Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ КРУГОВОГО ДЕФОРМИРОВАНИЯ КРУГЛОЙ ДЕТАЛИ, В ЧАСТНОСТИ, ВЫПУСКНОГО КАРТЕРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Объектами настоящего изобретения являются устройство и способ кругового деформирования круглой детали, в частности выпускного картера газотурбинного двигателя.
Выпускные картеры газотурбинных двигателей, в частности турбореактивных двигателей, являются деталями большого диаметра, выполненными из сплавов на основе никеля путем механической обработки и сварки. Операция сварки картера приводит к появлению множественных деформаций. Поэтому необходимо восстанавливать округлость картера, то есть его круглую форму, прежде чем продолжить изготовление.
В настоящее время эти операции восстановления круглой формы осуществляют вручную при помощи молотка. Эта трудоемкая технология требует квалифицированного персонала и занимает много часов, является шумной и часто приводит к костно-мышечным травмам, что вынуждает приостанавливать работы.
Задачей настоящего изобретения является разработка устройства и способа, позволяющих устранить вышеуказанные недостатки. Согласно изобретению эта задача решается при помощи устройства, которое содержит:
- нижний агрегат, содержащий два деформирующих ролика, установленные с возможностью движения вдоль оси Х1, и деформирующий ролик, установленный с возможностью движения вдоль оси Y1;
- верхний агрегат, содержащий два деформирующих ролика, установленные с возможностью движения вдоль оси Х2, и деформирующий ролик, установленный с возможностью движения вдоль оси Y2;
- поворотный стол, расположенный между нижним агрегатом и верхним агрегатом;
- средства блокировки круглой детали на поворотном столе.
Предпочтительно, чтобы оси Х1 и Y1, с одной стороны, и оси Х2 и Y2, с другой стороны, являлись коаксиальными.
Ролики установлены на силовых приводах (или домкратах) и действуют напряжением на картер. Домкраты одного агрегата действуют противоположно направленными усилиями.
За счет этих отличительных признаков устройство деформирования круглой детали в соответствии с настоящим изобретением позволяет быстро восстанавливать круглую форму детали и сократить рабочее время, которое было необходимо для этого при использовании известных технологий.
Предпочтительно, чтобы нижний агрегат и верхний агрегат дополнительно содержали средства измерения округлости и диаметра круглой детали.
Эти средства могут состоять, например, из щупа и реостатного датчика линейного перемещения.
Предпочтительно, чтобы датчик был соединен с аналоговой платой считывания цифрового блока управления.
В частном варианте выполнения ролики верхнего агрегата установлены на балке, установленной с возможностью поворота относительно станины устройства между первым положением, в котором ролики отходят от круглой детали, и вторым положением, в котором ролики прижимаются к круглой детали.
Предпочтительно, чтобы средства блокировки круглой детали на столе были выполнены в виде трех фланцев на четверть оборота и трех блокировочных домкратов.
Объектом настоящего изобретения является также способ кругового деформирования круглой детали, в частности выпускного картера авиационного турбореактивного двигателя. Согласно этому способу:
- оператор устанавливает предназначенную для деформирования деталь на поворотный стол;
- оператор запускает рабочий цикл;
- с помощью цифрового блока управления закрепляют деталь на поворотном столе;
- цифровой блок управления включает вращение поворотного стола;
- цифровой блок управления производит измерение среднего диаметра детали, а также максимальное и минимальное отклонения округлости;
- цифровой блок управления определяет положение деформирующих роликов в зависимости от среднего диаметра детали;
- цифровой блок управления помещает ролики в определенное положение, продолжая при этом вращать поворотный стол.
После восстановления округлости осуществляют цикл контроля детали.
Если во время цикла контроля обнаруживается, что деталь выходит за пределы допусков, производят цикл доводки.
