Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
Вид РИД
Изобретение
Изобретение относится к способам обработки давлением биметаллических изделий и может быть использовано при изготовлении биметаллических центральных электродов искровых свечей зажигания двигателей внутреннего сгорания (ДВС).
Известен способ изготовления биметаллического центрального электрода искровой свечи зажигания ДВС, изложенный в патентах (патенты США №2955222, МКИ H01T 13/00, 1960; №3144576, МКИ H01T 13/00, 1964; №4314392, МКИ H01T 13/00, 1982) и заключающийся в холодном прямом выдавливании биметаллической заготовки с поперечной слоистостью через коническую матрицу с очком круглого поперечного сечения (конструкция матрицы показана на фиг.1). Обрабатываемая заготовка состоит из двух поперечных слоев различных материалов. Из нижнего слоя, выполненного из жаростойкого никелевого сплава, формируется оболочка электрода, состоящая из боковой и торцевой частей, а из верхнего слоя, выполненного из высокотеплопроводного материала (как правило, меди), формируется сердечник электрода. Слои заготовки соединяются между собой с помощью сварки или пайки.
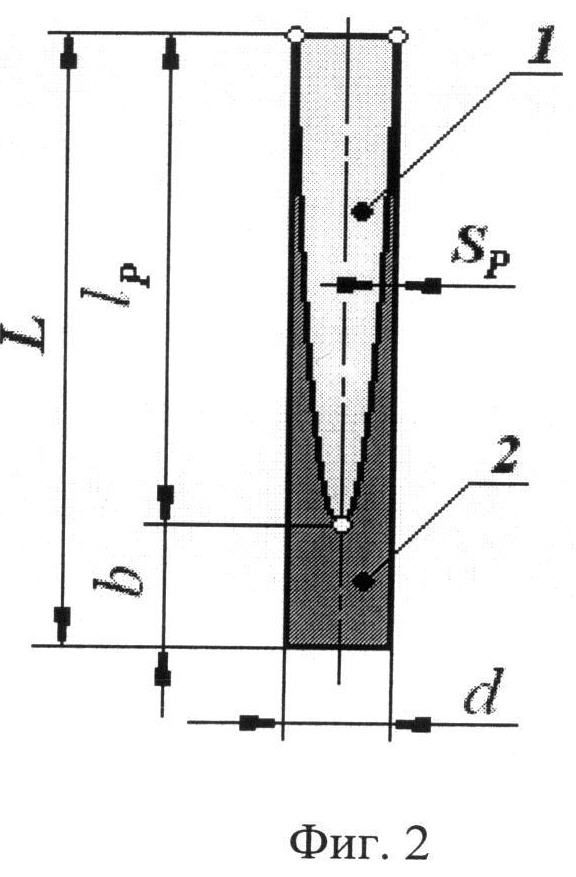
Недостаток способа заключается в том, что при благоприятных условиях холодного прямого выдавливания (малое внешнее трение, ламинарный характер течения металлов, отсутствие упругих зон и зон затрудненной деформации), которые должны быть созданы для обеспечения эффективного процесса обработки, он не позволяет получить равномерную по длине толщину боковой оболочки биметаллического электрода. Толщина боковой оболочки электрода непрерывно уменьшается по направлению от переднего торца электрода к заднему и на некотором расстоянии от переднего торца достигает нулевого значения (фиг.2). Связано это с тем, что в силу характерных особенностей процесса прямого выдавливания первоначально прямая поперечная линия раздела слоев в продольном сечении исходной заготовки принимает в электроде форму параболической кривой, концы ветвей которой выходят на боковую поверхность электрода. Эта кривая достаточно хорошо описывается каноническим уравнением параболы y2=2px, где осью параболы является ось электрода (Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. 2-изд. М.: Металлургия, 1975. - 448 с.; Жолобов В.В., Зверев Г.И. Прессование металлов. 2-изд., перераб. и доп. М.: Металлургия, 1971. - 455 с.; Могучий Л.Н. Обработка давлением труднодеформируемых материалов. М.: Машиностроение, 1976. - 272 с.).
