Результат интеллектуальной деятельности: ЛИСТОВАЯ СВАРНАЯ ЗАГОТОВКА ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ КУЗОВА АВТОМОБИЛЯ
Вид РИД
Изобретение
Изобретение относится к листовым заготовкам для изготовления методами холодной штамповки из них корпусных деталей, в частности деталей кузовов автомобилей.
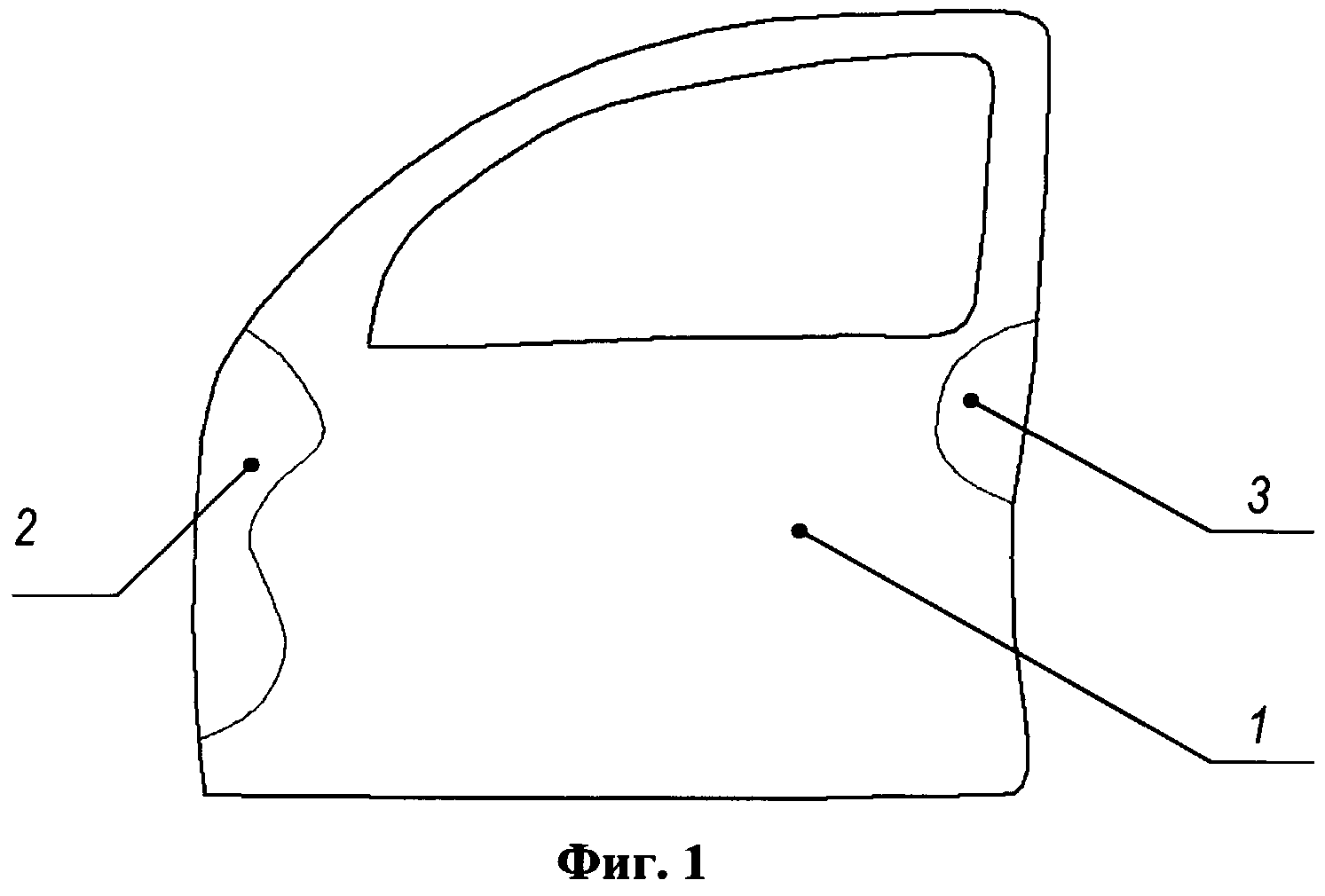
В настоящее время проектируют и изготавливают листовые сварные заготовки (ЛСЗ) для штамповки деталей кузова автомобиля на основании выполнения прочностных расчетов и исходя из анализа штампуемости деталей, в результате которых определяют наиболее нагруженные зоны 2 и 3 на детали 1 (фиг.1), по уровню напряжений и деформаций в этих зонах выбирают марку материала и его толщину, после чего производят раскрой заготовок составляющих ЛСЗ из листа, полосы или ленты выбранных материалов и сваривают их.
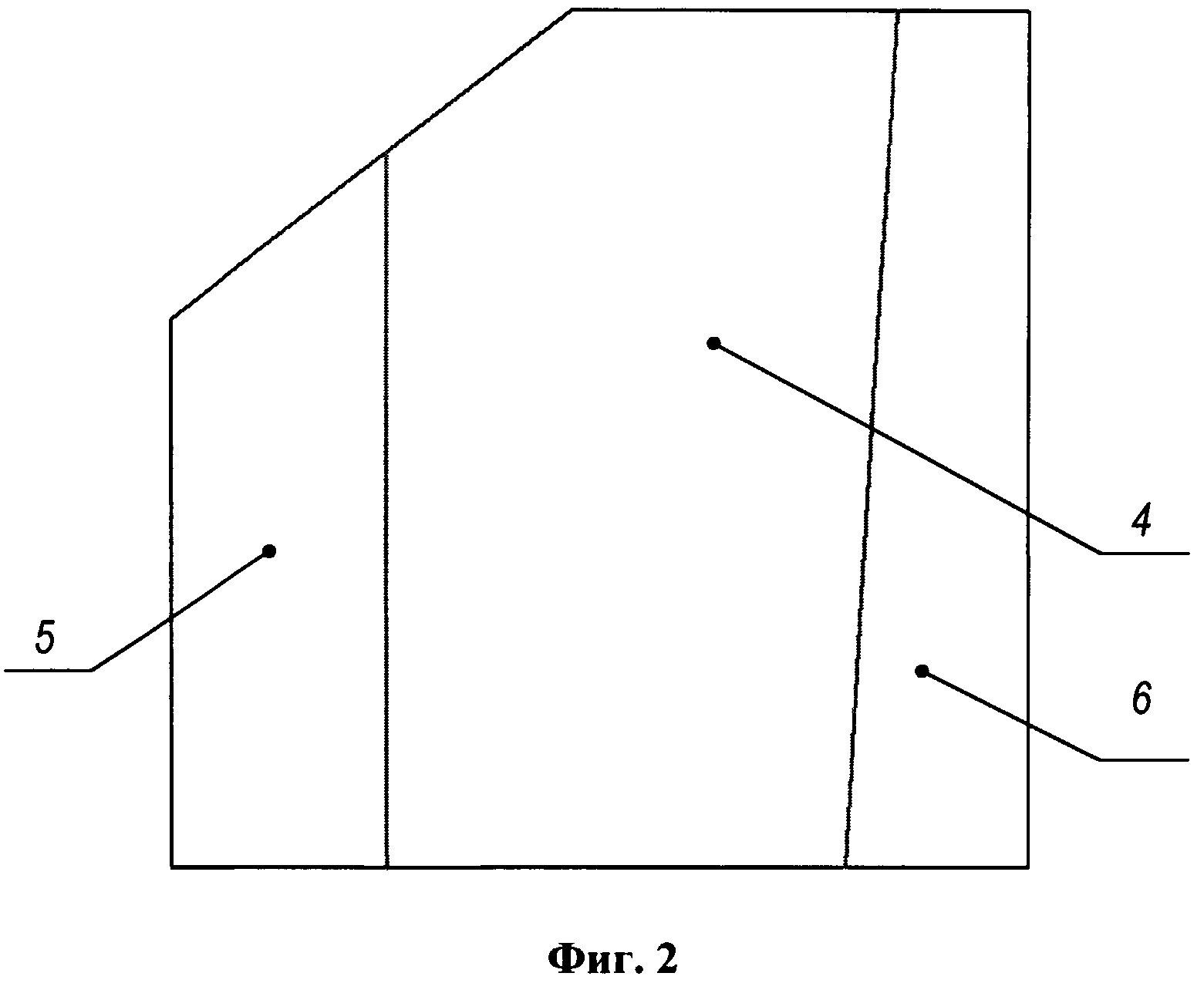
Известны ЛСЗ, представляющие собой плоскую сварную конструкцию, состоящую из двух или нескольких листовых заготовок равной и разной толщины и прочности, соединенных между собой посредством сварки (фиг.2) (патент ЕР №1149719, Информационные материалы ф.«ThyssenKrupp Tailored Blanks» 07/2003 г., с.6, 16). Геометрическая форма, марки материалов и толщина составляющих частей ЛСЗ выполнены на основе прочностного расчета и анализа штампуемости. За счет этого детали из ЛСЗ обладают следующими преимуществами: увеличивается прочность детали за счет утолщения листа в наиболее нагруженных зонах, исключаются усиливающие элементы детали, снижается себестоимость изготовления детали за счет сокращения расхода металла, повышается герметичность детали.
Недостатком приведенных конструкций ЛСЗ в связи с неудовлетворительной штампуемостью детали в усиливаемых зонах является необходимость использования составляющих частей ЛСЗ повышенной толщины или прочности увеличенных по размеру. Это приводит к повышенному расходу металла и увеличению массы штампуемых из ЛСЗ деталей.
Также известны конструкции ЛСЗ, составляющие части повышенной толщины или прочности, имеющих форму раскроя материала по ломаным линиям (фиг.3), приближенным к форме зон усиления (X. Bellut. «Welded blanks. Characterization and implementation.» // Sollac Usinor Group, 1998, с.81; Вернадский В.Н. Тонколистовые сварные составные заготовки - «Tailored blanks» в автомобилестроении // Обзорная информация ИЭС им. Е.О. Патона НАН Украины, 2001 г., с.8). Преимуществом таких конструкций ЛСЗ является уменьшение массы деталей за счет формы усиленной части приближенной к форме нагруженной зоны деталей. Однако проблема повышенного расхода материала в таких ЛСЗ решена частично, при этом ЛСЗ имеют следующие недостатки: снижение технологичности при подготовке кромок, сборке и сварке, необходимость использования сложного сварочного оборудования.
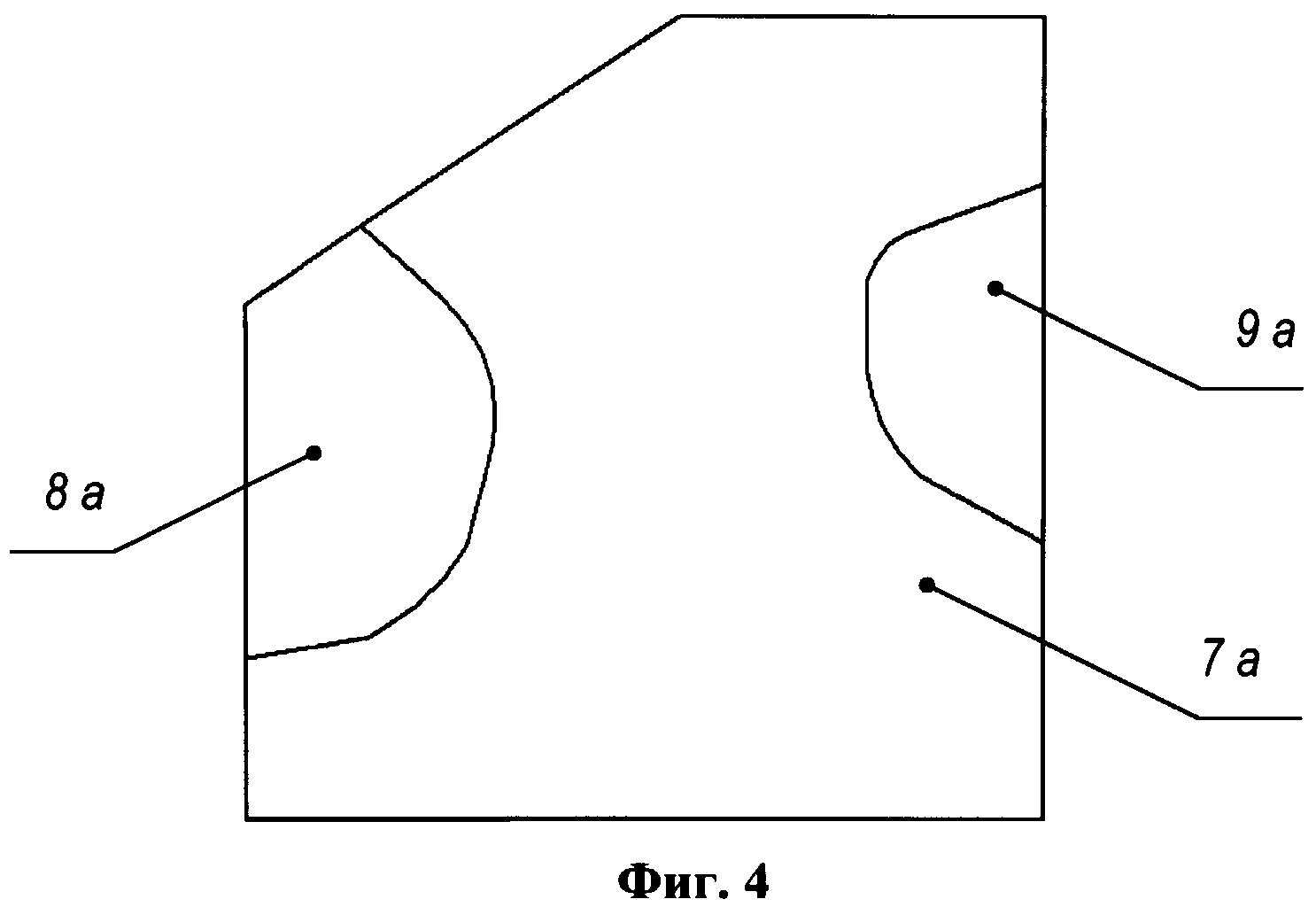
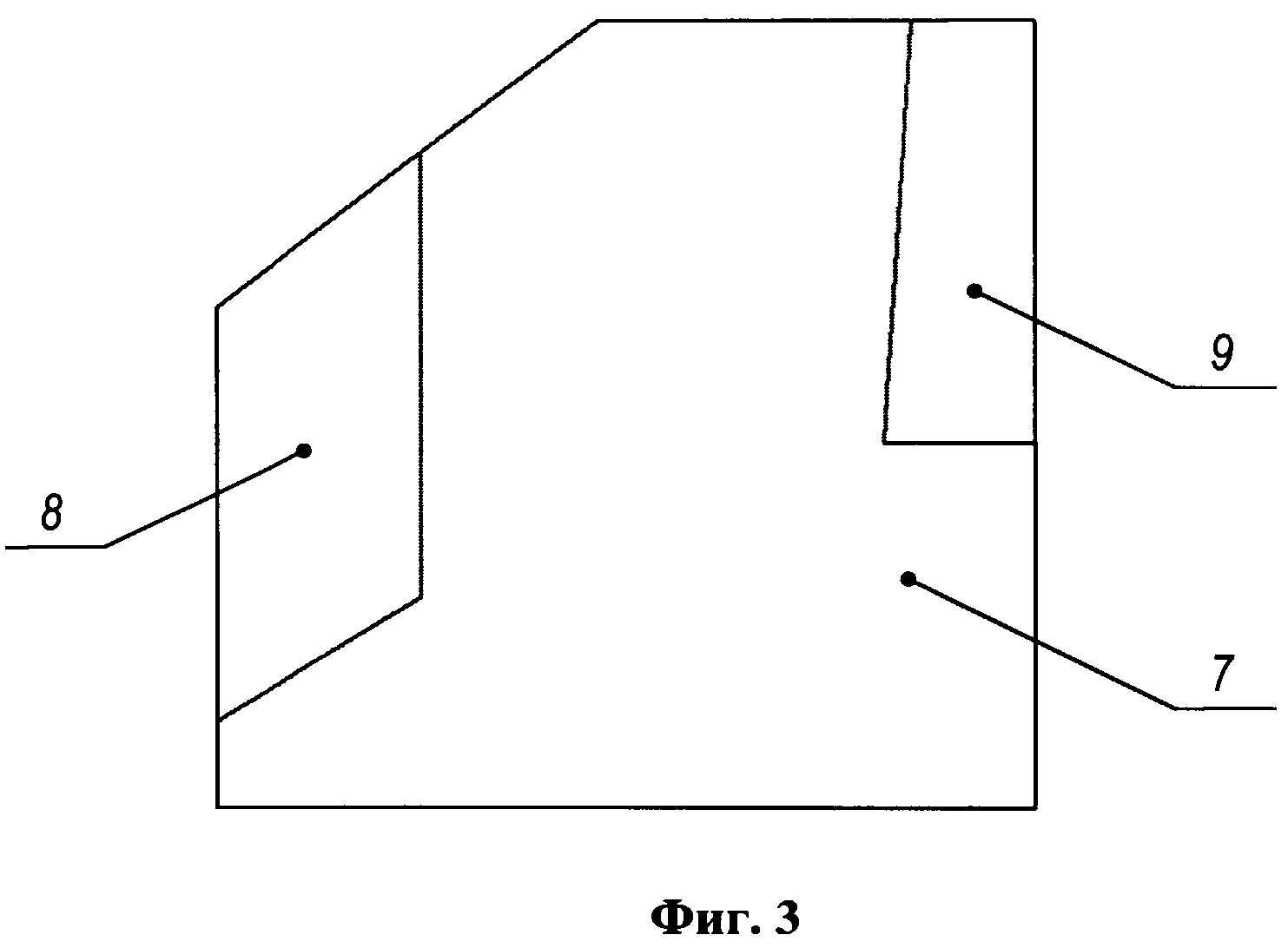
Наиболее близким к заявляемой конструкции ЛСЗ принята конструкция ЛСЗ, составляющие части повышенной толщины или прочности которой имеют форму раскроя материала по кривой линии (фиг.4), в том числе замкнутой, приближенным к форме зон усиления (Информационные материалы ф.«ThyssenKrupp Tailored Blanks» 07/2003 г., с.12). Преимуществом таких ЛСЗ перед другими аналогами является улучшенная штампуемость за счет вывода усиленных частей из зоны критических зон штампуемой детали и уменьшение массы детали.
