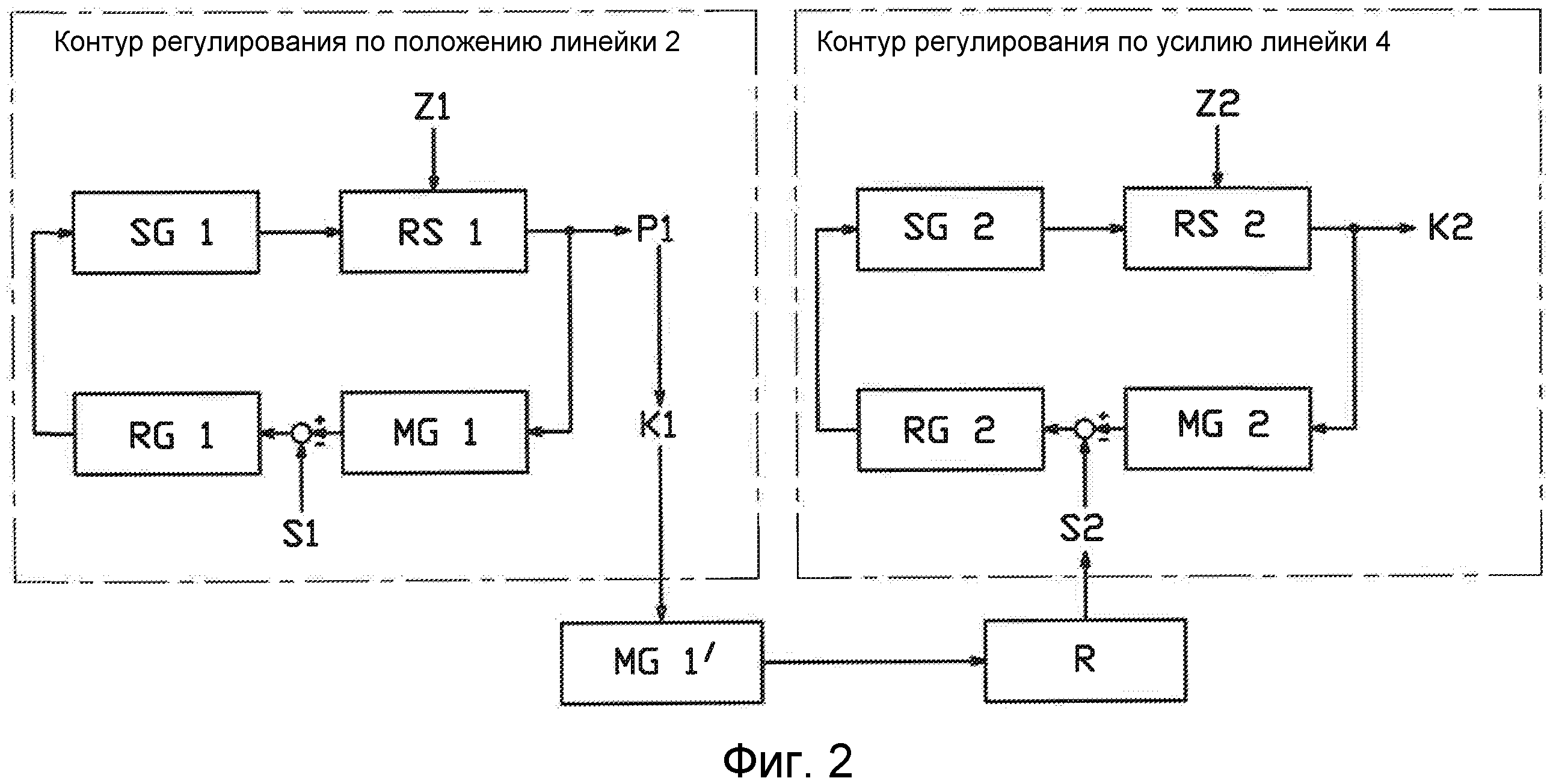
фиг.1: схематический эскиз боковой направляющей металлической полосы, снабженной