Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ГОРИЗОНТАЛЬНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Область изобретения
Изобретение относится к области горизонтального литья полосы. При этом расплав из подающей емкости поступает на охлаждаемый ленточный транспортер, на котором расплав начинает затвердевать, формируя полосу.
Уровень техники
Из уровня техники известны способы горизонтального литья полосы и соответствующие установки, в которых литой продукт или уже затвердевшая металлическая полоса подается на последующие стадии обработки, например, процесс прокатки. Характеристикой изготовленной таким образом стальной полосы является профиль или профиль поперечного сечения (бочкообразность), то есть разнотолщинность по ширине полосы. В этом процессе прокатки полученный в результате процесса литья профиль черновой полосы подвергается только ограниченному и трудно осуществимому воздействию. Причина заключается часто в относительно тонком поперечном сечении полосы. В этом случае придание профиля и плоскостности взаимосвязаны, так как требуемое для изменения профиля поперечное течение металла ограничено.
В документе WO 2006/066552 А1 показано такое устройство для горизонтального литья полосы из стали. При этом расплав подается на ленточный транспортер, который образует зону охлаждения. К этой зоне охлаждения примыкает вторая зона поддержания установленного температурного режима. При входе полосы во вторую зону полоса в зависимости от температурного режима уже полностью затвердела. При этом могут образовываться направленные вверх загибы краев, которые могут иметь негативные воздействия на процесс литья. В публикации упоминаются устройства, например, в форме роликовых пар, которые противодействуют этому явлению и прижимают полосу. Воздействие на профиль поперечного сечения здесь, впрочем, не предусмотрено. Профиль поперечного сечения черновой полосы создается в процессе литья, и в последующем процессе прокатки в зависимости от граничного условия он не может больше подвергаться значительному воздействию. Но эта проблема возникает, не только в способе литья тонкой полосы, в котором отливают полосу толщиной, не превышающей 40 мм. Критические профили поперечного сечения по толщине могут представлять собой профили с клиновидной составляющей или также волнистостью с квадратичной составляющей или составляющей более высокого порядка. Такие критические профили известны специалисту.
В публикации WO 2009/018973 А1 показано похожее устройство, в котором ролики приглаживания или подачи расположены в направлении литья позади ленточного транспортера, а также поверх одного отклоняющего ролика ленточного транспортера. Описанные в этой публикации ролики также не обеспечивают воздействие на профиль поперечного сечения металлической полосы. Они позволяют лишь воспрепятствовать выгибанию кромок полосы, что также является целью раскрытой в этой публикации роликовой проводки. Профиль или профиль толщины, то есть разнотолщинность полосы в направлении ширины полосы, не претерпевает сколько-нибудь заметного воздействия.
В целом, на профиль толщины металлической полосы необходимо воздействовать как можно раньше, в частности при максимально высоких температурах, то есть, в частности, при невысокой степени прочности металлической полосы, так как условия для поперечного течения металла улучшаются со снижением прочности, то есть также при высокой температуре. При этом возможность деформации материала полосы ограничена пластичностью материала, то есть способностью к деформации без механического повреждения, например образования трещин, что уменьшается при повышении температуры.
Техническая задача состоит, следовательно, прежде всего в том, чтобы создать устройство, а также способ, чтобы как можно раньше воздействовать на профиль поперечного сечения металлической полосы.
Раскрытие сущности изобретения
Предлагаемое изобретение позволяет решить вышеназванную техническую задачу и включает в первую очередь устройство для горизонтального литья металлической полосы, которое, в свою очередь, содержит подающую емкость для расплава и расположенный в направлении литья позади подающей емкости охлаждаемый ленточный транспортер, который проходит между двумя отклоняющими роликами и на котором металлическая полоса может транспортироваться, при этом устройство включает по меньшей мере, один ролик, выполненный с возможностью установки относительно металлической полосы для придания ей профиля.
За счет выполненного в соответствии с изобретением устройства можно с большим упреждением оказывать воздействие на профиль толщины металлической полосы и таким образом заметно улучшить форму и качество литого продукта. Во всяком случае, в ходе последующего процесса прокатки теперь может быть достигнут заданный профиль или заданная плоскостность.
