Результат интеллектуальной деятельности: НАПЛАВОЧНАЯ ГОЛОВКА
Вид РИД
Изобретение
Изобретение относится к сварке, в частности к наплавочным головкам для наплавки под слоем флюса, и предназначено для восстановления изношенных деталей. Изобретение относится к технологическому ремонтному оборудованию для получения различных сплавов при восстановлении изношенных деталей.
Особенность наплавки под слоем флюса заключается в том что, дуга горит под расплавленным флюсом, эластичная оболочка которого защищает расплавленный металл электрода и детали от вредного воздействия кислорода и азота воздуха, предотвращает выгорание легирующих элементов, не позволяет разбрызгиваться расплавленному металлу. Шлаковая корка замедляет охлаждение расплавленного металла и улучшает условия для необходимых структурных превращений. В результате чего при наплавке под флюсом можно получить слой металла почти любого химического состава толщиной 0,5 мм и более. Однако данный способ восстановления имеет такой недостаток, как худшее качество наплавленного слоя по сравнению с исходным материалом, а также недостаточную твердость. В результате необходимо производить поверхностное закаливание деталей токами высокой частоты (ТВЧ) или подвергать другим видам обработки, например, химико-термическая обработка (ХТО) или поверхностному пластическому упрочнению. Так же, к недостаткам следует отнести быстрый и глубокий нагрев, что ведет к изменению физико-механических свойств и к деформации деталей, особенно малого сечения.
Известна наплавочная головка (Патент РФ №44571, МПК B23K 9/04, B22D 19/10, B23P 6/00, опубликовано: 27.03.2005 г.), содержащая корпус сварной конструкции, кассету с наплавочной проволокой, подающий механизм. Так же наплавочная головка дополнительно оснащена устройством подачи присадочной проволоки аналогичным устройству подачи основного наплавочного электрода с возможностью изменения угла между продольными осями основного наплавочного электрода и присадочной проволоки в пределах от 25 до 75°. В качестве присадочной проволоки берут проволоку однотипную с основным электродом.
Недостаток известного устройства заключается в том, что в качестве дополнительного элемента используют проволоку одинакового химического состава с основной проволокой, которая так же подается под током, что не позволяет легировать наплавленный слой. Диапазон углов не оправданно широк, так как при углах более 25° возможно недостаточное расплавление легирующей заземленной проволоки.
Так же известно устройство для наплавки (Заявка на патент РФ №2003107608, МПК B23K 9/04, опубликовано: 20.09.2004), содержащее наплавочную головку с катушкой для наплавочной проволоки и механизмом ее подачи в зону наплавки через мундштук, механизм вертикального перемещения наплавочной головки в горизонтальной плоскости с мундштуком. Так же устройство содержит шарнир для возможности регулировки угла наклона мундштука.
Недостаток этого устройства в том, что оно сходно по конструкции с широко распространенными. Кроме того, возможность центрирования наплавки и регулировки бокового угла наклона мундштука не решает поставленной задачи достижения требуемых физико-механических свойств наплавленного слоя.
По совокупности сходных существенных признаков за прототип заявленного технического решения может быть принято устройство по патенту US №3694620 (IPC: B23K 9/133, publ. date.: 26.09.1972). Известное устройство представляет собой наплавочный аппарат, использующий две наплавочные проволоки, подаваемые в одну горелку, и устройство подачи каждой из этих проволок в любом направлении. В данном изобретении используются два источника подачи проволоки: две катушки проволоки и два отдельных, поочередно запускаемых подающих механизма для каждой отдельной катушки. Проволоки с этих устройств подаются поочередно по двум гибким трубкам (шлангам), соединяющимся с Y-образным фитингом (тройником) двумя рукавами, а затем с электропроводным единым трубчатым корпусом или рукавом. Данный рукав соединен с каналом единой горелки, в которую подаются обе проволоки.
Недостаток этого устройства заключается в его ограниченных возможностях получения нужной твердости восстанавливаемой детали, т.к при этом необходимо использовать большое количество наплавочных проволок различного химического состава для получения нужного результата, а так же тратить время на переналадку наплавочной головки для замены проволоки.
