Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА С КОЛЬЦОМ ДЛЯ ВРЕМЕННОГО УДЕРЖАНИЯ ЛОПАТОК, УДАЛЯЕМЫМ ПЕРЕД ЭТАПОМ ФРЕЗЕРОВАНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области изготовления моноблочных лопаточных дисков предпочтительно для газотурбинных двигателей летательных аппаратов.
Уровень техники
Для изготовления моноблочного лопаточного диска, называемого также «МЛД» или на английском языке «BLISK» (Blade plus Disk fabricated in one piece, т.е. лопатка и диск, выполненные в виде единой детали), можно использовать этап вырезания абразивной водяной струей из блока материала, после которого следует один или несколько этапов фрезерования.
Применение этапа вырезания абразивной водяной струей перед этапом фрезерования позволяет существенно сократить время и стоимость изготовления по сравнению со способом, основанным только на фрезеровании. В частности, это можно объяснить тем, что такой способ изготовления требует снятия примерно 75% материала с исходного блока для получения моноблочного лопаточного диска. Действительно, снятие большей части этого материала путем вырезания абразивной струей позволяет сократить время производства и, кроме того, ограничить износ фрезерных станков.
Вместе с тем, этот способ нельзя считать полностью оптимизированным. Его недостатком является появление деформаций и вибраций лопаток в процессе осуществления такого способа изготовления, причем этот недостаток проявляется тем значительнее, чем больше длина лопаток. Чтобы снизить влияние этих деформаций и вибраций на качество получаемого моноблочного лопаточного диска МЛД, вынужденно снижают скорости на различных станках, что отрицательно сказывается на темпах производства. Вибрации, а также увеличение времени на изготовление приводят к сильному износу инструментов, что сказывается на производственных затратах.
Раскрытие изобретения
Задача изобретения состоит в устранении, по меньшей мере частичном, вышеупомянутых недостатков известных способов.
Поставленная задача решена в способе изготовления моноблочного лопаточного диска, включающем:
- этап вырезания материала из блока абразивной водяной струей, осуществляемый таким образом, чтобы получить заготовки лопаток, проходящие в радиальном направлении от диска, сохраняя при этом материал, образующий средства соединения между по меньшей мере двумя непосредственно следующими друг за другом заготовками лопаток, при этом указанные средства соединения отстоят от указанного диска в радиальном направлении; затем
- этап удаления указанных средств соединения, затем
- этап фрезерования заготовок лопаток.
Таким образом, согласно изобретению во время этапа вырезания абразивной водяной струей предусматривают сохранение средств соединения между по меньшей мере двумя заготовками лопаток и предпочтительно между всеми заготовками лопаток. Это позволяет существенно ограничить и даже устранить деформации и вибрации лопаток во время их изготовления, поскольку они остаются механически скрепленными друг с другом материалом исходного блока.
Эта особенность способа позволяет применять для различных станков повышенные скорости прохода, что сокращает сроки производства, не влияя на качество полученного моноблочного лопаточного диска. Кроме того, сокращение времени производства, а также уменьшение вибраций лопаток во время их изготовления уменьшает износ оборудования и, в частности, фрезерных станков, что существенно снижает производственные затраты.
Предпочтительно этап вырезания абразивной водяной струей осуществляют таким образом, чтобы указанные средства соединения соединяли между собой число заготовок лопаток, превышающее три, и предпочтительно непосредственно следующих друг за другом заготовок лопаток. Вместе с тем, можно предусмотреть несколько групп непосредственно следующих друг за другом соединенных между собой заготовок лопаток, но при этом группы между собой не соединены. В любом случае в зависимости от потребностей можно варьировать число заготовок лопаток, скрепленных друг с другом средствами соединения, а также расположение этих средств соединения на заготовках.
Согласно предпочтительному варианту осуществления изобретения, этап вырезания абразивной водяной струей осуществляют таким образом, чтобы указанные средства соединения по существу образовывали кольцо, предпочтительно с центром на оси диска. Предпочтительно это кольцо проходит по окружности на 360°, при необходимости прерываясь только соединяемыми им заготовками лопаток. Однако как было указано выше, это кольцо может быть не полностью замкнутым, т.е. не соединять некоторые непосредственно следующие друг за другом заготовки лопаток.
Вместе с тем, этап вырезания абразивной водяной струей предпочтительно выполняют таким образом, чтобы указанное кольцо соединяло между собой все заготовки лопаток, каждая из которых предназначена для образования в дальнейшем одной лопатки моноблочного лопаточного диска. В этом случае предпочтительно этап вырезания абразивной водяной струей осуществляют таким образом, чтобы указанное кольцо соединяло между собой периферии заготовок лопаток. В этом случае кольцо образует периферический кольцевой участок разрезаемого блока с заготовками лопаток, проходящими радиально внутрь от этого кольца в направлении диска.
Согласно альтернативному варианту, этап вырезания абразивной водяной струей можно осуществлять таким образом, чтобы указанное кольцо соединяло между собой указанные заготовки лопаток на расстоянии от их периферий в радиальном направлении внутрь. В этом случае, например, кольцо может соединять заготовки между собой примерно на половине их длины.