системой управления и регулирования; и
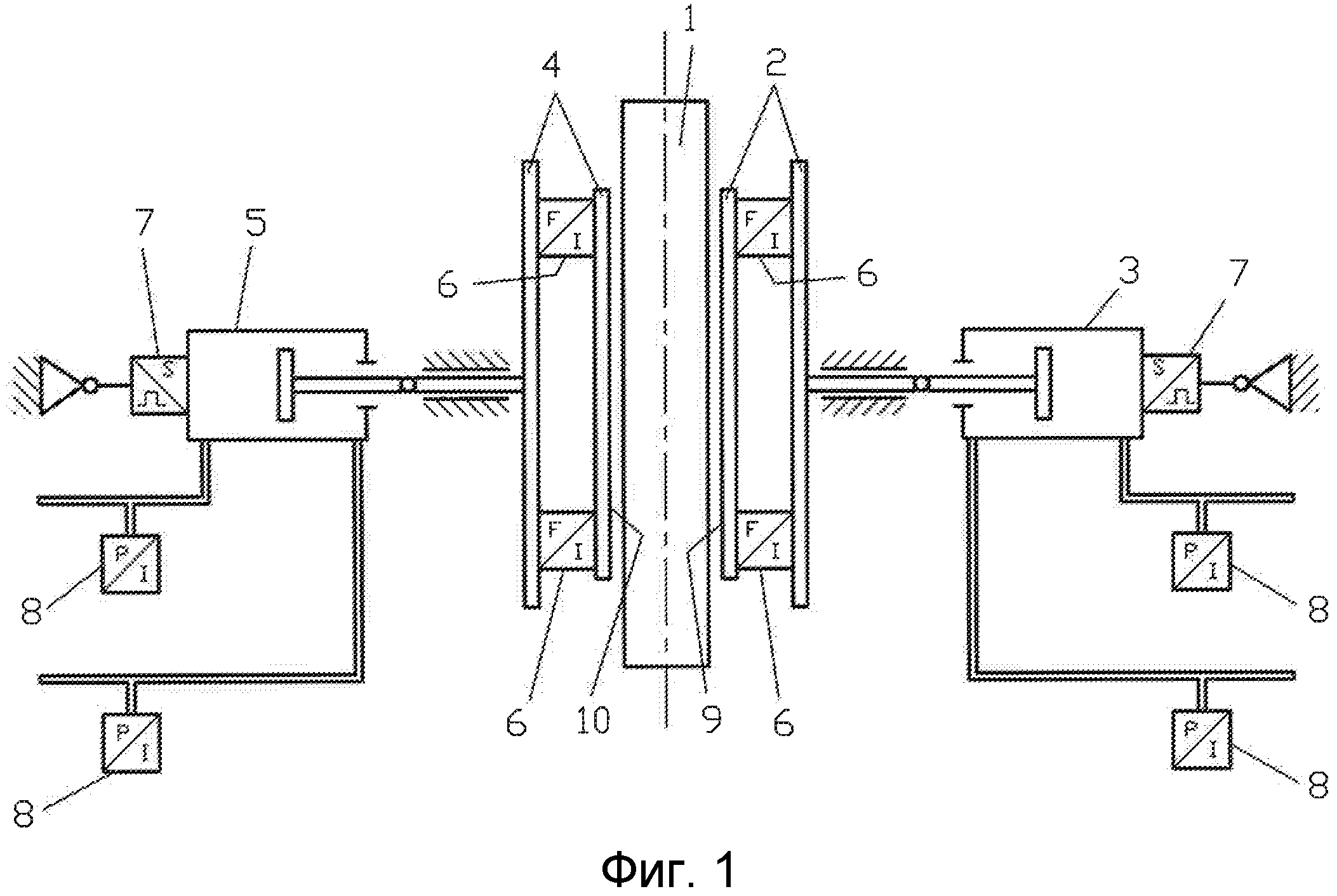
фиг.2: схема регулирования.
