Результат интеллектуальной деятельности: РЕЛЬС ИЗ ВЫСОКОУГЛЕРОДИСТОЙ ПЕРЛИТНОЙ СТАЛИ С ОТЛИЧНОЙ ПЛАСТИЧНОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к рельсу из высокоуглеродистой перлитной стали (рельс из высокоуглеродистой стали на основе перлита), разработанному так, чтобы иметь улучшенную пластичность, в области рельсов, применяющихся на железных дорогах для грузовых перевозок и подобного, и к способу его получения.
Настоящая заявка испрашивает приоритет японской патентной заявки 2009-151774 от 26 июня 2009, содержание которой введено настоящей ссылкой.
Уровень техники
Высокоуглеродистая перлитная сталь использовалась как материал для железнодорожных рельсов благодаря ее отличной износостойкости. Однако были проблемы с низкой пластичностью или ударной вязкостью из-за очень высокого содержания углерода.
Например, для рядовой углеродистой рельсовой стали, содержащей углерод в количестве от 0,6 до 0,7 масс.%, как показано в непатентном документе 1, ударная вязкость при комнатной температуре, измеренная в испытании на удар по Шарпи согласно стандарту JIS № 3 для образцов с U-образным надрезом, лежит в диапазоне примерно от 12 до 18 Дж/см2. В случае, когда эта рядовая углеродистая рельсовая сталь используется в зонах с низкой температурой, например, в регионах с холодной погодой, встречались проблемы с хрупким разрушением из-за мелких исходных дефектов или с усталостным растрескиванием.
Кроме того, в последние годы содержание углерода в рельсовой стали еще больше повышали, чтобы улучшить износостойкость, поэтому возникла проблема с дальнейшим ухудшением пластичности и ударной вязкости из-за повышенного количества углерода.
Общеизвестно, что измельчение перлитной структуры (уменьшение размера перлитного блока), что более точно представляет собой уменьшение размера аустенитных зерен перед перлитным превращением или измельчение перлитной структуры во время перлитного превращения, эффективно для улучшения пластичности и ударной вязкости перлитных сталей.
Примеры способов уменьшения размера аустенитных зерен включают снижение температуры нагрева при повторном нагреве блюма для прокатки рельсов, снижение температуры прокатки при горячей прокатке и усиление обжатия по площади поперечного сечения при горячей прокатке.
Однако в процессе производства рельса имеется проблема в том, что? даже если вышеупомянутым способом можно достичь уменьшения размера аустенитных зерен сразу после прокатки, зерна продолжают расти вплоть до начала термообработки и следовательно, пластичность ухудшается.
Кроме того, проводится ускорение превращения изнутри аустенитных зерен, используя зародыши превращения, чтобы достичь измельчения перлитной структуры во время перлитного превращения (например, патентный документ 1).
Однако, что касается перлитного превращения изнутри аустенитных зерен с использованием зародышей превращения, имеются проблемы в том, что трудно контролировать количество зародышей и перлитное превращение изнутри зерен не является стабильным. В результате нельзя достичь достаточного улучшения перлитной структуры.
Ввиду различных упомянутых выше проблем был разработан способ измельчения перлитной структуры, чтобы фундаментально улучшить пластичность и ударную вязкость рельсов с перлитной структурой, и этот способ включает в себя: повторный нагрев при низких температурах после прокатки рельса и проведение ускоренного охлаждения после осуществления перлитного превращения; таким образом, перлитная структура улучшается (например, патентный документ 2).
Однако в последние годы содержание углерода в рельсе повышали, чтобы улучшить износостойкость. Поэтому встала проблема, что крупные карбиды не растворяются полностью, а остаются в аустенитных зернах во время вышеупомянутой повторной термообработки при низких температурах; соответственно, пластичность и ударная вязкость перлитной структуры после ускоренного охлаждения ухудшаются. Кроме того, так как этот способ включает повторный нагрев, были проблемы с экономической эффективностью, например высокие производственные затраты, низкая производительность и подобное.
Учитывая эти обстоятельства, был разработан перлитный рельс с улучшенной пластичностью и способ его получения (патентные документы 3 и 4). В перлитном рельсе используется эффект закрепления благодаря выделениям, тем самым подавляется рост аустенитных зерен и размер перлитных блоков уменьшается. В результате улучшается пластичность.
Однако в случае перлитного рельса и способа его получения согласно патентным документам 3 и 4, необходимо проводить повторный нагрев при низких температурах, чтобы тонко распределить AlN, поэтому возникают проблемы, что сложно обеспечить формуемость проката, и ухудшается пластичность из-за образования проэвтектоидного цементита внутри головной части рельса.
Документы предшествующего уровня техники
Патентный документ
Патентный документ 1: Японская нерассмотренная патентная заявка, первая публикация № H06-279928
Патентный документ 2: Японская нерассмотренная патентная заявка, первая публикация № S63-128123
Патентный документ 3: Японская нерассмотренная патентная заявка, первая публикация № 2002-302737
Патентный документ 4: Японская нерассмотренная патентная заявка, первая публикация № 2004-76112
Непатентный документ
Непатентный документ 1: JIS E 1101-1990
Раскрытие изобретения
Проблемы, которые должны быть решены изобретением
Чтобы решить проблему ухудшения вязкости высокоуглеродистой рельсовой стали, целью настоящего изобретение является разработать рельс из высокоуглеродистой перлитной стали, имеющий улучшенную пластичность, получаемый способом, в котором включения на основе Ti (TiC, TiN, Ti(C,N)), включения на основе V (VC, VN, V(C,N)) или смешанные включения Ti-V тонко распределяются в аустените во время горячей прокатки, и таким образом, рост аустенитных зерен после прокатки подавляется вплоть до термической обработки, и размер перлитного блока уменьшается, улучшая пластичность.
Средства для решения проблем
Настоящее изобретение осуществлено, чтобы достичь вышеупомянутой цели, и предусматривает следующие признаки.
(1) Рельс из высокоуглеродистой перлитной стали, имеющий отличную пластичность, включает (в массовых процентах): C: от более 0,85% до 1,40%; Si: 0,10%-2,00%; Mn: 0,10%-2,00%; Ti: 0,001%-0,01%; V: 0,005%-0,20%; N: менее 0,0040%, остальное Fe и неизбежные примеси. Содержания Ti и V удовлетворяют следующей формуле (1), и головная часть рельса имеет перлитную структуру.
|
(2) Способ получения перлитного рельса, имеющего отличную пластичность, включает: горячую прокатку блюма. Блюм содержит (в массовых процентах): C: от более 0,85 до 1,40%, Si: 0,10%-2,00%, Mn: 0,10%-2,00%, Ti: 0,001%-0,01%, V: 0,005%-0,20%, N: менее 0,0040%, остальное Fe и неизбежные примеси. Содержания Ti и V удовлетворяют следующей формуле (1). Чистовая прокатка стадии горячей прокатки проводится в условиях, когда температура чистовой прокатки (FT,°C) устанавливается в диапазоне, соответствующем следующей формуле (3), в которой величина Tc рассчитывается по следующей формуле (2), куда входят содержание C ([C], масс.%), содержание V ([V], масс.%) и содержание Ti ([Ti], масс.%) в блюме.
|
|
(3) В способе получения перлитного рельса с отличной пластичностью, согласно (2), чистовая прокатка может проводиться в условиях, когда суммарное (FR,%) снижение (обжатие) площади поперечного сечения в двух последних проходах устанавливается в диапазоне, соответствующем следующей формуле (5), в которой значение Rc определяется из следующей формулы (4), в которую входят содержание C ([C], масс.%), содержание V ([V], масс.%) и содержание Ti ([Ti],масс.%) в блюме.
|
Эффекты изобретения
В соответствии с настоящим изобретением для рельса из высокоуглеродистой стали, имеющего перлитную структуру, который применяется на железных дорогах для грузовых перевозок, содержание Ti, содержание V и содержание N подбирается в подходящих пределах, и во время горячей прокатки образуются мелкие включения на основе Ti (TiC, TiN, Ti(C,N)), на основе V (VC, VN, V(C,N)) или комбинированные включения Ti-V. Тем самым, подавляется рост зерен аустенита между проходами в конечном процессе чистовой прокатки и после конечного процесса чистовой прокатки; соответственно, получается мелкозернистая (тонкая) перлитная структура. Как результат, улучшается пластичность высокоуглеродистой рельсовой стали, тем самым становится возможным улучшить продолжительность эксплуатации (срок службы).
Краткое описание чертежей
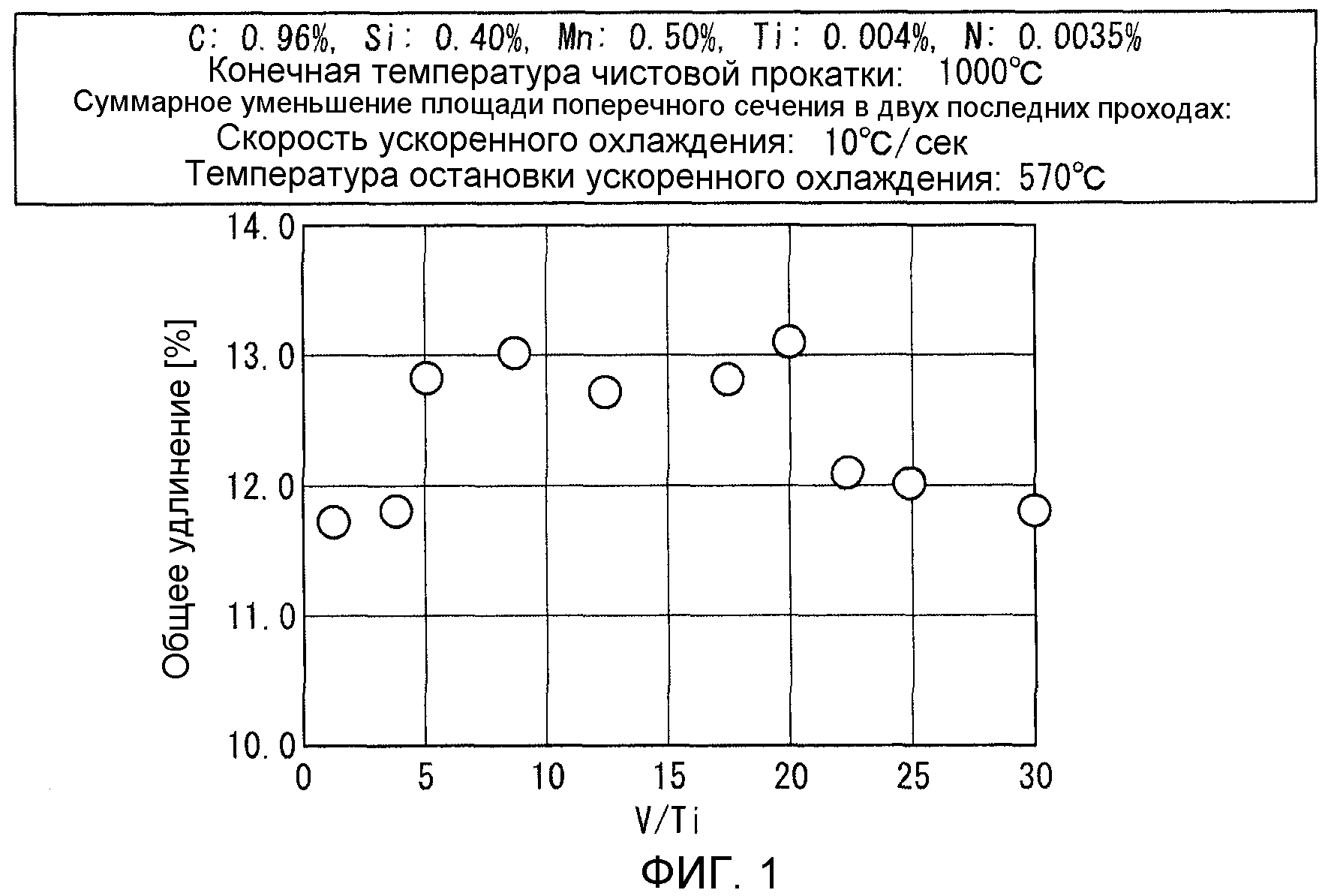
Фиг.1 показывает соотношение между V/Ti и общим удлинением по результатам испытания на растяжение горячекатаных материалов, полученных при использовании блюмов, приготовленных с переменным содержанием V в диапазоне от 0,005 до 0,12% (в массовых процентах), при сохранении содержаний: C: 0,96%, Si: 0,40%, Mn; 0,50%, Ti: 0,004%, N: 0,0035%.