При этом следует уточнить, что два вышеуказанных решения можно комбинировать, т.е. одновременно выполнить периферическое поддерживающее кольцо, а также внутреннее поддерживающее кольцо, расположенное радиально внутри по отношению к периферическому кольцу. Как правило, если выполняют периферическое поддерживающее кольцо, то, не выходя за рамки настоящего изобретения, можно выполнить дополнительные средства соединения между заготовками лопаток, причем не обязательно в виде кольца.
Предпочтительно материал, образующий средства соединения, сохраняют до конца этапа резания абразивной струей. Материал удаляют только после осуществления следующего этапа способа изготовления моноблочного лопаточного диска.
В этой связи необходимо отметить, что этап фрезерования заготовок лопаток осуществляют таким образом, чтобы получить профилированные заготовки лопаток, и предпочтительно за этим этапом следует этап чистовой обработки фрезерованием для получения лопаток конечного профиля.
Разумеется, способ в соответствии с настоящим изобретением может содержать другие классические этапы, такие как:
- токарная обработка блока материала перед этапом вырезания абразивной водяной струей;
- шлифование и/или дробеструйная обработка лопаток после этапа чистовой обработки;
- доводка лопаток по длине;
- балансировка моноблочного лопаточного диска.
Предпочтительно указанный моноблочный лопаточный диск имеет диаметр, превышающий или равный 800 мм. В этой связи следует уточнить, что наличие средств соединения, удерживающих лопатки между собой во время их изготовления, позволяет изготавливать моноблочные лопаточные диски большого размера с лопатками большой длины, так как их деформации и вибрации ограничены и даже устранены. Предпочтительно лопатки имеют минимальную длину 150 мм.
Предпочтительно диск указанного моноблочного лопаточного диска имеет толщину, превышающую или равную 100 мм. Вместе с тем, он может иметь толщину порядка 160 мм и даже больше, учитывая высокую производительность, обеспечиваемую технологией вырезания абразивной водяной струей. Эта толщина по существу соответствует также расстоянию, на котором выполнена каждая лопатка относительно оси моноблочного лопаточного диска между ее входной и выходной кромками.
Предпочтительно лопатки моноблочного лопаточного диска выполняют с закруткой, причем угол закрутки может доходить до 45° и более.
Предпочтительно указанный используемый блок материала выполнен из титана или из одного из его сплавов.
Предпочтительно указанный моноблочный лопаточный диск является моноблочным лопаточным диском для газотурбинного двигателя летательного аппарата.
Еще предпочтительнее указанный моноблочный лопаточный диск является моноблочным лопаточным диском ротора турбины или компрессора газотурбинного двигателя летательного аппарата.