На фиг.1 показан пример системы для осуществления предлагаемого изобретением способа. Металлическая полоса 1, предпочтительно стальная полоса 1, с обеих своих сторон, или, соответственно, с продольных сторон, направляется боковыми направляющими. Такие сами по себе известные боковые направляющие содержат каждая линейку 2, 4. Металлическая полоса 1 может при этом контактировать с направляющими кромками 9, 10 линейки 2, 4. Линейки 2, 4 предпочтительно подводятся к полосе 1 сбоку посредством приводов или, соответственно, установочных устройств 3, 5. При необходимости, как показано на фиг.1, возможно, чтобы между направляющими кромками 9, 10 и приводами или, соответственно, установочными устройствами 3, 5 линеек 2, 4 были предусмотрены силоизмерительные датчики 6. Возможно также, чтобы линейки 2, 4 для этого, как показано, были выполнены составными. Установочные устройства 3, 5 могут, например, как изображено, представлять собой гидравлические или пневматические цилиндры. Кроме того, как показано на фиг.1, предусмотрены датчики 7 положения, которые могут измерять путь перемещения поршня в установочных устройствах 3, 5. Альтернативно можно также предусмотреть другие датчики 7 положения, например, так, чтобы они определяли положение линеек непосредственно в контакте с линейками 2, 4. Возможны и предпочтительны также бесконтактные положения, такие как, например, посредством электромагнитных волн. Кроме того, на фиг.1 показаны манометры или, соответственно, датчики 8 давления, которые могут изменять значения давления в блоке 3, 5 поршня и цилиндра. По этим значениям известным методом могут делаться заключения об усилиях K1, K2, которые действуют на линейки 2, 4. Альтернативно также в случае привода, снабженного двигателем 3, 5, в частности, ротаторным двигателем, его приводной момент может использоваться для определения усилия, действующего на линейки 2, 4.
На фиг.2 схематично показан один из примеров осуществления в соответствии с изобретением схемы регулирования для регулирования боковых направляющих или, соответственно, линеек 2, 4. В соответствии с изобретением при этом первая линейка 2 работает с регулированием по положению. Контур регулирования для регулирования линейки 2 изображен с левой стороны фиг.2. Его участок RS1 регулирования, или, соответственно, его характер изменения, нарушается возмущающим воздействием Z1. Такое возмущающее воздействие Z1 представляет собой, например, усилие, оказываемое металлической полосой 1 на линейку 2. Из этого возмущающего воздействия получается положение линейки 2, например, положение P1. Такое положение P1 линейки 2 может определяться посредством прибора 7 для измерения положения, который представляет собой измерительное звено MG1 контура регулирования положения первой линейки 2. Затем проверяется, соответствует ли измеренное значение положения первой линейки 2 расчетному значению S1 положения первой линейки 2. Также предпочтительно предусматривается регулирующее звено RG1 или, соответственно, регулирующее устройство RG1, которое выдает величину пути перемещения линейки 2 в исправленное положение. С помощью исполнительного звена SG1, например, с помощью блока 3 поршня и цилиндра, можно затем воздействовать на участок RS1 регулирования и вместе с тем на положение линейки 2. Кроме того, для значения положения линейки 2, такого как, например, значение P1, всегда также имеется усилие K1, которое действует на линейку 2. Это усилие может измеряться посредством измерительного прибора или, соответственно, измерительного звена MG1'. Оно может, например, представлять собой измерительный прибор 6 или 8. Предпочтительно линейка 2 удерживается посредством регулирования положения в постоянном положении. Это означает, что в этом случае расчетное положение S1 постоянно.
Вторая линейка, линейка 4, предпочтительно работает с регулированием усилия, то есть с помощью контура регулирования усилия, который изображен на фиг.2 справа. При давлении полосы 1 на линейку 4 возмущающее воздействие Z2 действует на вторую линейку 4. При действии возмущающем воздействии Z2 на участок регулирования RS2 и установочного усилия линейки 4 на металлическую полосу 1 существует усилие K2, или, соответственно, общее усилие K2 между металлической полосой 1 и линейкой 4. Это усилие K2 может определяться измерительным звеном MG2. В качестве измерительного звена MG2 возможны, в частности, измерительные приборы типа 6 или 8. Затем измеренное усилие K2 сравнивается с расчетным усилием S2, и возможная разность передается дальше на участок регулирования RS2. Через участок регулирования RS2 пути перестановки передаются дальше исполнительному звену SG2, которое в итоге оказывает воздействие на участок регулирования RS2. Исполнительное звено SG2 представляет собой, например, тоже блок 5 поршня и цилиндра или электрический или ротаторный двигатель.
