Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для автоматической сборки цилиндрических деталей с гарантированным зазором.
Известны аналогичные способы сборки цилиндрических деталей с гарантированным зазором (а.с. СССР 171514, B23P 19/04; а.с. СССР 1668090, B23P 19/04; патент РФ 2213654, B23P 19/04).
В первом аналогичном способе сборки (а.с. СССР 171514, B23P 19/04) одна из деталей закрепляется неподвижно в вертикальном положении, вторая устанавливается сверху наклонно к оси первой так, чтобы они контактировали в трех точках, затем верхней детали сообщают движение, приводящее к уменьшению угла между осями вала и втулки и совмещению их рабочих поверхностей. Недостатком способа является возможность отрыва вала, лежащего в плоскости симметрии, от кромки отверстия втулки, в результате чего контакт деталей сохраняется только в двух симметричных точках и совмещение деталей становится невозможным.
Во втором аналогичном способе сборки (а.с. СССР 1668090, B23P 19/04), реализованном в устройстве для сборки цилиндрических деталей, в соответствии с которым втулку закрепляют неподвижно в вертикальном положении, сверху на три точки отверстия втулки устанавливают вал. Затем над втулкой устанавливают упорную плоскость, перпендикулярную плоскости симметрии деталей и совпадающую с образующей отверстия втулки. Вал высшей точкой нависающей части кромки касается упорной плоскости, что гарантирует контакт деталей в трех точках. Для совмещения поверхностей валу сообщают плоскопараллельное движение параллельно плоскости симметрии деталей, при котором высшая точка нависающей части кромки скользит по упорной плоскости до момента совмещения кромок; после чего эта точка плавно переходит на внутреннюю поверхность отверстия втулки, что исключает заклинивание.
Недостатком способа является вертикальное расположение втулки, при котором в точках контакта возникают усилия, способные к моменту сближения кромок достигать значений, приводящих к повреждению деталей.
Прототипом данного изобретения по своей технологической сущности является способ сборки (патент РФ 2213654, B23P 19/04). В этом способе втулку располагают неподвижно в горизонтальном положении, один конец вала опирают нижней точкой совмещаемой кромки на упорную плоскость, его верхнюю часть помещают внутрь втулки и прижимают к кромке ее отверстия в верхней части, а свободный конец вала удерживают в наклонном положении при помощи подвижной опоры. Далее валу сообщают плоскопараллельное движение, опуская свободный конец вала до момента полного совмещения кромок, после чего вал горизонтальным толкателем перемещают внутрь втулки до полного совмещения поверхностей.
Недостатком этого способа является невозможность осуществления сборки, если вал является неподвижной деталью. Особенно это касается деталей-конгломератов, где есть геометрический элемент - вал. Использование прототипа становится невозможным и для совмещения деталей сложной формы, так как деталь сложной формы невозможно установить на упорную плоскость. Заявленный способ сборки позволяет устранить названный недостаток.
Технический результат - улучшение качества сборки деталей сложной формы, имеющих горизонтально расположенный вал.
Технический результат достигается тем, что в способе сборки цилиндрических деталей с гарантированным зазором, который включает установку одной из деталей наклонно к оси, неподвижно закрепленной в горизонтальном положении второй детали с контактом между ними в трех точках так, чтобы свободный конец располагался выше оси симметрии неподвижной детали, подвижную в вертикальном направлении опору, расположенную перпендикулярно плоскости симметрии деталей, на которую опирают свободный конец подвижной детали, плоскопараллельное перемещение наклонно установленной детали параллельно плоскости симметрии соединения, воздействие толкателя на подвижную деталь, в качестве неподвижной детали принимают вал, втулку устанавливают на вал сверху под острым углом к его оси так, чтобы втулка внутренней поверхностью своего нижнего конца опиралась только на три точки поверхности вала; верхний конец втулки устанавливают на подвижную в вертикальном направлении опору; затем предоставляют втулке возможность под действием силы тяжести совершать плоскопараллельное движение, перемещая опору вниз до момента полного совмещения кромок, после чего горизонтальным толкателем перемещают втулку по поверхности вала до полного совмещения рабочих поверхностей.
