Результат интеллектуальной деятельности: СПОСОБ ЭКСПЛУАТАЦИИ ХРОМИСТЫХ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ
Вид РИД
Изобретение
Изобретение относится к прокатному производству, конкретно к технологии эксплуатации рабочих валков листопрокатных клетей для горячей и холодной прокатки металла.
Известны способы эксплуатации рабочих валков листопрокатной клети, согласно которым осуществляют чередование работы валков в клети с перешлифовками для устранения следов износа от взаимодействия с прокатываемым металлом [1, 2].
Недостатки известных способов состоят в том, что они не позволяют оценить величину износа и определить минимально необходимую толщину активного слоя бочки, который следует удалить при перешлифовке. Это приводит к снижению эксплуатационной стойкости рабочих валков и увеличивает трудоемкость процесса шлифования.
Наиболее близким аналогом к предлагаемому изобретению является способ эксплуатации рабочих валков листопрокатной клети, включающий чередование работы валка в клети и механический съем поврежденного слоя бочки при шлифовании, с определением перед шлифованием максимальной величины износа бочки, при этом съем слоя составляет от 1,7-2,2 и до 1,6-1,8 максимальной величины износа [3].
Недостатки известного способа состоят в следующем. Современные хромистые рабочие валки, как центробежно литые, так и кованные, обладают равномерными свойствами по всей толщине активного слоя, и не подвержены образованию микротрещин и разрушениям карбидной фазы в глубину при прокатке. Поэтому шлифование со съемом от 1,7-2,2 и до 1,6-1,8 максимальной величины износа, помимо высокой трудоемкости шлифования, приводит к нерациональному расходу «здорового» активного слоя бочки, что ведет к сокращению общего числа завалок валка в клеть до полной выработки активного слоя бочки и снижению его эксплуатационной стойкости. Кроме того, необходимость определения максимального значения износа на длине бочки валка с помощью специальных прецизионных измерительных устройств перед каждым шлифованием дополнительно увеличивает трудоемкость процесса.