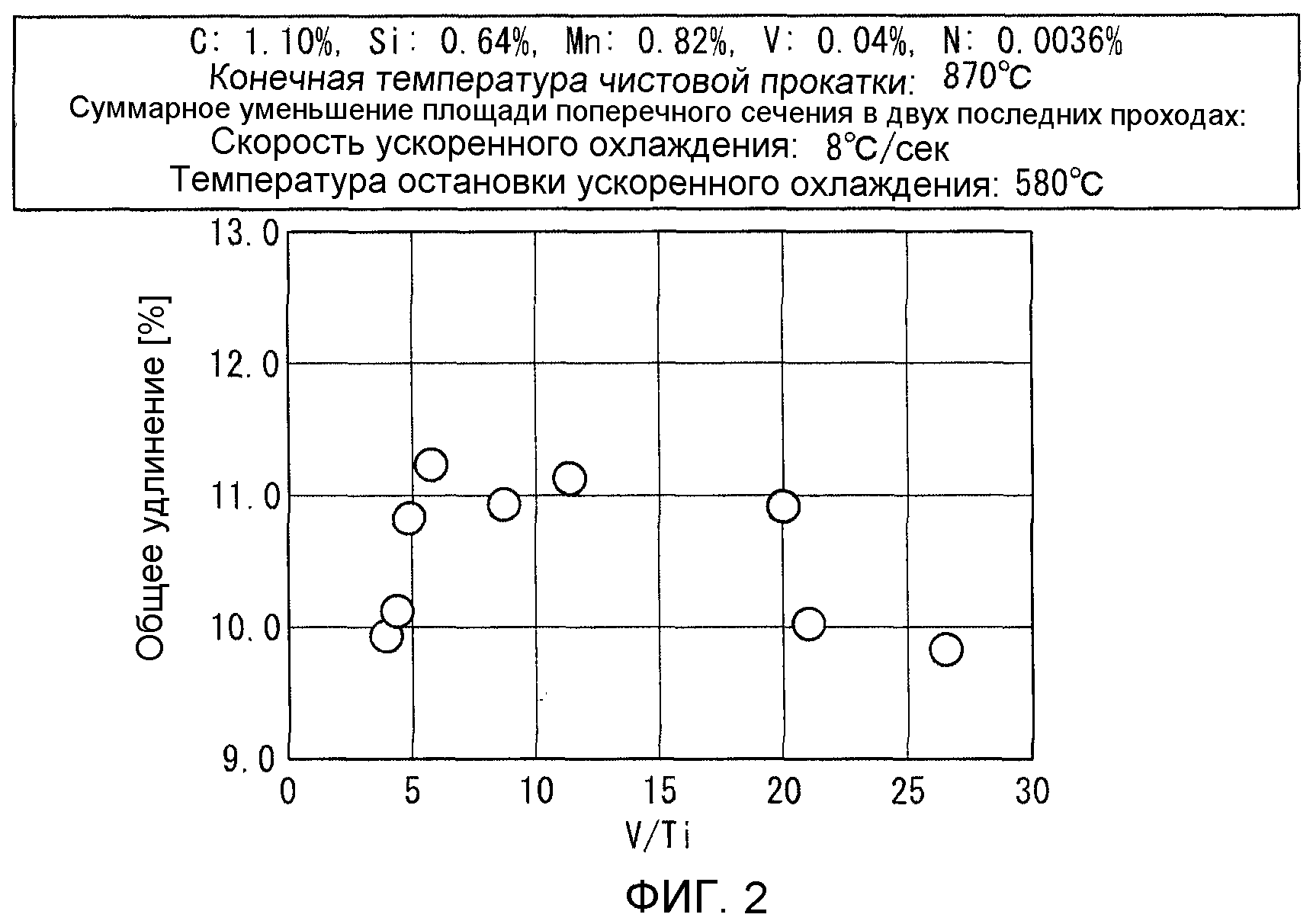
Фиг.2 показывает соотношение между V/Ti и общим удлинением по результатам испытания на растяжение горячекатаных материалов, полученных при использовании блюмов, приготовленных с переменным содержанием Ti в диапазоне от 0,0015 до 0,01% (в массовых процентах) при сохранении C: 1,10%, Si: 0,64%, Mn: 0,82%, V: 0,04%, N: 0,0036%.
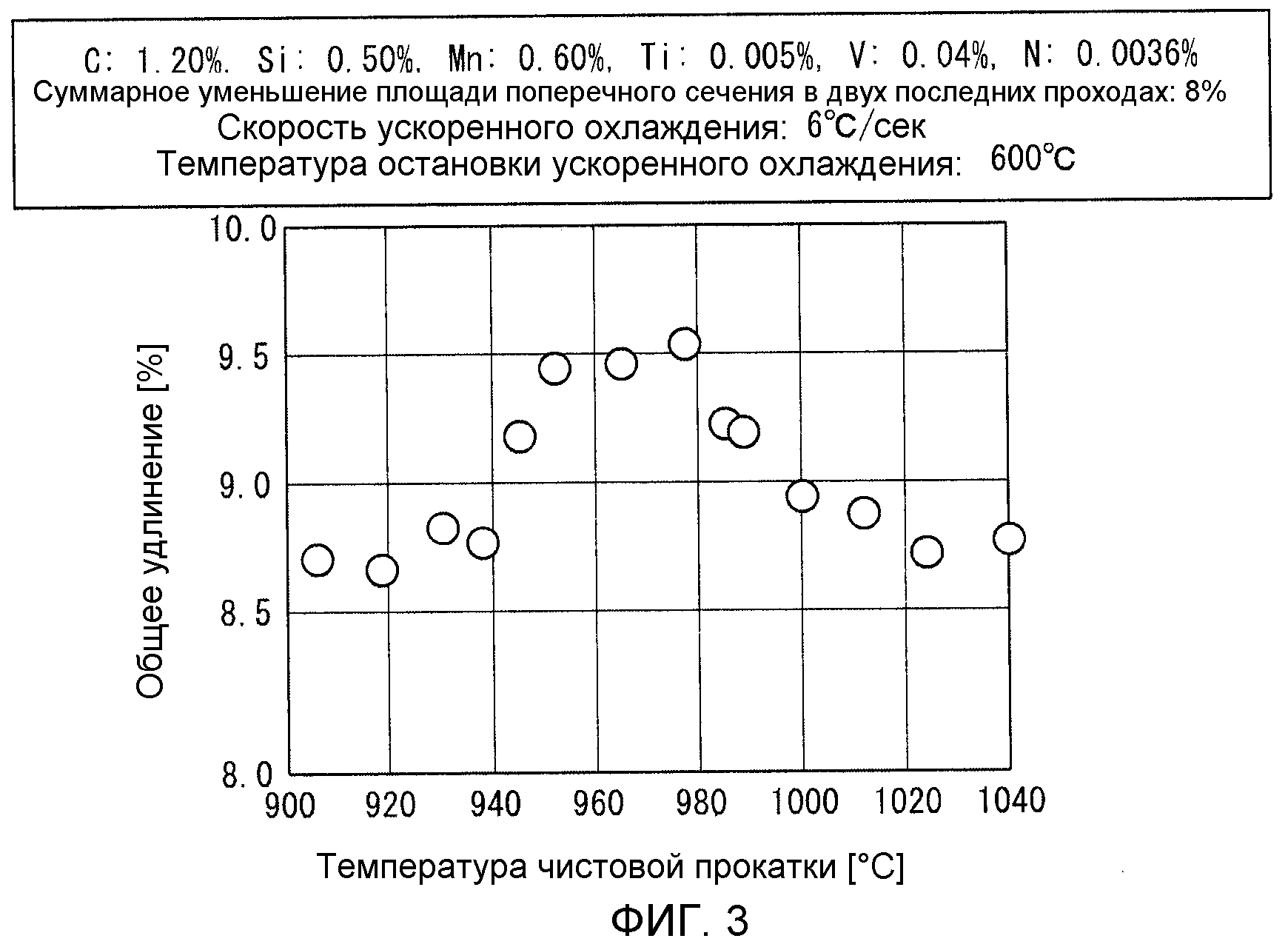
Фиг.3 показывает соотношение между температурами прокатки и общим удлинением по результатам испытания на растяжение горячекатаных листов (стальные рельсы), полученных при прокатке блюмов, содержащих (в массовых процентах): C: 1,2%, Si: 0,50%, Mn: 0,60%, Ti: 0,005%, V: 0,04%, N: 0,0036%, в условиях, когда температура чистовой прокатки составляла от 900°C до 1040°C, и суммарное уменьшение площади поперечного сечения в двух последних проходах составляло 8%.
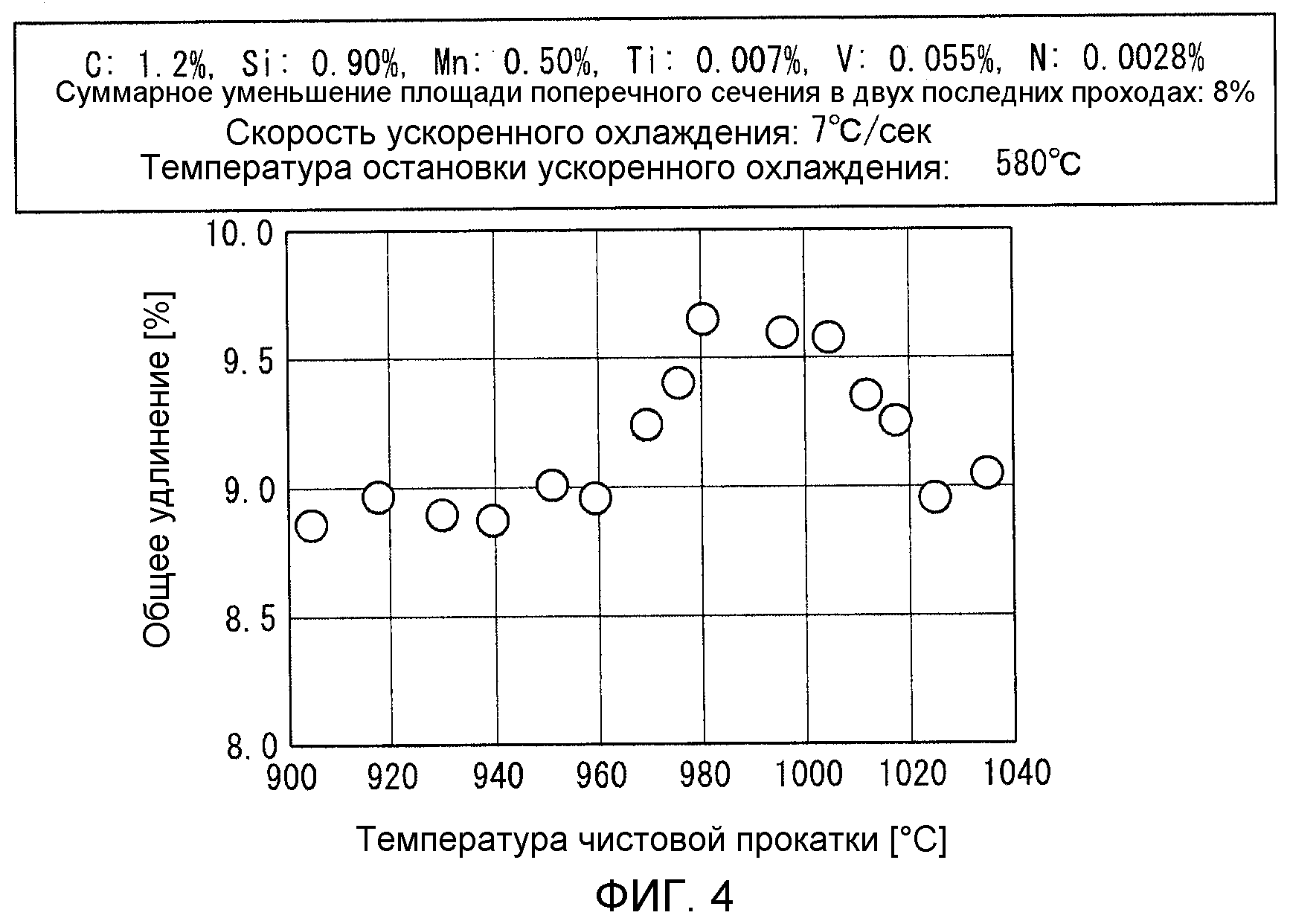
Фиг.4 показывает соотношение между температурами прокатки и общим удлинением по результатам испытания на растяжение горячекатаных листов (стальные рельсы), полученных при прокатке блюмов, содержащих (в массовых процентах): C: 1,2%, Si: 0,90%, Mn: 0,50%, Ti: 0,007%, V: 0,055%, N: 0,0028%, в условиях, когда температура чистовой прокатки составляла от 900°C до 1040°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах составляло 8%.