Пример выполнения способа.
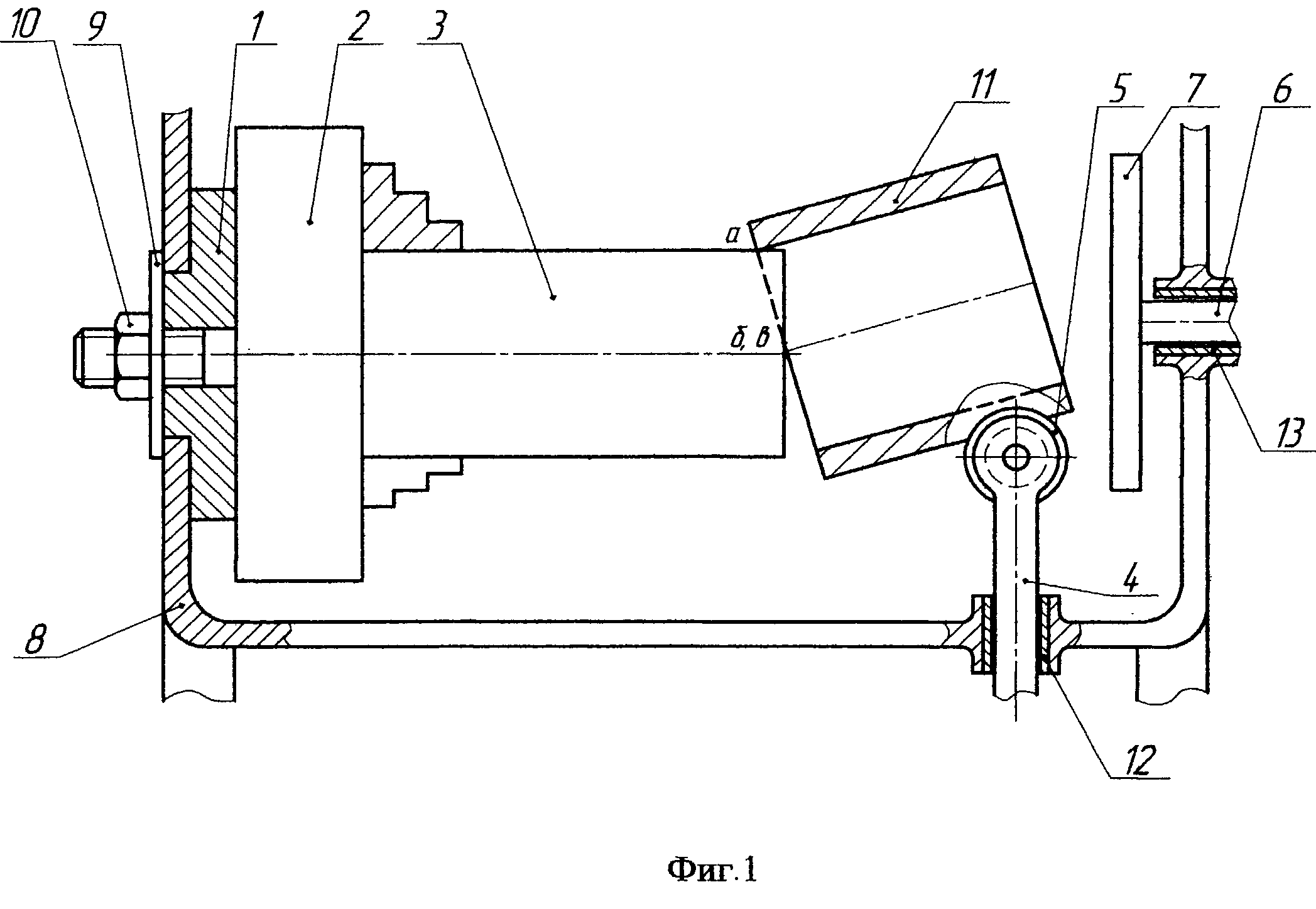
Графическая часть заявки включает две фигуры: фиг.1 - схема начала сборки; фиг.2 - схема окончания сборки.