Техническая задача, решаемая изобретением, состоит в повышении эксплуатационной стойкости валков и сокращении трудоемкости шлифования.
Для решения технической задачи в известном способ перешлифовки хромистых валков листопрокатной клети в процессе их эксплуатации, включающем чередование чернового и чистового шлифования с механическим съемом поврежденного слоя бочки при черновом шлифовании в зависимости от износа и завалки валков в клеть, согласно предложению, перед черновым шлифованием однократно измеряют распределение износа по длине бочки и определяют коэффициент изнашиваемости валка kS по соотношению:
где ΔRu - максимальное из измеренных значений износа по длине бочки, мм;
Sк - накопленная длина пути трения металла по поверхности валка, м;
 - путь скольжения металла по бочке валка за один оборот валка, м;
- путь скольжения металла по бочке валка за один оборот валка, м;
n - число оборотов валка в процессе прокатки полос;
а при каждом последующем черновом шлифовании величину съема устанавливают равной:
ΔRшл=kS·S,
где ΔRшл - величина съема, мм;
S - накопленная длина пути трения металла по поверхности бочки валка перед последующим черновым шлифованием.
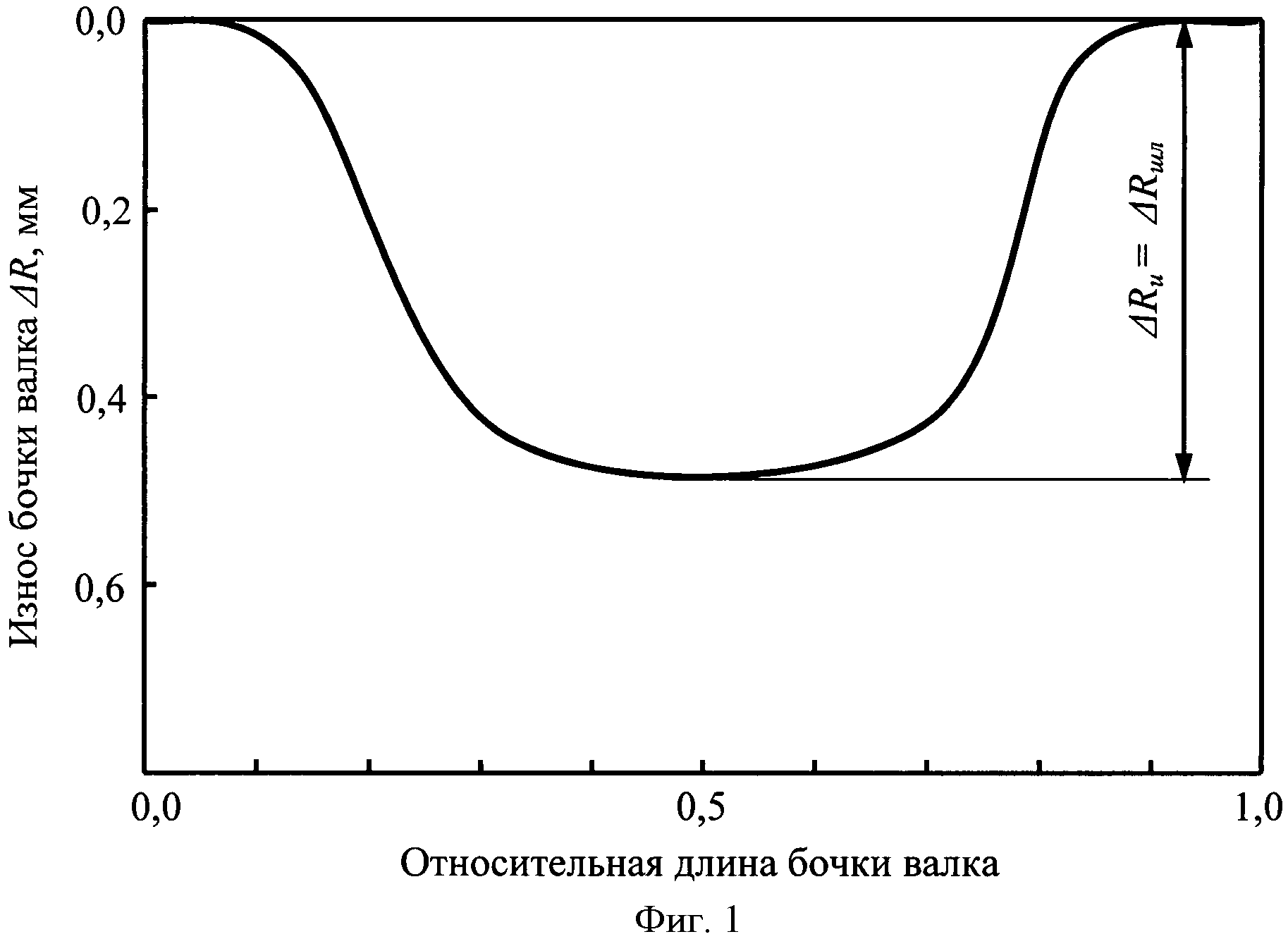
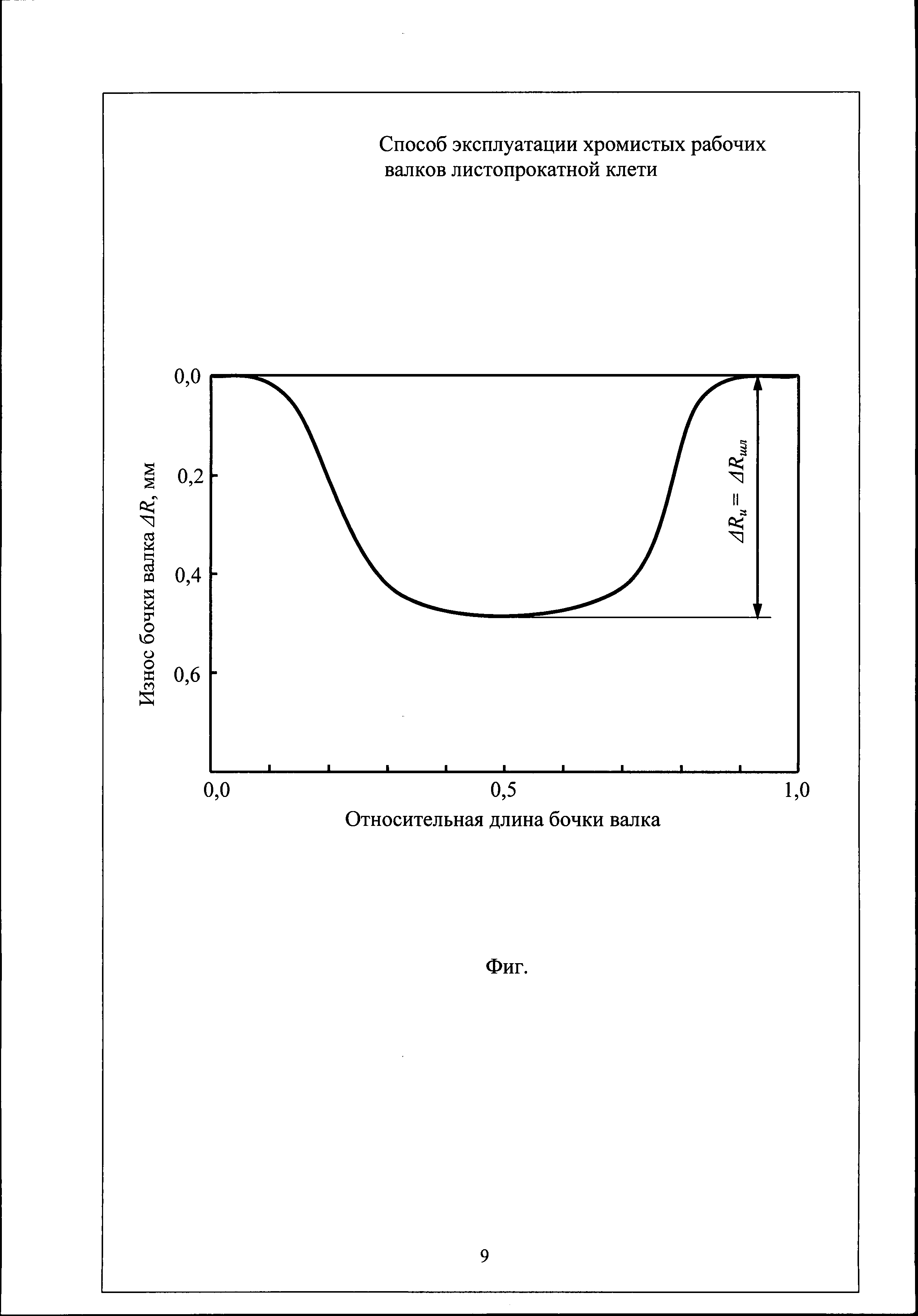
На фигуре изображена характерная профилограмма износа бочки хромистого рабочего валка после горячей прокатки полос.
Сущность предлагаемого изобретения состоит в следующем. Процесс шлифования рабочего валка состоит из двух этапов: чернового шлифования с максимальным съемом за проход шлифовального круга, равным 0,04-0,06 мм, для полного удаления изношенного слоя, и чистового шлифования, при котором валку придают заданную профилировку и шероховатость поверхности.
Механический съем с хромистых валков при черновом шлифовании слоя, равного максимальному значению износа, т.е. когда ΔRшл=ΔRu (см. Фиг.1) исключает нерациональный расход их активного слоя, сокращает требуемое число проходов шлифовального круга и трудоемкость чернового шлифования. Оставшиеся после шлифования незначительные следы износа в дальнейшем будут удалены в начале процесса прокатки за счет абразивного воздействия полосы, скользящей по поверхности валка в очаге деформации.