Задачей данного изобретения является повышение качества интерметаллидных покрытий применяемых для восстановления деталей наплавкой под слоем флюса.
Технический результат заключается в повышении качества наплавленных слоев за счет повышения точности регулировки угла и расстояния до основной наплавочной проволоки, позволяющее более точно дозировать металл присадочной проволоки с получением интерметаллидных покрытий, которые можно использовать как для модификации поверхностных слоев, так и для восстановления изношенных деталей.
Поставленная задача решается тем, что в наплавочной головке, содержащей механизмы подачи основной и присадочной проволок, токопроводящий элемент с каналом подачи основной проволоки, мундштук для подачи через него присадочной для легирования наплавляемого слоя, жиклер, закрепленный на корпусе токопроводящего элемента, заявляемому техническому решению на корпусе токопроводящего элемента дополнительно закреплен регулировочный механизм, в виде корпуса с регулировочным винтом, который через изолятор контактирует с • мундштуком для подачи присадочной проволоки, на конце которого закреплен дополнительный изолятор сферической формы.
Основная проволока находится под током, присадочная проволока - заземленная для легирования наплавляемого слоя. Присадочную проволоку подают непрерывно с плавной изменяемой скоростью для изменения процентного содержания элемента посредством подающего механизма. Наплавка под флюсом позволяет легировать наплавленный металл в широком