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания примера выполнения со ссылками на прилагаемые чертежи, на которых:
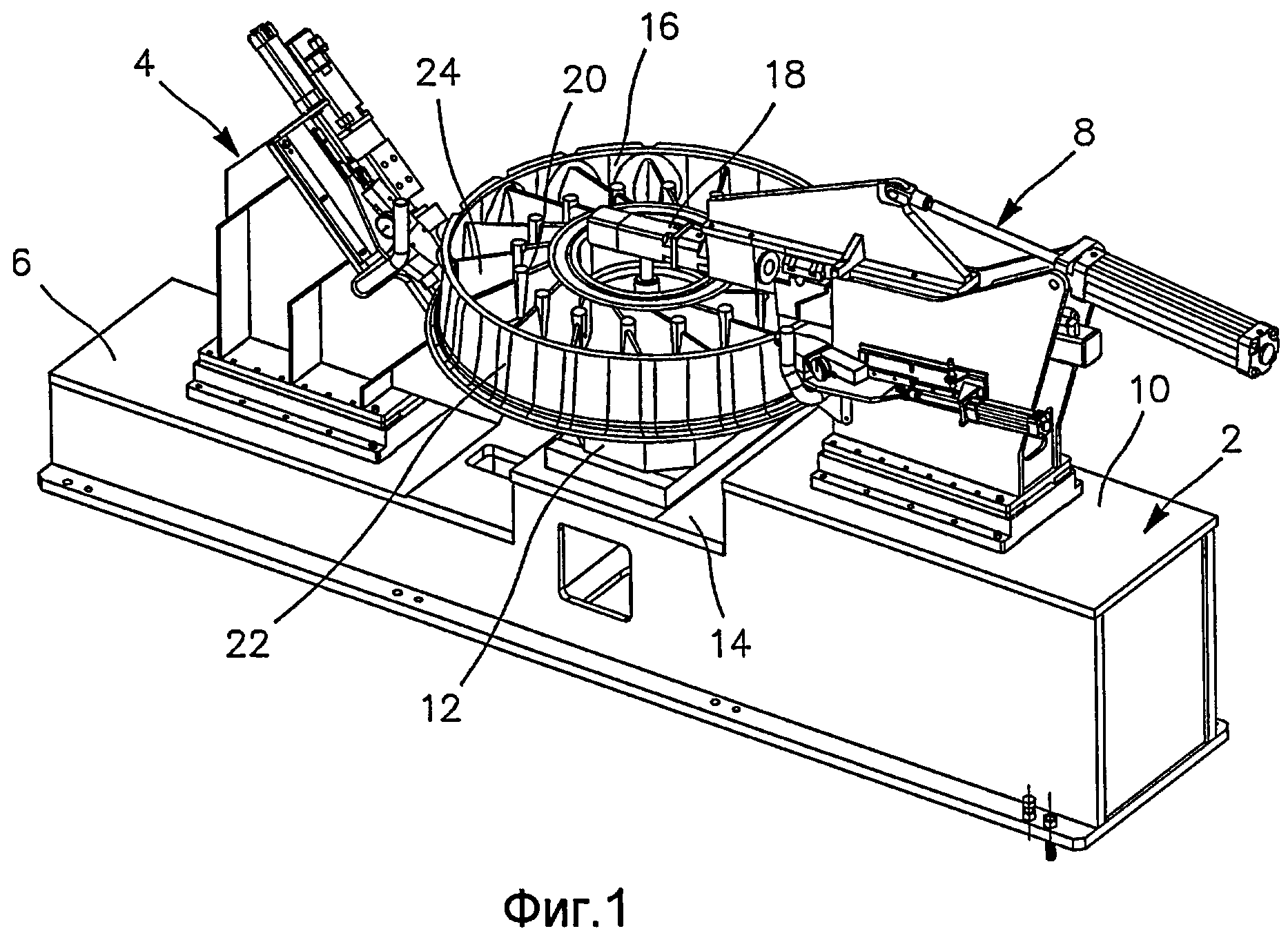
Фиг.1 - общий вид устройства деформирования в соответствии с настоящим изобретением.
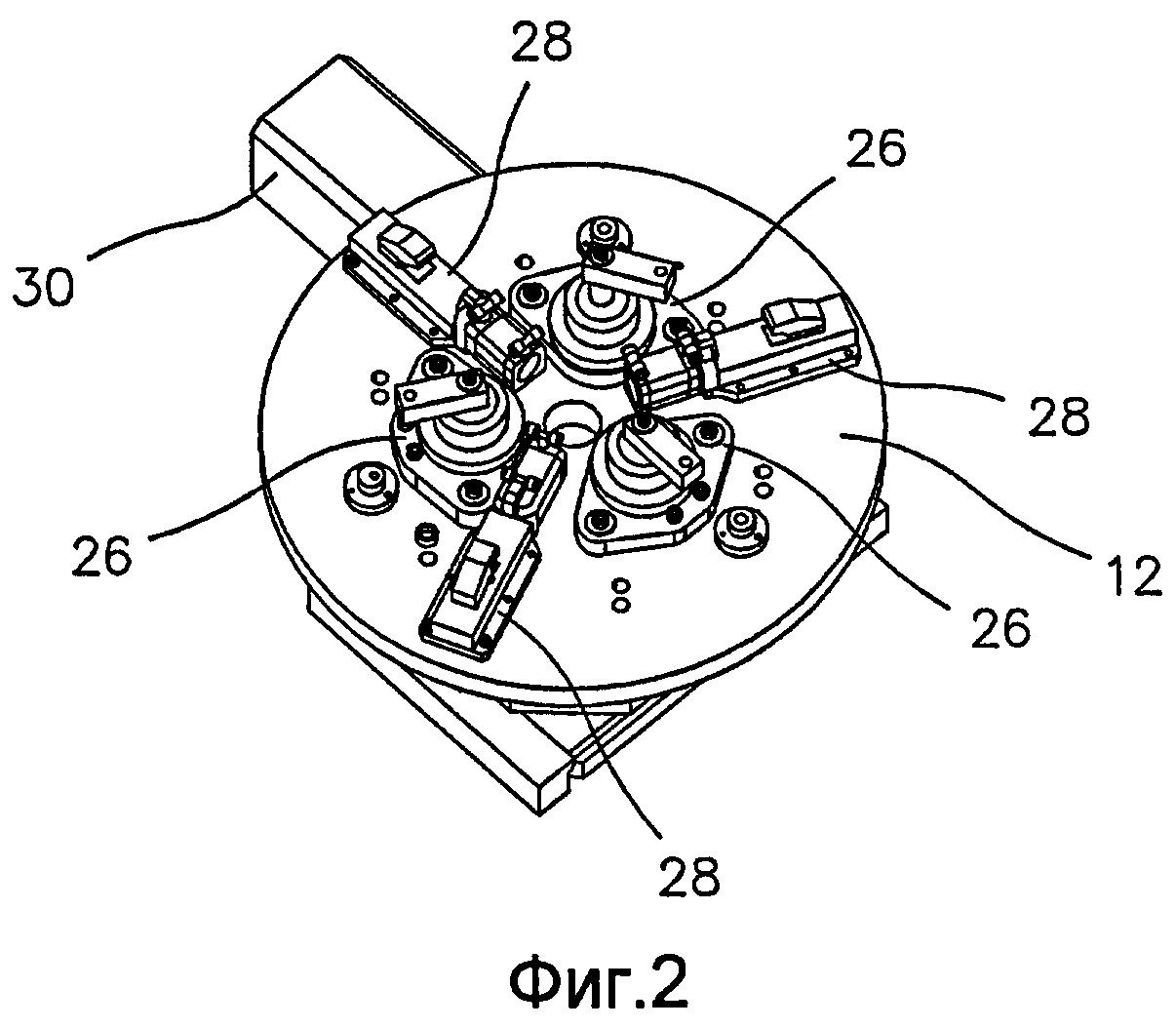
Фиг.2 - вид в изометрии поворотного стола и средств крепления.
