Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области технологии формования конструкций из полимерных композиционных материалов на основе армирующих волокнистых наполнителей и полимерных связующих, которые могут быть использованы в качестве формующей опалубки и основного несущего элемента при изготовлении быстровозводимых арочных мостов, при сооружении тоннелей, ангаров и других строительных конструкций.
Известен способ получения полого композитного конструкционного элемента, используемого в качестве строительного материала, который включает нанесение на трубообразную стенку надувной камеры армирующей тканой оплетки и гибкого воздухонепроницаемого слоя. Затем армирующую тканую оплетку пропитывают придающим жесткость материалом - связующим методом инфузии (заявка США №2011/0012282).
Недостатком изобретения является необходимость использования специализированного оборудования для изготовления тканой армирующей оплетки (в виде чулка). Армирующий наполнитель в виде оплетки имеет фиксированную ориентацию армирующих жгутов и реализует одну возможную структуру армирования, зависящую от диаметра используемого чулка и диаметра конечного изделия. Невозможно изготовление полых конструкционных элементов с различными схемами армирования для компенсации напряжений действующих на полую конструкцию при изменении конструкционных нагрузок.
Известен способ изготовления полых изделий из термопластичной смолы, упрочненной волокнами (углеродными, стеклянными, арамидными, SiC и др.).
Способ включает изготовление препрега на основе матрицы из термопластичной смолы, размещение его между расширяемым сердечником и внешней формой, окружающей этот сердечник. Сердечник представляет собой твердую или полую оправку или композитные терморасширяемые элементы, расположенные на металлическом стержне. После размещения препрега на оправке узел нагревается до температуры равной или большей температуры пластификации термопластичной смолы и сердечник расширяется.
Недостатком изобретения является то, что надувная оснастка содержит жесткий сердечник и не способна принимать необходимую дугообразную форму. Формование производится при повышенной температуре и требует специального оснащения оправки нагревательными элементами (заявка WO 9009272).
Наиболее близким техническим решением и принятым за прототип является способ изготовления полых изделий из композиционных материалов, включающий заполнение газом внутренней надувной оболочки через центральный стержень, выкладку на нее армирующего материала, пропитанного термореактивным связующим, нанесение на армирующий наполнитель наружной дополнительной оболочки из упругого материала в виде ленты, намотанной виток к витку, прессование пакета армирующего наполнителя путем повышения давления во внутренней оболочке и отверждение связующего путем нагрева до заданной температуры. После отверждения внутреннюю и наружную оболочки удаляют (патент РФ №2083367).
Технической задачей предлагаемого изобретения является разработка способа изготовления полых изделий из композиционных материалов, не требующий специального дорогостоящего оборудования для его осуществления, позволяющего изготавливать длинномерные изделия заданной кривизны и с постоянным диаметром сечения по всей длине изделия.
Для выполнения указанной технической задачи предложен способ изготовления полых изделий из композиционных материалов, включающий заполнение газом надувной внутренней оболочки, выкладку на нее армирующего наполнителя и связующего, нанесение на армирующий наполнитель со связующим наружной дополнительной оболочки из упругого материала в виде ленты, отверждение связующего и удаление внутренней и наружной оболочек, в котором внутренняя оболочка является формообразующей, выполнена из упругого материала, размещенного в калиброванном армированном гибком рукаве, перед выкладкой на внутреннюю оболочку армирующего наполнителя и связующего внутреннюю оболочку размещают на стапеле, придающем полому изделию заданную кривизну, в качестве связующего используют полимерную композицию холодного отверждения, пропитку связующим армирующего наполнителя осуществляют после его выкладки на внутреннюю поверхность оболочки, а после отверждения связующего и удаления наружной дополнительной оболочки осуществляют формирование последующих слоев из армирующего наполнителя и связующего до достижения заданной толщины полого изделия.
Внутренняя надувная формообразующая оболочка имеет штуцер для заполнения ее газом.
На калиброванном армированном гибком рукаве располагают антиадгезионный слой из упругого полимерного материала.
В качестве армирующего наполнителя используют жгутовые и тканые волокнистые материалы из стекла, углерода, арамида, асбеста, карбида кремния и др.
В качестве полимерной композиции холодного отверждения используют двухкомпонентную композицию из смеси эпоксидной диановой смолы с молекулярной массой от 340 до 540 и эпоксиуретановой смолы и отверждающей системы на основе ароматического амина.
В качестве упругого материала для внутренней оболочки используют любой эластичный воздухонепроницаемый материал, в частности: резину, полиуретан, полиэтилен, полиамид и другие.
В качестве упругого материала для наружной дополнительной оболочки используют любые полимерные пленочные ленты, например из полиэтилена, полиамида, полиуретана и другие материалы, обладающие низкой адгезией к применяемой полимерной композиции холодного отверждения.
После нанесения армирующего наполнителя его закрепляют жгутом из волокнистого материала.