Измеряемые значения усилий, которые определяются измерительным звеном MG1' со стороны первой, регулируемой по положению линейки 2, предпочтительно посредством регулятора R или, соответственно, регулирующего устройства R перерабатываются с получением расчетных значений для усилий S2 контура регулирования второй, регулируемой по усилию линейки 4. Другими словами, это означает, что расчетные усилия S2 контура регулирования усилия второй линейки 4 выбираются в зависимости от измеряемых на стороне регулирования положения усилий K1. Так, например, если усилие K1 на регулируемой по положению линейке 2 возрастает, то этому можно противодействовать путем понижения расчетного усилия S2 на стороне, регулируемой по усилию. Наоборот, если усилие K1 на регулируемой по положению стороне уменьшается, то предпочтительно расчетное значение расчетного усилия S2 на стороне, регулируемой по усилию, повышается. Кроме того, возможно также, чтобы в это регулирование были одновременно привлечены другие технологические параметры, такие как материал полосы или другие ее свойства или различные параметры установки. Если к тому же на стороне, регулируемой по усилию, выбирается нижний предел расчетного усилия S2, то может быть гарантировано, что регулирование, в частности, всегда сможет преодолевать трение полосы. Предпочтительно возможно также, чтобы усилия K1, измеряемые на регулируемой по положению стороне, фильтровались с помощью фильтра нижних частот. Выбор расчетного усилия S2 для второй линейки 4 может, кроме того, предпочтительно определяться по уравнениям F1=K1-a и S2=b-c·F1, где параметры a, b, c и d больше или равны нулю, а параметр b показывает технологически необходимое максимальное прижимное усилие второй, регулируемой по усилию линейки 4, и где выполняется S2≥d, а также F1≥0, причем F1 представляет собой вспомогательную величину. Этот расчет представляет собой один из предпочтительных примеров зависимости между измеряемыми усилиями K1 на стороне, регулируемой по усилию, и расчетными усилиями S2 на регулируемой по усилию стороне регулирования. В частности, кроме того, параметры a, c, d могут выбираться так, чтобы параметр a показывал задаваемое минимальное усилие на первой, регулируемой по положению линейке 2, а задаваемый параметр c - отношение разгрузки второй, регулируемой по усилию линейки 4 при возрастании усилия K1, действующего на первую, регулируемую по положению линейку 2, а параметр d представлял собой нижнее предельное усилие, ниже которого не должно опускаться при уменьшении расчетное усилие S2 для второй, регулируемой по усилию линейки 4. Здесь, впрочем, следует подчеркнуть, что выбор этих параметров зависит от конкретной технической постановки проблемы и поэтому здесь более не может быть конкретизирован. Кроме того, констатируется, что предыдущее описание регулирования посредством указанных уравнений представляет собой только один из примеров реализации предлагаемого изобретением регулирования и не может пониматься как ограничивающее.
Перечень ссылочных позиций
1 Металлическая полоса
2 Первая линейка
3 Установочное устройство
4 Вторая линейка
5 Установочное устройство
6 Силоизмерительный датчик
7 Датчик положения
8 Датчик давления
9 Первая направляющая кромка
10 Вторая направляющая кромка
K1 Усилие, действующее на первую линейку
K2 Усилие, действующее на вторую линейку
MG1 Прибор для определения положения первой линейки
MG1' Датчик силы первой линейки
MG2 Датчик силы второй линейки
P1 Положение первой линейки
R Регулятор для выдачи расчетного значения усилия S2
RG1 Регулирующее звено первой линейки
RG2 Регулирующее звено второй линейки
RS1 Участок регулирования первой линейки
RS2 Участок регулирования второй линейки
S1 Расчетное значение положения первой линейки
S2 Расчетное усилие второй линейки
SG1 Исполнительное звено первой линейки
SG2 Исполнительное звено второй линейки
Z1 Возмущающее воздействие контура регулирования положения первой линейки
Z2 Возмущающее воздействие контура регулирования положения второй линейки
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы
Система барабанных ножниц
Устройство для прокатки, в частности клеть для асимметричной прокатки
Способ и устройство для охлаждения валков
Устройство обнаружения для металлических полос или листов
Опорный ролик
Способ для открытия и закрытия выпускного отверстия металлургической плавильной емкости
Устройство для охлаждения валков
Способ и установка для изготовления металлической полосы
Устройство для охлаждения валков
Опорный узел прокатного валка
Способ для извлечения металла из содержащего металл шлака, а также устройство для извлечения металла
Способ очистки и/или удаления окалины с плоской заготовки или черновой полосы с помощью устройства для гидросбива окалины и устройство для гидросбива окалины