Эксперименты показали, что износ бочки листопрокатного валка прямо пропорционален накопленной длине пути пластического скольжения металла по его бочке в зонах опережения и отставания очага деформации. Исходя из этого, определив в результате однократного измерения максимальное значение износа ΔRu, можно рассчитать константу износа активного слоя бочки - коэффициент изнашиваемости для каждого конкретного хромистого валка:
Путь скольжения
за один оборот рабочего валка определяется исходя из параметров очага деформации по одной из известных методик, например, [4]. Тогда накопленная длина пути скольжения составит:
где n - число оборотов валка в процессе прокатки полос.
Используя экспериментально определенный коэффициент изнашивания kS конкретного хромистого валка и рассчитав S, можно по соотношению
ΔRшл=kS·S,
определить оптимальную величину съема при черновом шлифовании валка в процессе всего периода его эксплуатации, вплоть до полного расхода активного слоя бочки, не проводя прецизионных измерений распределения износа по ее длине. Это также снижает трудоемкость процесса.
Пример реализации способа
В первую клеть кварто чистовой группы непрерывного широкополосного стана 1700 горячей прокатки заваливают новые центробежно литые хромистые рабочие валки с диаметром бочек 632 мм и осуществляют прокатку полос шириной 1000 мм из стали марки Ст3сп. В первой клети полосу обжимают с толщины 25 мм до толщины 15 мм. Для указанных условий прокатки рассчитанный путь скольжения за один оборот рабочего валка составляет:
=0,0072 м/об. После прокатки 1000 т производят перевалку рабочих валков. В результате прокатки каждый из рабочих валков первой клети совершил n=3920 оборотов. Следовательно, накопленный путь трения составил:
 .
.
Верхний рабочий валок после остывания устанавливают на вальцетокарный станок и с помощью прецизионного щупового измерительного комплекта определяют максимальную величину износа бочки:
ΔRu=0,36 мм.
Затем производят расчет коэффициента изнашиваемости верхнего рабочего валка:

Полученное значение k, заносят в паспорт верхнего рабочего валка для использования в дальнейших расчетах.