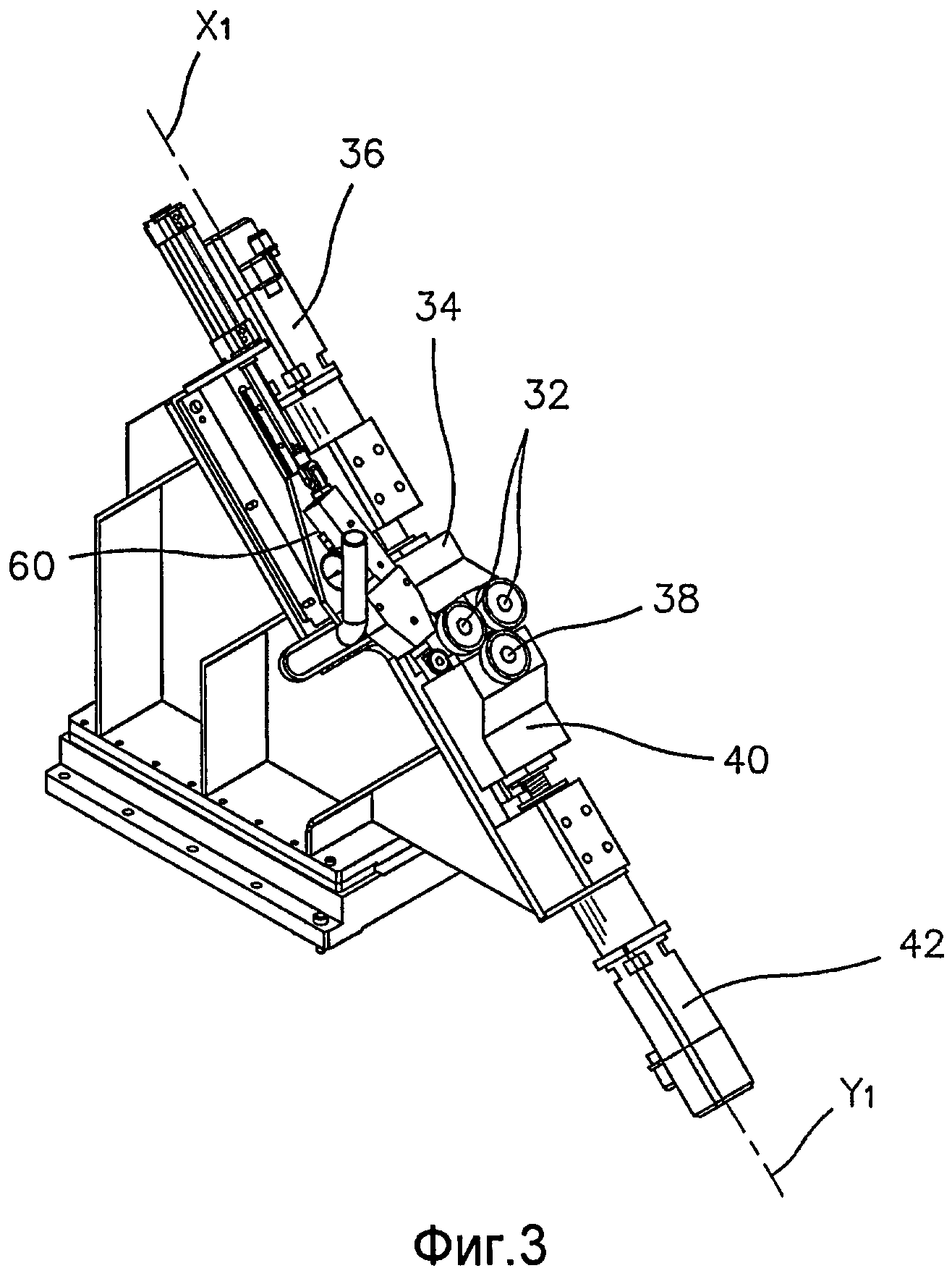
Фиг.3 - вид в изометрии нижнего агрегата устройства деформирования, показанного на фиг.1.