В предпочтительной форме осуществления устройства устанавливаемый относительно полосы по меньшей мере один ролик для придания ей профиля расположен в зоне между отклоняющими роликами и/или поверх одного из отклоняющих роликов.
Это расположение роликов обеспечивает регулирование профиля толщины уже в зоне ленточного транспортера.
В другой предпочтительной форме осуществления устройства, выше и ниже металлической полосы расположено несколько роликов, устанавливаемых относительно металлической полосы для придания ей профиля.
В другой предпочтительной форме осуществления устройства, выше металлической полосы для придания ей профиля расположен устанавливаемый относительно полосы, по меньшей мере, один верхний ролик, а ниже металлической полосы расположен другой, устанавливаемый относительно металлической полосы, по меньшей мере, один нижний ролик, так что, по меньшей мере, один верхний ролик и, по меньшей мере, один нижний ролик образуют, по меньшей мере, одну устанавливаемую относительно полосы, роликовую пару.
За счет образования, по меньшей мере, одной профилирующей роликовой пары весь профиль толщины металлической полосы может целенаправленно подвергаться воздействию, а именно в плоскости, расположенной перпендикулярно направлению литья.
В другой предпочтительной форме осуществления устройства, ленточный транспортер образует первую зону охлаждения, при этом устройство включает, кроме того, зону поддержания установленного температурного режима, которая примыкает в направлении литья сзади к ленточному транспортеру, при этом устройство в этой зоне поддержания установленного температурного режима и/или в зоне охлаждения содержит по меньшей мере, один ролик, устанавливаемый относительно металлической полосы для придания ей профиля.
В другой предпочтительной форме осуществления устройства, ролик может быть выполнен с возможностью поворота. Таким образом, можно целенаправленно воздействовать на клиновидность полосы.
В другой предпочтительной форме осуществления устройства, по меньшей мере, один ролик, устанавливаемый относительно полосы для придания ей профиля (профилирования), имеет бочкообразный контур и/или может перемещаться в горизонтальном направлении и/или может быть изогнут вдоль своей продольной оси.
Если ролики для профилирования имеют бочкообразный контур, профиль полосы может целенаправленно подвергаться воздействию посредством поверхностного рельефа ролика роликами. На случай если ролики могут перемещаться в горизонтальном направлении, в зависимости от бочкообразного контура может целенаправленно регулироваться профиль поперечного сечения и, в частности, во время процесса литья и при переменных условиях процесса (например, при износе роликов). Так как ролики могут быть изогнутыми, профиль поперечного сечения во время процесса литья и при переменных условиях процесса может гибко регулироваться.
В другой предпочтительной форме осуществления устройства по меньшей мере, один нижний ролик, устанавливаемый относительно полосы для профилирования, расположен под металлической полосой и находится на высоте по линии соприкосновения с металлической полосой.
Кроме заявленного устройства для горизонтального литья металлической полосы, изобретение включает также соответствующий способ, при этом способ предусматривает расположенный в направлении литья позади подающей емкости охлаждаемый ленточный транспортер, который проходит между двумя отклоняющими роликами и на котором транспортируется металлическая полоса, и содержит устанавливаемый относительно металлической полосы для придания ей профиля, по меньшей мере, один ролик, при этом профиль толщины металлической полосы подвергается воздействию по меньшей мере, одного ролика, устанавливаемого относительно металлической полосы для придания ей профиля.
Преимущества способа по существу соответствуют преимуществам вышеописанного устройства согласно изобретению.
В предпочтительной форме осуществления способа, профилирование производится в зоне между отклоняющими роликами или поверх одного из отклоняющих роликов.
В другой предпочтительной форме осуществления способа, способ включает несколько устанавливаемых для профилирования роликов выше или ниже металлической полосы, при этом профилирование осуществляется этими роликами.
В другой предпочтительной форме осуществления способа, ленточный транспортер образует зону охлаждения и, кроме того, способ включает зону поддержания установленного температурного режима, которая примыкает в направлении литья сзади к ленточному транспортеру, при этом на металлическую полосу в этой зоне поддержания установленного температурного режима и/или в зоне охлаждения воздействует по меньшей мере, один ролик, устанавливаемый относительно металлической полосы для придания ей профиля.
В предпочтительной форме осуществления способа, способ предусматривает устанавливаемые для профилирования ролики с бочкообразным контуром и/или изогнутые ролики и/или горизонтально перемещающиеся ролики, при этом металлическая полоса подвергается профилирующему воздействию посредством одного или нескольких таких роликов.
В предпочтительной форме осуществления способа, способ включает установленный относительно металлической полосы для профилирования, по меньшей мере, один нижний ролик, который расположен на высоте линии соприкосновения с металлической полосой.
В предпочтительной форме осуществления способа, на металлической полосе расположен устанавливаемый для профилирования, по меньшей мере, один ролик с гидравлическим или механическим силовым и/или позиционным регулированием.
Так, ролики могут быть установлены относительно металлической полосы с силовым и/или позиционным регулированием посредством определенной силы и воздействовать на точное профилирование или профилирование по толщине.
В другой предпочтительной форме осуществления способа, способ представляет собой способ литья тонкой полосы для изготовления черновой полосы, в частности, с толщиной, не превышающей 40 мм.
Именно в способе литья тонкой полосы трудно осуществить воздействие на профиль черновой полосы после процесса литья. Поэтому заявленный способ особенно предпочтителен, в частности, в случае литья тонкой полосы.
В другой предпочтительной форме осуществления способа, устанавливаемый относительно металлической полосы для профилирования, по меньшей мере, один ролик деформирует металлическую полосу таким образом, что изменяется металлургическая структура металлической полосы.
Иными словами это означает, что инициируется, например, процесс рекристаллизации.
В другой предпочтительной форме осуществления способа, посредством устанавливаемого относительно металлической полосы для профилирования, по меньшей мере, одного ролика или устанавливаемой для профилирования относительно металлической полосы, по меньшей мере, одной пары роликов приглаживаются волнистости поверхности с квадратичной составляющей или составляющей более высокого порядка, которые образуются на поверхности металлической полосы.
Краткое описание фигур чертежа
Ниже кратко описывается чертеж примера осуществления согласно изобретению. Дальнейшие детали можно узнать из детального описания примера осуществления. При этом показаны:
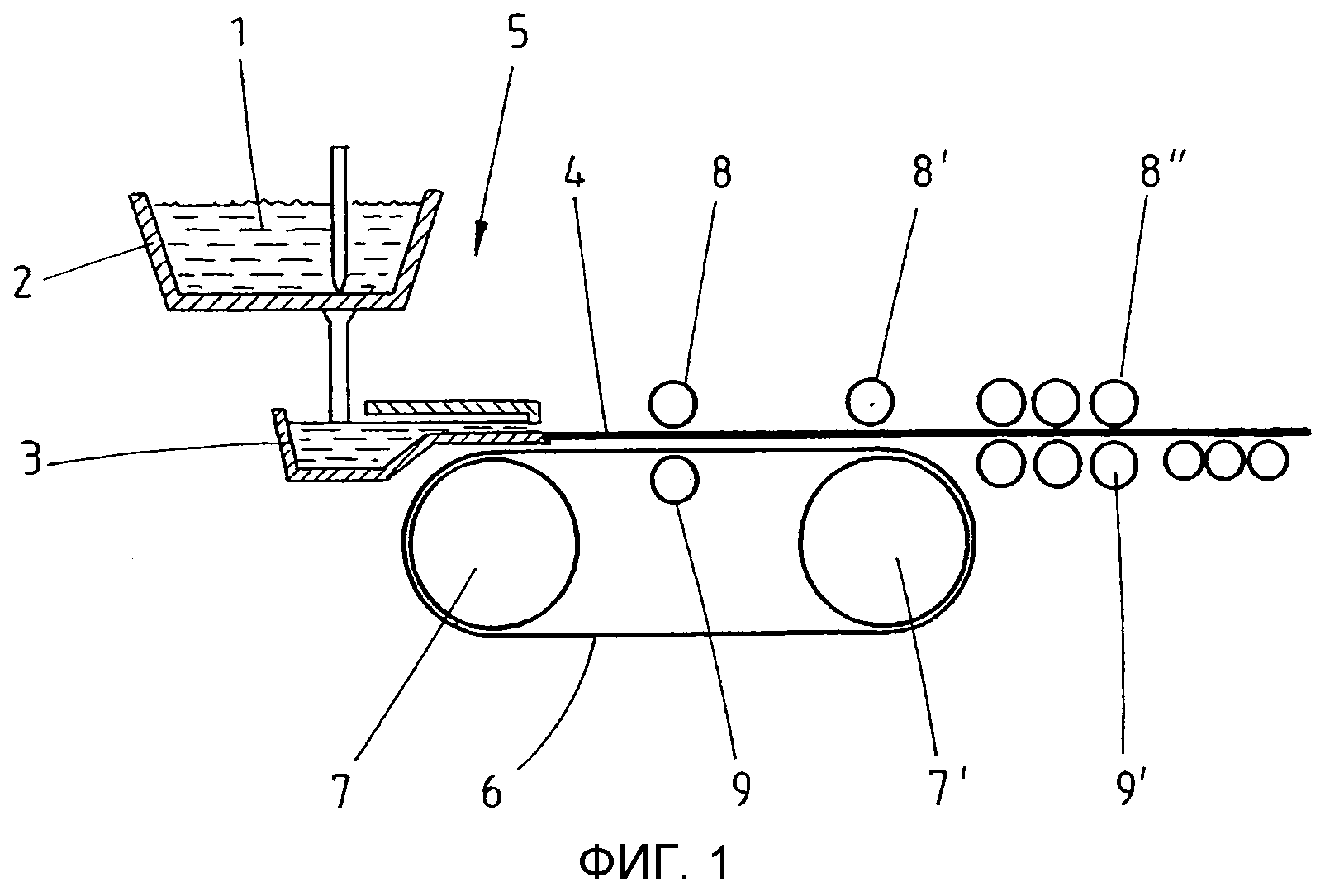
Фиг. 1 - схематичное поперечное сечение примера осуществления заявленного устройства. При этом металлическая полоса отливается горизонтально, и профилирование осуществляется различными роликами или валками.
Детальное описание примеров осуществления
На фиг. 1 показан пример осуществления изобретения. В представленной установке 5 для горизонтального литья жидкий расплав 1 подается вначале из разливочного ковша /распределительного желоба 2 в подающую емкость 3. Оттуда жидкий расплав 1 подается на ленточный транспортер 6, который предпочтительно выполнен охлаждаемым и образует зону охлаждения. Ленточный транспортер 6 проходит вокруг двух отклоняющих роликов 7, 7'. При этом расплав 1 на ленточном транспортере 6 начинает затвердевать, вследствие чего образуется металлическая полоса 4. Такие требования или процессы известны специалисту. Образующий металлическую полосу 4, предпочтительно частично затвердевший расплав 1 подвергается, согласно изобретению, профилирующему воздействию, по меньшей мере, одного ролика 8, 8', 8”, 9, 9', то есть деформируется с приданием профиля. Ролики 8, 8', 8”, 9, 9' могут быть установлены относительно металлической полосы для профилирования металлической полосы 4 сверху или снизу ленточного транспортера 6 или также установлены в направлении литья для профилирования металлической полосы 4 позади ленточного транспортера 6. При этом ролик 8, 8', 8”, 9, 9' предпочтительно прикладывают усилие к поверхности полосы 4. Установка ролика 8, 8', 8”, 9, 9' относительно металлической полосы может осуществляться с силовым или позиционным регулированием.
Кроме того, при придании профиля металлической полосы также взаимосвязанным образом может происходить уменьшение толщины металлической полосы 4.
В этом месте следует еще раз указать на то, что профиль или профиль толщины представляет собой распределение толщины металлической полосы 4 в направлении ширины металлической полосы 4. При этом направление по ширине перпендикулярно направлению литья. Понятие «профиль» или называемое также «профилем толщины» не соответствует, в частности, используемому по случаю в некоторых других публикациях одноименному понятию, которое описывает, например, изогнутую в целом в направлении по ширине металлическую полосу 4 и в котором речь не идет об изменении профиля или профиля толщины в собственном смысле, как, например, изменение клиновидной формы.
Как видно далее из фиг. 1, профилирующие ролики 8, 8', 8”, 9, 9' могут образовывать, в частности, профилирующую роликовую пару 8, 9; 9'. На участке между двумя отклоняющими роликами 7, 7' и/или также в направлении литья позади правого отклоняющего ролика 7' по усмотрению могут быть помещены в горизонтальном положении также несколько этих профилирующих роликовых пар 8, 9; 8', 9'. Кроме того, допустимо также, что профилирующий ролик 8” расположен точно поверх одного из отклоняющих роликов 7, 7', в частности, как показано на фиг. 1, поверх последнего (правого) в направлении литья отклоняющего ролика 7'.
Предпочтительно, зона устройства, которая расположена позади ленточного транспортера 6, может быть выполнена как зона для поддержания установленного температурного режима, так что в этой зоне металлическая полоса 4 не нагревается, то есть удерживается, например, при определенной температуре, или охлаждается, например, распылительными соплами. Такие зоны или устройства для поддержания установленного температурного режима известны из уровня техники. В частности, в этой зоне, согласно изобретению, в направлении литья позади ленточного транспортера 6 могут быть установлены относительно металлической полосы для профилирования металлической полосы 4 ролики 8', 9' еще до того, как металлическая полоса 4 полностью затвердеет или также при максимально высоких температурах. Кроме того, позади ленточного транспортера 6 может быть установлено некоторое число отклоняющих роликов. Такие требования в отношении отклоняющих роликов с другими функциями также известны из уровня техники.
Все ролики 9, 9', которые находятся ниже металлической полосы 4, могут быть установлены относительно металлической полосы 4 таким образом, что они имеют лишь направляющую функцию, то есть, расположены на высоте линии соприкосновения с металлической полосой 4. Однако допустимо также, что ролики 9, 9', также как и ролики 8, 8', 8”, установлены с приложением давления или силы нажима на металлическую полосу 4.
Предпочтительно, отдельные или все ролики 8, 8', 8”, 9, 9' имеют бочкообразный контур.
Предпочтительно, профилирующие ролики 8, 8', 8”, 9, 9' могут быть выполнены также с возможностью горизонтального перемещения, в частности, осевого перемещения.
Кроме того, ролики 8, 8', 8”, 9, 9' путем приложения силы могут быть также изогнуты перпендикулярно направлению литья, то есть, изогнуты в своем продольном направлении, так что на металлической полосе 4 создается переменный профиль толщины.
При этом устанавливаемые относительно металлической полосы 4 для профилирования ролики 8, 8', 8”, 9, 9' могут быть установлены таким образом, что инициируется процесс рекристаллизации частично затвердевшей металлической полосы 4 или что металлическая полоса 4 изменяет свою металлургическую структуру. Кроме того, профилирующие ролики 8, 8', 8”, 9, 9' проглаживают поверхностные волнистости на поверхности металлической полосы 4. Таким образом, в зависимости от формы роликов 8, 8', 8”, 9, 9' может осуществляться оптимальное профилирование или профилирование по толщине металлической полосы 4.
В заявленном способе речь идет предпочтительно, но не исключительно, о способе литья тонкой полосы для изготовления черновой полосы, которая, в частности, имеет толщину, не превышающую 40 мм.
Все вышеназванные признаки могут, при определенном условии, комбинироваться друг с другом в любой представляющейся для специалиста возможной форме или могут быть использованы в соответствии со специальными условиями или требованиями.
Перечень позиций на чертеже
1 Расплав
2 Разливочный ковш/распределительный желоб
3 Подающая емкость
4 Металлическая полоса
5 Установка для литья полосы
6 Ленточный транспортер
7,7' отклоняющие ролики
8,8',8” Верхние ролики
9,9' Нижние ролики
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ и устройство для изготовления стальной полосы посредством непрерывного литья полосы
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Моталка для примотки и намотки готовых металлических лент
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ и устройство для изготовления стальной полосы посредством непрерывного литья полосы