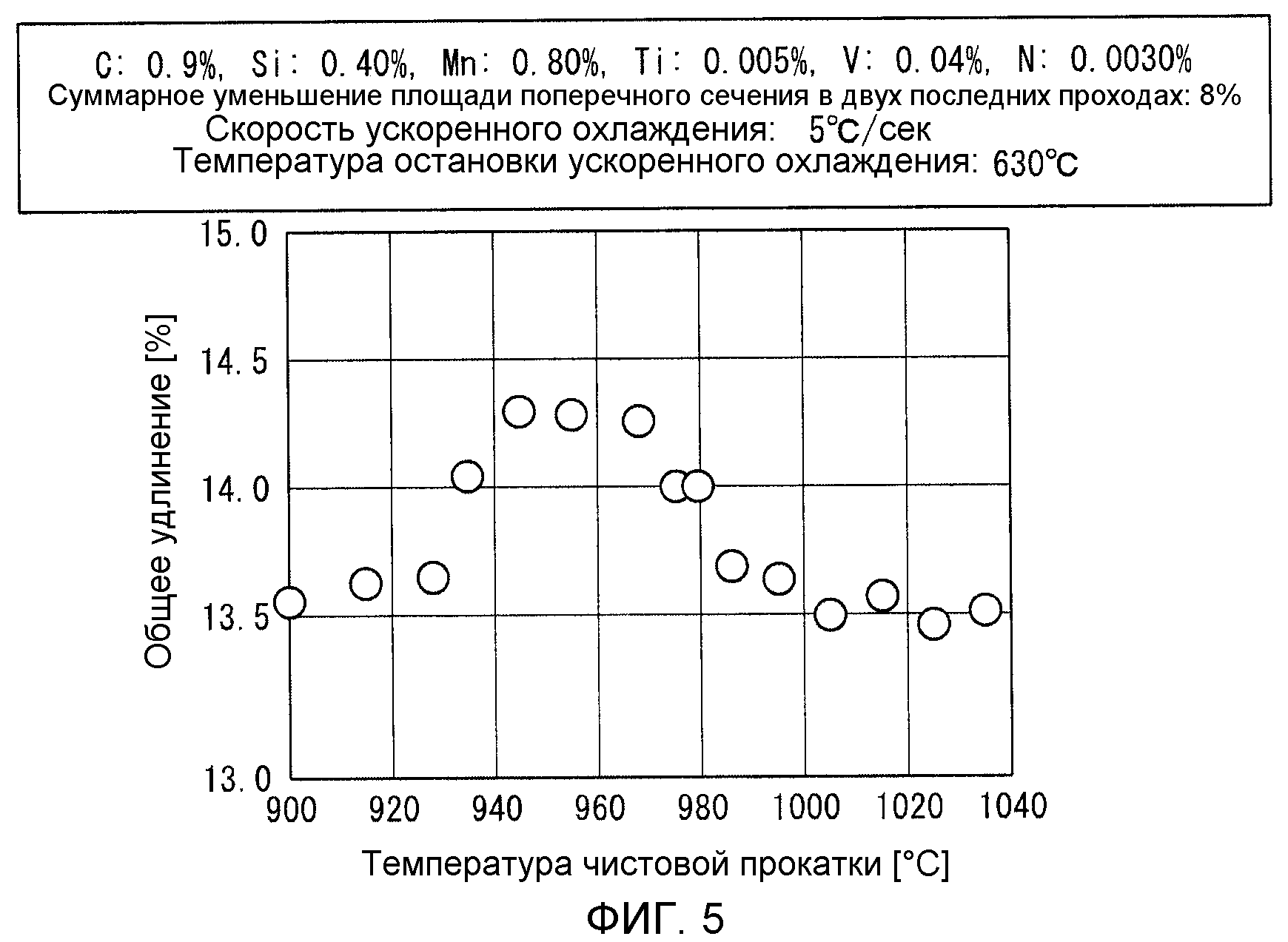
Фиг.5 показывает соотношение между температурами прокатки и общим удлинением по результатам испытания на растяжение горячекатаных листов (стальные рельсы), полученных при прокатке блюмов, содержащих (в массовых процентах) C: 0,9%, Si: 0,40%, Mn: 0,80%, Ti: 0,005%, V: 0,04%, N: 0,0030%, в условиях, когда температура чистовой прокатки составляла от 900°C до 1040°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах составляло 8%.
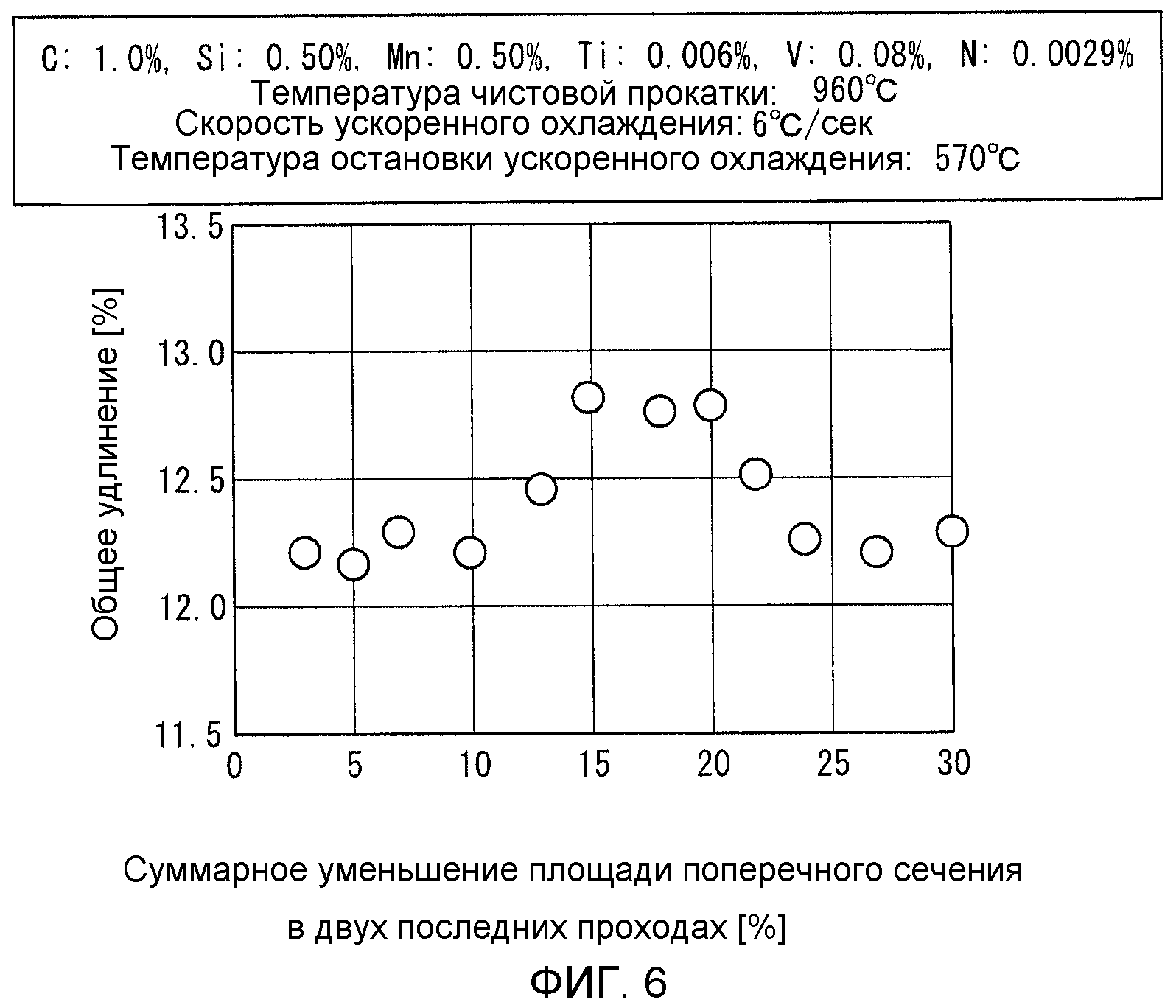
Фиг.6 показывает соотношение между суммарным уменьшением площади поперечного сечения в двух последних проходах и общим удлинением, по результатам испытания на растяжение горячекатаных листов, полученных при прокатке блюмов, содержащих (в массовых процентах): C: 1,0%, Si: 0,50%, Mn: 0,50%, Ti: 0,006%, V: 0,08%, и N: 0,0029%, в условиях, когда температура чистовой прокатки составляла 960°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах варьировалось.
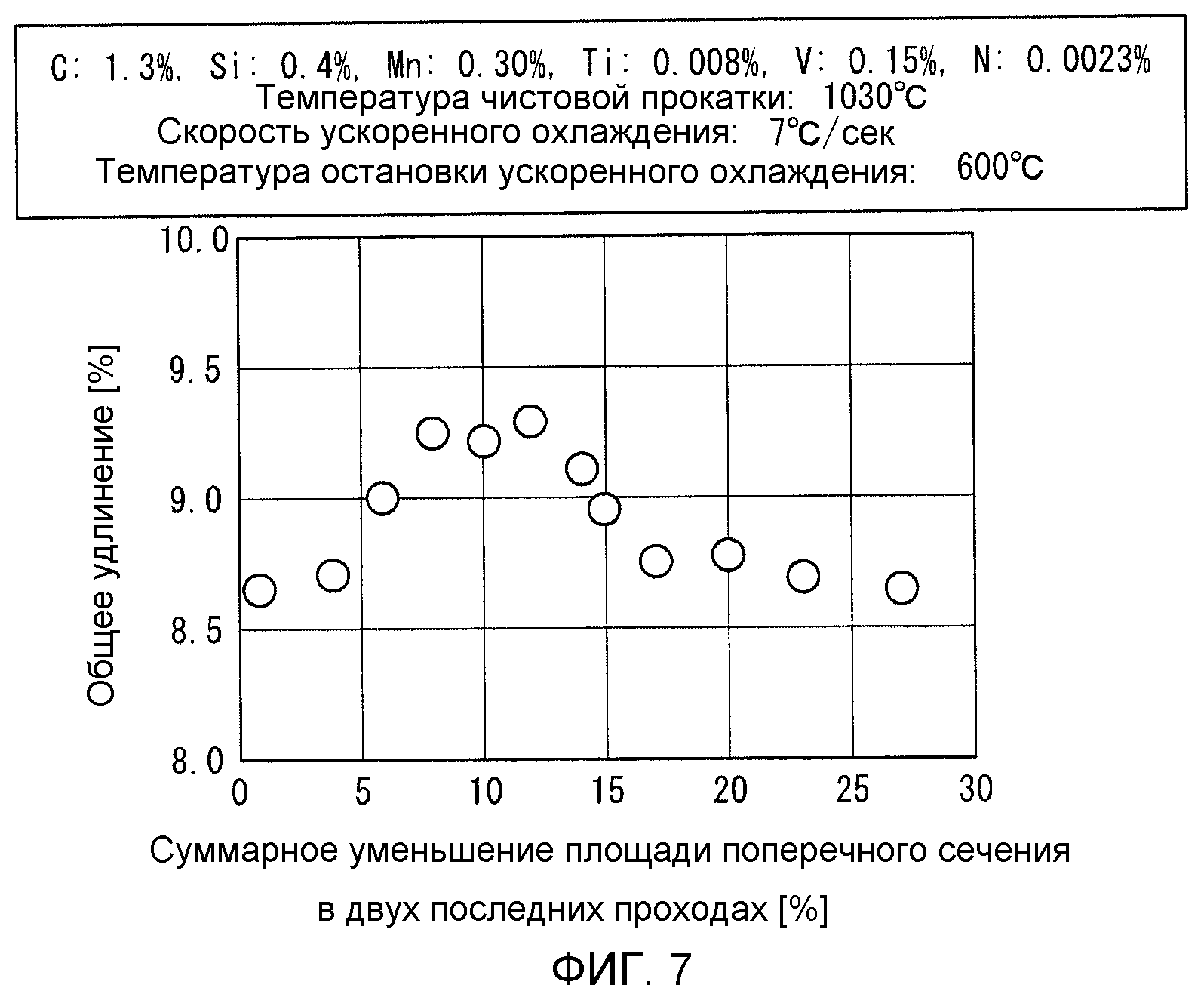
Фиг.7 показывает соотношение между суммарным уменьшением площади поперечного сечения в двух последних проходах и полным удлинением, по результатам испытания на растяжение горячекатаных листов, полученных при прокатке блюмов, содержащих (в массовых процентах): C: 1,3%, Si: 0,40%, Mn: 0,30%, Ti: 0,008%, V: 0,15%, N: 0,0023%, в условиях, когда температура чистовой прокатки составляла 1030°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах варьировалось.
