Результат интеллектуальной деятельности: ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано во всех отраслях машиностроения для глубокой вытяжки деталей из листовых материалов.
Известно устройство для вытяжки тонколистового материала с прижимом в виде тарельчатой пружины, образующей угол наклона к горизонтальной поверхности фланца, который обеспечивает контролируемое образование гофров на фланце заготовки в процессе вытяжки с последующим их разглаживанием при воздействии усилия, передаваемого упорами в виде роликов от рабочего органа пресса [Патент №2255828, МПК7 B21D 22/22, 24/04. Опубл. 10.07.2005].
К недостаткам данного устройства можно отнести следующее: конструкция устройства сложна в изготовлении и малопроизводительна, применение устройства ограничено толщиной штампуемой заготовки  , используется для высокопластичных материалов.
, используется для высокопластичных материалов.
Известен штамп для глубокой вытяжки цилиндрических деталей [Патент №2072271, МПК6 B21D 22/20. Опубл. 27.01.1997]. Конструкция данного штампа содержит упругие кольца в матрице.
К недостаткам данного штампа можно отнести следующее: для него необходимо специально энергоемкое прессовое оборудование, процесс штамповки сопровождается заливкой жидкости в полость матрицы, удаление жидкости с детали является трудоемким.
Наиболее близким техническим решением является штамп с использованием упругого прижима [А.с. 1400723, СССР, МКИ4 B21D 22/22, 24/04. Опубл. 