Результат интеллектуальной деятельности: СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области металлургии легких сплавов и может быть использовано для получения слитков и отливок из алюминиевых сплавов для изготовления изделий атомной, авиакосмической и автомобильной техники. Использование данного изобретения относится к технологии внепечного модифицирования.
Известен способ получения слитков алюминиевых сплавов, выбранный в качестве аналога, включающий введение в расплав модифицирующих прутков в прилеточную коробку. (Бондарев Б.И., Напалков В.И., Тарарышкин В.И. Модифицирование алюминиевых деформируемых сплавов. - М.; Металлургия, 1979, с 224с).
Недостатком этого способа является наличие в структуре прутка большого количества агломератов интерметаллических соединений, плохо растворимых в потоке расплава и впоследствии осаждаемых на рафинирующих устройствах, что приводит к существенному снижению эффективности модифицирования.
Известен также способ, который можно рассматривать как прототип, получения слитков из алюминиевых сплавов, включающий кавитационную обработку жидкого металла непосредственно в кристаллизаторе или перед ним. (Эскин Г.И. Ультразвуковая обработка расплавленного алюминия. - М.; Металлургия, 1988, с 232).
Недостатком этого способа является то, что технологически способ не позволяет осуществление многокристаллизаторного литья, т.к. требует увеличение числа источников ультразвука для кавитационной обработки каждого слитка.
Техническим результатом предлагаемого способа является измельчение зерна вплоть до недендритного, что приводит к повышению технологичности слитков, повышению механических свойств деформированных полуфабрикатов и более эффективному использованию модифицирующего прутка.
Предлагаемый способ внепечного модифицирования алюминиевых сплавов предполагает подачу расплавленного металла по литейному желобу из миксера в кристаллизатор через литейную коробку, содержащую источник ультразвука. После заполнения коробки расплавом источник ультразвука опускается в расплав таким образом, чтобы глубина расплава в коробке под источником ультразвука, погруженного в расплав, составляла ≤ λ/20, где λ - длина волны на частоте источника ультразвука. Затем в расплав под источник ультразвука вводится модифицирующий пруток, содержащий переходные металлы (ПМ) или их соединения.
Для повышения эффективности внепечного модифицирования расплава, а также для обеспечения возможности многокристаллизаторного литья в желоб после литейной коробки могут устанавливать дополнительно один или более источников ультразвука.
Для более эффективного растворения модифицирующего прутка в литейную коробку помещают, по меньшей мере, два источника ультразвука, наклоненных навстречу друг другу, а модифицирующий пруток вводят в эпицентр, образующийся в кавитационной области.