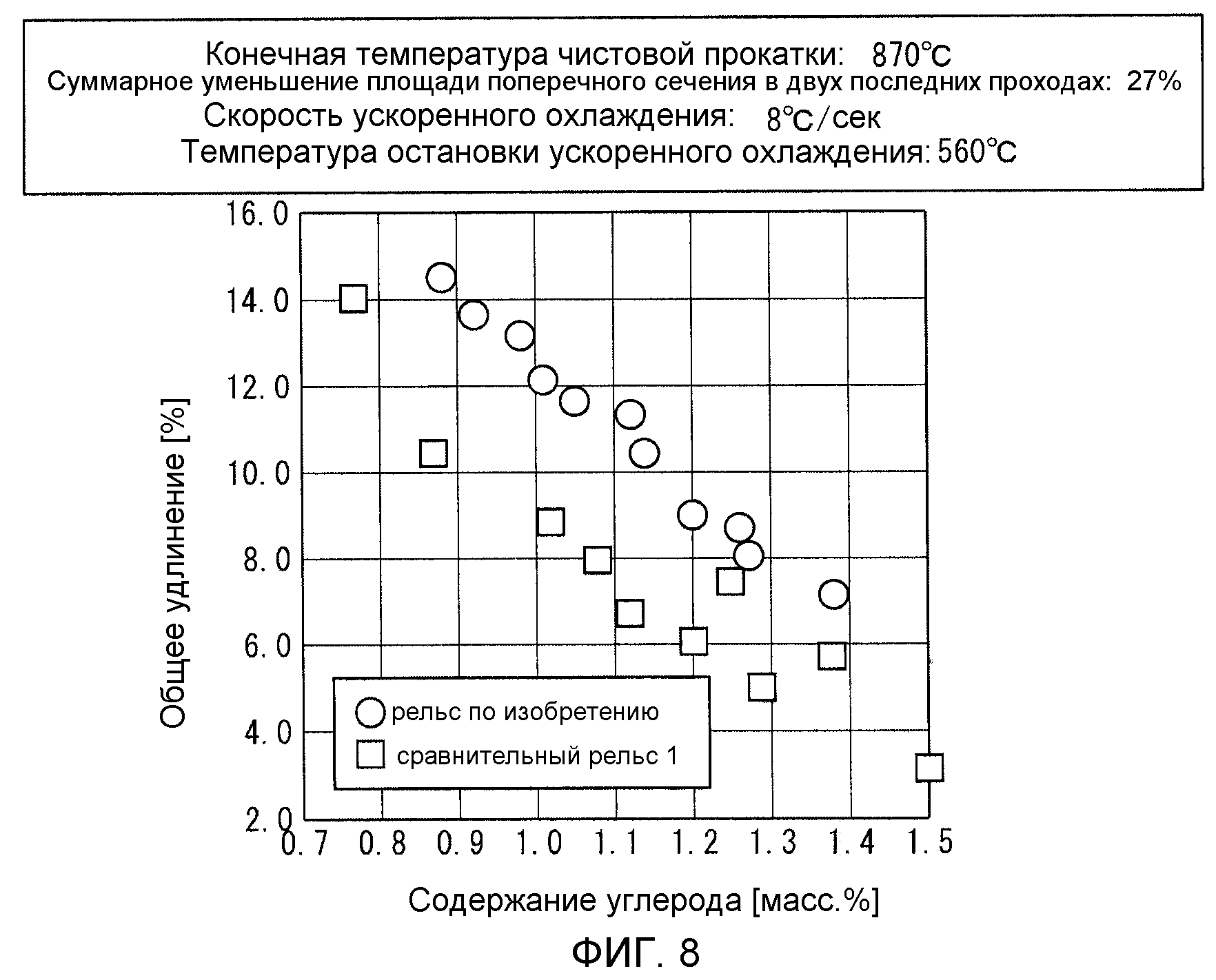
Фиг.8 показывает соотношение между содержанием углерода и общим удлинением, по результатам испытания на растяжение рельсов по изобретению (рельсы, предлагаемые настоящим изобретением) и сравнительных рельсов 1.
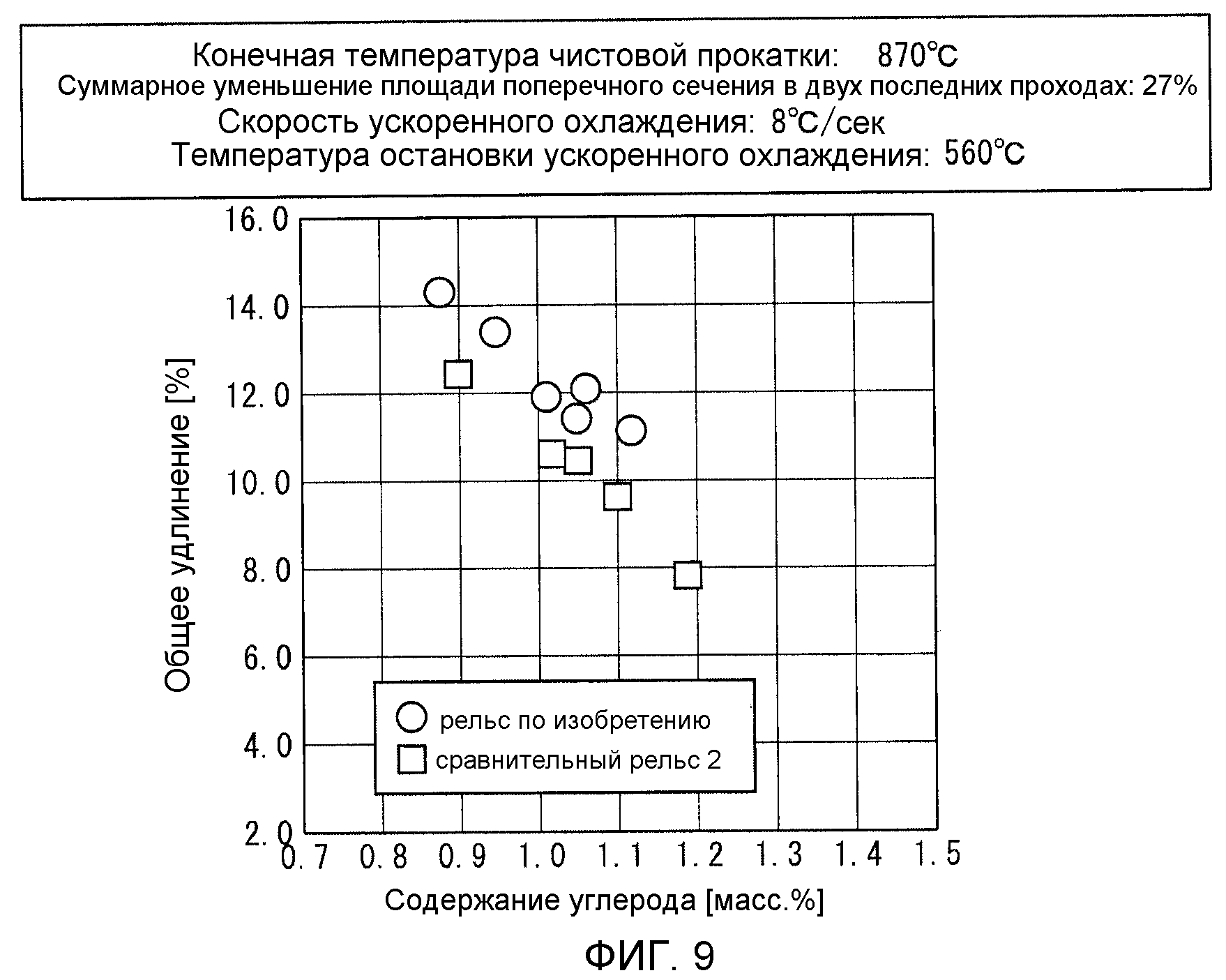
Фиг.9 показывает соотношение между содержанием углерода и полным удлинением, по результатам испытания на растяжение рельсов по изобретению (рельсы, предлагаемые настоящим изобретением) и сравнительных рельсов 2.
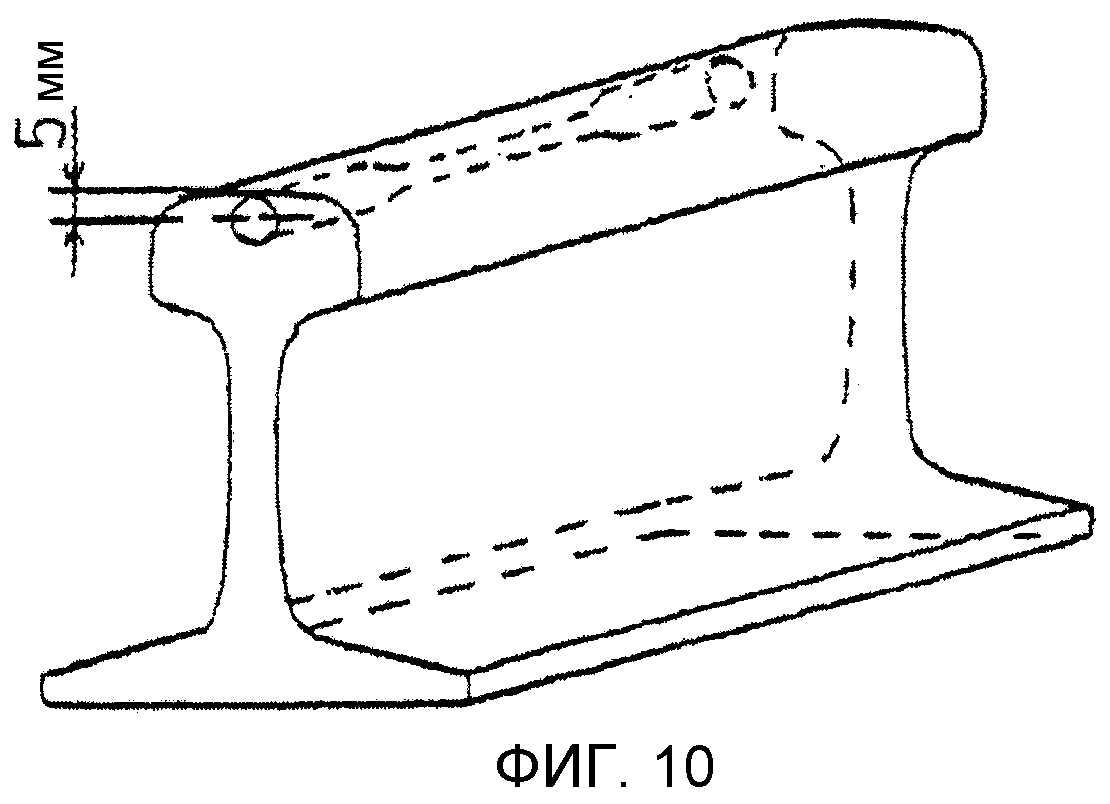
Фиг.10 показывает место, откуда был взят образец для испытания на растяжение головной части.
Вариант осуществления изобретения
Далее настоящее изобретение будет описано подробно.
(1) Причины, почему ограничивается химический состав рельсовой стали и блюма для горячей прокатки
Сначала будут подробно описаны причины, почему химический состав рельсовой стали ограничивается заявленным диапазоном. В дальнейшем описании единицами концентрации состава являются массовые проценты, и концентрация будет указана просто как "%".
C является эффективным элементом для ускорения перлитного превращения и обеспечения износостойкости. В случае, когда содержание C составляет 0,85% или меньше, нельзя обеспечить объемную долю цементитной фазы в перлитной структуре, и поэтому нельзя сохранить износостойкость на железных дорогах для грузовых перевозок. Кроме того, в случае, когда содержание C превышает 1,40%, рост зерен не подавляется, и становится заметным образование проэвтектоидного цементита, даже в случае, когда применятся способ получения согласно настоящему изобретению. В результате образуется еще больше крупных карбидов Ti и? как результат, ухудшается пластичность. Поэтому содержание C устанавливается в диапазоне от более 0,85 до 1,40%. При этом в случае, когда содержание углерода устанавливается на уровне 0,95% или выше, дополнительно улучшается износостойкость, и эффект улучшения срока службы рельсов становится значительным.
Si является важным компонентом как раскисляющий материал. Кроме того, Si является элементом, который улучшает твердость (прочность) головной части рельса благодаря упрочнению твердого раствора в ферритной фазе перлитной структуры. Кроме того, Si является элементом, который подавляет образование проэвтектоидной цементитной структуры в заэвтектоидной стали; тем самым подавляется ухудшение пластичности. Однако в случае, когда содержание Si ниже 0,10%, этих эффектов нельзя ожидать в достаточной степени. Кроме того, в случае, когда содержание Si превышает 2,00%, пластичность ферритной фазы ухудшается, и пластичность рельса не улучшается. Поэтому содержание Si устанавливается в диапазоне от 0,10% до 2,00%. При этом эффект подавления проэвтектоидного цементита становится выше, когда содержание Si составляет 0,3% или больше.
Mn является элементом, который повышает прокаливаемость, снижает температуру перлитного превращения и уменьшает расстояние между пластинками перлита. Поэтому достигается повышение твердости головной части рельса и одновременно подавляется образование проэвтктоидной цементитной структуры. Однако в случае, когда содержание Mn ниже 0,10%, эти эффекты становятся незначительными, а в случае, когда содержание Mn превышает 2,00%, заметно повышается прокаливаемость, и легко возникает мартенситная структура, которая вредна для пластичности. Кроме того, облегчается сегрегация, соответственно, в зонах сегрегации легко может образоваться проэвтектоидный цементит, который вреден для пластичности рельсов. В результате ухудшается пластичность. Поэтому содержание Mn устанавливается в диапазоне от 0,10% до 2,00%. При этом эффект уменьшения расстояния между пластинками перлита становится более выраженным в случае, когда содержание Mn составляет 0,3% или больше.