Кроме этого, из-за наличия радиального зазора между контейнером и заготовкой последняя часто устанавливается в контейнере с отклонением от концентричности (эксцентрично), а из-за отсутствия плоского участка на рабочей поверхности матрицы и малого отношения высоты заготовки к ее диаметру (для заготовок с поперечной слоистостью это отношение, как правило, меньше 1) еще и с отклонением от соосности (с перекосом), что приводит к формированию у электрода неравномерной толщины боковой оболочки в поперечных сечениях и к отклонению от перпендикулярности передней торцевой поверхности (торца) электрода относительно его оси. Последний фактор приводит к получению переменного по величине искрового зазора между рабочей торцевой поверхностью центрального электрода и рабочей поверхностью бокового электрода, что негативным образом отражается на работе свечи зажигания (Галкин Ю.М. Электрооборудование автомобилей и тракторов. М.: Машиностроение, 1967. - 280 с.).
Неравномерная толщина боковой оболочки электрода в продольном и поперечном сечениях приводит к неравномерному распределению механических и теплофизических свойств электрода (в частности, электропроводности и теплопроводности) по его длине, что может вызвать появление термических деформаций (продольных искривлений) центрального электрода при его нагревании во время эксплуатации свечи зажигания. При этом изменяется регламентируемая величина искрового зазора свечи, вследствие чего нарушается ее нормальная работоспособность. Кроме того, низкая стабильность показателей электро- и теплопроводности приводит к изменению важнейшего параметра свечи зажигания - тепловой характеристики - и тем самым снижает качество и надежность свечи (Теория, конструкция и расчет автотракторного оборудования. / Под ред. Фесенко М.Н. - М.: Машиностроение, 1979. - 275 с.).
Наиболее близким к заявленному изобретению по достигаемому результату является способ изготовления биметаллического центрального электрода свечи зажигания ДВС, заключающийся в холодном прямом выдавливании биметаллической заготовки с продольно-поперечной (комбинированной) слоистостью через круглую коническую матрицу (патент США №3857145, МКИ H01T 13/00, 1974). Указанная заготовка представляет собой составную конструкцию, состоящую из оболочки, имеющей форму стакана, и установленного в нее сплошного цилиндрического сердечника. Оболочка в виде стакана выполняется с целью создания равномерной по длине и поперечному сечению толщины боковой оболочки заготовки с тем, чтобы при последующем прямом выдавливании получить у электрода равномерную толщину боковой оболочки в продольном и поперечном сечениях. Слои заготовки могут быть приварены друг к другу с применением различных видов сварки (например, с помощью диффузионной сварки или сварки плавлением) либо находиться в состоянии механического контакта.
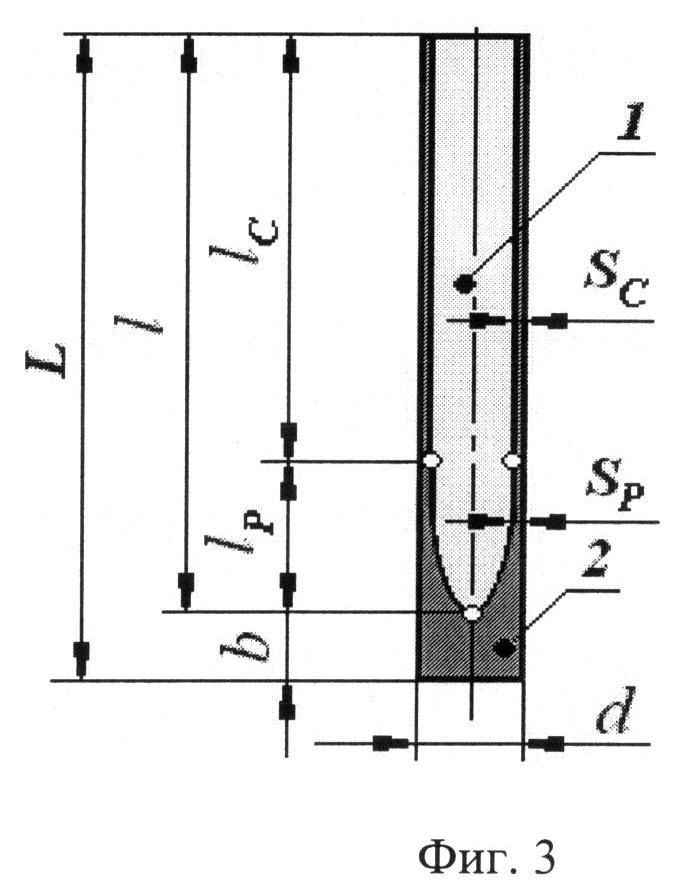
Недостаток способа заключается в том, что даже при такой форме оболочки заготовки толщина боковой оболочки электрода не становится равномерной по всей его длине. На участке электрода, примыкающем к его переднему концу, толщина боковой оболочки остается неравномерной (фиг.3). Она непрерывно уменьшается в направлении от переднего торца электрода к заднему и достигает на некотором расстоянии от этого торца постоянного значения, присущего последующему участку электрода с равномерной толщиной оболочки. Причина возникновения неравномерной толщины оболочки в районе переднего конца электрода заключается в том, что, как уже указывалось выше, в процессе прямого выдавливания прямая поперечная линия раздела слоев в заготовке принимает в продольном сечении электрода форму параболы.