Другие особенности и преимущества настоящего изобретения будут более понятны из дальнейшего описания, представленного в качестве неограничивающего примера со ссылками на чертежи.
Краткое описание чертежей
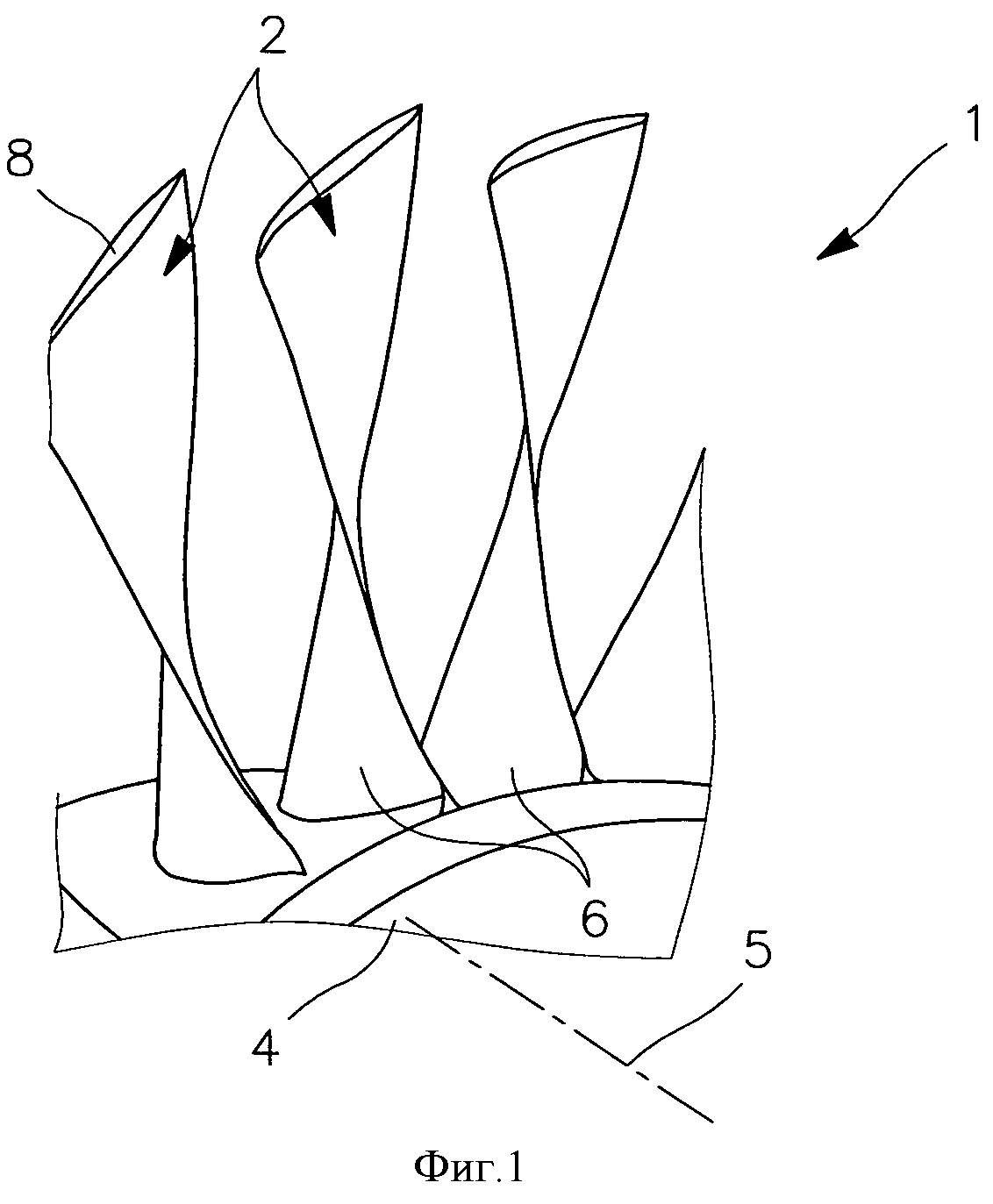
На фиг.1 показана часть моноблочного лопаточного диска газотурбинного двигателя, полученного способом в соответствии с настоящим изобретением, вид в перспективе;
на фиг.2a-2e схематично показан фрагмент моноблочного лопаточного диска на разных этапах его изготовления согласно предпочтительному варианту осуществления изобретения.
Осуществление изобретения
На фиг.1 показан моноблочный лопаточный диск 1, полученный способом в соответствии с настоящим изобретением. Предпочтительно диск 1 предназначен для ротора компрессора или турбины газотурбинного двигателя летательного аппарата.
Моноблочный лопаточный диск (далее - МЛД), который необходимо получить при помощи способа согласно изобретению, имеет большие размеры, т.е. его диаметр равен или больше 800 мм, длина имеющихся на нем лопаток 2 составляет не менее 150 мм, а его толщина «е» больше или равна 130 мм. Кроме того, лопатки, выполненные на диске 4 с центральной осью 5, значительно закручены. Так, угол закрутки лопаток может достигать 45° и больше. Как известно, этот угол соответствует воображаемому углу между корнем 6 и периферией 8 лопатки 2.
Далее со ссылками на фиг.2a-2e описан предпочтительный вариант осуществления способа изготовления диска 1.
Сначала блок материала из титанового сплава, называемый также «болванкой», предпочтительно прошедший предварительную механическую обработку, подвергают первому этапу токарной обработки, предназначенному, например, для обработки этого блока до размеров, отличающихся на примерно 1 мм от конечных размеров.
На следующем этапе производят вырезание абразивной водяной струей из сплошного блока для получения заготовок лопаток.
Для этого используют станок (не показан) для вырезания абразивной водяной струей сверхвысокого давления, например, 3000 бар и с очень высокой точностью, например, по шести осям. Очень высокий уровень давления воды позволяет направлять абразивное вещество на материал и оптимизировать его режущее действие. Как известно, водяную струю создают при помощи алмазного или сапфирного сопла. Кроме того, в смесительной камере производят добавление абразивного вещества, такого как песок. При этом фокусирующая пушка производит гомогенизацию воды и песка, направляя последний в зону, предназначенную для резания.
Эта технология вырезания абразивной водяной струей обеспечивает большой выход удаляемого материала, а также хорошую воспроизводимость. Она оказалась вполне применимой для удаления материала с целью получения межлопаточных пространств, проходящих насквозь через толщину «е» блока материала вдоль оси 5.