Устройство для реализации заявленного способа сборки включает в себя три механизма: механизм 1 для установки неподвижной детали 2 (трехкулачковый самоцентрирующий патрон, цанга), в котором закрепляется вал 3, механизм 4 перемещения ролика 5, выбранного в качестве подвижной опоры, механизм 6 перемещения толкателя 7. Все перечисленные механизмы расположены в корпусе 8 устройства.
Неподвижная деталь - вал закрепляется в механизме 1 с помощью шайбы 9 и гайки 10. Ролик является правой опорой верхнего конца втулки 11. Втулка 11 контактирует с валом 3 в трех точках а, б, в. Ролик 5 имеет возможность перемещаться в вертикальном направлении во втулке 12, установленной в корпусе 8 устройства. Толкатель 7 имеет возможность перемещения в горизонтальном направлении во втулке 13, установленной в корпусе 8 до соприкосновения с подвижной деталью - втулкой 11, и проталкивать ее вдоль неподвижной детали - вала 3.
Работа с помощью способа сборки. Неподвижную деталь 2, имеющую на одном конце вал 3, устанавливают в горизонтальном положении в отверстие механизма 1 и закрепляют в устройстве посредством шайбы 9 и гайки 10. Подвижную деталь - втулку 11 устанавливают на вал сверху под острым углом к его оси так, чтобы втулка 11 внутренней поверхностью своего нижнего конца опиралась на три точки поверхности вала 3. Верхний конец втулки 11 опирают на подвижный ролик 5, удерживающий втулку 11 в наклонном положении. Ролик 5 перемещают вниз, чем осуществляют плоскопараллельное движение втулки до момента полного совмещения кромок деталей, после чего втулку 11 горизонтальным толкателем 7 перемещают по рабочей поверхности вала 3 до полного совмещения рабочих поверхностей втулки 11 и вала 3.