Кроме того, как и в предыдущем случае, из-за наличия бокового зазора между заготовкой и контейнером и отсутствия у матрицы плоской рабочей поверхности, заготовка в контейнере часто устанавливается эксцентрично и с перекосом, что неизбежно влечет за собой формирование неравномерной толщины боковой оболочки электрода в его поперечных сечениях и тем самым приводит к ухудшению технических характеристик свечи зажигания (снижению стабильности тепловой характеристики и нарушению бесперебойности искрообразования).
Еще одним серьезным недостатком данного способа изготовления электрода является его повышенная трудоемкость, связанная с необходимостью изготовления оболочки исходной биметаллической заготовки в виде стакана.
Техническим результатом настоящего изобретения является получение биметаллических центральных электродов, имеющих равномерную толщину боковой оболочки в продольном и поперечном сечениях электрода на большей его длине. Такие электроды повышают стабильность тепловой характеристики свечи зажигания и обеспечивают бесперебойность искрообразования.
Технический результат достигается тем, что в способе изготовления биметаллического центрального электрода искровой свечи зажигания ДВС, заключающемся в холодном прямом выдавливании цилиндрической биметаллической заготовки с поперечной или продольно-поперечной слоистостью через одноканальную матрицу круглого поперечного сечения, в отличие от прототипа, применяют плоско-коническую матрицу.
Кроме того, согласно изобретению угол при вершине конуса матрицы может составлять 80…120°.
Кроме того, согласно изобретению диаметр конуса матрицы может составлять 0,7…0,9 от диаметра контейнера.
Кроме того, согласно изобретению коэффициент вытяжки может составлять 4…9.
Подробнее сущность предлагаемого способа поясняется чертежами.
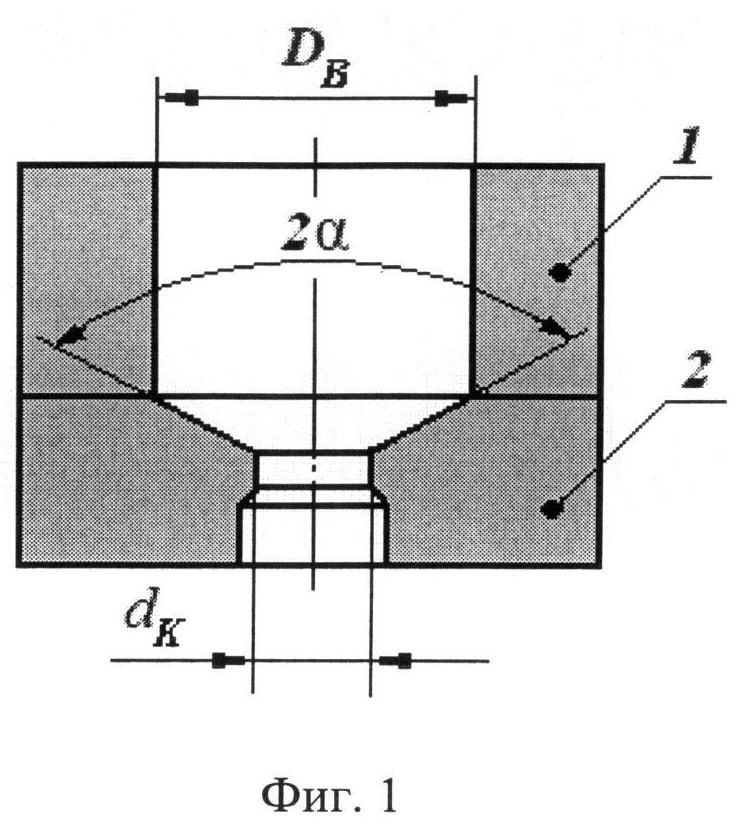
На фиг.1 показана конструкция конической матрицы. Цифрами и буквами обозначены: 1 - контейнер; 2 - матрица; DB - диаметр контейнера; dK - диаметр калибрующего пояска; 2α - угол при вершине конуса матрицы.