Когда Ti добавляют в сталь в незначительных количествах, Ti выделяется в виде мелких включений TiC, TiN, и Ti(C,N) или выделяется в комбинации с V на дислокациях, образованных в аустените при горячей прокатке, или на границах зерен аустенита. Таким образом, Ti является эффективным элементом для подавления роста аустенитных зерен после рекристаллизации, приводя к измельчению аустенитной структуры и улучшая пластичность рельсовой стали. Однако в случае, когда содержание Ti ниже 0,001%, этих эффектов нельзя ожидать в достаточной степени, и улучшение пластичности благодаря измельчению аустенита не наблюдается. Кроме того, в случае, когда содержание Ti превышает 0,01%, температура, при которой образуются включения, становится выше, чем температурный диапазон, в котором образуются включения на основе V, таким образом, комбинированное выделение включений (включения Ti в комбинации с V) становится невозможным. Поэтому содержание Ti устанавливается в диапазоне от 0,001% до 0,01%.
В случае когда содержание Ti составляет 0,003% или больше, в процессе горячей прокатки можно стабилизировать образование включений в аустените. Кроме того, в случае, когда содержание Ti превышает 0,008%, возрастает число включений в аустените. Однако с повышением содержания Ti температура образования сдвигается в сторону более высоких температур, поэтому включения в аустените становятся крупными. В результате эффект закрепления выходит на насыщение. Поэтому предпочтительный диапазон содержаний Ti составляет от 0,003% до 0,008%.
V выделяется в виде мелких включений VC, VN, и V(C,N) или выделяется в комбинации с Ti на дислокациях, образованных в аустените при горячей прокатке, или на границах зерен аустенита. Таким образом, V является эффективным элементом для подавления роста аустенитных зерен после рекристаллизации, приводя к измельчению аустенитной структуры и улучшая пластичность рельсовой стали. Однако в случае, когда содержание V ниже 0,005%, этих эффектов нельзя ожидать и улучшения пластичности благодаря перлитной структуре не наблюдается. Кроме того, в случае, когда содержание V превышает 0,20%, образуются грубые карбиды и нитриды вольфрама, и поэтому нельзя подавить рост аустенитных зерен. В результате пластичность рельсовой стали ухудшается. Поэтому содержание V устанавливается в диапазоне от 0,005% до 0,20%.
В случае когда содержание V составляет 0,02% или больше, в процессе горячей прокатки можно стабилизировать образование включений в аустените. Кроме того, в случае, когда содержание V превышает 0,15%, полное число включений повышается. Однако температура образования сдвигается к более высоким температурам, и поэтому включения в аустените становятся грубее. В результате эффект закрепления выходит на насыщение. Поэтому предпочтительный диапазон содержания V составляет от 0,02% до 0,15%.
N не является элементом, который требуется добавлять обязательно. Однако в случае, когда имеется 0,0040% или более N, большая часть Ti превращается в крупные включения TiN в расплавленной стали, поэтому на стадии повторного нагрева при горячей прокатке N не находится в аустените в виде твердого раствора. В результате становится невозможным образование тонких включений на основе Ti (TiC, TiN, Ti(C,N)) или смешанных включений Ti и V для подавления роста зерен аустенита во время горячей прокатки и сразу после горячей прокатки. Поэтому содержание N устанавливается в диапазоне ниже 0,0040%. Кроме того, температура, при которой образуются включения на основе Ti, заметно повышается при повышении содержания N. Поэтому предпочтительно устанавливать содержание N в интервале менее 0,0030%, чтобы формировать включения в том диапазоне температур, в котором образуются включения на основе V.
(2) Причины, по которым ограничивается диапазон отношений добавленных количеств Ti и V (V/Ti)
Будут описаны причины, почему отношение содержания Ti и содержания V в стали по настоящему изобретению устанавливаются в диапазоне, представленном следующей формулой (1).
|
Эксперимент 1
Сначала авторы изобретения готовили блюмы для прокатки рельсов, содержащие (в масс.%): C: 0,96%, Si: 0,40%, Mn: 0,50%, Ti: 0,004%, N: 0,0035%, и? кроме того, содержащие V в разных количествах в диапазоне от 0,005% до 0,12%, остальное составляли Fe и неизбежные примеси. Эти блюмы повторно нагревали и выдерживали при 1250°C 60 минут, затем проводили горячую прокатку в условиях, когда конечная температура чистовой прокатки составляла 1000°C, и суммарное уменьшение площади поперечного сечения в двух последних проходах равнялось 10%. Затем, после завершения горячей прокатки, проводили ускоренное охлаждение со скоростью охлаждения 10°C/сек от 780°C (температура, соответствующая области аустенита) до 570°C. Тем самым получали горячекатаные материалы. Из горячекатаных материалов делали образцы для испытаний и проводили испытания на растяжение. Полученные результаты показаны на фиг. 1. Как показано на фиг. 1, было найдено, что общее удлинение улучшается в особом диапазоне отношений V/Ti, когда устанавливается соотношение между отношением V/Ti (количество Ti к количеству V) и общим удлинением.
Эксперимент 2
Далее, готовили блюмы для прокатки рельсов, содержащие: C: 1,10%, Si: 0,64%, Mn: 0,82%, V: 0,04%, N: 0,0036%, и? кроме того, содержащие Ti в различных количествах в диапазоне от 0,0015% до 0,01%, баланс составляли Fe и неизбежные примеси. Эти блюмы повторно нагревали и выдерживали при 1280°C в течение 70 минут, а затем проводили горячую прокатку в условиях, когда конечная температура чистовой прокатки составляла 870°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах было 7%. Затем, после завершения горячей прокатки, проводили ускоренное охлаждение со скоростью охлаждения 8°C/сек от 770°C (температура, соответствующая области аустенита) до 580°C. Таким образом получали горячекатаные материалы. Из горячекатаных материалов делали образцы для испытаний и проводили испытания на растяжение. Полученные результаты показаны на фиг.2. Как показано на фиг.2, было найдено, что общее удлинение в диапазоне отношения V/Ti улучшается в особом диапазоне отношений V/Ti, когда устанавливают соотношение между количеством Ti и количеством V и общим удлинением.
Из этих результатов было найдено, что общее удлинение улучшается, когда величина V/Ti составляет от 5 до 20, по сравнению с общим удлинением в случае, когда значение V/Ti лежит вне этого диапазона. В частности, общее удлинение улучшается на 5% или больше, если установить отношение V/Ti в диапазоне от 5 до 20.
В результате детальных исследований дисперсного состояния включений в горячекатаных материалах было найдено, что в материалах, у которых значение V/Ti лежит в диапазоне от 5 до 20, имелось большее число включений на основе Ti и включений на основе V, чем в материалах, у которых значение V/Ti лежало вне этого диапазона. В результате исследований характеристик образования включений на основе Ti и включений на основе V в горячекатаных материалах было найдено, что температуры образования включений на основе Ti и включений на основе V в материалах, у которых значение V/Ti лежало в диапазоне от 5 до 20, находились почти в одинаковых температурных диапазонах. Из этих результатов можно считать, что как включения на основе Ti, так и включения на основе V тонко распределяются в большом количестве, используя дислокации, образованные в аустените в качестве центров включений на конечной стадии чистовой прокатки. Считается, что в материале, у которого отношение V/Ti лежит вне диапазона 5-20, температура образования включений на основе Ti и температура образования включений на основе V разные, и поэтому либо включения на основе Ti, либо включения на основе V не могут быть тонко распределены в больших количествах на дислокациях, введенных в аустенит в качестве центров выделения включений во время конечной чистовой прокатки. В случае когда значение V/Ti лежит в диапазоне 9-15, температура образования включений на основе Ti и температура образования включений на основе V ближе друг другу по сравнению со случаями, когда отношение V/Ti лежит вне этого диапазона. Тем самым образование включений на основе Ti, включений на основе V и комбинированных включения Ti-V стабилизировано.
При этом, что касается химического состава блюмов для горячей прокатки в настоящем изобретении, компоненты, отличные от C, Si, Mn, Ti, V и N, особо не ограничиваются, однако при необходимости можно, чтобы стали содержали, кроме того, один или более элементов из Nb, Cr, Mo, B, Co, Cu, Ni, Mg, Ca, Al и Zr. Далее будут описаны причины ограничения диапазонов компонентов.
Nb подавляет рост аустенитных зерен после рекристаллизации посредством карбидов Nb и карбонитридов Ni, которые выделяются при горячей прокатке. Кроме того, Nb является эффективным элементом для повышения пластичности перлитной структуры и улучшения прочности в результате дисперсионного упрочнения благодаря карбидам Nb и карбонитридам Nb, которые выделяются в ферритной фазе перлитной структуры во время термообработки после горячей прокатки. Кроме того, Nb является элементом, который стабильно создает карбиды и карбонитриды при повторном нагреве и предотвращает разупрочнение зон термического влияния сварных швов. Однако этого эффекта не стоит ожидать в случае, когда содержание Nb ниже 0,002%, и улучшение твердости перлитной структуры и улучшение пластичности не наблюдаются. Кроме того, в случае, когда добавляют более 0,050% Nb, образуются крупные карбиды Nb и крупные карбонитриды Nb, тем самым ухудшается пластичность рельсовой стали. Поэтому содержание Nb предпочтительно устанавливается в диапазоне от 0,002% до 0,050%.
Cr является элементом, который повышает точку равновесного превращения перлита, тем самым перлитная структура измельчается. В результате Cr способствует повышению твердости (прочности). В то же время Cr упрочняет цементитную фазу, поэтому улучшается твердость (прочность) перлитной структуры. В результате Cr улучшает износостойкость. Однако в случае, когда содержание Cr ниже 0,05%, эффекты незначительные. В случае когда добавляется чрезмерно много Cr, более 2,00%, заметно повышается прокаливаемость, и образуется большое количество мартенситной структуры, в результате ухудшается пластичность рельсовой стали. Поэтому содержание Cr предпочтительно устанавливается в диапазоне от 0,05% до 2,00%.
Как и Cr, Mo является элементом, который повышает точку равновесного превращения перлита, тем самым перлитная структура измельчается. Как результат, Mo способствует повышению твердости (прочности), и Mo улучшает твердость (прочность) перлитной структуры. Однако в случае, когда содержание Mo ниже 0,01%, влияние незначительное, и эффект улучшения твердости рельсовой стали не наблюдается. Кроме того, в случае, когда добавляется чрезмерно много Mo, более 0,50%, скорость превращения перлитной структуры заметно снижается, тем самым легко образуется мартенситная структура, которая вредна для пластичности рельсовой стали. Поэтому содержание Mo предпочтительно устанавливается в диапазоне от 0,01% до 0,50%.
B образует борокарбиды железа на границах бывших аустенитных зерен и улучшает образование проэвтектоидной цементитной структуры. В то же время B является элементом, который снижает зависимость температуры перлитного превращения от скорости охлаждения, соответственно, распределение твердости в головной части становится однородным. Как результат, B предотвращает ухудшение пластичности рельсов, тем самым можно повысить срок службы. Однако в случае, когда содержание B ниже 0,0001%, эффекты недостаточны, и улучшения образования проэвтектоидной цементитной структуры или распределения твердости в головной части рельса не наблюдается. Кроме того, в случае, когда добавлено больше 0,0050% B, на границах бывших аустенитных зерен образуются грубые борокарбиды железа, и пластичность и ударная вязкость рельсовой стали заметно ухудшаются. Поэтому содержание B предпочтительно устанавливается в диапазоне от 0,0001% до 0,0050%.
Co растворен в твердом растворе феррита в перлитной структуре, тем самым Co улучшает твердость (прочность) перлитной структуры благодаря упрочнение твердого раствора. Кроме того, Co является элементом, который повышает энергию превращения перлита и измельчает перлитную структуру, соответственно улучшается пластичность. Однако в случае, когда содержание Co ниже 0,10%, этих эффектов ожидать не стоит. Кроме того, в случае, когда добавляется более 2,00% Co, пластичность ферритной фазы в перлитной структуре заметно ухудшается, и? как результат этого, заметно ухудшается пластичность рельсовой стали. Поэтому содержание Co предпочтительно устанавливается в диапазоне от 0,10% до 2,00%.
Cu растворена в твердом растворе феррита в перлитной структуре, тем самым Cu улучшает твердость (прочность) перлитной структуры, благодаря упрочнение твердого раствора. Однако в случае, когда содержание Cu ниже 0,05%, этих эффектов ожидать не стоит. Кроме того, в случае, когда добавляется больше 1,00% Cu, заметно улучшается прокаливаемость, тем самым легко образуется мартенситная структура, которая вредна для износостойкости головной части рельса и пластичности рельсовой стали. Кроме того, заметно ухудшается пластичность ферритной фазы в перлитной структуре, соответственно этому ухудшается пластичность рельсовой стали. Поэтому содержание Cu предпочтительно устанавливается в диапазоне от 0,05% до 1,00%.
Ni является элементом, который предотвращает охрупчивание во время горячей прокатки из-за добавления Cu, и одновременно Ni повышает твердость (прочность) перлитной стали благодаря упрочнению твердого раствора в феррите. Однако в случае, когда содержание Ni ниже 0,01%, эти эффекты очень слабые. Кроме того, в случае, когда добавляется более 1,00% Ni, заметно ухудшается пластичность ферритной фазы в перлитной структуре и тем самым ухудшается пластичность рельсовой стали. Поэтому содержание Ni предпочтительно устанавливается в диапазоне от 0,01% до 1,00%.
Mg является элементом, который соединяется с O, S, Al и другими, образуя тонкие оксиды и сульфиды, таким образом, Mg подавляет рост кристаллических зерен и измельчает аустенитные зерна на стадии повторного нагрева при горячей прокатке. Как результат, Mg является эффективным элементом для улучшения пластичности перлитной структуры. Кроме того, MgO и MgS способствуют мелкодисперсному распределению MnS, в результате вокруг MnS образуются зоны, обедненные Mn. Это способствует наступлению перлитного превращения. Таким образом, поскольку Mg уменьшает размеры перлитных блоков, Mg является эффективным элементом для улучшения пластичности перлитной структуры. Однако в случае, когда содержание Mg ниже 0,0005%, эффект слабый. В случае когда добавлено больше 0,020% Mg, образуются крупные оксиды Mg, тем самым, ухудшается пластичность рельсовой стали. Поэтому содержание Mg предпочтительно устанавливается в диапазоне от 0,0005% до 0,0200%.
Ca имеет сильную силу химической связи с S и образует сульфиды в форме CaS. Кроме того, CaS способствует мелкодисперсному распределению MnS, и вокруг MnS образуются зоны, обедненные Mn. Это способствует наступлению перлитного превращения. Таким образом, поскольку Ca уменьшает размеры перлитных блоков, Ca является эффективным элементом для улучшения пластичности перлитной структуры. Однако в случае, когда содержание Ca ниже 0,0005%, эффект слабый. В случае, когда добавляется более 0,0150% Ca, образуются грубые оксиды Ca, соответственно ухудшается пластичность рельсовой стали. Поэтому содержание Ca предпочтительно устанавливается в диапазоне от 0,0005% до 0,0150%.
Al является полезным компонентом как раскислитель. Кроме того, Al является элементом, который повышает температуру эвтектоидного превращения до более высокой температуры, таким образом, Al является эффективным элементом для повышения прочности перлитной структуры и предотвращения образование проэвтектоидной цементитной структуры. Однако в случае, когда содержание Al ниже 0,0050%, эти эффекты слабые. В случае когда добавляется более 1,00% Al, становится трудным растворить Al в стали как твердый раствор, соответственно, образуются грубые включения на основе оксида алюминия, которые действуют как исходные точки для усталостного разрушения. В результате ухудшается пластичность рельсовой стали, и, кроме того, при сварке образуются оксиды, тем самым свариваемость заметно ухудшается. Поэтому содержание Al предпочтительно устанавливается в диапазоне от 0,0050% до 1,00%.
Так как включения ZrO2 имеют хорошее соответствие решеток с аустенитом, включения ZrO2 действуют как зародыши затвердевания (кристаллизации) в высокоуглеродистой рельсовой стали, первичными кристаллами которой в процессе затвердевания является аустенит. Таким образом, повышается доля равноосной кристаллизации в отвердевших структурах. Таким образом, Zr является элементом, который подавляет образование зон ликвации в центре отлитого блюма и подавляет образование проэвтектоидной цементитной структуры, которая должна бы образовываться в рельсе на участках ликвации. Однако в случае, когда содержание Zr ниже 0,0001%, число включений на основе ZrO2 мало, таким образом, включения на основе ZrO2 не действуют в достаточной степени как зародыши затвердевания. В результате в зонах ликвации образуется проэвтектоидная цементитная структура, тем самым ухудшается пластичность рельсовой стали. Кроме того, в случае, когда содержание Zr превышает 0,2000%, образуется большое количество грубых включений на основе Zr, тем самым ухудшается пластичность рельсовой стали. Поэтому содержание Zr предпочтительно лежит в диапазоне от 0,0001% до 0,2000%.
Помимо вышеуказанных компонентов в рельсовой стали содержатся примесные элементы, примерами которых являются P и S.
P является элементом, который ухудшает пластичность рельсовой стали, и когда содержится более 0,035% P, его влияние нельзя игнорировать. Поэтому содержание P предпочтительно устанавливается в диапазоне 0,035% или меньше, более предпочтительно в диапазоне 0,020% или меньше.
S является элементом, который присутствует в стали в основном в форме включений (MnS и подобного), и S приводит к охрупчиванию стали (ухудшение пластичности). В частности, в случае, когда содержание S превышает 0,035%, негативный эффект хрупкости нельзя игнорировать. Поэтому содержание S предпочтительно устанавливается в диапазоне 0,035% или ниже, более предпочтительно в диапазоне 0,020% или ниже.
Блюмы для горячей прокатки, имеющие вышеупомянутый состав, готовили следующим способом. Проводили плавку, чтобы получить расплавленную сталь, в обычно применяемой плавильной печи, как конвертер, электропечь или подобное. Из расплавленной стали отливали слитки и подвергали раскатке или подвергали непрерывной прокатке, чтобы получить блюм для горячей прокатке.
(2) Условия получения
Далее будут описаны условия получения рельса по изобретению (рельса, предлагаемого настоящим изобретением).
Способ получения рельса по изобретению включает процесс, на котором блюм подвергают горячей прокатке для превращения блюма в рельс и последующий процесс, на котором проводится термическая обработка (нагревание и охлаждение). Процесс горячей прокатки включает процесс, на котором блюм повторно нагревают, и процесс, на котором блюм подвергают чистовой прокатке.
(a) Температура нагрева
В процессе повторного нагрева блюма для прокатки рельсов во время горячей прокатки температура повторного нагрева особо не ограничивается. Однако в случае, когда температура повторного нагрева ниже 1200°C, крупные включения на основе Ti, на основе V или смешанные включения Ti-V, которые образуются при охлаждении после отливки, не переходят в форму твердого раствора. Поэтому становится невозможным получить тонкие включения в аустените во время прокатки. Следовательно, становится невозможным подавить рост аустенитных зерен. Поэтому температура нагрева предпочтительно лежит в диапазоне 1200°C или выше. Кроме того, более предпочтительно, чтобы время выдержки при температуре 1200°C или выше составляло 40 минут или больше, чтобы в достаточной степени перевести в твердый раствор крупные включения на основе Ti, включения на основе V или смешанные включения Ti-V в стали.
Ti и V, которые растворяются в стали во время повторного нагрева блюма для прокатки рельсов, могут выделяться в больших количествах в виде мелких включений, используя деформации, введенные в аустенит при прокатке, как центры зародышеобразования на конечной стадии чистовой прокатки процесса чистовой прокатки во время горячей прокатки. Однако в случае, когда конечная температура чистовой прокатки превышает 1100°C, образование включений на основе Ti медленное. Поэтому включения становятся грубыми, даже когда включения образуются на деформациях, созданных при горячей прокатке, таким образом, эффект подавления роста аустенитных зерен не достигается. Кроме того, в случае, когда прокатка проводится при температуре ниже 850°C, легко образуются очень мелкие включения, поэтому нельзя получить эффекта закрепления. Следовательно, получается эффект подавления рекристаллизации, а не эффект подавления роста аустенитных зерен; тем самым, однородная структура не может быть получена. Поэтому конечная чистовая прокатка предпочтительно проводится при температуре в диапазоне от 850°C до 1100°C. Кроме того, в этом температурном диапазоне легко образуются мелкие включения на основе Ti, когда температура чистовой прокатки снижается.
(b) Причины, почему ограничена температура чистовой прокатки
Будут описаны причины, почему в настоящем изобретении температура чистовой прокатки ограничена интервалом Tc-25≤FT≤Tc+25 (формула (3)), где величина Tc рассчитывается по формуле (2).
В процессе нагрева блюма для прокатки рельсов перед горячей прокаткой Ti и V растворяются в стали, и во время горячей прокатки Ti и V выделяются в аустените как включения на основе Ti (TiC, TiN, Ti(C,N)), включения на основе V (VC, VN, V(C,N)) или смешанные включения Ti-V, в силу чего подавляется рост аустенитных зерен. Кроме того, мелкие включения образуются при контроле температуры прокатки в процессе чистовой прокатки в температурном диапазоне, в котором включения легко образуются. В результате рост аустенитных зерен можно еще больше подавить. Это объясняется тем, что деформации, введенные в аустенит во время горячей прокатки, действуют как центры зародышеобразования (центры, на которых легко образуются включения).
Однако, температурный диапазон, в котором включения легко образуются, варьируется в зависимости не только от добавленных количеств Ti и V, являющихся элементами, образующими включения, но также от количества C, которое добавляют, чтобы получить рельс с достаточной износостойкостью.
Эксперимент 3
Таким образом, авторы изобретения подробно исследовали на экспериментах соотношение между температурным диапазоном, в котором легко образуются включения, и содержанием C, содержанием Ti или содержанием V. Сначала получали блюмы для прокатки рельсов, содержащие: C: 1,2%, Si: 0,50%, Mn: 0,60%, Ti: 0,005%, V: 0,04% (V/Ti=8,0) и N: 0,0036%. Блюмы повторно нагревали и выдерживали при 1280°C в течение 60 минут. Затем проводили прокатку в условиях, когда температура чистовой прокатки варьировалась в диапазоне от 900°C до 1040°C, и суммарное уменьшение площади поперечного сечения в двух последних проходах составляло 8% на стадии чистовой прокатки процесса горячей прокатки. Затем проводили ускоренное охлаждение со скоростью охлаждения 6°C/сек от 800°C (температура, соответствующая области аустенита) до 600°C, тем самым были получены стальные рельсы. После охлаждения проводили испытания на растяжение. Фиг.3 показывает соотношение между температурой конца прокатки и полным удлинением по результатам испытания на растяжение стальных рельсов. Как показано на фиг.3, значения полного удлинения сталей повышались в определенном диапазоне температур. Как результат обследования аустенитной зернистой структуры, образованной в условиях соответствующих температур чистовой прокатки, получено, что аустенитная зернистая структура была мелкой в сталях, в которых полное удлинение было увеличено, по сравнению с аустенитными зернистыми структурами в других сталях. Температура чистовой прокатки, при которой увеличивалось полное удлинение, соответствовала температурному диапазону, в котором легко создавались включения на основе Ti, на основе V и смешанные включения Ti и V. Таким образом, включения тонко распределялись, используя дислокации, вводимые во время конечной чистовой прокатки как центры включений. Как результат, возрастал эффект подавления роста аустенитных зерен. Это рассматривается как причина, почему были получены вышеупомянутые результаты исследований.
Эксперимент 4
Далее, получали блюмы для прокатки рельсов, содержащие: C: 1,2%, Si: 0,90%, Mn: 0,50%, Ti: 0,007%, V: 0,055% (V/Ti=7,9) и N: 0,0028%. Блюмы повторно нагревали и выдерживали при 1280°C в течение 60 минут. Затем проводили прокатку в условиях, когда температура чистовой прокатки варьировалась в диапазоне от 900°C до 1040°C, и суммарное уменьшение площади поперечного сечения в двух последних проходах чистовой прокатки в процессе горячей прокатки составляло 8%. Затем проводили ускоренное охлаждение со скоростью охлаждения 7°C/сек с 790°C (температура, соответствующая области аустенита) до 580°C, в результате были получены стальные рельсы. После охлаждения проводили испытания на растяжение. Фиг.4 показывает соотношение между температурой конца прокатки и полным удлинением по результатам испытания на растяжение стальных рельсов. Как показано на фиг.4, значения полного удлинения сталей повышалось в определенном температурном диапазоне. Однако пиковая температура, при которой значение полного удлинения имеет максимум, сдвигалось к более высоким температурам, чем на фиг.3. По-видимому, это объясняется тем, что содержание Ti и содержание V были больше, чем в блюмах, использованных в эксперименте 3, следовательно, область температур, где легко образуются включения на основе Ti, на основе V и смешанные включения Ti и V, сдвигалась в сторону более высокой температуры.
Эксперимент 5
Кроме того, готовили блюмы для прокатки рельсов, содержащие: C: 0,9%, Si: 0,40%, Mn: 0,80%, Ti: 0,005%, V: 0,04% (V/Ti=8,0) и N: 0,0030%. Блюмы повторно нагревали и выдерживали при 1280°C в течение 60 минут. Затем проводили прокатку в условиях, когда температура чистовой прокатки варьировалась в диапазоне от 900°C до 1040°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах чистовой прокатки в процессе горячей прокатки составляло 8%. Затем проводили ускоренное охлаждение со скоростью охлаждения 5°C/сек с 780°C (температура, соответствующая области аустенита) до 630°C, таким образом, были получены стальные рельсы. После охлаждения проводили испытания на растяжение. Фиг.5 показывает соотношение между температурой конца прокатки и полным удлинением по результатам испытания на растяжение стальных рельсов. Как показано на фиг.5, значения полного удлинения сталей повышалось в определенном температурном диапазоне. Хотя содержание Ti и содержание V были такими же, как и в эксперименте 1, температура прокатки, при которой значение полного удлинения имеет пик, была сдвинута в сторону более низких температур, чем в примере эксперимента 3. По-видимому, это связано с тем, что температура образования включений была сдвинута в сторону более низких температур, так как содержание C было низким, тогда как содержание Ti и содержание V были такими же, как в примере эксперимента 3.