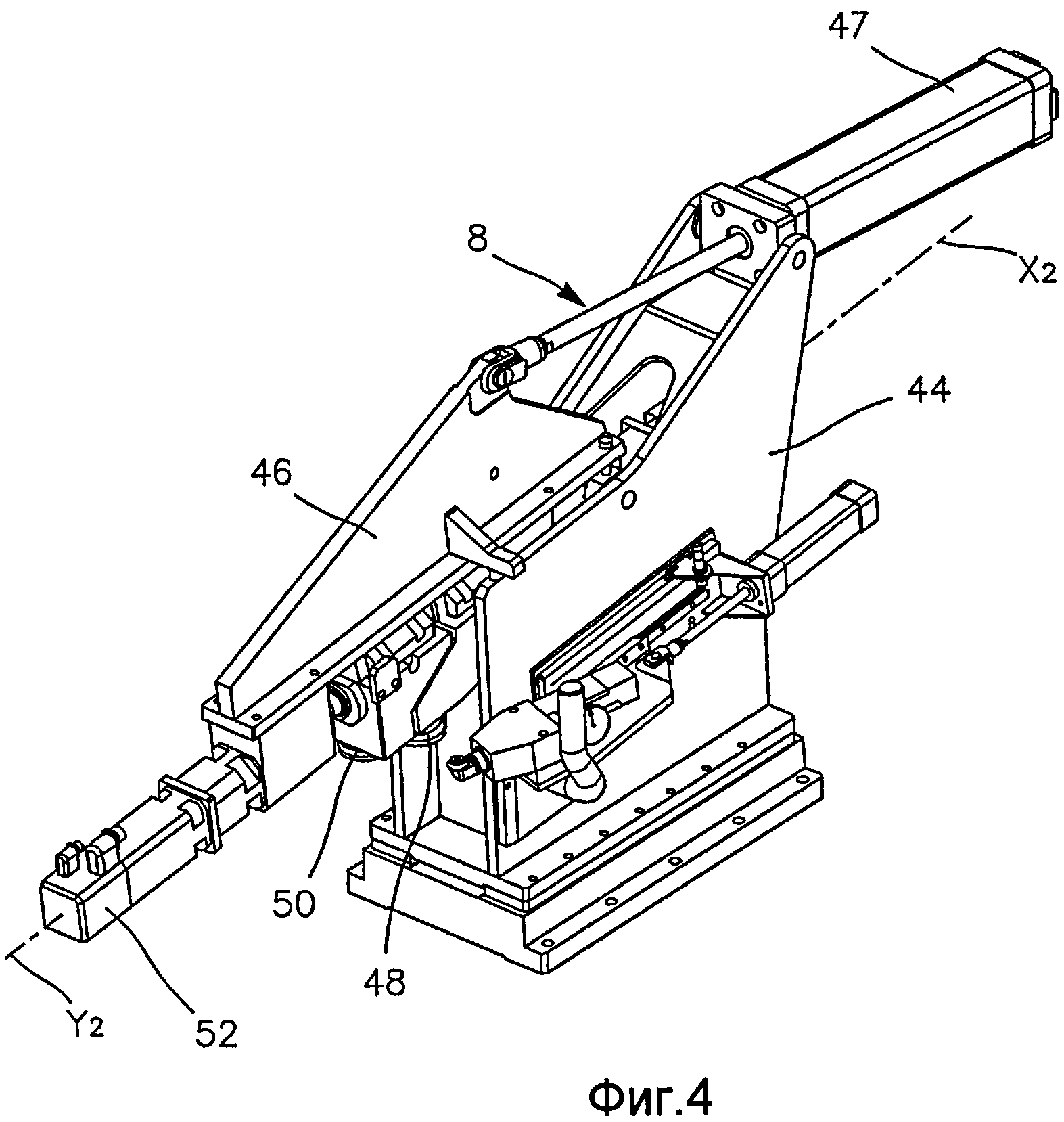
Фиг.4 - вид в изометрии верхнего агрегата устройства кругового деформирования в соответствии с настоящим изобретением, показанного на фиг.1.