Предлагаемый способ получения слитков из алюминиевых сплавов отличается от прототипа тем, что за счет кавитационной обработки при введении в расплав модифицирующего прутка перед устройствами рафинирования и фильтрования расплава происходит интенсивное разрушение агломератов активных инокуляторов, находящихся в структуре прутка. Такая комплексная обработка расплава позволяет увеличить количество зародышей кристаллизации и повысить эффективность модифицирования. Повышение эффективности модифицирования приводит к существенному измельчению зеренной структуры слитков, вплоть до формирования предельно измельченной недендритной структуры.
Таким образом, при том же количестве вводимого в расплав модифицирующего прутка, в значительно большей степени, чем в случае аналога, повышается технологическая пластичность слитков и уровень механических свойств деформируемых полуфабрикатов из алюминиевых сплавов.
Пример №1. Литье с вертикально установленным источником (или источниками) ультразвука в литейной коробке.
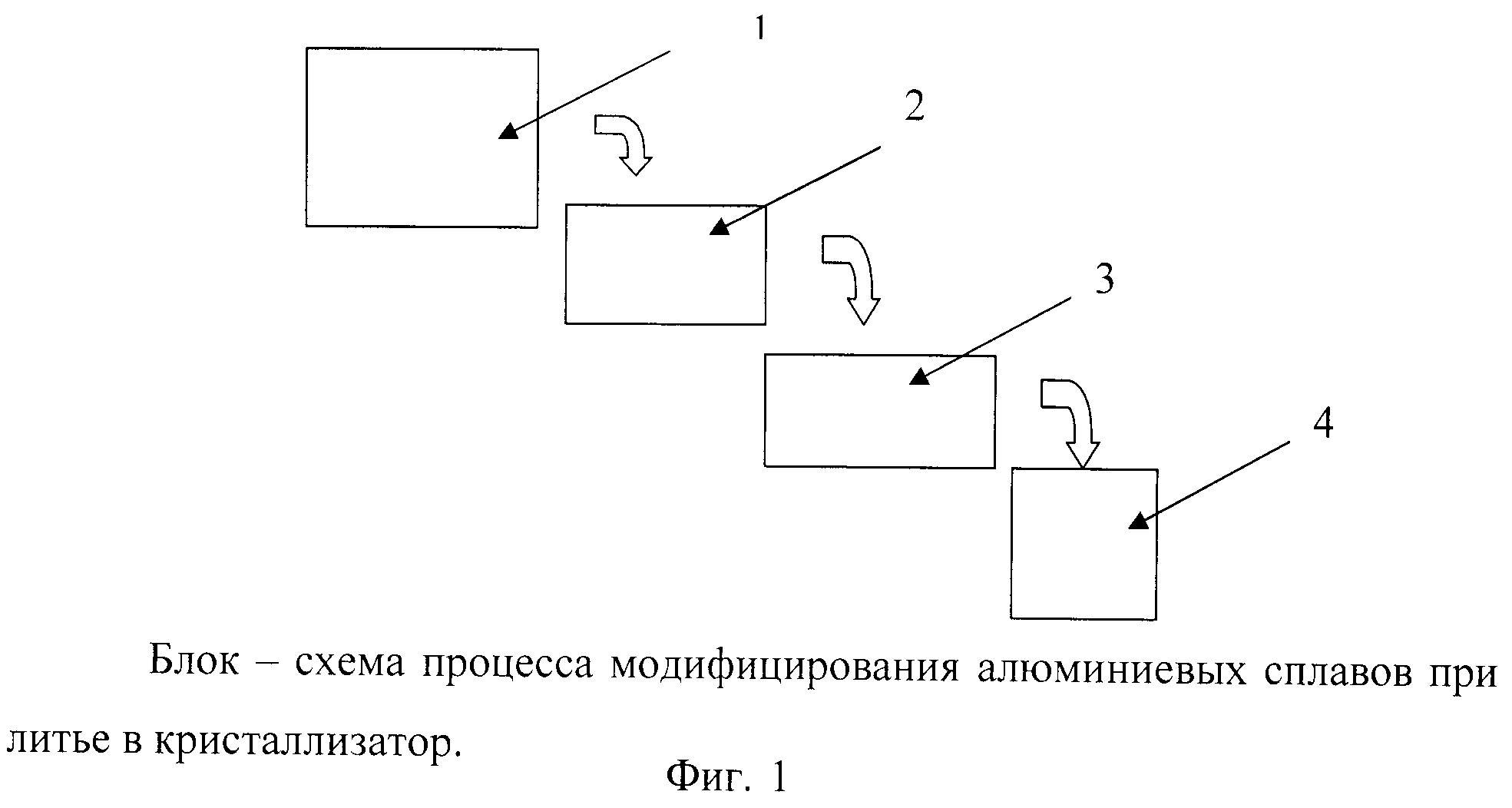
При литье алюминиевых сплавов (фиг.1) расплавленный металл после миксера (1) попадает в литейную коробку с установленными в ней источником (или источниками) ультразвука (2). После заполнения коробки расплавом в расплав опускают источник (источники) ультразвука и на глубине расплава ≤ λ/20 (≤ 17 мм), где λ - длина волны ультразвука на частоте источника ультразвука (18÷22·103 Гц), под излучатель вводят лигатурный пруток.
λ=c/f,
где с - скорость звука 6000 м/с для алюминия;
f - частота, Гц.
Пруток подают с заданной скоростью, определенной из расчета введения необходимого количества активных инокуляторов ПМ или их соединений. Далее расплав, проходя перед этим через устройства дегазации и фильтрования расплава (3), попадает в кристаллизатор (4).
Сравнительные результаты изменения зеренной структуры в зависимости от концентрации вводимого лигатурным прутком переходного металла в алюминиевый сплав типа 1960, не содержащим в шихтовом составе ПМ, и от количества источников ультразвука представлены в таблице 1.
Влияние комплексной обработки потока расплава на размер зерна и тип структуры слитка сплава 1960, содержащего в шихтовом составе ПМ, представлены в таблице 2.
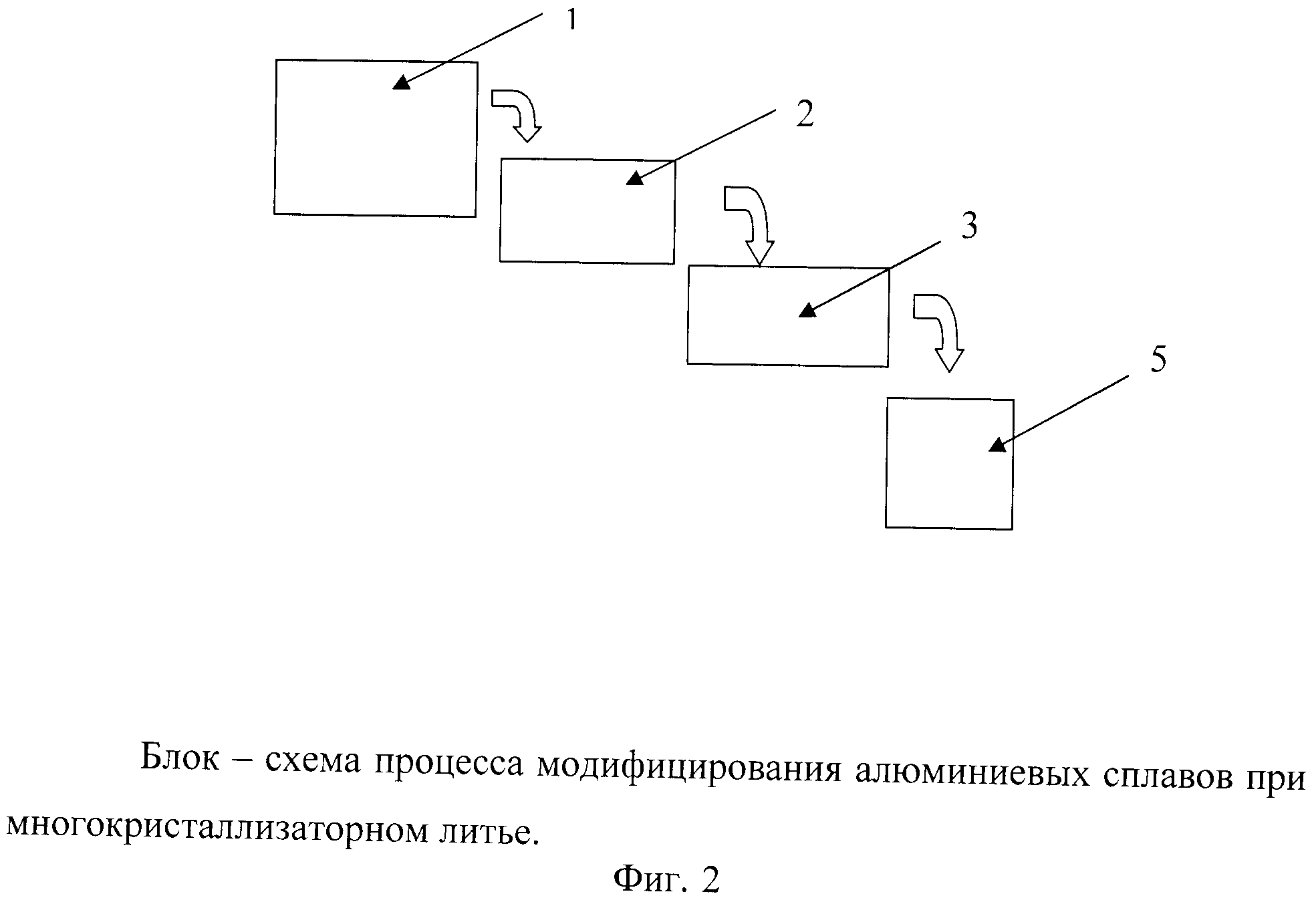
Наряду с этим отметим, что предложенная схема комплексного внепечного модифицирования (фиг.1) также позволяет при литье алюминиевых сплавов (фиг.2) в блок кристаллизаторов (5) (многокристаллизаторное литье) проводить эффективное модифицирование за счет введения лигатурного прутка перед устройством дегазации и фильтрования расплава (3) в литейную коробку (2) с установленными в ней источником (или источниками) ультразвука.
Пример №2. Литье с двумя наклоненными друг к другу источниками ультразвука в литейной коробке сплавов.
При литье алюминиевых сплавов по предложенной схеме (фиг.1) с внепечным модифицированием потока расплава для повышения эффективности модифицирования в литейной коробке использовали два источника ультразвука, наклоненных навстречу друг другу, а модифицирующий пруток вводили в эпицентр, образующийся в кавитационной области.
Влияние комплексной обработки потока расплава на измельчение размера зерна сплава типа 1960, содержащим в шихтовом составе ПМ, с одним источником ультразвука, установленным вертикально, и двумя наклоненными, представлены в таблице 3. Установлено повышение эффективности модифицирования ~ в 2 раза.
Таким образом, предлагаемый способ внепечного модифицирования алюминиевых сплавов позволяет получить больший эффект модифицирования структуры по сравнению с ранее известными, а также при более экономном расходе лигатурного прутка. Например, для сплавов системы Al-Mg-Sc-Zr, как правило, для получения в слитках недендритной структуры требуется повышенное содержание ПМ, такого как скандий (≈0,3% вес.) Предлагаемый способ внепечного модифицирования алюминиевых сплавов позволяет получить недендритную структуру при пониженном содержании скандия за счет повышения эффективности использования скандиевой лигатуры. При этом достигается максимальное измельчение зеренной структуры слитков, вплоть до формирования предельно измельченной недендритной структуры при экономном расходовании дорогостоящего скандия.
|
|
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Установка для заполнения и герметизации капсул с металлическим порошком
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения биметаллического диска газотурбинного двигателя
Контейнер для горячего изостатического прессования изделий из гранулированных металлических порошков
Установка для получения металлических порошков распылением вращающейся заготовки
Способ испытания на сульфидную коррозию жаропрочных порошковых никелевых сплавов
Жаропрочный порошковый сплав на основе никеля, стойкий к сульфидной коррозии и изделие, изготовленное из него
Способ изготовления поковок дисков из сплава алюминия титана на основе орто-фазы
Гидравлический привод высокого давления
Установка для заполнения и герметизации капсул с металлическим порошком
Способ получения микрослитков из расплава методом центробежного распыления
Способ получения диска газотурбинного двигателя
Способ получения биметаллического диска газотурбинного двигателя
Контейнер для горячего изостатического прессования изделий из гранулированных металлических порошков
Установка для получения металлических порошков распылением вращающейся заготовки