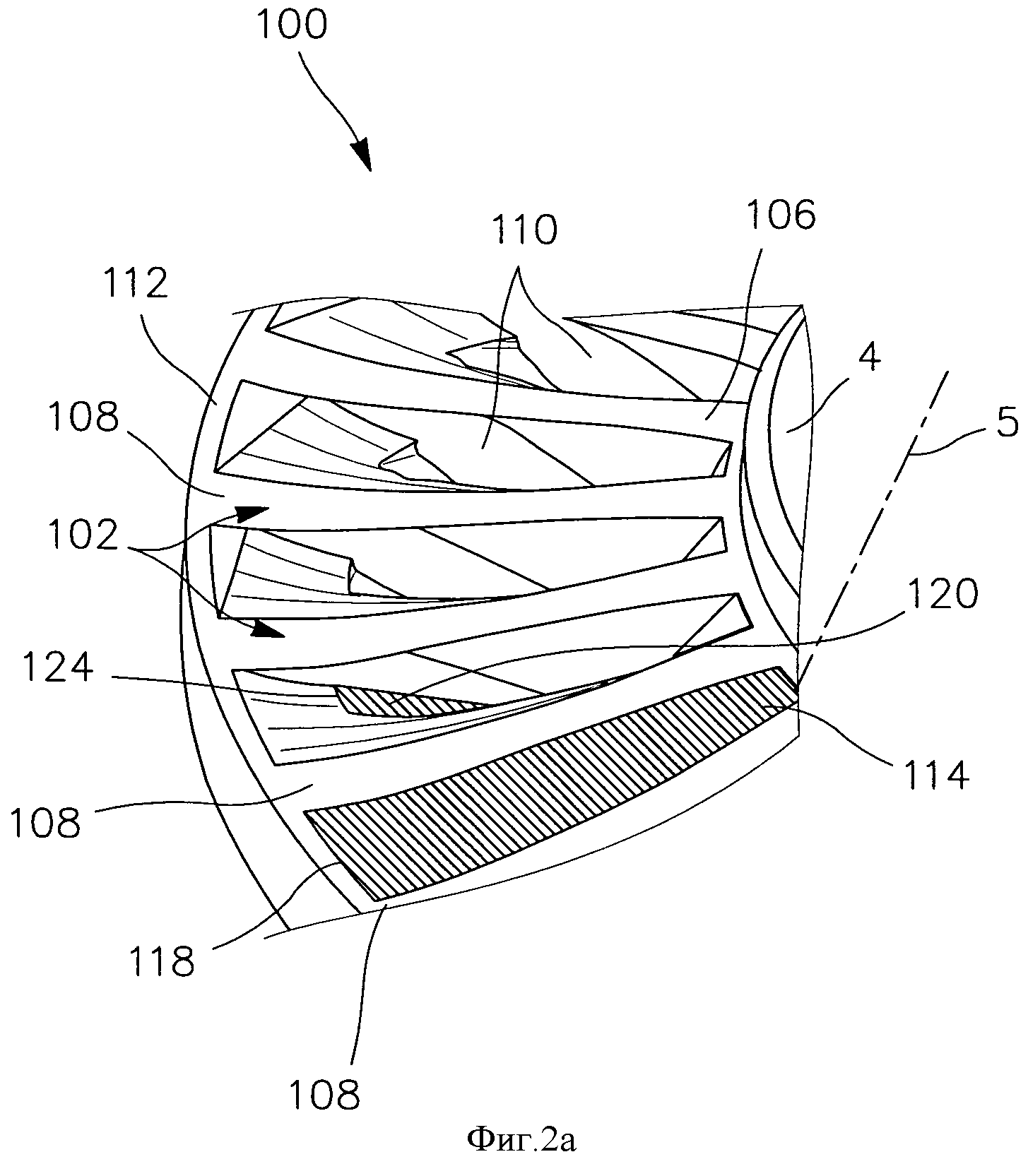
В верхней части фиг.2a показан блок 100 материала после завершения этапа вырезания абразивной водяной струей. Этот блок содержит заготовки 102 лопаток, проходящие в радиальном направлении от диска 4, т.е. перпендикулярно к центральной оси 5. Как правило, вырезание осуществляют в толщине блока 100 таким образом, чтобы получить межлопаточные пространства 110 между непосредственно следующими друг за другом в окружном направлении заготовками 102 лопаток.
Кроме того, его выполняют таким образом, чтобы получить средства соединения между заготовками 102, в данном случае в виде кольца 112 с центром на оси 5, предпочтительно соединяющего все периферии 108 заготовок 102 лопаток. Таким образом, кольцо 112 образует периферический кольцевой участок обрабатываемого блока 100 и, следовательно, создает наружное радиальное ограничение межлопаточных пространств 110, при этом указанный участок сохраняют до завершения этапа резания.
Этот этап вырезания абразивной водяной струей можно осуществлять, выполняя первую операцию вырезания для удаления первого куска материала, проходящего по существу с закручиванием или спиралевидно в радиальном направлении от диска, за которой следует вторая операция вырезания с целью удаления второго менее объемного куска материала, проходящего тоже по существу с закручиванием или спиралевидно в радиальном направлении.
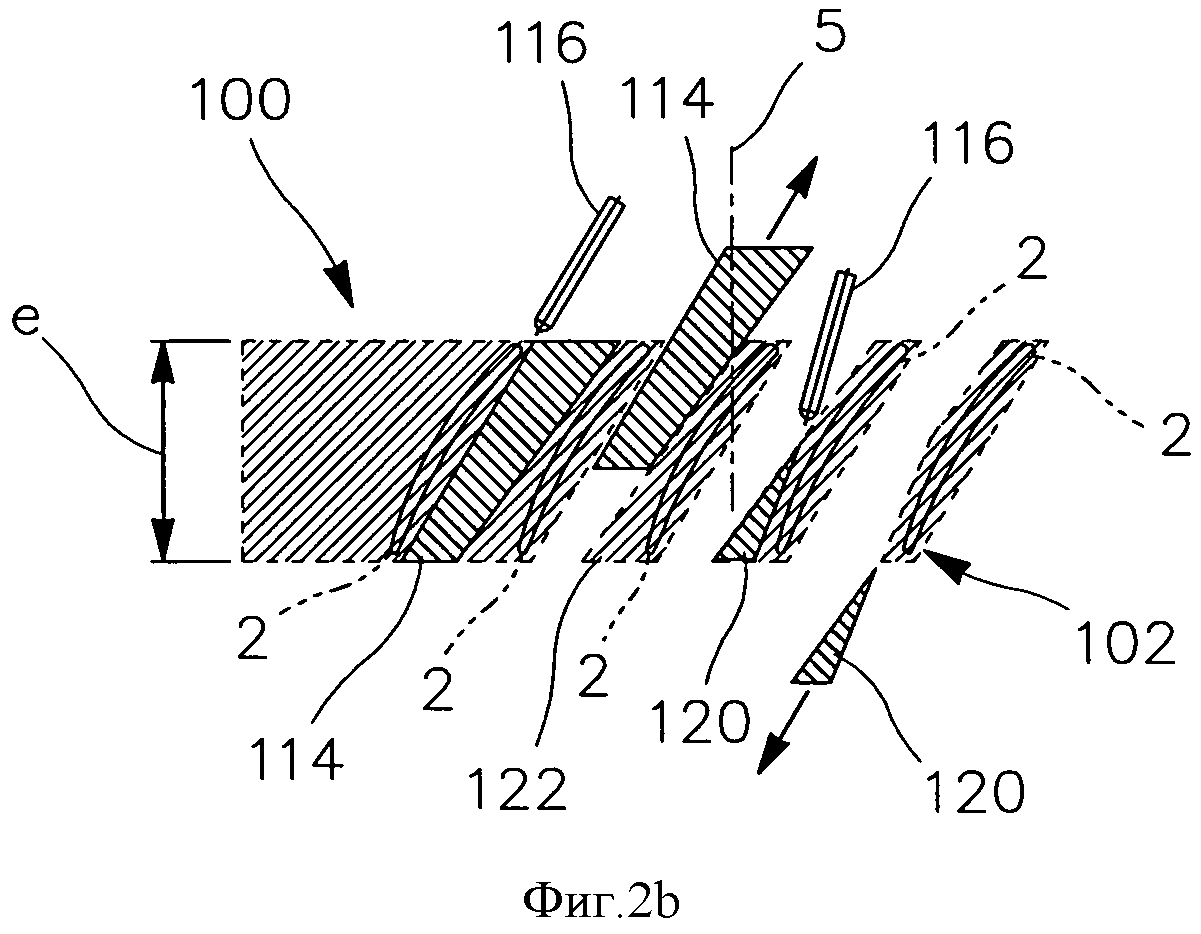
В частности, как схематично показано в левой части фиг.2b, первая операция приводит к вырезанию первого куска 114 материала по всей толщине блока 100 вдоль его оси 5. Для этого ось фокусирующей пушки 116 перемещают вдоль замкнутой линии 118, показанной в нижней части фиг.2a, начиная от корня 6 и дальше в радиальном направлении до приближения к наружному радиальному концу блока, но не достигая его, чтобы оставить кольцо, после чего линия 118 следует вдоль этого кольца в окружном направлении, затем проходит опять в радиальном направлении внутрь до корня 6, вдоль которой она затем следует, возвращаясь к своей исходной точке.