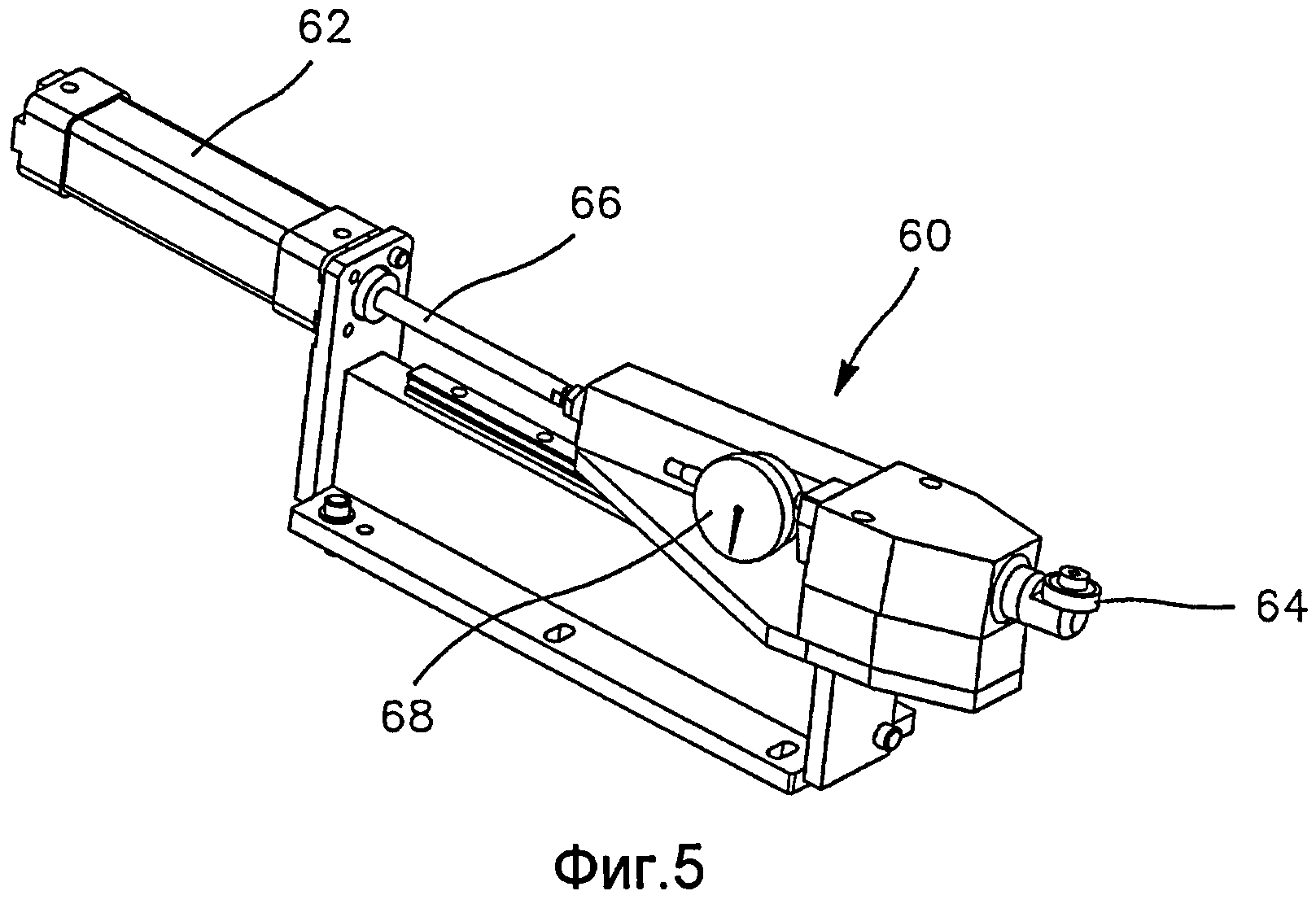
Фиг.5 - вид в изометрии блока измерения, входящего в состав нижнего агрегата.
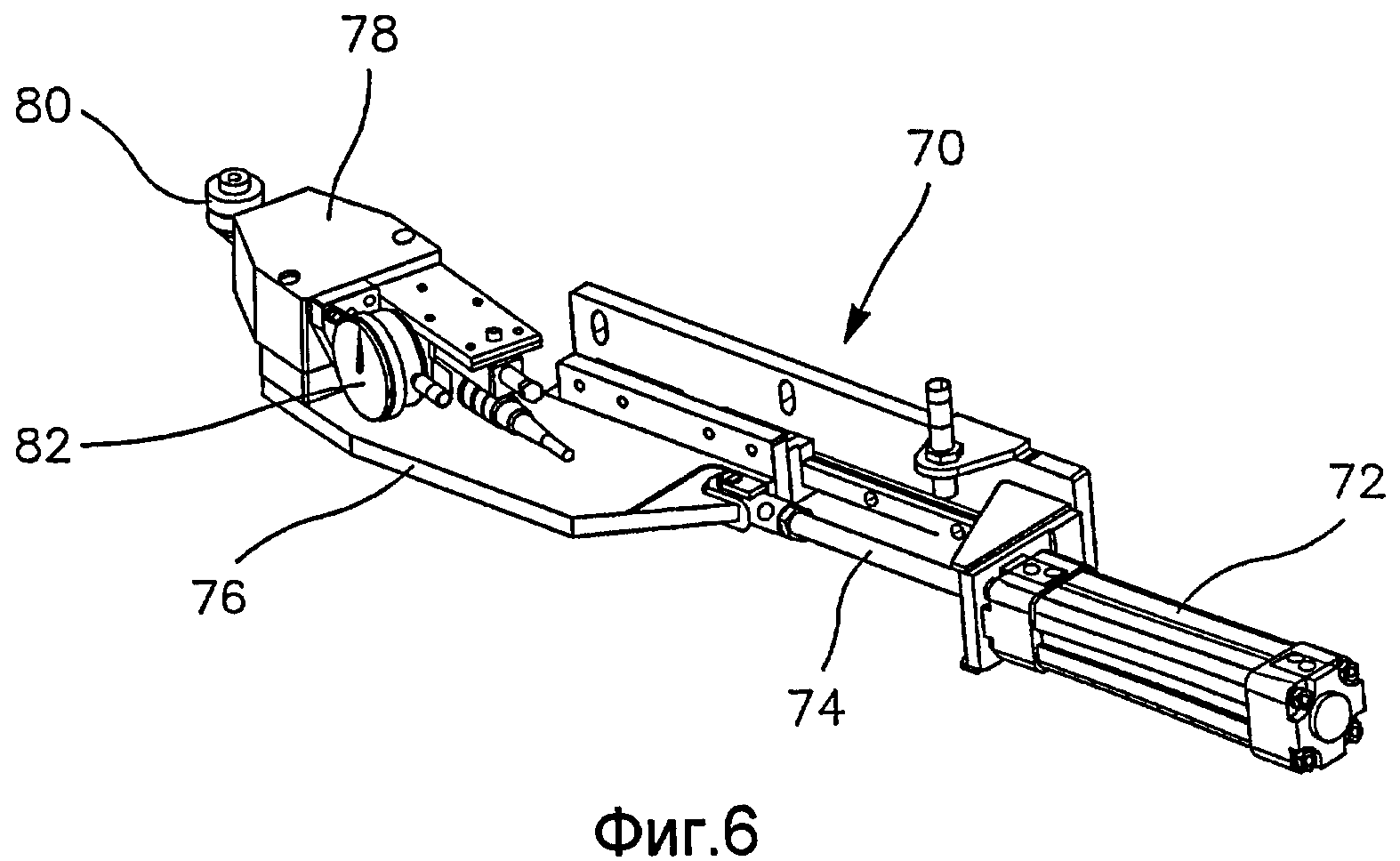
Фиг.6 - вид в изометрии блока измерения, входящего