диапазоне различными элементами. В связи с этим представляется возможным без термической обработки получить практически все строения микроструктур наплавленного металла, а также соответствующую им твердость и износостойкость. Причем каждая микроструктура в зависимости от того, как она получена, на основе каких легирующих элементов и их количества, может оказывать различное влияние на износостойкость.
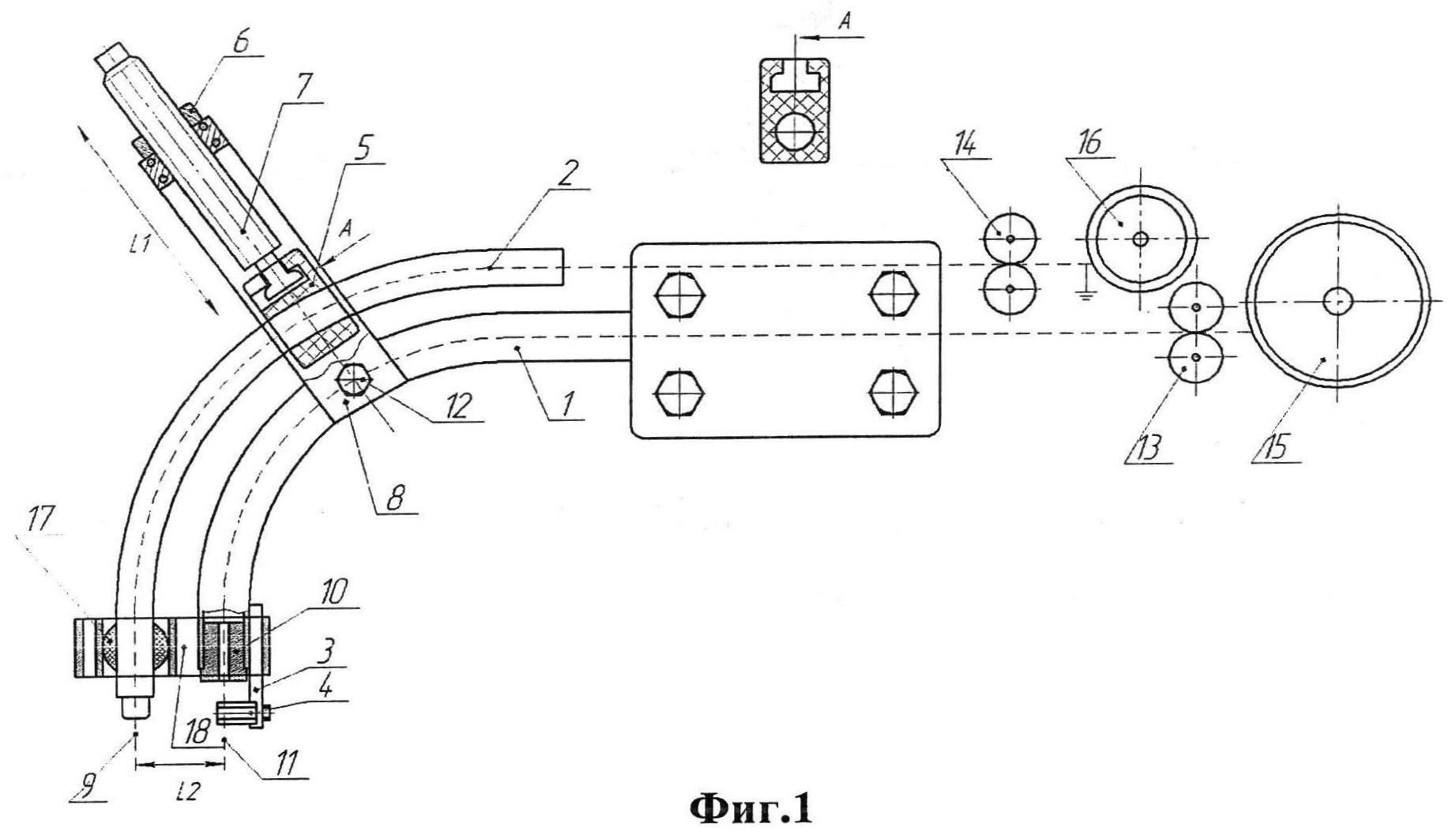
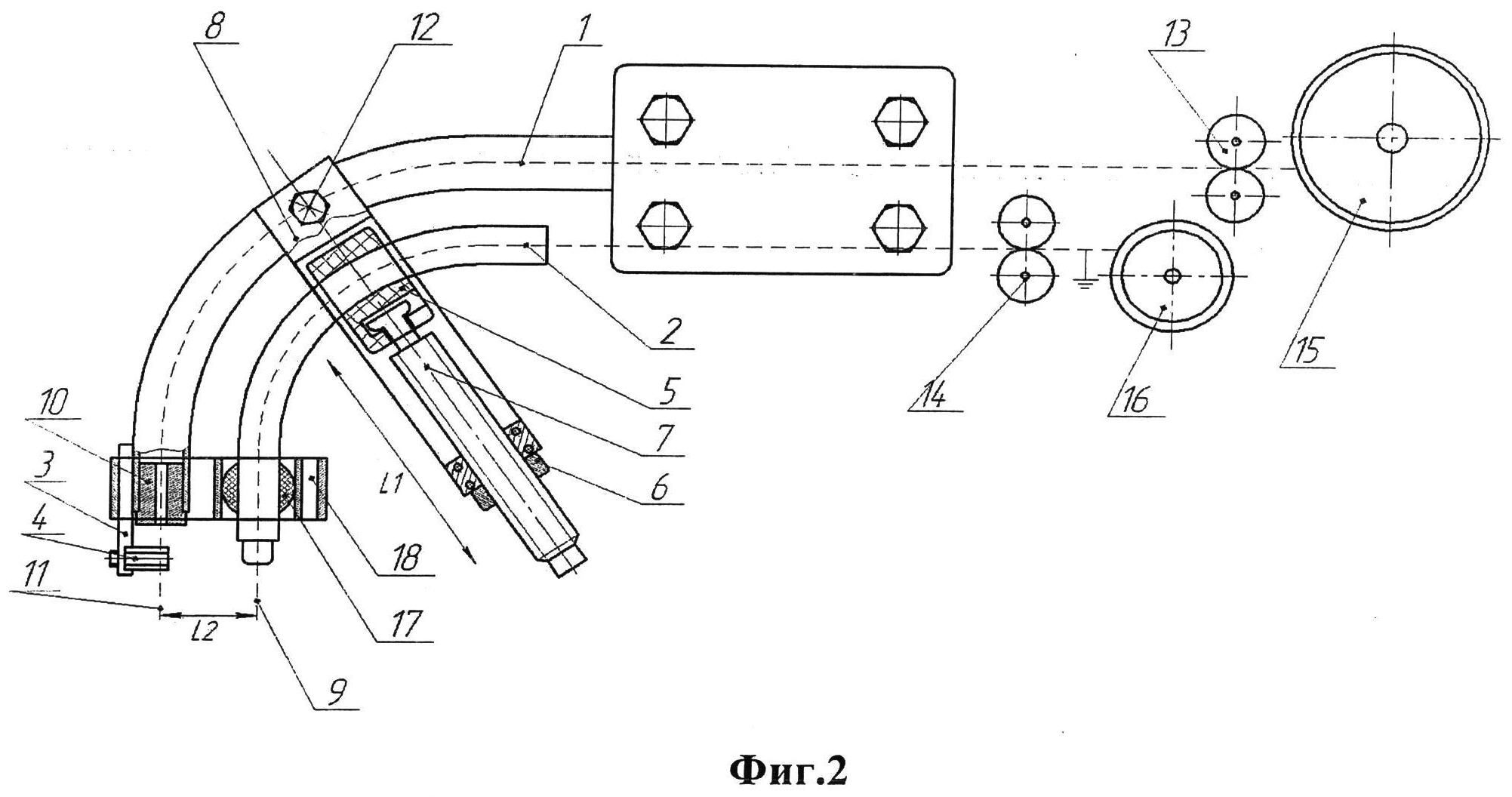
Изобретение поясняется чертежами и фотографиями: фиг.1 - наплавочная головка с механизмом подачи легирующей проволоки перед основной наплавочной проволокой, фиг.2 - наплавочная головка с механизмом подачи легирующей проволоки после основной наплавочной проволоки, фиг.3 - фотография наплавочной головки, выполненной по 1 варианту.
Позициями на чертежах обозначены: 1 - токопроводящий элемент, 2 - мундштук, 3, 4 - токосъемный элемент, 5 - изолятор, 6 - регулировочная гайка, 7 - регулировочный винт, 8 - корпус, 9 - присадочная проволока, 10 - жиклер, 11 - основная проволока, 12 - крепежный винт, 13 - подающий механизм основной проволоки, 14 - дополнительный подающий механизм присадочной проволоки, 15 - катушка основной проволоки, 16 - катушка присадочной проволоки, 17 - изолятор сферической формы, 18 - обойма, L1 - ход регулировочного винта, L2 - расстояние между основной и присадочной проволоками.