Во время прохождения вдоль вышеуказанной линии 118 оси пушки 116 придают соответствующее дополнительное движение относительно оси 5, предпочтительно остающейся неподвижной, причем это дополнительное движение в основном выражается поворотом оси пушки в первом радиальном направлении, обеспечивающим по существу крученую форму первого куска 114 в радиальном направлении. Следует отметить, что траектория, описываемая пушкой 116 относительно оси 5, является так называемой траекторией с пятью осями, получаемой за счет двух одновременных вращений. Предпочтительно первый кусок 114 оператор удаляет вручную, что схематично показано в центральной части фиг.2b. Как показано на этой же фигуре, в любом сечении, перпендикулярном к радиальному направлению, кусок 114 принимает форму четырехугольника, две противоположные стороны которого, проходящие по толщине блока, расположены как можно ближе к двум непосредственно следующим друг за другом лопаткам 2, которые получают после завершения способа.
Каждое удаление первого куска 114 приводит к появлению поверхности двух непосредственно следующих друг за другом заготовок 102 лопаток. Предпочтительно сначала вырезают все первые куски 114, число которых соответствует числу лопаток, необходимому для МЛД, затем эти куски 114 удаляют вручную, после чего производят вторую операцию вырезания.
Эту вторую операцию выполняют таким образом, чтобы получаемые после нее заготовки лопаток максимально приближались к закрученной форме с обратной кривизной конечных лопаток, к которой трудно приблизиться путем простого и одиночного резания, учитывая, что абразивная водяная струя проходит через блок по существу прямолинейно и не обеспечивает криволинейной формы сечений лопаток.
Как схематично показано в правой части фиг.2b, вторая операция вырезания предназначена для вырезания второго куска 120 материала, который уже проходит только по части толщины блока 100, т.е. только по части толщины радиальных элементов 122, образованных удалением первых кусков 114. Кроме того, кусок 120 проходит только на радиальном участке соответствующего элемента 122, т.е. он начинается от корня, не достигая кольца, как показано на фиг.2a.
Для этого ось фокусирующей пушки 116 перемещают вдоль радиальной линии 124, участок которой показан на фиг.2a. Она начинается от корня 6 и проходит по существу радиально, не достигая кольца 112, полученного после удаления первых кусков 114. Например, линия 124, через которую проходит абразивная водяная струя, находится примерно на половине толщины радиальных элементов 122 и останавливается за пределами половины их радиальной высоты.