в состав верхнего агрегата, показанного на фиг.4.
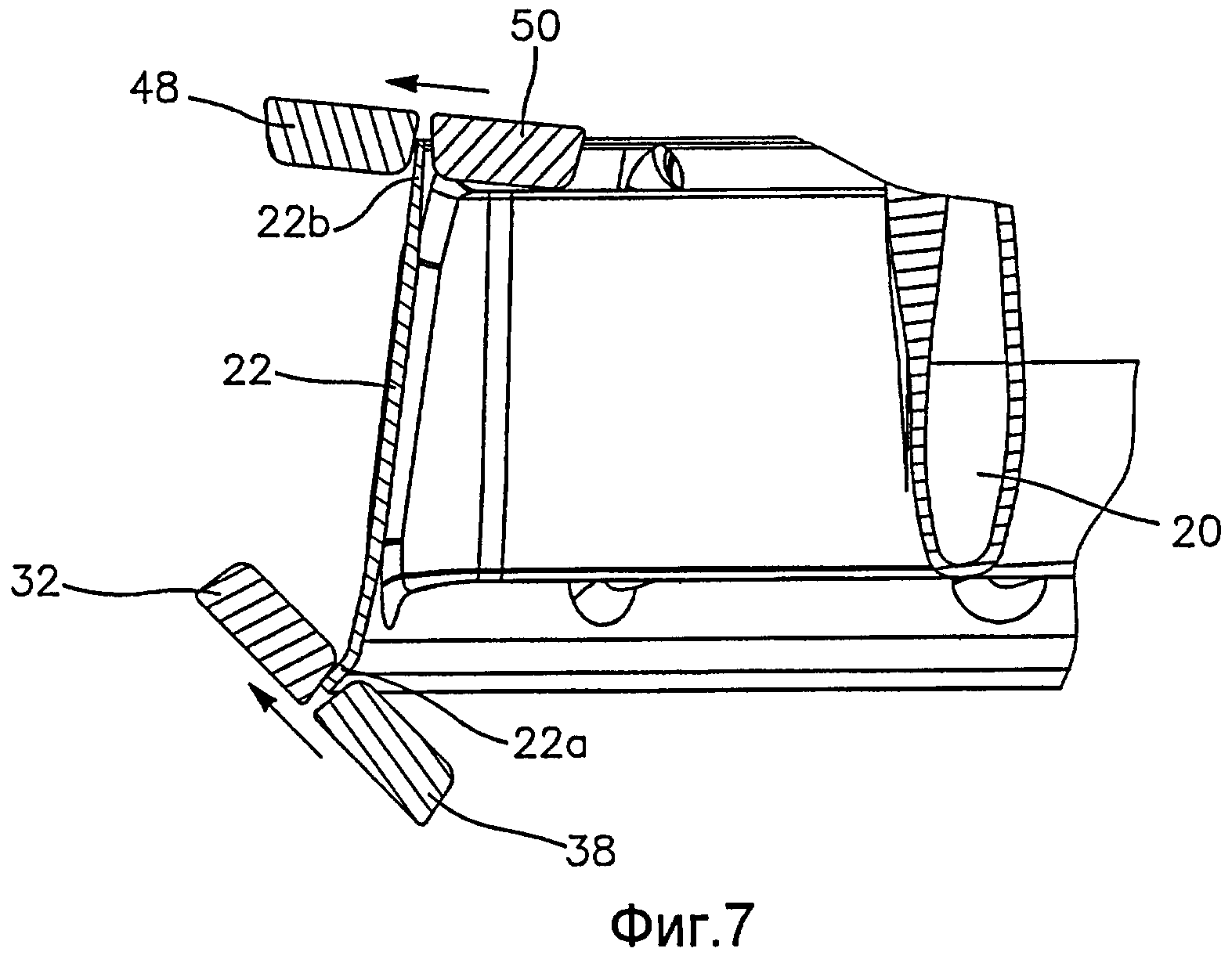
Фиг.7 - схематичный вид в разрезе по плоскости, проходящей через выпускной картер газотурбинного двигателя.