07.06.1988]. Штамп содержит пуансон, матрицу, прижим, выполненный в виде кольцевого упора, упругого прижимного кольца, смонтированных в обойме. Штамп используется при небольшой разнотолщинности, для относительно гонких заготовок. Прижим выполнен в виде смонтированных в обойме упругого металлического прижимного кольца с переменной по радиусу толщиной и размещенного соосно и в контакте с ним кольцевого упора. Такую форму прижима неудобно использовать при конструировании штампа, достаточно трудно изготовить кольцо с переменной толщиной с необходимой точностью.
Поставлена задача разработать такой штамп, который позволит улучшить качество поверхности для тонкостенных деталей, снизить гофрообразование фланца. Конструкция устройства должна быть проста в изготовлении.
Задача достигается за счет того, что в штампе для глубокой вытяжки осесимметричных деталей, содержащем соосно установленные пуансон, прижим и матрицу. При этом штамп содержит неподвижное опорное кольцо, а матрица и прижим выполнены в виде упругих металлических колец постоянной высоты.
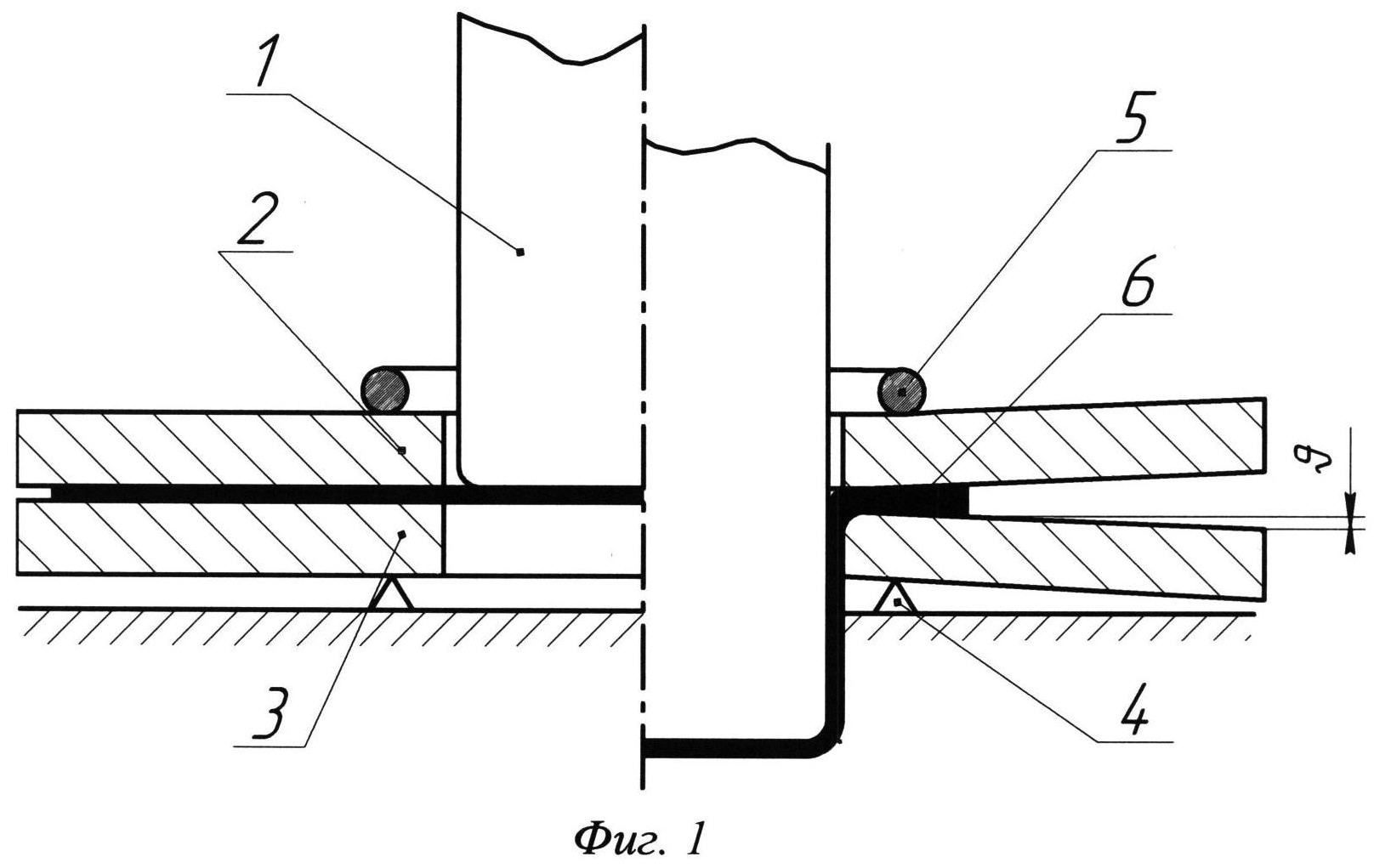
На фигуре 1 представлена схема вытяжки.
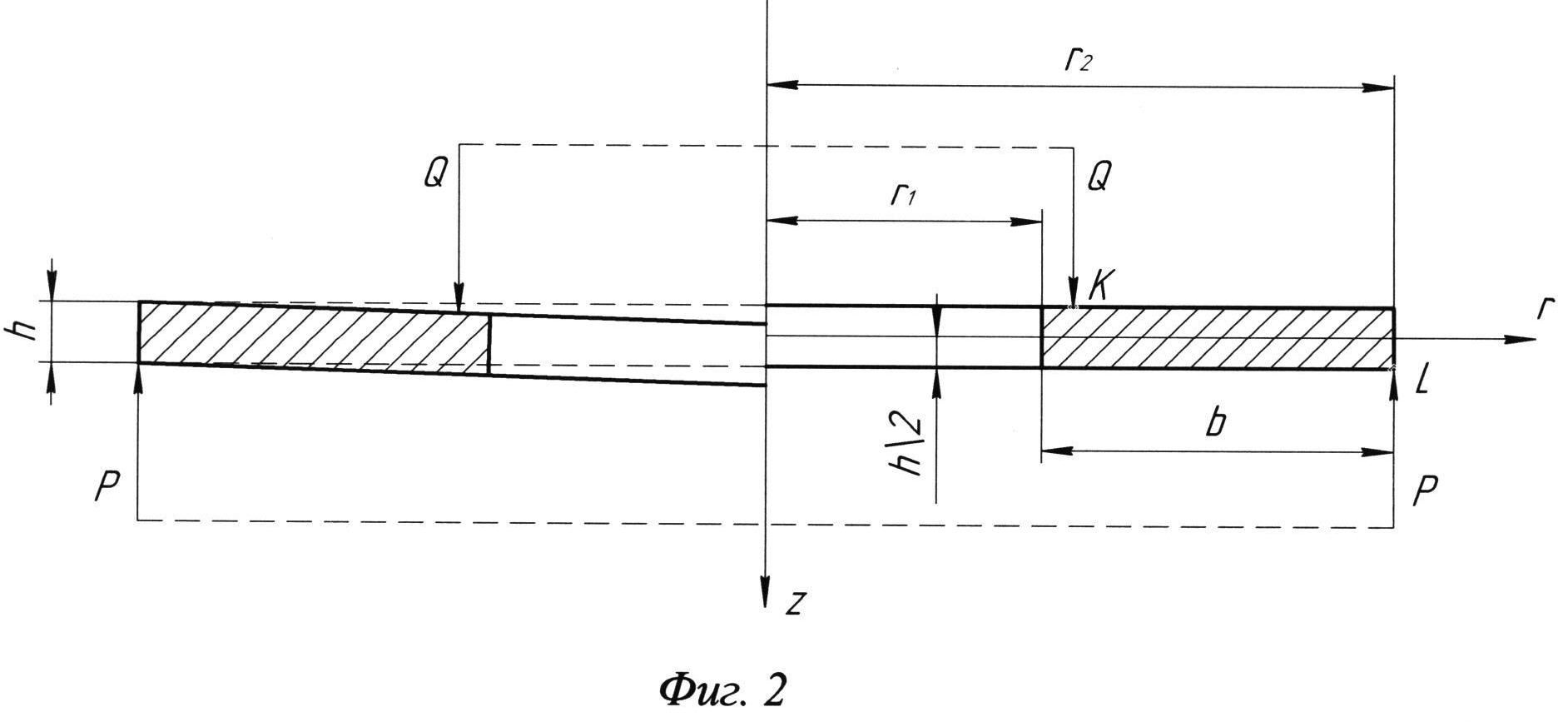
На фигуре 2 представлена схема нагружения упругого прижима.
На фигуре 3 представлена схема нагружения упругой матрицы.
Штамп состоит из пуансона 1 с упругими элементами прижимом 2 и матрицей 3, опорного кольца 4, упругого прижимного кольца 5.
В процессе вытяжки опорное кольцо 4 неподвижно. Неравномерное изменение толщины фланца заготовки 6 при глубокой вытяжке тонколистового материала возможно учесть в штампе с упругими прижимом 2 и матрицей 3. Заготовку 6 устанавливаю'!' на упругую матрицу 3. К заготовке 6 подводят прижим 2 с упругим прижимным кольцом 5. Вытяжка осуществляется с помощью пуансона 1. Фланец заготовки 6 во время вытяжки прижат упругим кольцом 5, на которое передается усилие прижима 2. Усилие прижима 2 равномерно распределяется по всей поверхности фланца заготовки 6.