Наплавочная головка содержит токопроводящий элемент 1, внутри которого выполнен канал подачи основной проволоки 11 (боуден), что позволяет наплавлять детали типа тел вращения в ограниченном пространстве при горизонтальном перемещении. Канал подачи проволоки упирается в жиклер 10, расположенный на корпусе токопроводящего элемента 1. На корпусе токопроводящего элемента 1 в вертикальном направлении закреплен посредством корпуса регулировочного механизма 8 мундштук 2 со сквозным каналом для подачи присадочной проволоки 9. Мундштук 2 закреплен с возможностью изменения величины угла от 5° до 25° между ним и токопроводящим элементом 1 посредством регулировочного механизма. При этом изменение угла между основной 11 и присадочной 9 проволоками обеспечивает выполнение требуемых характеристик наплавляемого покрытия (твердость, износостойкость), выполнение угла больше 25° - приводит к сплаву применяемых материалов, меньше 5° - к образованию механической смеси применяемых материалов. Винт 7 регулировочного механизма соединен с изолятором 5 и регулируется посредством регулировочной гайки 6, при этом весь регулировочный механизм установлен на корпусе токопроводящего элемента 1 посредством крепежного винта 12. Закручивание регулировочной гайки 6 обеспечивает перемещение мундштука 2 в корпусе 8 на расстояние L1, а в виде направляющей опоры выполнен изолятор 5. В результате изменения взаимного расположения проволок расстояние между проволоками L2 и угол уменьшаются. Выкручивание регулировочной гайки 6 обеспечивает увеличение расстояния и угла между проволоками 11 и 9 соответственно увеличиваются.