Из приведенных выше результатов было найдено следующее. В процессе чистовой прокатки необходимо контролировать температуру конца прокатки в определенном диапазоне в соответствии с содержанием C, содержанием Ti и содержанием V, чтобы подавить рост аустенитных зерен после горячей прокатки, и чтобы улучшить пластичность в случае, когда производится стальной рельс, который содержит: C: от более 0,85 до 1,40%, Si: от 0,10% до 2,00%, Mn: от 0,10% до 2,00%, Ti: от 0,001% до 0,01%, V: от 0,005% до 0,20% и N: менее 0,0040%, и имеет отношение содержания V к содержанию Ti, V/Ti, в диапазоне от 5 до 20.
Таким образом, авторы изобретения проанализировали на основе данных испытаний соотношение между предпочтительными температурами чистовой прокатки в процессе чистовой прокатки и содержанием C, содержанием Ti или содержанием V. Как результат было найдено, что мелкие включения на основе Ti, на основе V или смешанные включения Ti и V образуются на дислокациях, введенных во время конечной прокатки в процессе чистовой прокатки, как центрах зародышеобразования в случае, когда температура чистовой прокатки (FT) в процессе чистовой прокатки лежит в диапазоне Tc-25≤FT≤Tc+25 (формула (3)), где величина Tc рассчитана по формуле (2), включающей содержание C, содержание Ti и содержание V. Таким образом, можно еще больше подавить рост аустенитных зерен (рост зерен аустенита) по сравнению со случаем, когда FT находится вне вышеуказанного диапазона. В случае когда FT превышает Tc+25, образование включений чрезвычайно медленное. Поэтому включения укрупняются, даже когда включения образуются на деформациях, введенных во время прокатки, тем самым, эффект подавления роста аустенитных зерен не достигается. Кроме того, в случае, когда прокатка проводится при температуре ниже 850°C, легко образуются чересчур мелкие включения, поэтому не может быть получен эффект закрепления. Кроме того, достигается эффект подавления рекристаллизации, а не эффект подавления роста аустенитных зерен, соответственно, нельзя получить однородную структуру. Поэтому конечная чистовая прокатка предпочтительно проводится при температуре в диапазоне от 850°C до 1100°C. При этом более предпочтительно устанавливать температуру чистовой прокатки (FT) в процессе чистовой прокатки в диапазоне, удовлетворяющем Tc-15≤FT≤Tc+15, где
|
(c) Причины, почему ограничивается уменьшение площади поперечного сечения в двух последних проходах в процессе чистовой прокатки
Суммарное уменьшение площади поперечного сечения в двух последних проходах процесса чистовой прокатки предпочтительно контролируется так, чтобы удовлетворялось Rc-5≤FR≤Rc+5 (формула (5)), где значение Rc рассчитывается по формуле (4). Причины будут описаны ниже.
Как описано выше, в процессе нагрева блюма для прокатки рельсов Ti и V растворяются в стали, и Ti и V могут выделяться в виде мелких включений на основе Ti (TiC, TiN, Ti(C,N)), на основе V (VC, VN, V(C,N)) или смешанных включений Ti-V, используя введенные в аустенит дислокации как центры зародышеобразования во время конечной прокатки процесса чистовой прокатки. Однако, так как на скорость образования включений заметно влияет содержание C, содержание Ti и содержание V, авторы изобретения считают, что имеется оптимальный диапазон суммарного уменьшения площади поперечного сечения в двух последних проходах в процессе чистовой прокатки.
Поэтому авторы изобретения подробно изучили соотношение между содержанием C, содержанием Ti или содержанием V и диапазоном суммарного уменьшения площади поперечного сечения в двух последних проходах в процессе чистовой прокатки, в котором легко образуются включения.
Эксперимент 6
Сначала готовили блюмы для прокатки рельсов, содержащие: C: 1,0%, Si: 0,50%, Mn: 0,50%, Ti: 0,006%, V: 0,08% (V/Ti=13,3) и N: 0,0029%. Эти блюмы повторно нагревали и выдерживали при 1280°C в течение 60 минут. Затем проводили чистовую прокатку в условиях, когда температура чистовой прокатки составляла 960°C (соответствует предпочтительному диапазону температур прокатки, определенному формулой (2)), а суммарное уменьшение площади поперечного сечения в двух последних проходах варьировалось. Затем проводили ускоренное охлаждение со скоростью охлаждения 6°C/сек от 750°C (температура, соответствующая области аустенита) до 570°C, таким образом, были получены стальные рельсы. Фиг.6 показывает соотношение между суммарным уменьшение площади поперечного сечения в двух последних проходах и общим удлинением по результатам испытания на растяжение стального рельса. Как показано на фиг.6, значения общего удлинения сталей повышались в определенном диапазоне суммарного уменьшения площади поперечного сечения в двух последних проходах. Как результат обследования аустенитной зернистой структуры, полученной в соответствующих условиях прокатки, получено, что структуры прежних зерен аустенита были тонкими в сталях, в которых общее удлинение было повышено по сравнению со структурами прежних аустенитных зерен в других сталях. Плотность дислокаций, введенных в аустенит, повышалась в соответствии с усилением снижения площади поперечного сечения в двух последних проходах процесса чистовой прокатки в температурном диапазоне, в котором легко образуются включения. Как результат, выделение включений ускоряется, тем самым включения образуются более мелкими в больших количествах. Это рассматривается как причина, почему были получены вышеуказанные результаты наблюдений.
С другой стороны, что касается сталей, у которых общие удлинения не были улучшены в случае, когда суммарное уменьшение площади поперечного сечения было низким, это, вероятно, вызвано тем, что нельзя было получить повышения плотности дислокаций для дальнейшего ускорения выделения включений и образования большого количества мелких включений. Кроме того, рассматривалась структура стали, которая была получена в случае, когда суммарное снижение площади поперечного сечения было высоким. В результате было установлено, что структура, по-видимому, включает частично деформированный аустенит, остающийся нерекристаллизованным. Включения образуются более мелкие и в большем количестве благодаря повышению плотности дислокаций в соответствии с усилением суммарного уменьшения площади поперечного сечения по сравнению со сталями, в которых общее удлинение было улучшено. Таким образом, рекристаллизация была подавлена. Это считается причиной, почему были получены вышеупомянутые результаты наблюдений.
Эксперимент 7
Далее, готовили блюмы для прокатки рельсов, содержащие: C: 1,3%, Si: 0,40%, Mn: 0,30%, Ti: 0,008%, V: 0,15% (V/Ti=18,8) и N: 0,0023%. Эти блюмы повторно нагревали и выдерживали при 1280°C в течение 60 минут. Затем проводили горячую прокатку в условиях, когда температура чистовой прокатки составляла 1030°C (соответствует предпочтительному диапазону температур прокатки, определяемому формулой (2)), а суммарное уменьшение площади поперечного сечения в двух последних проходах варьировалось. Затем проводили ускоренное охлаждение со скоростью охлаждения 7°C/сек с 810°C (температура, соответствующая области аустенита) до 600°C, в результате были получены стальные рельсы. Фиг.7 показывает соотношение между суммарным уменьшением площади поперечного сечения в двух последних проходах и общим удлинением по результатам испытания на растяжение стального рельса. Как показано на фиг.7, аналогично результатам эксперимента 6, значения общего удлинения сталей повышались в определенном диапазоне суммарного уменьшения площади поперечного сечения в двух последних проходах. Однако диапазон суммарного уменьшения площади поперечного сечения, в котором полное удлинение повышалось, был сдвинут в сторону более низких температур, чем диапазон согласно результатам эксперимента 6. Это, по-видимому, связано с тем, что повышение содержания C, содержания Ti и содержания V ускоряет образование включений, тем самым эффекты были получены, несмотря на низкое суммарное уменьшение площади поперечного сечения.
Из вышеупомянутых результатов авторы изобретения выявили следующее. Необходимо контролировать температуру конца прокатки (FT) в диапазоне, удовлетворяющем условию Tc-25≤FT≤Tc+25 (формула (3)), где величина Tc рассчитывается по формуле (2), которая включает содержание C, содержание Ti и содержание V, и необходимо также контролировать суммарное уменьшение площади поперечного сечения в двух последних проходах в диапазоне, определяемом содержанием C, содержанием Ti и содержанием V, в процессе чистовой прокатки в случае, когда производят стальной рельс, который содержит: C: от более 0,85 до 1,40%, Ti: от 0,001% до 0,01% и V: от 0,005% до 0,20%, и который имеет отношение V/Ti содержания V к содержанию Ti в диапазоне от 5 до 20.
Таким образом, авторы изобретения проанализировали на основе результатов испытаний соотношение между содержанием C, содержанием Ti или содержанием V и предпочтительным суммарным уменьшением площади поперечного сечения в двух последних проходах в процессе чистовой прокатки. В результате найдено, что в случае, когда суммарное уменьшение (FR) площади поперечного сечения в двух последних проходах в процессе чистовой прокатки лежит в диапазоне, удовлетворяющем Rc-5≤FR≤Rc+5 (формула (5)), где величина Rc рассчитывается по формуле (4), которая включает содержание C, содержание Ti и содержание V, плотность дислокаций, введенных в аустенит на стадии конечной прокатки процесса чистовой прокатки, увеличивается; соответственно ускоряется выделение включений, и могут быть образованы более мелкие включения в большем количестве. Тем самым может быть подавлен рост аустенитных зерен. В случае, когда FR превышает Rc+5, плотность дислокаций, введенных в аустенит, повышается в двух последних проходах прокатки больше, чем в случае, когда FR соответствует диапазону формулы (5). Таким образом, в большом количестве образуются мелкие включения. Как результат, подавляется рекристаллизация аустенита, и образуется неоднородная структура. В случае когда FR меньше, чем Rc-5, выделение включений еще больше ускоряется, тем самым нельзя получить плотность дислокаций, обеспечивающей образование мелких включений в большом количестве. Более предпочтительно устанавливать суммарное уменьшение (FR) площади поперечного сечения в двух последних проходах в диапазоне, удовлетворяющем условию Rc-3≤FR≤Rc+3, где
|
(d) Охлаждение после горячей прокатки
Начальная температура термообработки, в которой проводится ускоренное охлаждение от температуры аустенитной зоны с использованием охлаждающего оборудования, особо не ограничивается. Однако в случае, когда начальная температура ускоренного охлаждения поверхности головной части рельса ниже 700°C, перлитное превращение начинается раньше ускоренного охлаждения и расстояние между пластинками становится большим. Поэтому нельзя достичь повышения твердости головной части рельса и нельзя гарантировать износостойкость. Кроме того, в зависимости от содержания углерода или легирующих компонентов в стали образуется проэвтектоидная цементитная структура, тем самым пластичность поверхности головной части рельса ухудшается. Поэтому начальная температура ускоренного охлаждения поверхности головной части рельса предпочтительно устанавливается в диапазоне 700°C или выше.
Охлаждение после чистовой прокатки особо не ограничивается. Однако в случае, когда проводится медленное охлаждение со скоростью охлаждения ниже 0,5°C/сек, включения на основе Ti, на основе V или смешанные включения Ti и V, которые образуются во время чистовой прокатки, огрубляются. Таким образом, имеется риск, что влияние включений на подавление роста аустенитных зерен становится слабым. Кроме того, в случае, когда скорость охлаждения ниже 2°C/сек, в области высоких температур при ускоренном охлаждении образуется проэвтектоидная цементитная структура в зависимости от компонентов системы, соответственно ухудшается ударная вязкость и пластичность рельса. Кроме того, перлитное превращение начинается при ускоренном охлаждении в высокотемпературном диапазоне, таким образом, образуется перлитная структура, имеющая низкую твердость. В результате становится трудным повысить прочность. С другой стороны, в случае, когда скорость охлаждения превышает 30°C/сек, скорость охлаждения нестабильна, даже если используются такие хладагенты, как воздух и охлаждение туманом. Поэтому становится трудным контролировать температуру остановки охлаждения (температура, при которой охлаждение прекращается). Как результат, из-за чрезмерного охлаждения перлитное превращение начинается раньше, чем рельс дойдет до аппарата для проведения ускоренного охлаждения, таким образом, микроструктура становится перлитной и имеет низкую твердость. Поэтому диапазон скорости охлаждения предпочтительно составляет от 0,5°C/сек до 30°C/сек, чтобы подавить укрупнение включений после чистовой прокатки и минимизировать рост зерен аустенита (рост аустенитных зерен). При этом, так как рост зерен аустенита вряд ли происходит при температуре ниже 800°C, с точки зрения роста зерен охлаждение после чистовой прокатки может проводиться до тех пор, пока температура не достигнет (не упадет до) 800°C.