Прижим 2 и матрица 3 имеют форму колец. В процессе вытяжки фланец заготовки 6 перемещается между упругим прижимом 2 и рабочей поверхностью упругой матрицы 3. В результате неравномерности деформаций в процессе вытяжки угол естественного утолщения фланца заготовки 6 постоянно меняется. Упруго деформируясь, прижим 2 и матрица 3 меняют угол между рабочей поверхностью матрицы 3 и рабочей поверхностью прижима 2, повторяя угол заготовки 6. При этом давление прижима 2 и матрицы 3 равномерно распределяется по поверхности фланца. Усилие на прижим 2 передается через прижимное кольцо 5, расположенное по внешнему радиусу прижима 2. В процессе вытяжки под действием усилия прижим 2 и матрица 3 будут упруго деформироваться. Величина этого упругого перемещения ограничена упругими свойствами материала оснастки, которые должны превышать Δsmax максимальную величину разнотолщинности на фланце.
Внутренний и внешний радиусы прижима 2 и матрицы 3 определяются исходя из геометрических размеров детали.
Под действием усилия прижим 2 и матрица 3 должны прогнуться на величину Δsmax, а после снятия нагрузки принять начальную форму.
Условие пластичности по максимальным касательным напряжениям имеет вид:
σθ=σρ-σ0,2,
где σθ - окружные напряжения;
σp - меридиональные напряжения;
σ0,2 - предел текучести.
Радиус независимой переменной изменяется в пределах:
rд≤ρ≤RH,
где rд - радиус детали;
RH, ρ - радиусы соответственно кромки заготовки и рассматриваемого элемента заготовки.
Разнотолщинность определяется по формуле:
Δs=smax-smin,
где smax и smin - максимальная и минимальная толщины детали.
В процессе вытяжки под действием усилия Q прижим прогибается, опираясь при этом на наружный край заготовки. На прижим действуют: поперечная сила Q (усилие прижима) и сила от опоры Р. Поперечные сечения прижима в плоскости поворачиваются, прижим осесимметрично изгибается и растягивается.
Опираясь на край заготовки, матрица прогибается, при этом на матрицу действуют: сила Q и сила от опоры Р. Поперечные сечения матрицы поворачиваются в плоскости, и матрица изгибается.
Угол поворота определяется из формулы:
 ,
,
где Δsmax - максимальная разнотолщинность на фланце,
r1, r2 - внутренний и наружный радиусы матрицы и прижима.
Так как угол поворота мал, то tgϑ=ϑ.
Максимальная стадия разнотолщинности на фланце определяется по формуле:
Δsmax=sкромки-sматрицы,
где sкромки - толщина кромки,
sматрицы - толщина матрицы.
Толщина кромки определяется по формуле:
где s - толщина заготовки,
Rзаг. - радиус заготовки,
Rфланца - радиус фланца.
Толщина матрицы определяется по формуле:
где s - толщина заготовки,
Rзаг. - радиус заготовки,
Rматрицы - радиус матрицы.
Усилие прижима определяется по формуле:
где Q - полное усилие прижима,
Ri - радиус кромки заготовки,
ρ - радиус рассматриваемого элемента заготовки.
Полное усилие упругого прижима равно:

где s - толщина заготовки,
 - модуль пластичности изотропного материала,
- модуль пластичности изотропного материала,
 - момент инерции,
- момент инерции,
 - относительная толщина листовой заготовки,
- относительная толщина листовой заготовки,
aк, b - размеры критического элемента фланца, на котором образуются гофры,
Nk и Mk - константы потери устойчивости.
ω0 - величина перемещения от дополнительных усилий выпрямления волны,
с - константа упрочнения материала заготовки.
Величина r находится из формулы:

где D - изгибная жесткость пластины, определяемая по формуле:
 ,
,
где Е - модуль упругости,
h - высота пластины,
µ - коэффициент Пуассона.
ϑ - угол поворота,
g - интенсивность поверхностной нагрузки.
Интенсивность поверхностной нагрузки при определении высоты матрицы имеет вид:
где Е - модуль упругости,
h - высота матрицы,
Δsmax - максимальная разнотолщинность на фланце заготовки,
r - переменный радиус, изменяется от r1 до r2,
r1, r2 - внутренний и наружный радиусы матрицы и прижима,
µ - коэффициент Пуассона.
Тогда высоты прижима и матрицы определяются по формулам:


где g - интенсивность поверхностной нагрузки,
r - переменный радиус, изменяется от r1 до r2,
r1, r2 - внутренний и наружный радиусы матрицы и прижима,
µ - коэффициент Пуассона,
Е - модуль упругости,
Δsmax - максимальная разнотолщинность на фланце заготовки.
Величина r находится из формулы:
где D - изгибная жесткость пластины, определяемая по формуле:
где Е - модуль упругости,
h - высота пластины,
µ - коэффициент Пуассона.
ϑ - угол поворота,
g - интенсивность поверхностной нагрузки.
Сопоставимый анализ заявляемого решения с прототипом показывает, что штамп для глубокой вытяжки осесимметричных деталей, имеющий упругие прижим и матрицу, позволяет улучшить качество поверхности детали, снизить гофрообразование фланца. Конструкция устройства проста в изготовлении, высоты прижима и матрицы постоянны. Применяется в случае, когда разнотолщинность ΔS>35%.
Таким образом, заявляемое устройство соответствует критерию изобретения «новизна».
Заявляемое устройство реализуется на кривошипных прессах с буферным устройством и кривошипных прессах двойного действия.
Штамп для глубокой вытяжки осесимметричных деталей применяется, когда разнотолщинность фланца больше упругого перемещения прижима.
Использование штампа с упругими прижимом и матрицей для глубокой вытяжки осесимметричных деталей позволяет получать тонкостенные заготовки S/Dзаг<0,01, улучшать качество поверхности детали, увеличивать коэффициент вытяжки на 15-20%, снижать усилие прижима, необходимое для ликвидации гофрообразования фланца заготовки.