На фиг.2 показан биметаллический электрод (без пресс-остатка), полученный после выдавливания заготовки с поперечной слоистостью через коническую матрицу при благоприятных условиях деформирования. l - сердечник; 2 - оболочка; d - диаметр электрода; L - длина электрода; b - толщина торцевой оболочки электрода; lP - длина боковой оболочки электрода; SP - толщина боковой оболочки электрода (имеет переменную величину и зависит от lP).
На фиг.3 показан биметаллический электрод (без пресс-остатка), полученный после выдавливания заготовки с поперечной слоистостью через плоскоконическую матрицу. Такой же вид имеет электрод, полученный после выдавливания заготовки с продольно-поперечной слоистостью через коническую или плоско-коническую матрицу. 1 - сердечник; 2 - оболочка; d - диаметр электрода; L - длина электрода; b - толщина торцевой оболочки электрода; l - длина боковой оболочки электрода; lC - длина боковой оболочки электрода с равномерной (постоянной) толщиной SC, lP - длина боковой оболочки электрода с переменной толщиной SP.
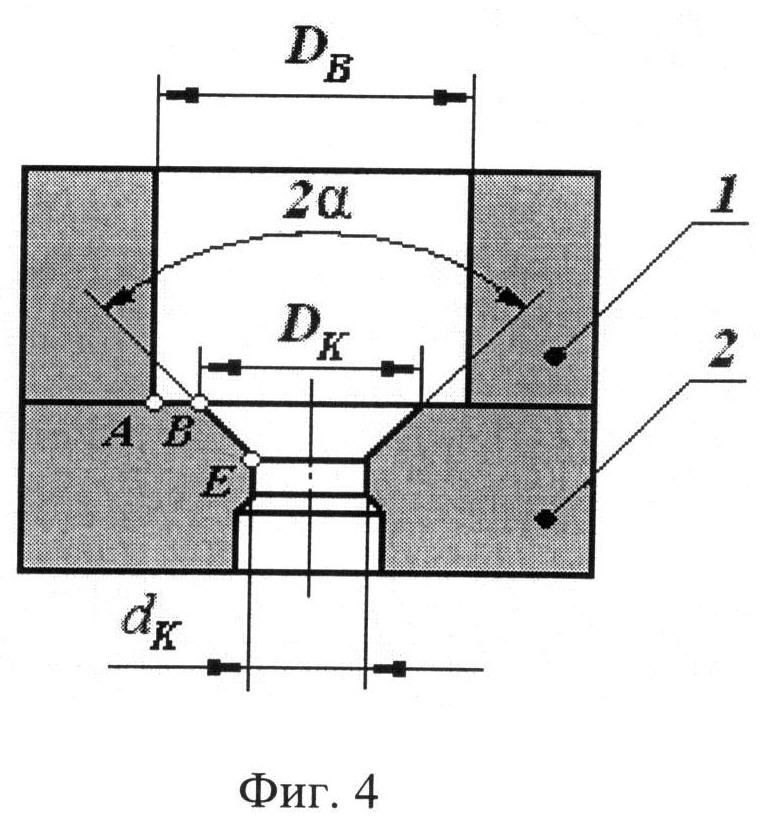
На фиг.4 показана конструкция плоскоконической матрицы. 1 - контейнер; 2 - матрица; АВ - плоский участок рабочей поверхности матрицы; BE - конический участок рабочей поверхности матрицы; DB - диаметр контейнера; DK - диаметр конуса матрицы; dK - диаметр калибрующего пояска; 2α - угол при вершине конуса матрицы.