Недостатками этой конструкции ЛСЗ являются: повышенный по сравнению с аналогами расход листового проката из-за формы заготовки, имеющей сторону под сварку по кривой линии, существенное усложнение и удорожание технологического процесса подготовки кромок, сборки и сварки, а также необходимости использования сложного сварочного оборудования.
Задачей изобретения является получение малоотходной ЛСЗ оптимальной формы, максимально приближенной по форме к детали с учетом повышения толщины в критических, более нагруженных зонах деталей.
Поставленная задача решается за счет того, что ЛСЗ для штамповки деталей. автомобиля, содержащая составные, сваренные части из листовых заготовок, требуемых по условиям прочности и штампуемости сортамента и марок стали из листа, ленты или полосы, отличающаяся тем, что составные части ЛСЗ выполнены в виде фигур, свариваемых по прямым линиям, сварные швы располагаются по линиям проекции вдоль свариваемых сторон составных частей на стороны заготовки с наименьшей длиной швов, при этом заготовки изготовлены размерами с припуском на механическую обработку подлежащих сварке кромок. Для повышения технологичности процесса сборки и сварки предварительно изготавливают заготовки размером, обеспечивающим одновременное получение двух и более ЛСЗ с их последующей разрезкой в требуемый размер. Для повышения рациональности раскроя составные части ЛСЗ выполняют в виде фигур, образуемых прямыми линиями с угловыми точками и имеющих правильную геометрическую форму (прямоугольник, трапеция, параллелограмм, прямоугольный треугольник) с учетом формы листа, ленты или полосы.