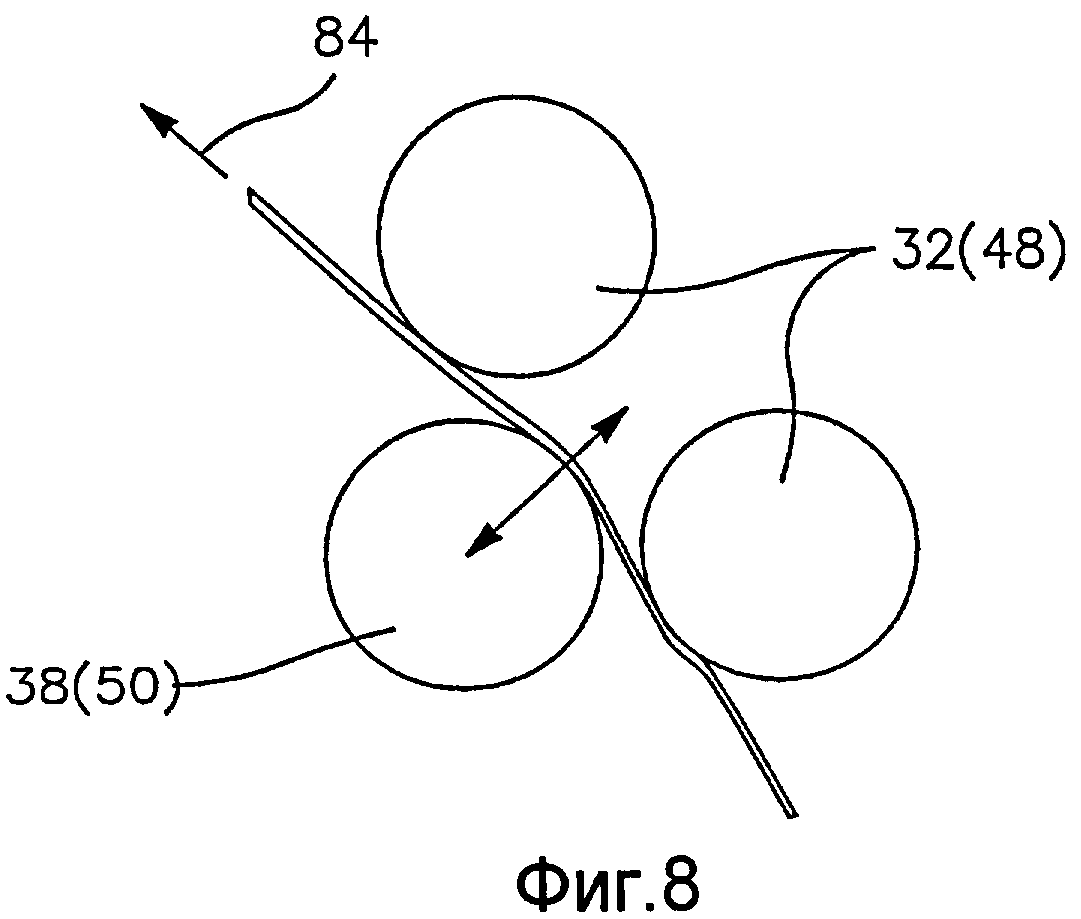
Фиг.8 - схематичный вид, иллюстрирующий положение наружных роликов и внутреннего ролика.
На фиг.1 общей позицией 2 обозначена статичная станина, закрепленная на полу. Нижний агрегат, обозначенный общей позицией 4, установлен на нижней ступени 6 станины 2. Верхний агрегат, обозначенный общей позицией 8, установлен на верхней ступени 10 станины 2. Поворотный стол 12 установлен на промежуточной ступени 14 станины 2. На поворотном столе 12 устанавливают круглую деталь, в данном примере выпускной картер турбореактивного двигателя. Картер содержит центральную ступицу 18 и части стоек 20, соединенные с центральной ступицей 18. Центральная ступица и стойки 20 выполнены в виде единой детали путем формования литьем. Кольцо 22, соединенное со стойками 20 при помощи элементов 24 стоек, образует часть выпускного картера, выполненную путем механической обработки и сварки. В результате операций сварки кольцо 22 подвергается множественным деформациям. Поэтому необходимо восстанавливать его круглую форму. Вблизи станины 2 предусмотрен цифровой блок управления. Этот цифровой блок управления классически представляет собой компьютер, соединенный с устройством кругового деформирования через ряд интерфейсов, например, через автомат и силовые реле. Его функцией является вывод информации на дисплей и управление устройством деформирования в зависимости от заранее введенной в него программы.