Способ сборки цилиндрических деталей с гарантированным зазором, включающий установку одной подвижной детали наклонно к оси неподвижно закрепленной в горизонтальном положении второй детали с контактом между ними в трех точках так, чтобы свободный конец подвижной детали располагался выше оси симметрии неподвижной детали, при этом используют подвижную в вертикальном направлении опору, расположенную перпендикулярно плоскости симметрии деталей, на которую опирают свободный конец подвижной детали, осуществляют плоскопараллельное перемещение наклонно установленной подвижной детали параллельно плоскости симметрии соединения деталей и воздействие толкателя на подвижную деталь, отличающийся тем, что в качестве неподвижной детали используют вал, а в качестве подвижной детали - втулку, которую устанавливают на вал сверху под острым углом к его оси так, чтобы втулка внутренней поверхностью своего нижнего конца опиралась только на три точки поверхности вала, а верхний конец втулки устанавливают на подвижную в вертикальном направлении опору, затем путем перемещения опоры вниз осуществляют плоскопараллельное движение втулки под действием силы тяжести до момента полного совмещения кромок деталей, после чего горизонтальным толкателем перемещают втулку по поверхности вала до полного совмещения рабочих поверхностей деталей.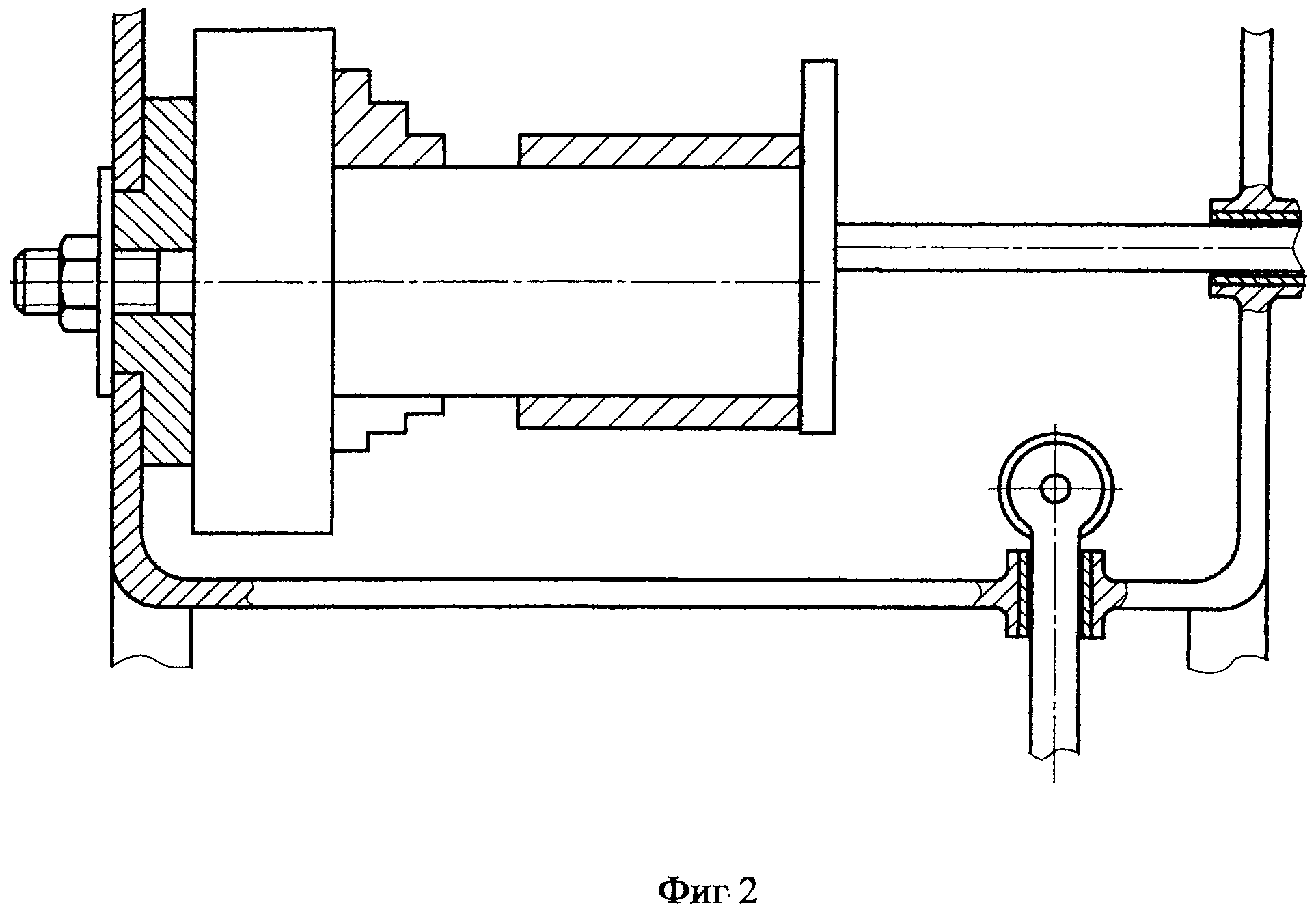
Гидразинный способ получения азидов щелочных и щелочноземельных металлов
Способ сжигания природного газа и устройство для его осуществления
Способ оценки энергии активации пластической деформации поверхностного слоя и переносной склерометр для его осуществления
Способ автоматического пропорционального регулирования с адаптивным шагом квантования и устройство для его реализации
Способ нанесения композиционного электролитического покрытия на металлические изделия
Деаэратор перегретой воды
Способ оценки газосодержания материалов с покрытиями
Парогазовая установка электростанции
Устройство для триботехнических испытаний материалов
Способ получения пористых покрытий на металлических имплантатах