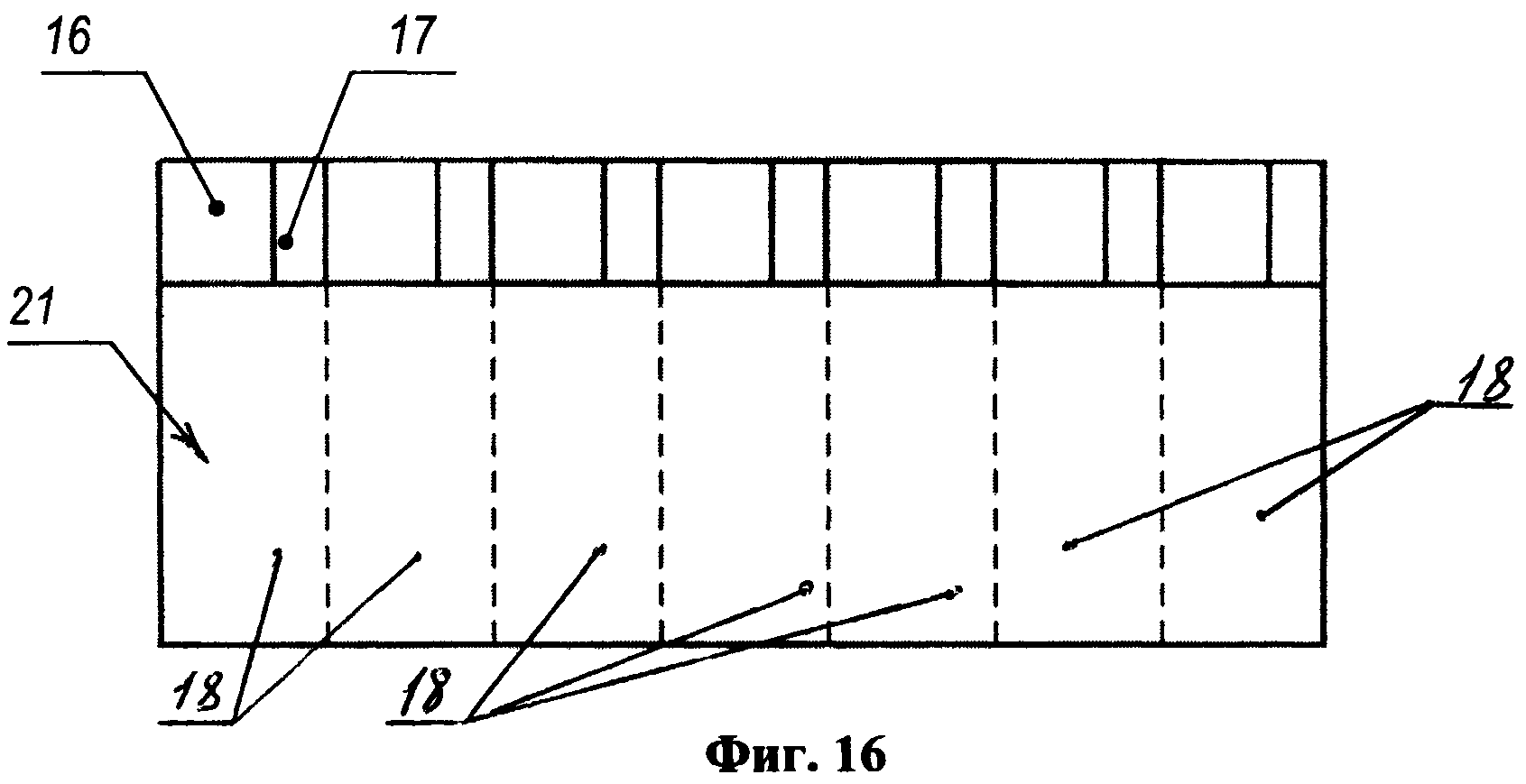
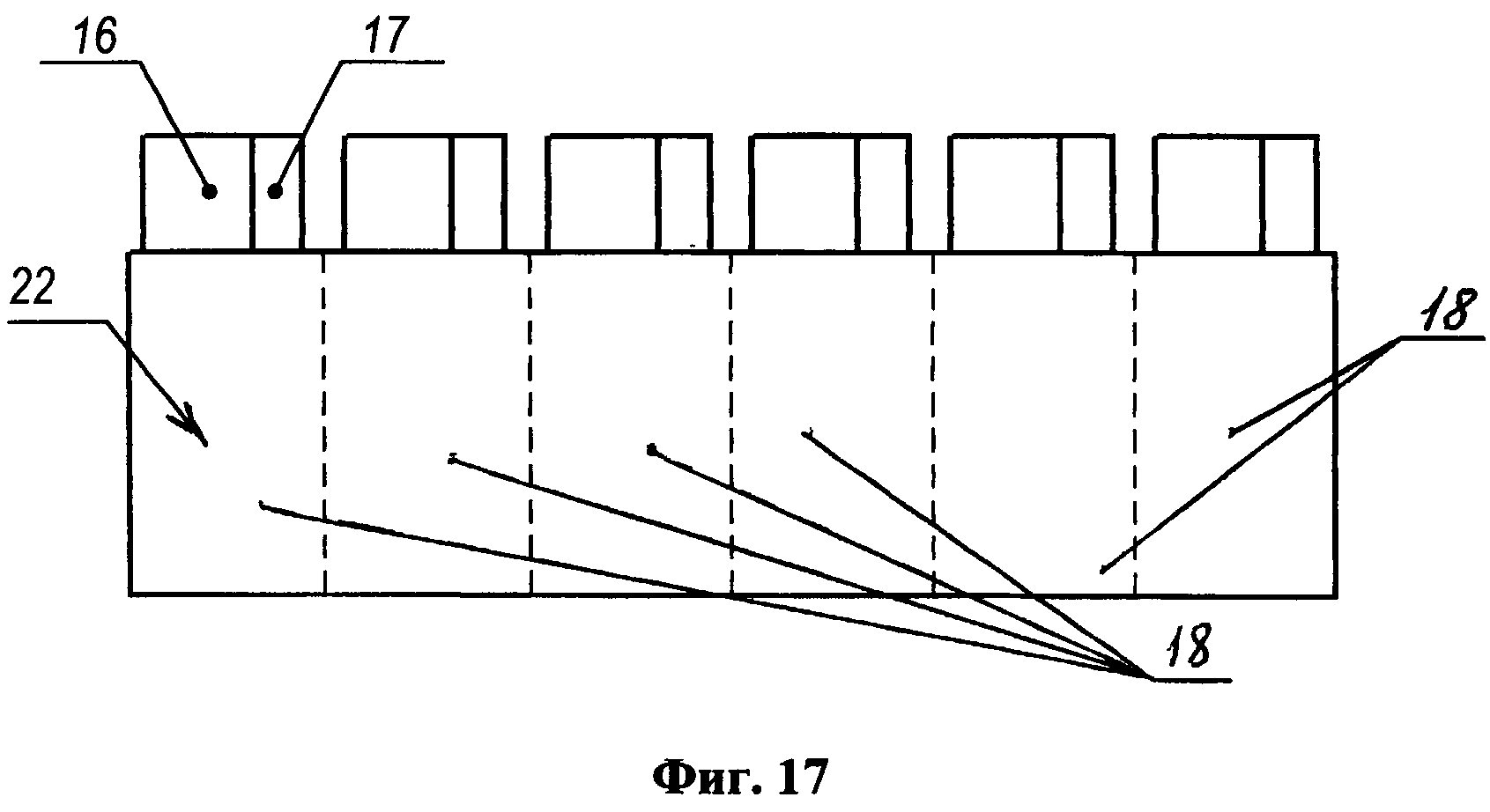
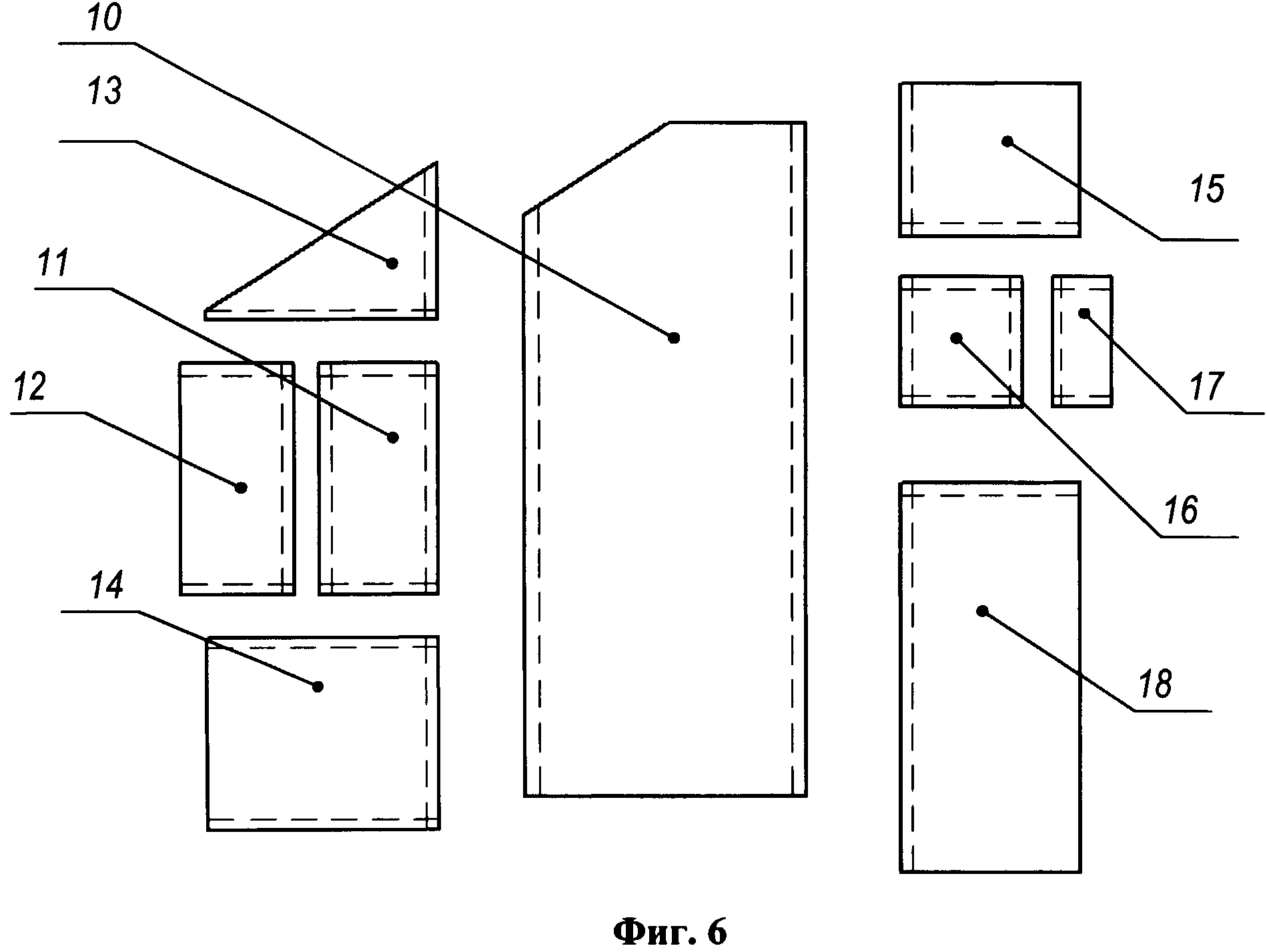
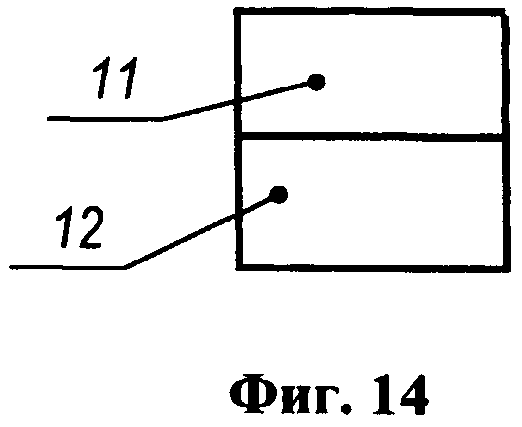
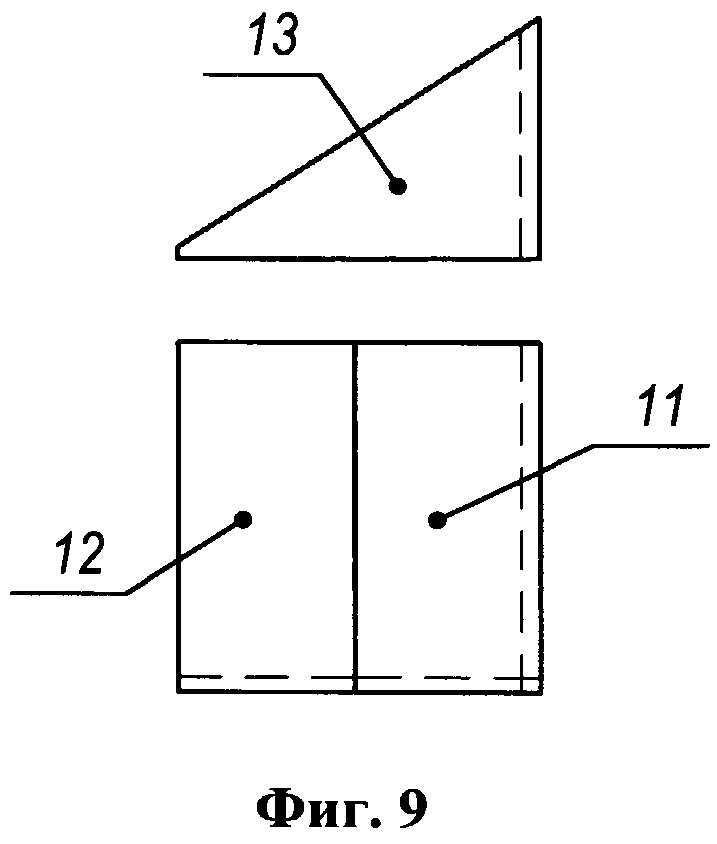
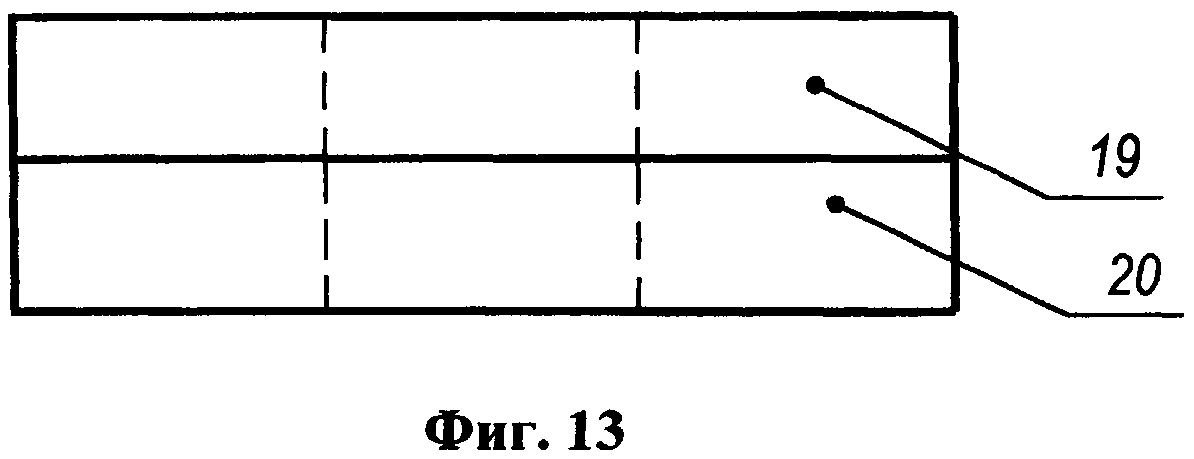
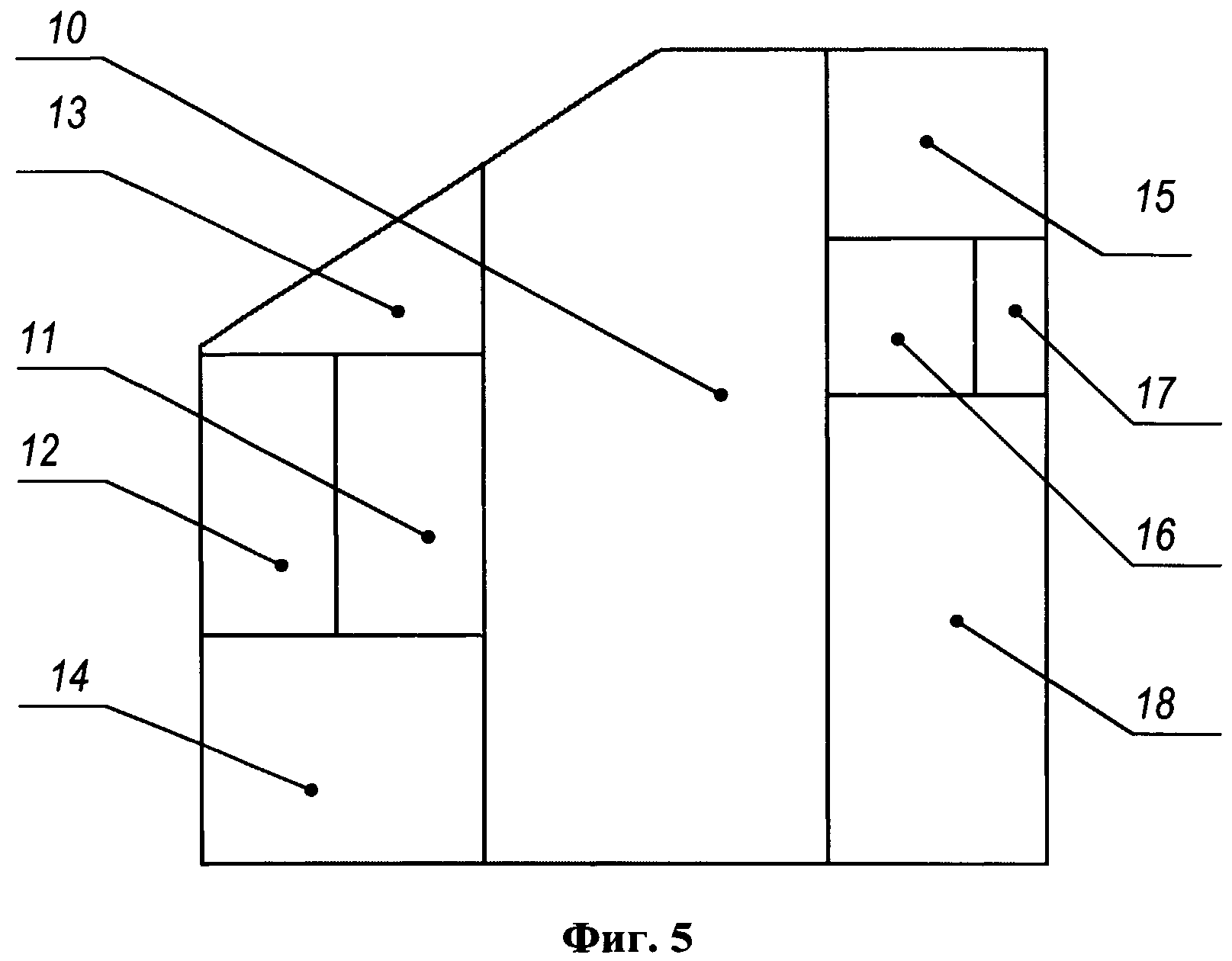
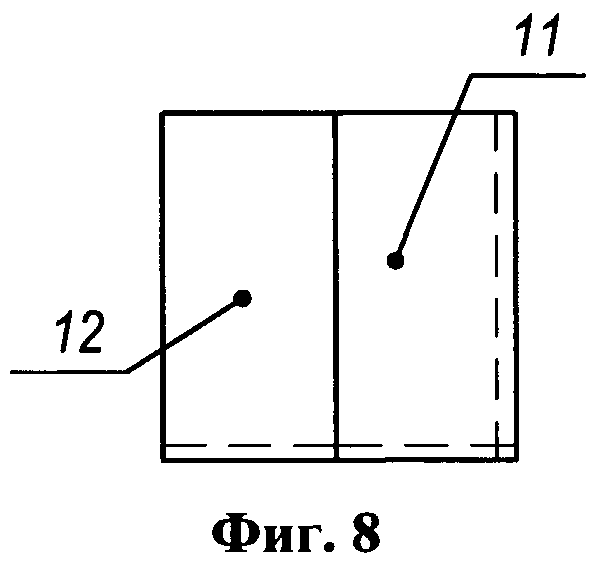
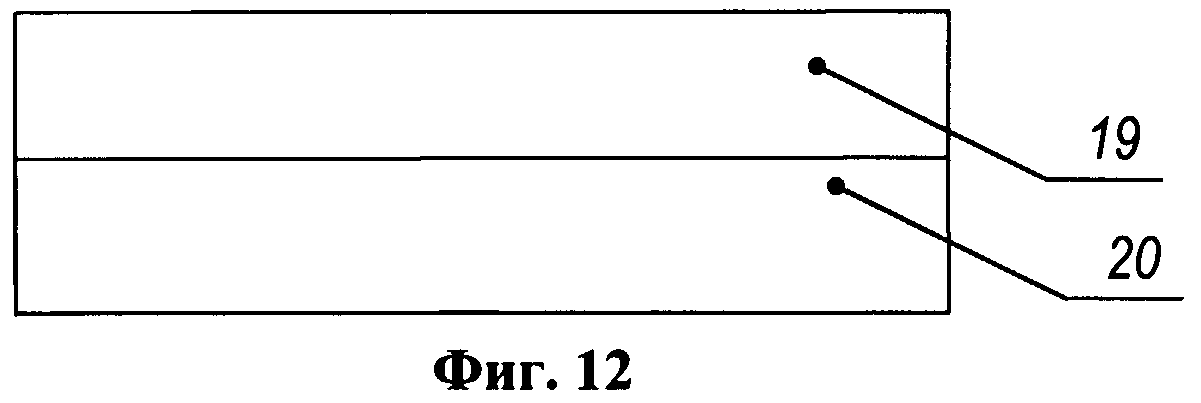
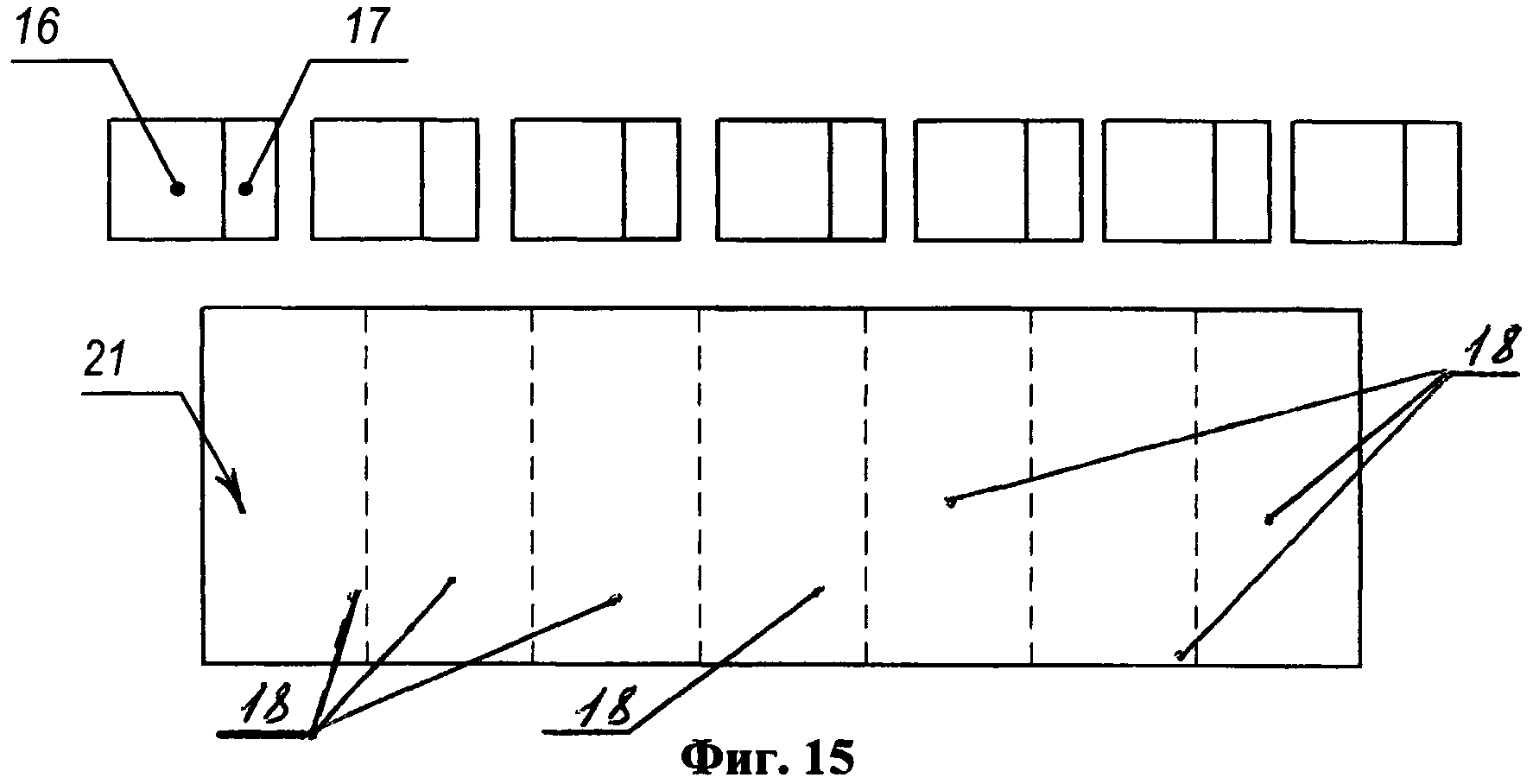
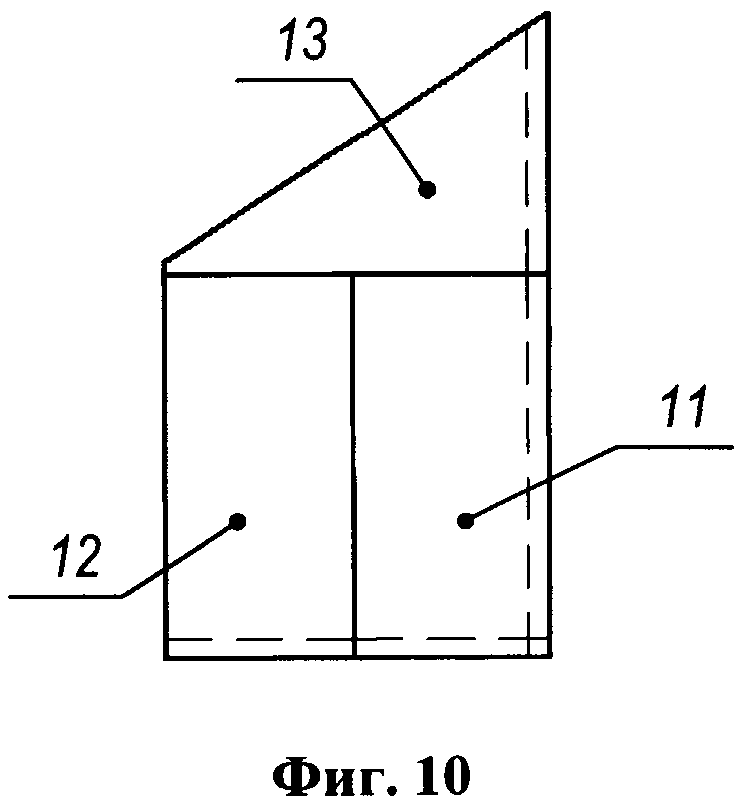
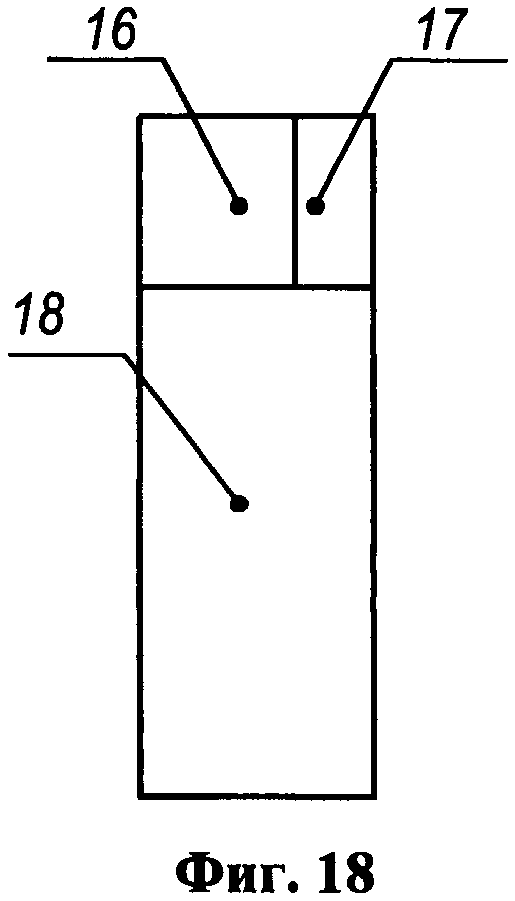
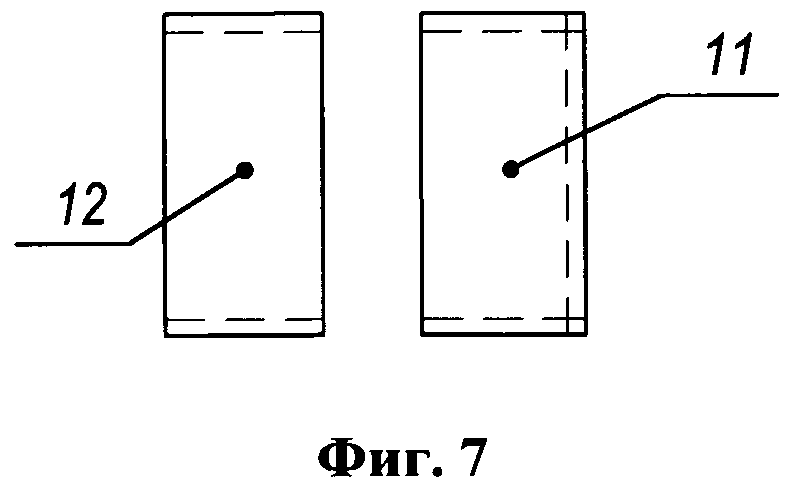
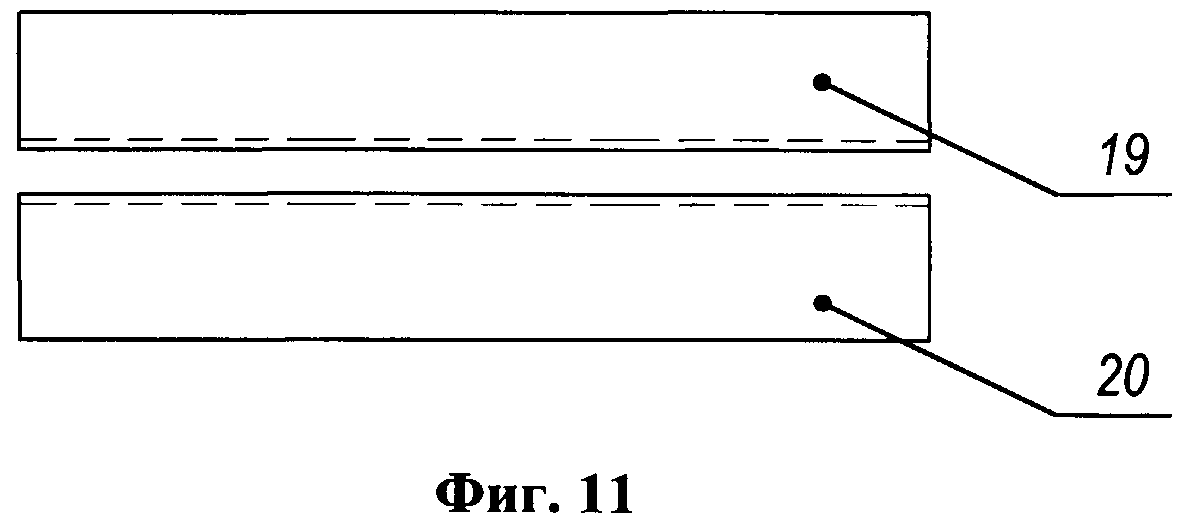
Сущность конструкции ЛСЗ для штамповки деталей автомобиля поясняется следующими графическими материалами. На фиг.1 показана предполагаемая конструкция детали внутренней панели двери автомобиля из листа 1 с зонами 2 и 3, имеющими толщину и механические свойства материалов, требуемые по условиям прочности и штампуемости. На фиг.2-3 показаны аналоги, а наиболее близкая по конструкции к заявляемой изображена на фиг.4 с менее нагруженной частью 7а и приближенными по форме к нагруженным зонам усиленным частям 8а и 9а. На фиг.5 показана ЛСЗ внутренней панели боковой двери автомобиля с указанными составными частями, из которых 11 и 16 выполнены усиленными, а части 10, 12-15, 17, 18 - менее нагруженными. На фиг.6-10 изображены части ЛСЗ и различная их компоновка, из которых произведена сборка и сварка заготовки, при этом на кромках частей показаны припуски на механическую обработку. На фиг.11 показаны составные части ЛСЗ 19, 20 размером, обеспечивающим получение двух и более частей 11, 12 с припуском на кромках на механическую обработку. На фиг.12 показана ЛСЗ, выполненная из частей 19, 20, а на фиг.13 пунктиром показана линия ее разрезки на ЛСЗ, составленные из заготовок 11 и 12, представленных на фиг.14. На фиг.15 показаны заготовка 21 составленная размером, обеспечивающим получение двух и более частей 18 с припуском на кромках на механическую обработку и ЛСЗ, составленная из заготовок 16, 17. На фиг.16 представлена ЛСЗ, выполненная из заготовок 16, 17, 21, а пунктиром показаны линии разрезки на ЛСЗ, составленные из заготовок 16, 17, 18, представленная на фиг.17 и 18. В частном случае показана ЛСЗ, составленная из заготовок 16, 17, 22, при этом ЛСЗ, составленные из заготовок 16, 17 выполнены с зазором относительно линии разрезки на ЛСЗ, составленную из заготовок 16, 17, 18.
Несмотря на значительное количество составных заготовок, из которых получают ЛСЗ, заявленная конструкция предподчтительна в изготовлении в серийном и крупносерийном производстве из-за одновременной подготовки частей данной конструкции, в частности, фрезерованием кромок поверхностей заготовок в пакете под соединение сваркой, что позволяет повысить их качество) и без использования сложного многокоординатного оборудования составных частей ЛСЗ в виде фигур, образуемых прямыми линиями с угловыми точками и имеющих правильную геометрическую форму (прямоугольник, трапеция, параллелограмм, прямоугольный треугольник) с учетом формы листа, ленты или полосы. В конечном итоге, конструкция ЛСЗ менее металлоемка, что снижает массу штампуемых деталей кузова автомобиля и влияет на улучшение штампуемости получаемых из них деталей кузова автомобиля.
Отопительно-вентиляционная система транспортного средства
Штамп для вытяжки деталей сложной формы
Сварочные клещи
Способ вытяжки сложной крупногабаритной детали (варианты)
Способ штамповки днищ из плоской заготовки
Вытяжной штамп для пресса двойного действия
Способ вытяжки крупногабаритных деталей кузова
Стеклоочиститель транспортного средства
Способ управления тяговым синхронным электродвигателем и устройство для реализации этого способа
Кожух двигателя внутреннего сгорания транспортного средства
Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката
Низкоуглеродистая автоматная сталь
Двигатель внутреннего сгорания
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Штамп для вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей
Устройство для испытания листовых материалов
Способ вытяжки крупногабаритных деталей сложной формы
Способ испытания сварной заготовки (варианты)