Кроме того, в случае, когда ускоренное охлаждение прекращается в области температур выше 650°C, в последующих зонах выдерживания образуется большое количество перлита, имеющего низкую твердость, тем самым затрудняется повышение прочности. С другой стороны, в случае, когда ускоренное охлаждение останавливают в области температур ниже 550°C, в последующих зонах выдерживания легко образуется бейнитная структура, вредная для износостойкости рельса. Поэтому температура прекращения ускоренного охлаждения (температура, при которой ускоренное охлаждение останавливают) предпочтительно устанавливается в диапазоне от 550°C до 650°C.
Далее будет описана металлографическая структура (микроструктура) рельса по изобретению (рельса, предлагаемого настоящим изобретением).
Предпочтительно, чтобы металлографическая структура (микроструктура) головной части рельса по изобретению (рельса, предлагаемого настоящим изобретением) состояла из перлитной структуры. Однако имеются случаи, когда небольшое количество одной или более из проэвтектоидной ферритной структуры, бейнитной структуры и мартенситной структуры включено в перлитную структуру шейки рельса, поверхности головной части, внутренней области головной части и подошвы рельса, в зависимости от системы компонентов и условий ускоренного охлаждения. Однако даже в случае, когда имеется малое количество этих структур, они не влияют отрицательно на характеристики рельса. Поэтому рельс из высокоуглеродистой перлитной стали, имеющий отличную пластичность, может содержать одно или более из проэвтектоидной ферритной структуры, проэвтектоидной цементитой структуры, бейнитной структуры и мартенситной структуры при доле площади 5% или меньше от площади поперечного сечения рельса.
Кроме того, размеры включений на основе Ti, включений на основе V или смешанных включений Ti-V в стали рельса по изобретению особо не ограничиваются.
Однако в случае, когда средний диаметр зерен этих включений превышает 100 нм, или в случае, когда средний диаметр зерен этих включений меньше 10 нм, нельзя достичь достаточного подавления роста аустенитных зерен в результате эффекта закрепления. Поэтому средний диаметр зерен включений предпочтительно устанавливается в диапазоне от 10 нм до 100 нм.
Кроме того, даже когда образуются включения, имеющие средний диаметр зерен от 10 нм до 100 нм, эффект подавления роста аустенитных зерен не проявляется, если плотность ниже 50000 включений на 1 мм2, и следовательно, пластичность не улучшается. С другой стороны, в случае, когда плотность выше 500000 включений на 1 мм2, деформация перлитной структуры ограничивается, поэтому, наоборот, пластичность ухудшается. Следовательно, в стали для рельса по изобретению включения на основе Ti, на основе V или смешанные включения Ti-V присутствуют предпочтительно с плотностью в диапазоне от 50000 до 500000 включений на 1 мм2.
Теперь будут описаны способы измерения плотности и размеров включений на основе Ti, включений на основе V или смешанных включений Ti-V.
Плотность включений измеряют следующим образом. Из произвольной части рельсовой стали отбирают образец-реплику или тонкопленочный образец. Образец рассматривают в просвечивающий электронный микроскоп (ПЭМ) и измеряют число включений, имеющих размер от 10 нм до 100 нм, на площади 1000 (мкм)2 или больше. Результат этого измерения преобразуют в число на единицу площади. Например, в случае, когда обследуется поле обзора 100 мм × 80 мм с увеличением в 20000 раз, площадь наблюдения этого поля составляет 20 мкм2, поэтому наблюдение проводится по меньшей мере на 50 полях обзора. Если число включений с размером 100 нм или меньше на 50 полях обзора (1000 мкм2) равно 100 включениям, плотность включений можно преобразовать в 100000 частиц на 1 мм2.
Далее измеряют размеры включений следующим способом. Размеры можно измерять как средние диаметры зерен включений на основе Ti, включений на основе V или смешанных включений Ti-V, которые анализируют вышеупомянутым способом реплицирования и подобным. В случае, когда включение является почти полностью сферическим, за средний диаметр зерна принимается диаметр сферы, имеющей такую же площадь, как включение. В случае когда включение является не сферическим, а эллиптическим или имеет форму прямоугольного параллелепипеда, за средний диаметр зерна принимается среднее значение большой оси (длинной стороны) и малой оси (короткой стороны).
Кроме того, по результатам анализа состава, используя прибор рентгеноспектрального анализа на основе метода энергетической дисперсии с использвоанием ПЭМ, анализа кристаллической структуры по электронограммам с помощью ПЭМ, и подобного, включение может быть идентифицировано как одно из включения на основе Ti, включения на основе V, или смешанного включения Ti-V.
ПРИМЕРЫ
Далее будут описаны примеры настоящего изобретения. Таблица 1 показывает компонентные составы рельсов и блюмов, использованных в примерах. При этом составы рельсов следующие:
(1) Рельсы по изобретению (13 рельсов)
Марки с 'A' по 'M': стальные рельсы, содержащие C, Si, Mn, Ti и N в вышеупомянутых диапазонах компонентов и имеющие отношение V/Ti в диапазоне 5-20 масс.%.
(2) Сравнительные стальные рельсы (16 рельсов)
Марки с 'a' по 'k': стальные рельсы, в которых добавленные количества C, Si, Mn, Ti, V и N лежат вне вышеуказанных пределов (сравнительные рельсы 1, всего 11 рельсов).
Марки с 'l' по 'q': стальные рельсы, в которых количества C, Si, Mn, Ti, V и N находятся в вышеупомянутых диапазонах компонентов, но отношения V/Ti лежат вне диапазона 5-20 масс.% (сравнительные рельсы 2, всего 6 рельсов).
|
Компоненты корректировали в конвертером производстве и затем проводили разливку способом непрерывной разливки. Тем самым получали блюмы для прокатки рельсов, содержащие компоненты, указанные в таблице 1.
Рельсы по изобретению, сравнительные рельсы 1 и сравнительные рельсы 2, содержащие компоненты, указанные в таблице 1, получали следующим способом. Блюмы для прокатки рельсов, имеющих составы согласно таблице 1, нагревали и выдерживали при температуре нагрева 1280°C в течение 80 минут. Затем, конечную операцию чистовой прокатки процесса горячей прокатки проводили в условиях, когда температура конечной чистовой прокатки составляла 870°C, а суммарное уменьшение площади поперечного сечения в двух последних проходах составляло около 27%. После горячей прокатки проводили ускоренное охлаждение со скоростью охлаждения 8°C/сек с 780°C до установления температуры поверхности рельса 560°C. Таким образом были получены рельсы.
Анализировалась микроструктура участка, находящегося на 2 мм ниже головной поверхности произведенного рельса. Кроме того, образец для испытаний на растяжение брали из части, расположенной на 5 мм ниже верхней поверхности головной части. Проводили испытание на растяжение, в результате измеряли величину полного удлинения. Полученные результаты показаны в таблицах 2 и 3. Кроме того, соотношение между значением полного удлинения и содержанием углерода показано в виде графиков на фиг.8 и 9.
При этом условия в испытании на растяжение следующие:
(1) Испытание на растяжение головной части
Испытательный прибор: малогабаритный универсальный прибор для испытаний на растяжение
Форма образца: аналогично образцу №4 стандарта JIS Z2201
Место, откуда брали образец: 5 мм ниже головной поверхности (см. фиг.10)
Длина параллельной части: 25 мм, диаметр параллельной части: 6 мм, расстояние между метками измерения удлинения: 21 мм
Скорость растяжения: 10 мм/мин, температура испытаний: комнатная температура (20°C)
|
|
В рельсовых сталях по изобретению (марки с 'A' по 'K') добавленные количества C, Si, Mn, Ti, V и N подбирали в определенных диапазонах. Поэтому, как показано в таблице 2, рельсовые стали по изобретению включали перлитную структуру, которая имеет отличную пластичность, а проэвтектоидная цементитная структура, мартенситная структура, крупные включения и подобное, которые имеют отрицательный эффект на пластичность стальных рельсов, не создавались, в отличие от сравнительных рельсовых сталей 1 (марки с 'a' по 'k'). Для марок 'g' и 'i' сравнительных рельсов 1, поскольку добавленное количество Ti или V было ниже диапазона, определенного в настоящем изобретении, плотности включений, которые подавляют рост аустенитных зерен, не хватало. Поэтому улучшение пластичности было слабым.
Что касается сравнительных рельсовых сталей 2 (марки с 'l' по 'q'), содержания C, Si, Mn, Ti, V, и N находились в диапазонах согласно настоящему изобретению. Кроме того, рельсовые стали марок с 'l' по 'q' имели такое же количество C, Si, Mn и N, что и рельсовые стали марок 'A', 'C', 'G', 'H', 'L' и 'M' соответственно. Однако, как показано в таблице 3, рельсовые стали марок с 'l' по 'q' имели отношения добавленных количеств V и Ti, которые лежали вне диапазонов V/Ti, определенных в настоящем изобретении. Поэтому температура образования включений на основе V отличалась от температуры образования включений на основе Ti, соответственно, такие же включения, как в стали по изобретению, не могли быть образованы, даже если использовались деформации, введенные на стадии конечной чистовой прокатки процесса горячей прокатки. Как результат, нельзя было в достаточной степени контролировать рост аустенитных зерен, и поэтому пластичность не улучшалась. Общее удлинение улучшалось на 5% или больше для рельсов, в которых отношение V/Ti составляло от 5 до 20, по сравнению с рельсами, содержащими те же компоненты, кроме Ti и V, и у которых значения V/Ti лежали вне диапазона 5-20. В частности, если сравнивать по степени удлинения марку 'A' и марку 'l', марку 'C' и марку 'm', марку 'G' и марку 'n', марку 'H' и марку 'o', марку 'L' и марку 'p', и марку 'M' и марку 'q', соответственно, то общие удлинения были улучшены на 5% или больше.
Далее, рельсы с номерами от 1 до 8 из таблицы 4 готовили следующим образом.
Блюмы для прокатки рельсов, марки 'A', 'B', 'D', 'G', T, 'K', 'L' и 'M', показанные в таблице 1, подвергали горячей прокатке при температурах конца прокатки (FT) из таблицы 4. При этом суммарные уменьшения площади поперечного сечения в двух последних проходах устанавливались равными 25% для всех рельсов.
Для всех рельсов температуры чистовой прокатки (FT) в процессе чистовой прокатки контролировались в диапазоне, в котором удовлетворяется Tc-25≤FT≤Tc+25, где значения Tc рассчитаны по формуле (2).
Как показано в таблице 4, общие удлинения улучшались в случае, когда значения FT устанавливались в диапазоне (Tc-25≤FT≤Tc+25), задаваемом формулой (3), по сравнению с рельсами из таблицы 1, у которых значения FT находились вне диапазона, задаваемого в настоящем изобретении.
|
Далее, готовили рельсы №9-15 из таблицы 5 следующим образом.
Блюмы для прокатки рельсов марок 'C', 'E', 'F', 'H', 'J', 'L' и 'M', показанных в таблице 1, подвергали горячей прокатке при температурах чистовой прокатки (FT) и суммарных уменьшениях площади поперечного сечения (FR) в двух последних проходах, указанных в таблице 5.
Для всех рельсов температуры чистовой прокатки (FT) в процессе чистовой прокатки находились в диапазоне, удовлетворяющем Rc-25≤FT≤Rc+25, где значения Tc рассчитываются по формуле (2). Кроме того, суммарное уменьшение площади поперечного сечения (FR) в двух последних проходах контролировались в диапазоне, который удовлетворяет Rc-5≤FT≤Rc+5 со значениями Rc, рассчитанными по формуле (4).
Как показано в таблице 5, общие удлинения были еще больше улучшены, если устанавливать температуры чистовой прокатки (FT) в диапазоне, задаваемом настоящим изобретением, и контролировать суммарное уменьшение площади поперечного сечения (FR) в двух последних проходах в диапазоне, определяемом формулой (5).
|
Согласно настоящему изобретению содержания C, Si, Mn, Ti, V и N подбираются в определенных диапазонах, и? кроме того, отношение добавленных количеств V и Ti устанавливается в диапазоне формулы (1). Тем самым подавляется рост зерен аустенита (измельчение перлитной структуры). В результате становится возможным улучшить пластичность, и можно стабильно производить рельсы, имеющие перлитную структуру, с отличной пластичностью. Кроме того, в процессе горячей прокатки блюма, у которого отношение добавленных количеств V к Ti соответствует диапазону формулы (1), температура чистовой прокатки (FT) контролируется в диапазоне, который удовлетворяет Tc-25≤FT≤Tc+25, где величина Tc рассчитывается по формуле (2), и суммарное уменьшение площади поперечного сечения (FR) в двух последних проходах контролируется в диапазоне, удовлетворяющем условию Rc-5≤FR≤Rc+5, где величина Rc рассчитывается по формуле (4). Таким образом, можно стабильно производить рельсы, включающие перлитную структуру, которая, кроме того, имеет повышенную пластичность.
Промышленная применимость
Предлагаемый настоящим изобретением рельс из высокоуглеродистой перлитной стали включает большое количество С для улучшения износостойкости. Однако, так как пластичность улучшена, можно достичь повышения срока службы. Поэтому рельс из высокоуглеродистой перлитной стали согласно настоящему изобретению можно с выгодой применять для железных дорог для грузовых перевозок.
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью