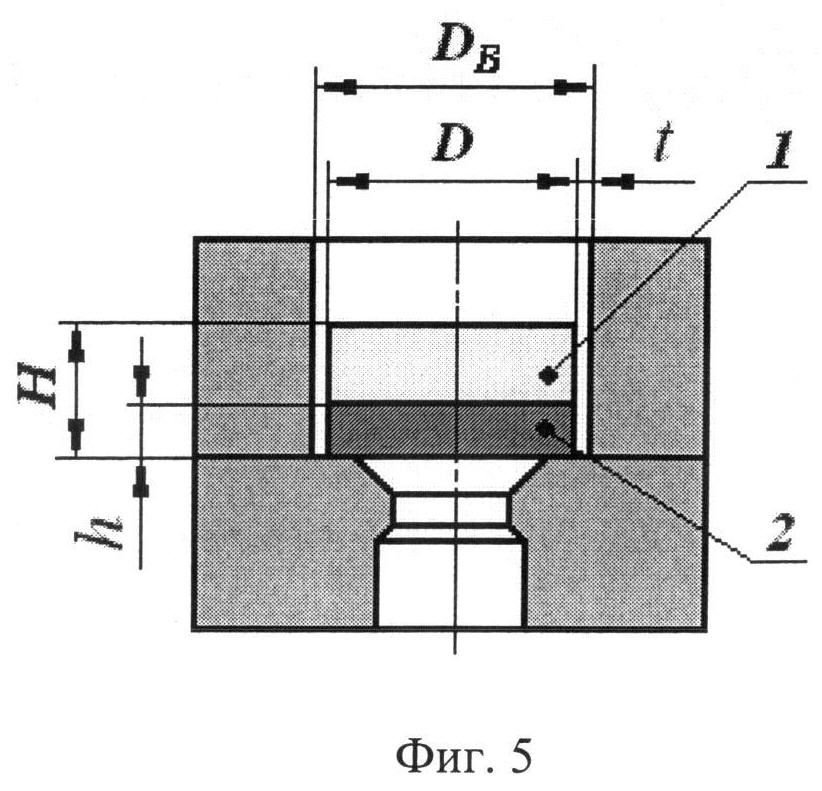
На фиг.5 показана схема прямого выдавливания биметаллической заготовки с поперечной слоистостью. 1 - верхний слой; 2 - нижний слой; D - диаметр заготовки; DB - диаметр контейнера; H - высота заготовки; h - высота нижнего слоя заготовки; t - радиальный (боковой) зазор между заготовкой и контейнером (в общем случае имеет переменную величину вследствие установки заготовки в контейнер с эксцентриситетом).
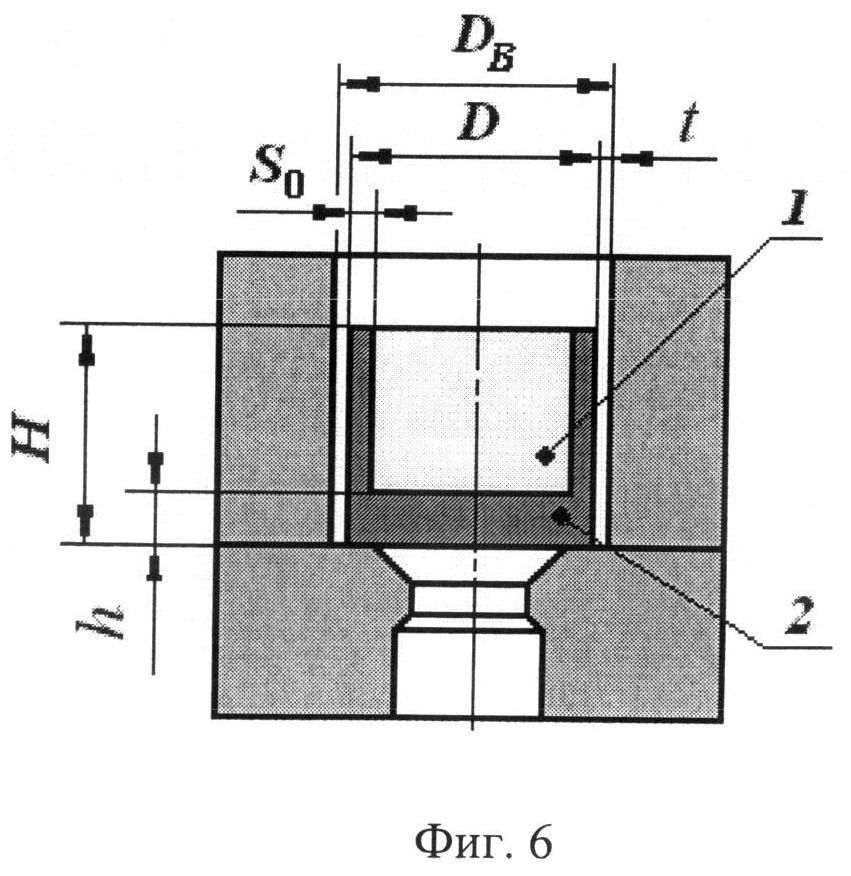
На фиг.6 показана схема прямого выдавливания биметаллической заготовки с продольно-поперечной слоистостью. 1 - сердечник; 2 - оболочка (имеет вид стакана); D - диаметр заготовки; DB - диаметр контейнера; H - высота заготовки; S0 - толщина боковой оболочки заготовки; h - толщина торцевой оболочки заготовки; t - радиальный (боковой) зазор между заготовкой и контейнером (как и в предыдущем случае, как правило, переменной величины).
Способ согласно изобретению реализуется следующим образом.
В инструментальный блок, состоящий из контейнера 1 и матрицы 2 (фиг.4), устанавливается либо биметаллическая заготовка с поперечной слоистостью (фиг.5), либо биметаллическая заготовка с продольно-поперечной слоистостью (фиг.6). Наличие на рабочей поверхности матрицы плоского участка исключает возможность перекоса заготовки в контейнере и тем самым повышает равномерность течения материалов слоев. Кроме этого, в случае установки заготовки в контейнер с отклонением от концентричности, наличие плоского участка матрицы способствует устранению этого отклонения за счет последующей распрессовки заготовки, происходящей на начальной стадии процесса выдавливания. При распрессовке заготовка осаживается и увеличивается в диаметре, что приводит к устранению бокового зазора t (фиг.5 и фиг.6) между заготовкой и контейнером и созданию практически идеальной концентричности заготовки и контейнера. Это дает возможность получать биметаллические электроды высокого качества с равномерной толщиной боковой оболочки в поперечных сечениях, без продольных изгибов электрода и без отклонения от перпендикулярности переднего торца электрода относительно его оси.
Кроме этого, плоский участок матрицы выполняет еще одну очень важную роль в получении биметаллических электродов высокого качества. Он обеспечивает формирование равномерной по длине толщины боковой оболочки электрода за счет возникновения у входа в матрицу зоны затрудненной деформации. При выдавливании заготовки с поперечной слоистостью наличие зоны затрудненной деформации позволяет получить равномерную толщину боковой оболочки электрода на большей его длине (на длине lC, см. фиг.3). При выдавливании заготовки с продольно-поперечной слоистостью наличие зоны затрудненной деформации способствует уменьшению длины участка с неравномерной толщиной стенки (длины lP) и увеличению тем самым длины участка с равномерной толщиной стенки (длины lC). Соотношение длин lC и lP зависит как от габаритных размеров заготовки (отношения H/D), так и от условий деформирования, которые определяются следующими факторами: соотношением величин сопротивления деформации материалов слоев, размерами слоев, углом при вершине конуса матрицы, коэффициентом вытяжки, а также внешним и межслойным трением.
В соответствии с основными теоретическими положениями ряда работ (Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. 2-изд. М.: Металлургия, 1975. - 448 с.; Жолобов В.В., Зверев Г.И. Прессование металлов. 2-изд., перераб. и доп. М.: Металлургия, 1971. - 455 с.; Гильденгорн М.С. Основы теории совместного прессования металлов и сплавов. М.: Металлургия, 1981. - 144 с.) механизм формирования равномерной толщины боковой оболочки электрода при наличии зоны затрудненной деформации может быть представлен следующим образом.
При возникновении зоны затрудненной деформации характер течения материалов в очаге деформации изменяется. Если в отсутствие зоны затрудненной деформации концы поперечной линии раздела слоев в продольном сечении составной заготовки скользят по контактной поверхности инструмента (сначала контейнера, затем матрицы) и на выходе из калибрующего пояска матрицы оказываются на боковой поверхности электрода (в этом случае линия раздела слоев в продольном сечении электрода имеет форму параболы, что говорит о том, что по мере течения материалов линия раздела слоев на выходе из очага деформации не имеет фиксированного положения, а постоянно смещается к периферии), то при наличии такой зоны концевые участки линии раздела слоев, попадая в эту зону, становятся практически неподвижными, «закрепляясь» на боковой поверхности контейнера. При этом другая часть этой линии, находящаяся вне зоны затрудненной деформации, деформируется вместе с проходящими через очаг деформации слоями материала, образуя на выходе из калибрующего пояска матрицы линию раздела слоев, параллельную образующей цилиндрической поверхности электрода, т.е. происходит формирование равномерной по длине толщины боковой оболочки электрода. Объясняется это тем, что неподвижная часть объема материала оболочки, сосредоточенная в зоне затрудненной деформации, и подвижная часть объема материала оболочки, находящаяся в очаге деформации, взаимосвязаны, в результате чего происходит затормаживание движения материала оболочки, находящегося в очаге деформации. Это обстоятельство создает предпосылки для установления между взаимодействующими слоями силового равновесия, отвечающего условию минимума расхода полной энергии деформации. Поэтому линия раздела слоев занимает на выходе из очага деформации фиксированное положение и тем самым обеспечивает формирование равномерной толщины боковой оболочки электрода на большей его длине.
Пример. Были изготовлены биметаллические электроды искровой свечи зажигания ДВС по трем способам, рассмотренным выше, т.е. по способу аналога, способу прототипа и по предлагаемому способу. Для изготовления электродов использовались два вида биметаллических заготовок - с поперечной и продольно-поперечной слоистостью. Нижний слой первых заготовок и оболочка вторых были выполнены из никеля НП2 (ГОСТ 492-73), а верхний слой первых и сердечник вторых - из меди Ml (ГОСТ 859-73).
Заготовки с поперечной слоистостью имели следующие размеры: диаметр 6,8 мм, толщину нижнего слоя 2,60 мм, верхнего 2,85 мм. Размеры заготовок с продольно-поперечной слоистостью составляли: диаметр 5,0 мм, высота 7,0 мм, толщина торцевой оболочки 2,0 мм, толщина боковой оболочки (стенки стакана) 0,6 мм.
Слои заготовок с поперечной слоистостью сваривались друг с другом с помощью сварки плавлением. Сварка выполнялась в вакуумной печи СНВ-5.10.5/13-И1 при температуре 1075+5°C. Слои заготовок с продольно-поперечной слоистостью между собой не сваривались и находились в состоянии механического контакта.
Операции по холодному прямому выдавливанию биметаллических заготовок выполняли на гидравлическом прессе МС-1000 с установленной на него штамповой оснасткой, снабженной сменными блоками твердосплавных матриц. Для выдавливания заготовок с поперечной слоистостью применяли два вида матриц: коническую (по способу аналога) и плоскоконическую (по предлагаемому способу). В обоих случаях угол при вершине конуса матрицы составлял 2α=120°, диаметр калибрующего пояска - dK=3,0 мм, диаметр контейнера DB=7,1 мм (коэффициент вытяжки - µ=5,6). Диаметр входного конуса у плоскоконической матрицы равнялся DK=6,0 мм, что составляло 0,845 от DB. Полученные в обоих случаях электроды имели следующие размеры: диметр d=3,0 мм, длину L=22,3 мм (равенство длин L обоих электродов достигалось корректировкой высоты их пресс-остатков путем регулирования величины рабочего хода пуансона).
Для выдавливания заготовок с продольно-поперечной слоистостью также использовали два вида матриц: коническую (по способу прототипа) и плоскоконическую (по предлагаемому способу). В обоих случаях угол при вершине конуса матрицы составлял 2α=120°, диаметр калибрующего пояска dK=2,5 мм, диаметр контейнера DB=5,3 мм (коэффициент вытяжки µ=4,5). Диаметр входного конуса у плоскоконической матрицы равнялся DK=4,5 мм, что составляло 0,85 от DB. Полученные электроды имели следующие размеры: диаметр d=2,5 мм, длину L=15,5 мм (равенство длин L обоих электродов достигалось, как и в предыдущем случае, путем корректировки высоты пресс-остатков).
Все операции прямого выдавливания выполняли при скорости поступательного движения пуансона 1 мм/с. В качестве технологического смазочного материала использовали РОСОЙЛ-101 производства ХТЦ УАИ по ТУ 0258-002-06377289-2000.
После выдавливания биметаллических заготовок изготавливали шлифы продольных сечений полученных биметаллических электродов и затем с помощью инструментального микроскопа «ИМЦ 150×50Б» измеряли геометрические параметры оболочки. Результаты замеров представлены в таблицах 1 и 2. В табл.1 показаны размеры электродов, полученных из заготовок с поперечной слоистостью после их выдавливания через коническую и плоско-коническую матрицы. В табл.2 представлены размеры электродов, полученных из заготовок с продольно-поперечной слоистостью также после их выдавливания через коническую и плоскоконическую матрицы.