Во время прохождения вдоль вышеуказанной линии 124 оси пушки 116 придают соответствующее дополнительное движение относительно оси 5, предпочтительно остающейся неподвижной, причем это дополнительное движение в основном выражается поворотом оси пушки в радиальном направлении, обеспечивающим формирование второго куска 120 тоже по существу крученой формы в радиальном направлении. Следует отметить, что траектория, описываемая пушкой 116 относительно оси 5, является так называемой траекторией с пятью осями, получаемой за счет двух одновременных вращений. Этот второй кусок 120 после полного отделения от корня 6 тоже при помощи абразивной водяной струи предпочтительно выпадает самостоятельно без вмешательства оператора, как схематично показано в правой части фиг.2b.
В этой связи следует отметить, что пушка 116 перемещается не только вдоль по существу радиальной линии 124, но также вдоль линии (не показана) в виде участка окружности, начиная от внутреннего радиального конца линии 124, вдоль корня 6 для окончательного отделения куска 120 от этого корня.
Как показано на фиг.2b, в любом сечении, перпендикулярном к радиальному направлению, кусок 120 принимает форму треугольника, одна из сторон которого проходит максимально близко к лопатке 2, которую получают из соответствующего радиального элемента 122 после завершения способа.
После удаления всех вторых кусков 120 блок содержит только заготовки 102 лопаток, соединенные между собой на уровне периферий 108 кольцом 112. Таким образом, этап вырезания абразивной водяной струей завершен.
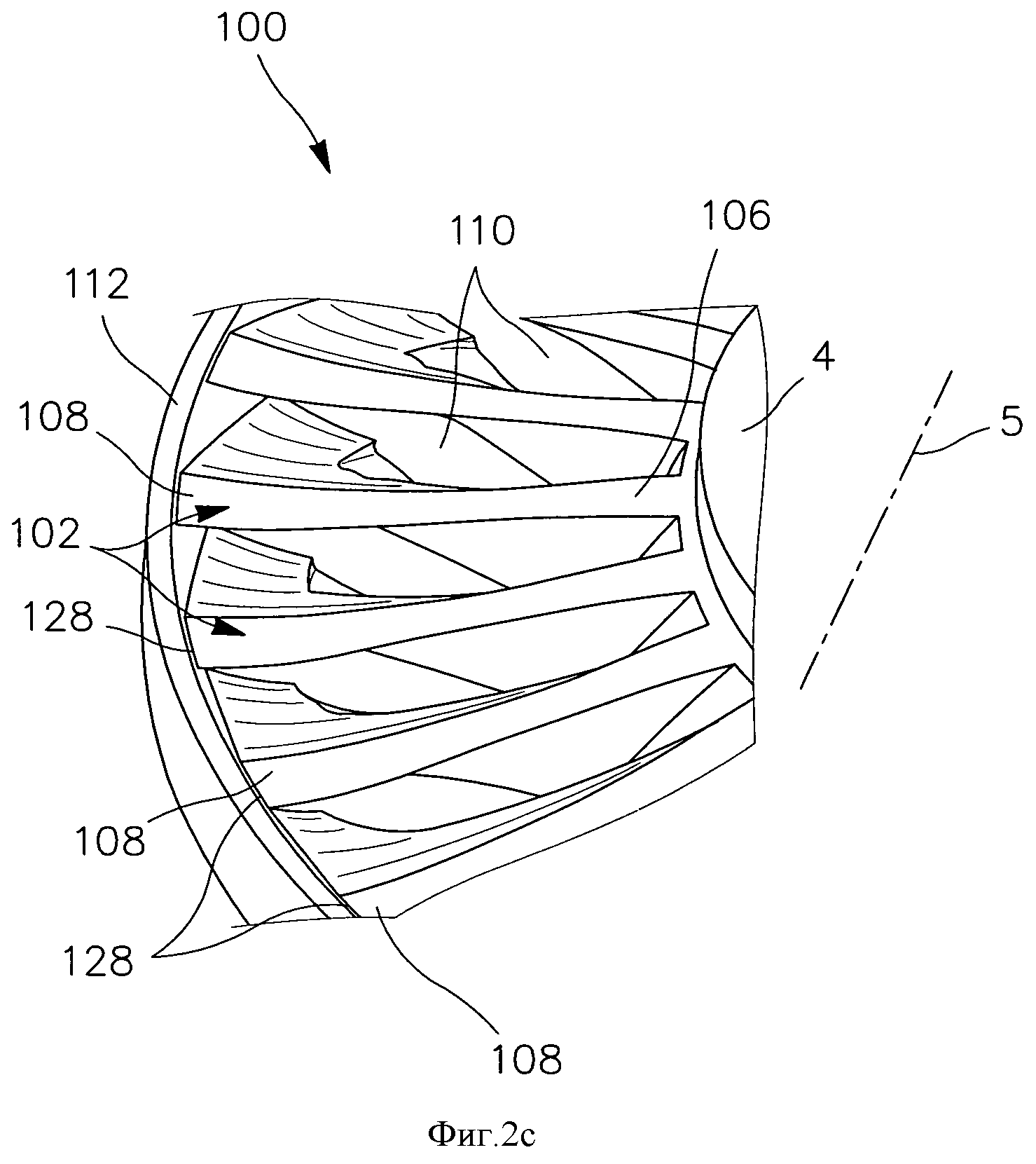
В этом предпочтительном варианте осуществления изобретения способ продолжается этапом удаления кольца 112, соединяющего заготовки 102. Этот этап выполняют любым способом, который может предпочесть специалист в данной области, например, резанием нитью или фрезерованием. На фиг.2c схематично показано отделение кольца 112 от остальной части блока 100 путем разрыва соединения между этим кольцом 112 и перифериями 108 лопаток. После получения всех этих по существу окружных разрывов 328, кольцо можно действительно удалить из блока путем относительного перемещения вдоль оси 5. После этого кольцо 112 считается удаленным. В альтернативном варианте удаление кольца 112 можно осуществить путем удаления только его участков, находящихся между заготовками 102, а другие участки, находящиеся на радиальном конце этих заготовок сохраняют, например, для дальнейшего выполнения части периферий лопаток. В этом случае получаемые разрывы уже не будут по существу окружными, как разрывы 128, показанные на фиг.2c, а по существу радиальными, но тоже в толщине блока.