Штамп с упругими прижимом и матрицей для глубокой вытяжки осесимметричных деталей дает возможность для тонкостенных деталей с S/D>35% использовать коэффициенты вытяжки на 10-20% больше. Таким образом, заявляемое устройство соответствует критерию «изобретательский уровень».
Штамп для глубокой вытяжки осесимметричных деталей, содержащий соосно установленные пуансон, прижим и матрицу, отличающийся тем, что он снабжен неподвижным опорным кольцом, а матрица и прижим выполнены в виде упругих металлических колец постоянной высоты.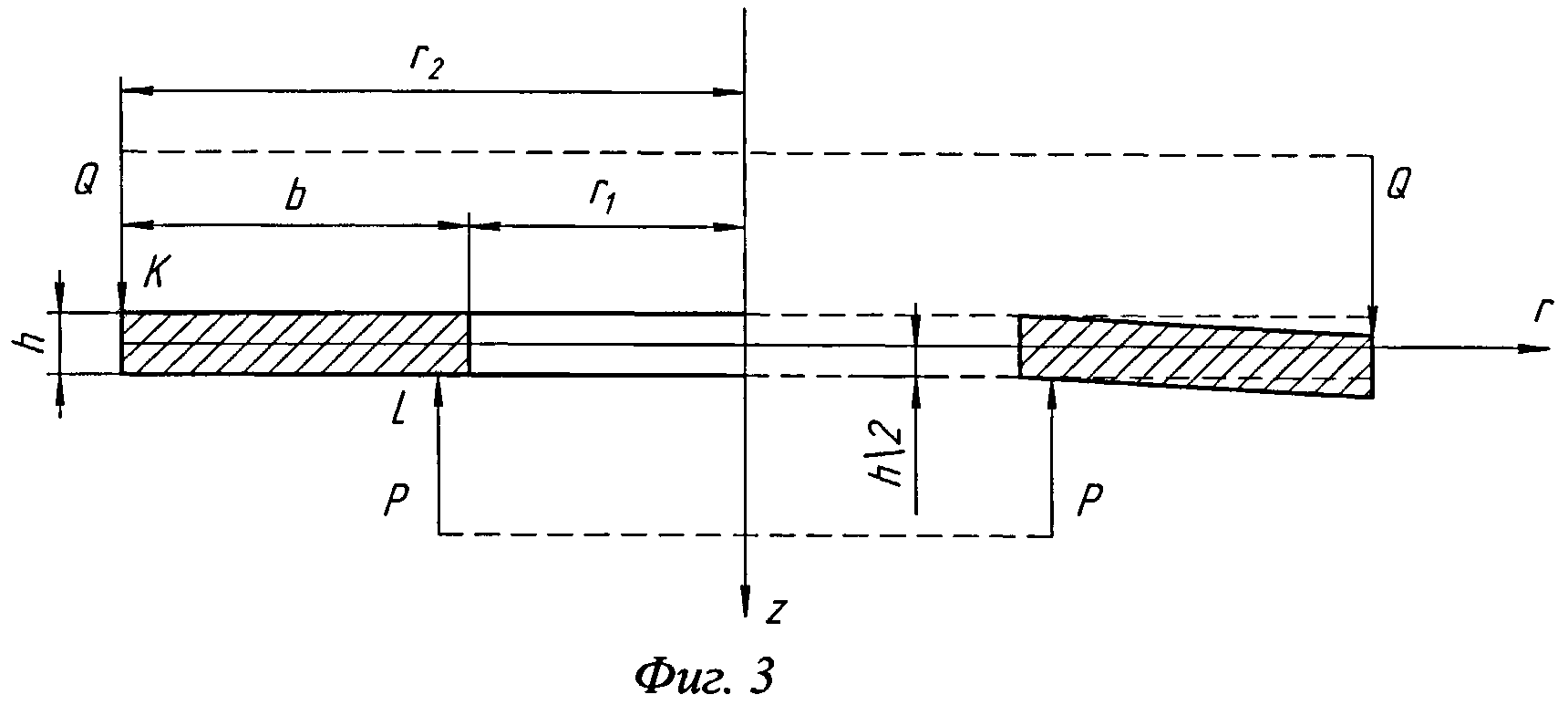
Способ выдавливания деталей типа стаканов и устройство для его осуществления
Способ формообразования тонкостенных осесимметричных деталей конической формы
Способ формовки из плоской круглой заготовки конических деталей