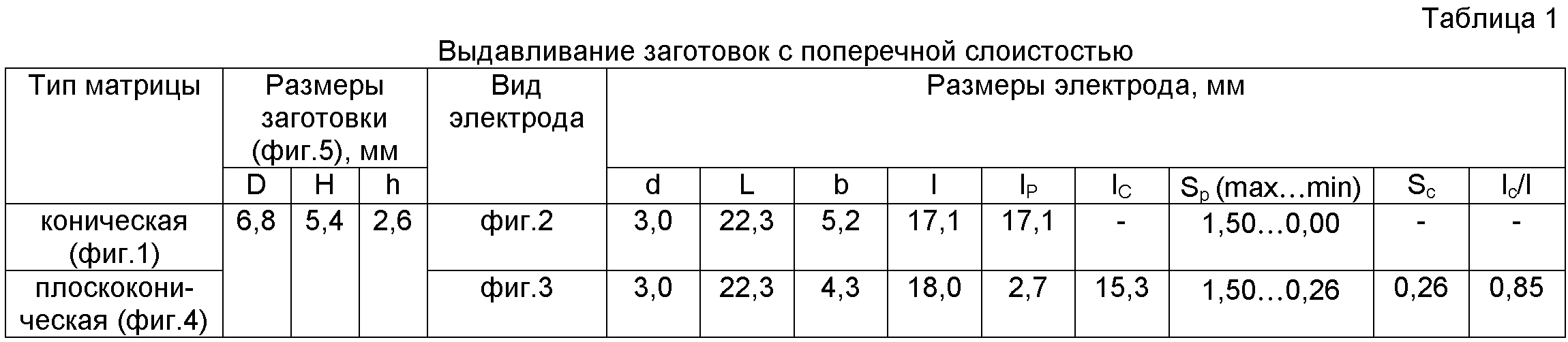
Из табл.1 следует, что при выдавливании заготовок с поперечной слоистостью использование плоскоконической матрицы в отличие от конической позволяет сформировать боковую оболочку электрода с равномерной толщиной на длине lC, составляющей большую часть от общей длины l боковой оболочки (lC=0,85 l).
Аналогичный вывод можно сделать и в отношении выдавливания заготовок с продольно-поперечной слоистостью. В рассмотренном примере (см. табл.2) использование плоскоконической матрицы по сравнению с конической дает возможность увеличить длину lC участка боковой оболочки с равномерной толщиной на 19,4% (с 0,67 l до 0,80 l).

Таким образом, применение заявляемого изобретения позволяет, во-первых, получить равномерную толщину боковой оболочки электрода на большей его длине при изготовлении электрода из заготовки с поперечной слоистостью и, во-вторых, увеличить длину участка боковой оболочки с равномерной толщиной при изготовлении электрода из заготовки с продольно-поперечной слоистостью. Это позволяет повысить стабильность теплофизических параметров биметаллического электрода и тем самым обеспечить бесперебойность искрообразования свечи зажигания и стабильность ее тепловой характеристики (отклонения калильных чисел от номинального значения не превышают ±5%).
Железнодорожный вагон с минимизацией центробежных сил, воздействующих на железнодорожный состав
Способ упрочнения поверхности титановых сплавов в вакууме
Интеллектуальный бесконтактный мутномер
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Стенд для исследования теплового состояния поршней двухтактных двигателей внутреннего сгорания
Способ безоблойной высадки клеммных болтов для рельсовых скреплений
Способ модификации поверхности изделий из титановых сплавов в вакууме
Способ модификации поверхности изделий из титановых сплавов в тлеющем разряде
Термоэлектрический генератор автомобиля
Устройство для линейной сварки трением блисков
Вентильно-индукторный двигатель
Шариковый электронно-оптический первичный преобразователь расхода прозрачных жидкостей
Устройство трехкоординатных перемещений
Способ и устройство для определения характеристик и границы устойчивой работы ступени осевого компрессора в составе гтд
Способ торможения ротора электрической машины на магнитных подшипниках
Способ термообработки сварных соединений, полученных линейной сваркой трением
Способ изготовления лопаток газотурбинного двигателя
Ротор высокоскоростного генератора
Способ лихеноиндикации степени загрязненности атмосферного воздуха
Матрица для высадки деталей сложного профиля