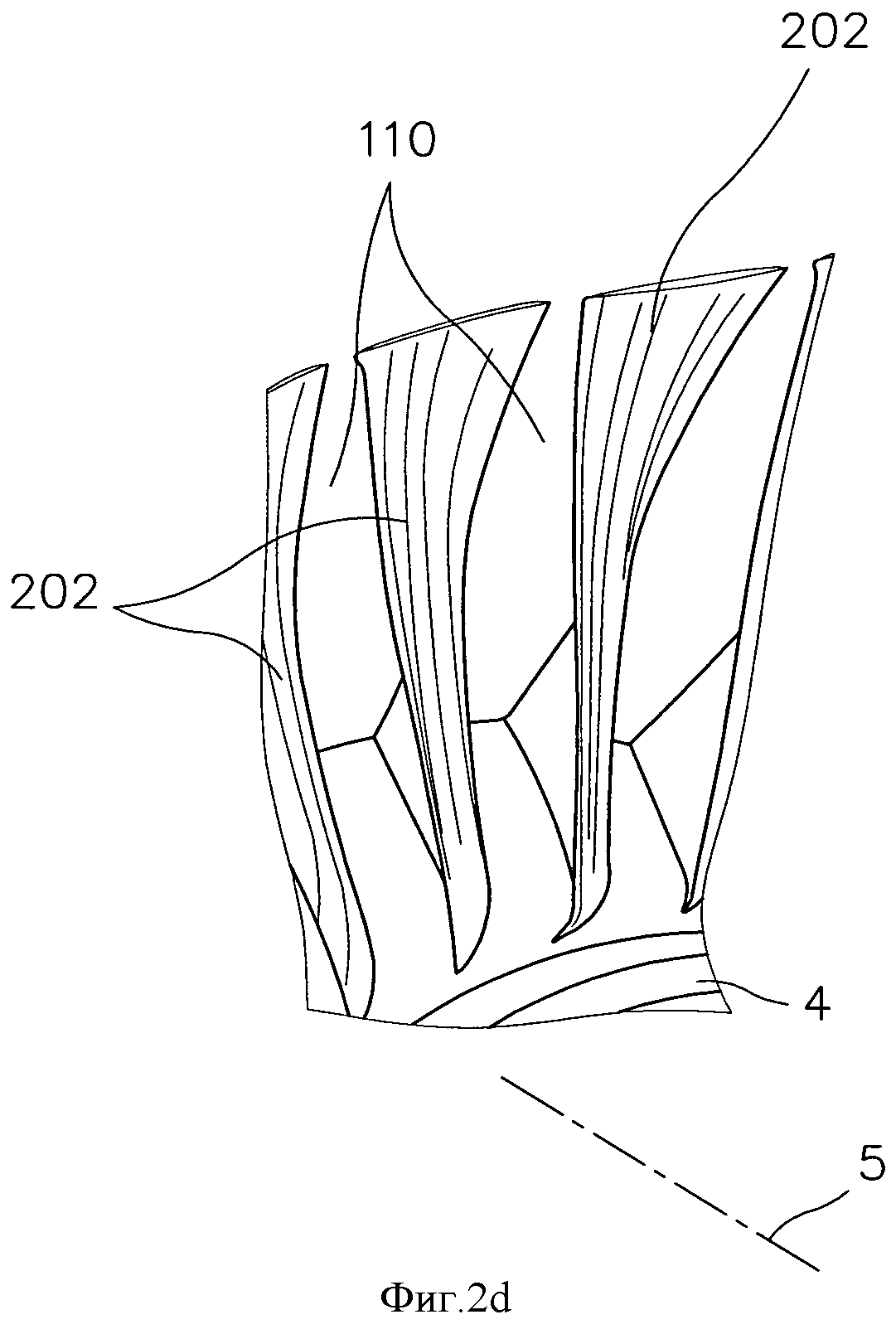
После этого осуществляют этап фрезерования заготовок 102 лопаток таким образом, чтобы получить профилированные заготовки 202 лопаток. Иначе говоря, целью этого этапа, применяемого, например, при помощи пятиосных фрезерных станков, является удаление материала, оставшегося на заготовках 102 лопаток, чтобы максимально приблизиться к конечным размерам, например, до 0,6 мм.
В данном случае предпочтительно заготовки 102 механически обрабатывают одна за другой для получения из каждой из них профилированной заготовки 202, как показано на фиг.2d.