Также заявляемое устройство содержит изолятор сферической формы 17, закрепленный между двумя пластинами на конце мундштука 2, и токосъемные элементы 3, 4, которые установлены в обойме 18. Кроме того, наплавочная головка содержит подающий механизм 13 для подачи основной проволоки 11 и дополнительный подающий механизм 14 для подачи присадочной проволоки 9 из катушек 15 и 16 соответственно. Механизмы 13 и 14 выполнены с возможностью одновременной работы.
Возможно три варианта исполнения наплавочной головки (фиг.1, фиг.2), при этом мундштук 2 закреплен: либо по обеим сторонам от токопроводящего элемента 1, либо только с одной из двух сторон от токопроводящего элемента 1. При этом мундштук 2 и токопроводящий элемент 1 расположены в одной плоскости, перпендикулярной оси вращения обрабатываемой детали.
Наплавочная головка работает следующим образом.
Основную проволоку 11 подают из катушки 15 посредством подающего механизма 13 в боуден токопроводящего элемента 1. Основная проволока 11, проходя через токопроводящий элемент 1, выходит через отверстие в жиклере 10, затем проходит через установленные на обойме 18 токосъемные элементы 3 и 4, через которые и передают ток на проволоку от дополнительного источника тока (на фиг. не показан). Далее проволоку 11 подводят к поверхности восстанавливаемой детали, при замыкании цепи зажигается дуга и происходит наплавка под флюсом. Присадочную проволоку 9 подают из катушки 16 дополнительным подающим механизмом 14 в канал мундштука 2. Закручивание регулировочной гайки 6 обеспечивает перемещение регулировочного винта 7, а, следовательно, мундштука 2 относительно токопроводящего элемента 1. Для изоляции мундштука 2 присадочной проволоки 9 на его корпусе установлен изолятор 5 и изолятор сферической формы 17, не проводящий ток, поэтому присадочная проволока 9 изолирована. Заземление присадочной проволоки 9 производят посредством изолирующих элементов 5 (выполненных, например, из керамики, многослойной резины и др.) для гарантированного отсутствия дугового разряда между присадочной проволокой 9 и сварочной ванной на поверхности восстанавливаемой детали. При введении заземленной присадочной проволоки 9 можно получить любую структуру шва, начиная с механической смеси и заканчивая сплавами, что зависит от расстояния и углами между наплавочной и легирующей проволоками.
При выполнении мундштука 2 по фиг.1 и фиг.2 обеспечивают различные характеристики наплавочного металла (твердость, изностойкость).
Как вариант исполнения возможно одновременное использование одной и более дополнительных присадочных проволок различного химического состава.
Новым в предложенном техническом решении является то, что имеется возможность регулировать расстояние и угол между электродом основной и присадочной проволоки за счет наличия регулировочного механизма, закрепленного на корпусе токопроводящего элемента, и дополнительного изолятора сферической формы закрепленного на конце мундштука присадочной проволоки.
Способ повышения маслоемкости шарикоподшипника
Карданный механизм
Подшипник скольжения для возвратно-вращательного движения
Винтовой рабочий орган
Способ работы теплофикационной паротурбинной установки и устройство для его осуществления
Система подачи смазочного материала в двигатель внутреннего сгорания
Способ формирования антимикробного покрытия
Способ изготовления внутрикостных имплантатов с антимикробным эффектом
Соус майонезный
Способ удаления заусенцев с малогабаритных деталей
Способ получения углеродного сорбента из растительного сырья
Способ получения лантансодержащего покрытия
Способ монтажа подземных вертикальных цилиндрических резервуаров
Способ повышения маслоемкости шарикоподшипника
Карданный механизм
Подшипник скольжения для возвратно-вращательного движения
Винтовой рабочий орган
Способ работы теплофикационной паротурбинной установки и устройство для его осуществления
Система подачи смазочного материала в двигатель внутреннего сгорания
Способ формирования антимикробного покрытия