После измерения износа осуществляют черновое шлифование верхнего рабочего валка. За 8 черновых проходов с бочки верхнего рабочего валка сошлифовывают слой металла толщиной, равной максимальной величине износа бочки: ΔRшл=ΔRu=0,36 мм, и производят чистовую профилировку.
Перешлифованный верхний валок (в паре с нижним) вновь заваливают в первую клеть стана и осуществляют прокатку 1300 т полос шириной 1600 мм из стали марки Ст3сп, после чего вываливают из клети. Производят расчет пути скольжения за один оборот валка:  м/об и накопленный путь трения S после n=4027 оборотов валка, которые он произвел, осуществляя прокатку:
м/об и накопленный путь трения S после n=4027 оборотов валка, которые он произвел, осуществляя прокатку:

Далее определяют прогнозируемую максимальную величину износа бочки:

За 6 черновых проходов с бочки верхнего рабочего валка сошлифовывают слой металла толщиной, равной максимальной величине износа бочки: ΔRшл=ΔRu=0,33 мм, и производят чистовую профилировку валка.
Эксплуатацию верхнего рабочего валка ведут до полной выработки активного слоя бочки. Благодаря рациональному съему при перешлифовках удельный расход хромистых рабочих валков составляет 1,05 кг на тонну листового проката, тогда как в известном способе [3] он составляет 1,09 кг на тонну листового проката.
Следует отметить, что алгоритм расчета величин ΔRшл для всех рабочих валков может быть интегрирован в виде подпрограммы в управляющую вычислительную машину станов для горячей и холодной прокатки полос, и осуществляться автоматически.
Технико-экономические преимущества предложенного способа состоят в том, что он позволяет точно и однозначно прогнозировать степень износа всех хромистых рабочих валков многоклетевого листопрокатного стана, исключить нерациональный расход активного слоя бочек при перешлифовках, чем обеспечивается повышение эксплуатационной стойкости валков. Помимо этого, достигается сокращение продолжительности чернового шлифования рабочих валков и исключается необходимость многократного определения максимальной величины износа путем измерений изношенного профиля бочек на вальцешлифовальном станке. Это сокращает трудоемкость шлифования.
В качестве базового объекта принят известный способ [3]. Использование предложенного способа обеспечит повышение рентабельности производства горячекатаной и холоднокатаной листовой стали на 3-5%.
Способ перешлифовки хромистых рабочих валков листопрокатной клети в процессе их эксплуатации, включающий чередование чернового и чистового шлифования с механическим съемом поврежденного слоя бочки при черновом шлифовании в зависимости от износа и завалки валков в клеть, отличающийся тем, что перед черновым шлифованием однократно измеряют распределение износа по длине бочки и определяют коэффициент изнашиваемости валка k по соотношению: где ΔR - максимальное из измеренных значений износа по длине бочки, мм;S - накопленная длина пути трения металла по поверхности валка, м; ,S - путь скольжения металла по бочке валка за один оборот валка, м;n - число оборотов валка в процессе прокатки полос;а при каждом последующем черновом шлифовании величину съема устанавливают равной:ΔR=k·S,где ΔR - величина съема, мм;S - накопленная длина пути трения металла по поверхности бочки валка перед последующим черновым шлифованием.

Дуговая сталеплавильная печь с использованием газодинамической отсечки шлака от металла при выпуске плавки
Способ газоструйной отсечки шлака при выпуске металла из дуговой печи
Устройство газоструйной отсечки шлака при выпуске металла из дуговой печи
Способ определения коэффициента вязкости микроразрушения тонких пленок из многокомпонентных аморфно-нанокристаллических металлических сплавов (варианты)
Радиационно-защитный материал на полимерной основе с повышенными рентгенозащитными и нейтронозащитными свойствами
Способ добычи железомарганцевых конкреций из илистых донных отложений и устройство для его осуществления
Сверхчувствительный интеллектуальный магнитоимпедансный датчик с расширенным диапазоном рабочих температур
Способ извлечения серебра из лома серебряно-цинковых аккумуляторов, содержащих свинец
Способ получения радиационно-защитного материала на основе сверхвысокомолекулярного полиэтилена с повышенными радиационно-защитными свойствами
Способ взрывания на открытых разработках разнопрочных слоистых массивов горных пород
Способ получения наночастиц нитрида бора для доставки противоопухолевых препаратов
Высокотемпературная универсальная смазка для узлов трения, подшипников качения и скольжения
Способ сшивания рваных и резаных ран в условиях экстренной хирургии и устройство для его осуществления
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины