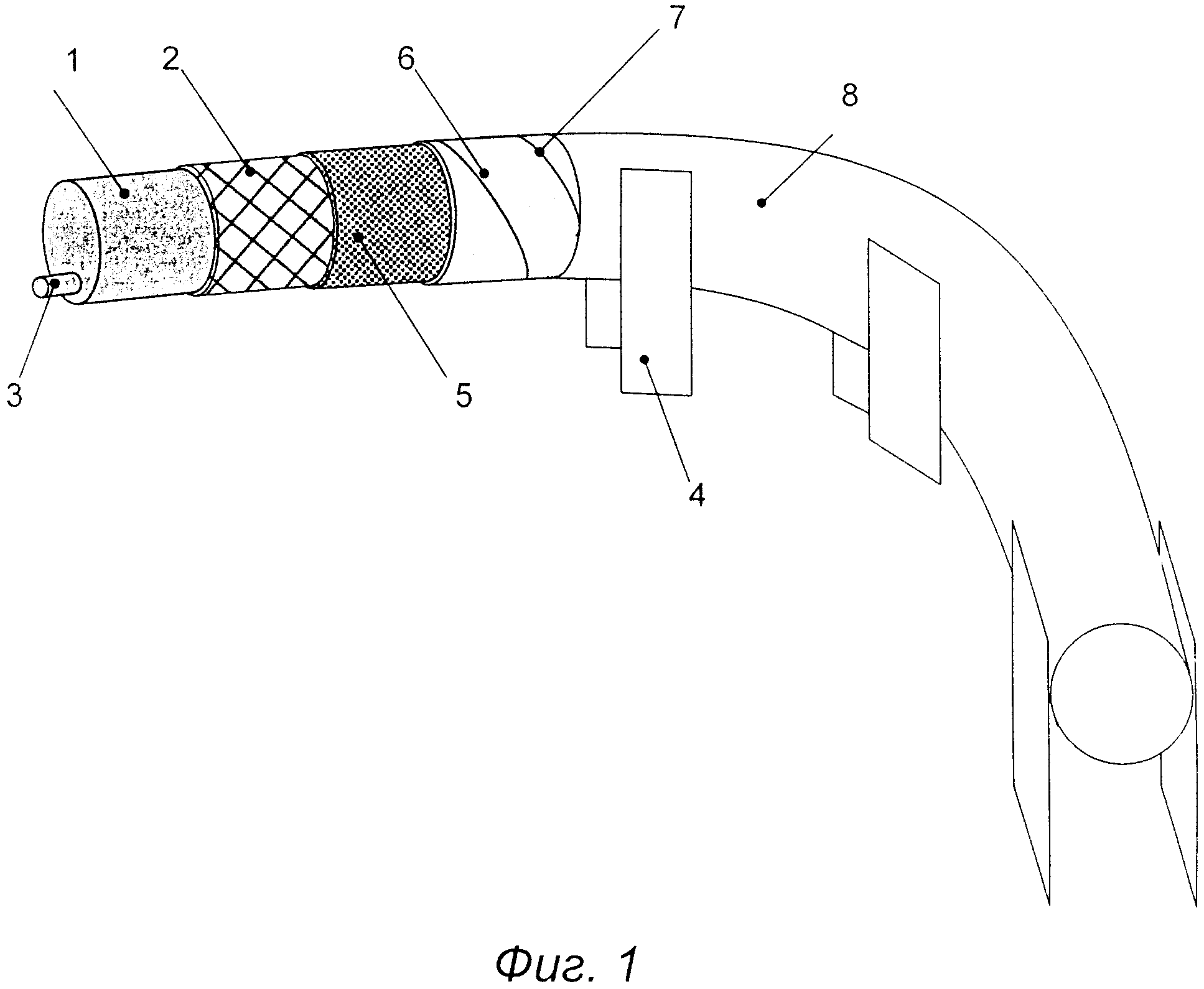
На фиг.1 изображено полое изделие из композиционного материала, установленное в стапеле.
Примеры осуществления предложенного способа.
Пример 1. Внутреннюю надувную формообразующую оболочку 1 выполненную из резины (техпластина 1 мм МБС-1, ГОСТ 7338-90), размещали в калиброванном армированном гибком рукаве 2 и заполняли газом через штуцер 3, создавая давление 0,2-0,4 кгс/см2, затем размещали ее на стапеле 4. На поверхность калиброванного армированного гибкого рукава 2 наносили антиадгезионный слой 5 из полиэтилена (пленка полиэтиленовая, ГОСТ 10354-82), выполненного в виде ленты шириной 100 мм, намотанной виток к витку с нахлестом 30 мм. Далее размещали тканевый армирующий наполнитель 6 из углеродного волокна (ткань углеродная УТ-900, ТУ 1916-001-75969440-2007) на поверхности антиадгезионного слоя 5 и закрепляли его жгутом 7 из углеродного волокна (жгут углеродный УКН/5000, ГОСТ 28008-88).
Связующее в виде двухкомпонентной полимерной композиции холодного отверждения (марка ВСЭ-25, ТУ 1-595-12-1245-2011) готовили порционно и сразу наносили кистью на армирующий наполнитель, после чего наносили наружную дополнительную оболочку 8 из полиэтилена (пленка полиэтиленовая, ГОСТ 10354-82) в виде ленты шириной 100 мм виток к витку с нахлестом 30 мм и выдерживали при комнатной температуре до полного отверждения связующего.
После отверждения удаляли наружную оболочку 8 и наносили последующие слои армирующего наполнителя и связующего (8 слоев).
После отверждения последнего слоя снимали наружную дополнительную оболочку 8, сбрасывали давление во внутренней оболочке 1 и удаляли ее совместно с антиадгезионным слоем 5. Снимали готовое полое изделие со стапеля 4.
Получали полое изделие дугообразной формы длиной 10 м с хордой 7 м заданной кривизны и с постоянным диаметром сечения 315 мм по всей длине изделия.
Пример 2. Способ аналогичен примеру 1, но внутреннюю надувную формообразующую оболочку 1 выполняли из полиуретана (пленка полиуретановая, импортная), а антиадгезионный слой 5 и наружную дополнительную оболочку 8 из полипропилена (пленка полипропиленовая, ТУ 2245-001-55279928-2001), применяли связующее в виде двухкомпонентной полимерной композиции холодного отверждения (марка ЭТАЛ-1445, ТУ 2257-3570-18826195-2003).
Пример 3. Способ аналогичен примеру 1, но внутреннюю надувную формообразующую оболочку 1 выполняли из полиэтилена (пленка полиэтиленовая, ГОСТ 10354-82), а антиадгезионный слой 5 и наружную дополнительную оболочку 8 из полиуретана (пленка полиуретановая, импортная), применяли связующее в виде двухкомпонентной полимерной композиции холодного отверждения (марка Зикадур-330, импортное).
Пример 4. Способ аналогичен примеру 1, но внутреннюю надувную формообразующую оболочку 1 выполняли из полиамида (пленка полиамидная, импортная), а антиадгезионный слой 5 и наружную дополнительную оболочку 8 из поливинилхлорида (пленка ПВХ «ПГВ», ГОСТ 9998-86), применяли связующее в виде двухкомпонентной полимерной композиции холодного отверждения (марка ВСЭ-25, ТУ 1-595-12-1245-2011).
Использование в качестве связующего полимерной композиции холодного отверждения позволило исключить операцию нагрева и соответственно использование специальных печей.
Использование для нанесения связующего кистей, шпателей, пульверизаторов и др. позволило упростить применяемое аппаратурное обеспечение и отказаться от использования специального вакуумного оборудования, такого как для процесса инфузии. Кроме того это позволило изготавливать полые изделия с любой толщиной стенки без применения дополнительного давления.
Использование калиброванного рукава позволило значительно повысить точность выполнения и постоянство диаметра полого изделия.
Использование гибкого рукава, не содержащего жестких элементов, как у прототипа, позволило изготовить длинномерное дугообразное полое изделие.
Наличие антиадгезионного слоя способствует свободному отделению готового полого изделия от внутренней оболочки.
В зависимости от состава используемого волокнистого армирующего наполнителя и его укладки (тканый наполнитель, однонаправленная ткань, жгутовой наполнитель и др.) можно добиться заданной высокой прочности и жесткости конструкции, что позволит использовать ее в качестве формующей опалубки и основного несущего элемента при изготовлении быстровозводимых арочных мостов, при сооружении тоннелей, ангаров и других строительных конструкций. Длинномерные полые изделия из композиционных материалов могут быть изготовлены непосредственно на месте проведения работ.
Способ плавки и литья магниево-циркониевых сплавов
Способ определения предела выносливости металлических материалов
Способ термомеханической обработки полуфабрикатов из двухфазных (α+β) титановых сплавов
Способ получения антифреттингового покрытия
Интерметаллидный сплав на основе системы никель-алюминий-кобальт
Присадочный материал на основе никеля
Магнитотвердый материал и изделие, выполненное из него
Присадочный материал на основе алюминия, легированный редкоземельными металлами
Композиция для соединения керамических композиционных материалов на основе карбида кремния
Элинварный сплав с высоким модулем упругости и изделие, выполненное из него
Способ плавки и литья магниево-циркониевых сплавов
Способ определения предела выносливости металлических материалов
Способ термомеханической обработки полуфабрикатов из двухфазных (α+β) титановых сплавов
Способ получения антифреттингового покрытия
Интерметаллидный сплав на основе системы никель-алюминий-кобальт
Присадочный материал на основе никеля
Магнитотвердый материал и изделие, выполненное из него
Присадочный материал на основе алюминия, легированный редкоземельными металлами
Композиция для соединения керамических композиционных материалов на основе карбида кремния
Элинварный сплав с высоким модулем упругости и изделие, выполненное из него