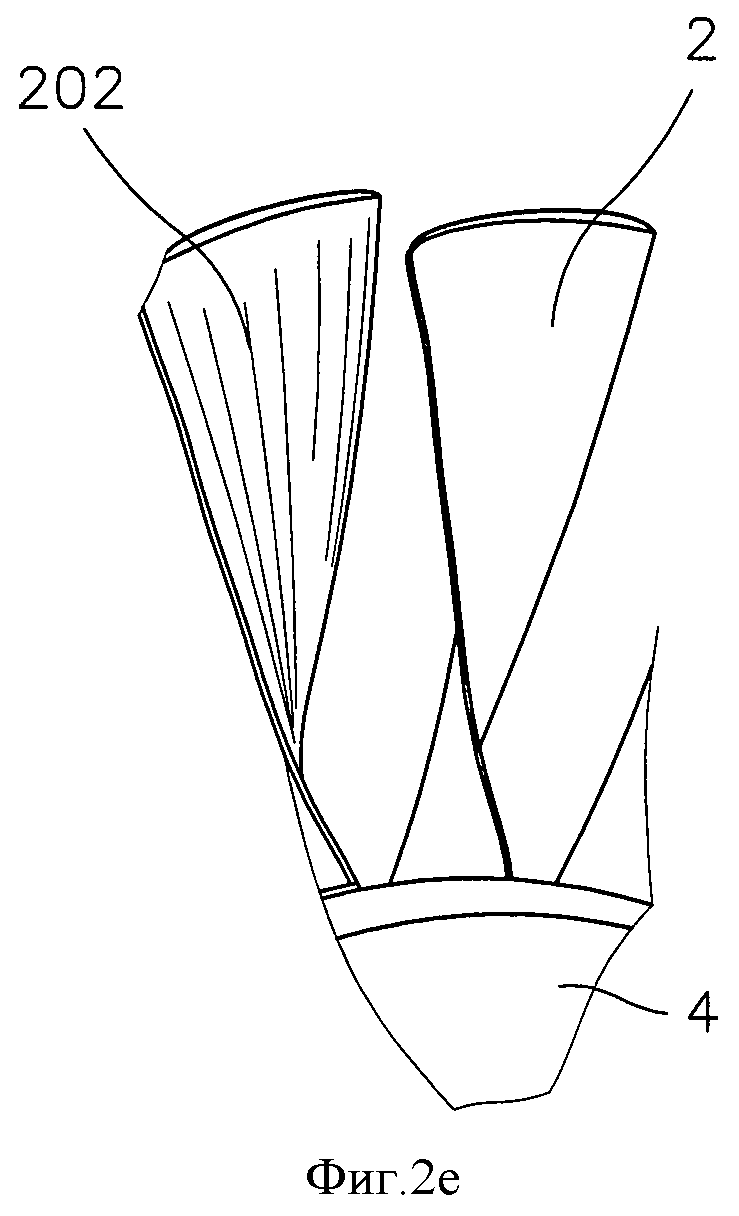
Затем осуществляют другой этап фрезерования, называемый этапом чистовой обработки, предназначенным для получения лопаток 2 с конечным профилем путем фрезерования заготовок 202. Используемые инструменты обеспечивают более точную обработку и доведение до конечных размеров, то есть получение лопаток 2, как показано в правой части фиг.2e.
На этом этапе оставшийся блок материала имеет объем менее 25% от того объема, который он имел перед началом этапа вырезания абразивной водяной струей, т.е. сразу после упомянутого этапа токарной обработки.
После этого способ может быть продолжен одним или несколькими классическими этапами, среди которых можно указать этап шлифования, этап пескоструйной обработки, этап доводки лопаток по длине и/или этап балансировки МЛД.
Описанный выше вариант осуществления изобретения представлен с удерживающим кольцом 112, выполненным на уровне периферий лопаток, однако в альтернативном варианте оно может находиться на уровне части этих лопаток, находящейся ближе к их центру на расстоянии в радиальном направлении внутрь по отношению к периферии.
Разумеется, специалист может вносить любые изменения в описанное выше изобретение, представленное неограничивающими примерами, не выходя за его объем.
Вращающийся узел вентилятора газотурбинного двигателя, вентилятор, содержащий узел, и газотурбинный двигатель
Устройство фиксации секторов кольца вокруг вала турбины турбомашины, турбомашина, сектор кольца и турбина турбомашины
Форсажная камера двухконтурного турбореактивного двигателя, двухконтурный турбореактивный двигатель и кронштейн стабилизатора пламени для форсажной камеры
Жаропрочный сплав на основе никеля, способ изготовления детали и деталь турбомашины
Узел, состоящий из лопатки и рубашки охлаждения, и направляющий сопловой аппарат газотурбинного двигателя, содержащий данный узел, способ установки и ремонта этого узла
Способ цельного калибрования закаливаемого картера, устройство для осуществления данного способа
Сектор направляющих лопаток газотурбинного двигателя, ступень сжатия, компрессор и газотурбинный двигатель
Устройство впрыскивания смеси воздуха с топливом, камера сгорания и газотурбинный двигатель, снабженные таким устройством
Противообледенительная система входного конуса авиационного газотурбинного двигателя
Центральное тело сопла турбореактивного двигателя и турбореактивный двигатель
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