На фиг.2 показаны средства крепления выпускного картера на поворотном столе 12. С одной стороны, эти средства содержат три фланца 26 на четверть оборота и три крепежных домкрата 28, расположенных на угловом расстоянии 120° относительно друг друга. Фланцы 26 на четверть оборота пневматически приподнимаются и поворачиваются на четверть оборота, закрепляя выпускной картер 16 на поворотном столе 12. Положение фланцев на четверть оборота и наружных крепежных домкратов контролируется механическими датчиками конца хода. Давление крепления контролируется двумя реле давления, обеспечивающими поддержание значений давления. Вся информация о положениях передается на цифровой блок управления.
Поворотный стол приводится во вращение при помощи двигателя 30, максимальная скорость вращения которого составляет, например, 600 оборотов в минуту. Двигатель 30 соединен с редуктором 1:10, который, в свою очередь, соединен с редуктором 1:12. Таким образом, максимальная скорость вращения стола составляет 5 оборотов в минуту.
На фиг.3 представлен вид в изометрии нижнего агрегата 4. Два ролика 32 установлены на суппорте 34, который перемещается поступательным движением вдоль оси Х1. Перемещение суппорта 34 управляется редукторным двигателем 36, который приводит в движение шариковый винт. В данном примере диаметр шарикового винта равен 32 миллиметрам, а его шаг составляет 5 миллиметров. С другой стороны, нижний ролик 38 перемещается поступательным движением вдоль оси Y1. Нижний ролик 38 установлен на суппорте 40, перемещение которого управляется редукторным двигателем 42. Редукторный двигатель 42 обеспечивает перемещение суппорта 40 при помощи шарикового винта. В данном примере диаметр шарикового винта составляет 32 миллиметра, а его шаг равен 5 миллиметрам. Узел позволяет регулировать перемещение роликов с точностью до 1 микрометра. Предпочтительно, оси Х1 и Y1 являются коаксиальными.
На фиг.4 представлен вид в изометрии верхнего агрегата 8. Он содержит суппорт 44, на котором установлена поворотная балка 46. Домкрат 47 действует на балку 46, заставляя ее поворачиваться. Так же, как и нижний агрегат, верхний агрегат 8 содержит первую ось Х2 и вторую ось Y2. В данном примере эти обе оси являются коаксиальными. Два наружных ролика 48 (на фиг.4 показаны частично) выполнены с возможностью поступательного движения в направлении Х2 под действием двигателя, приводящего в движение шариковый винт (на фигуре не виден). Аналогично, нижний ролик 50 (на фиг.4 показан частично) выполнен с возможностью поступательного движения по оси Y2. Он приводится в движение редукторным двигателем 52, действующим на шариковый винт. Ролики 48 и 50 перемещаются при помощи качающегося домкрата 47 между первым положением, в котором они отходят от круглой детали, и вторым положением, в котором они прижимаются к круглой детали.
На фиг.5 показан блок 60 измерения, входящий в состав нижнего агрегата 4. Этот блок измерения содержит пневматический домкрат 62 позиционирования. Этот домкрат обеспечивает опорное положение ролика 64, неподвижно соединенного со штоком 66 домкрата, на наружной периферии круглой детали. Блок 60 измерения обеспечивает измерение округлости и диаметра детали. Измерительный датчик соединен с цифровым блоком управления. Датчик содержит щуп и реостатный датчик линейного перемещения. Последний соединен с аналоговой платой считывания цифрового блока управления. Компаратор 68 обеспечивает контроль и ручную регулировку блока измерения.
На фиг.6 показан блок 70 измерения, входящий в состав верхнего агрегата 8. Этот блок, в принципе, идентичен блоку 60 измерения, описанному со ссылками на фиг.5. Он содержит пневматический домкрат 72, шток 74 которого неподвижно соединен с суппортом 76, на котором установлен измерительный датчик 78. Датчик 78 содержит щуп 80 и реостатный датчик линейного перемещения. Последний соединен с аналоговой платой считывания цифрового блока управления.
Так же, как и в блоке 60 измерения, компаратор 82 обеспечивает контроль и ручную регулировку блока измерения.
На фиг.7 и 8 показано, каким образом восстанавливают круглую форму кольца 22. Это кольцо 22 содержит нижнюю часть 22а и верхнюю часть 22b, круглую форму которых необходимо восстановить. Для этого на первом этапе (факультативном) создают картографию деформации концов 22а и 22b кольца 22. На этом этапе измеряют средний диаметр детали, а также максимальное и минимальное отклонения округлости. Цифровой блок управления содержит алгоритм, который в зависимости от выявленной деформации вычисляет, насколько необходимо деформировать картер для восстановления его круглой формы с учетом упругости металла. Цифровой блок управления помещает ролики в требуемое положение при помощи электрического редукторного двигателя и шариковых винтов, которые позволяют перемещать их поступательным движением вдоль осей Х1, Y1, Х2 и Y2, как было указано выше, и одновременно происходит вращение поворотного стола. Как показано, в частности, на фиг.8, используют два наружных ролика 32, соответственно 48, между которыми находится внутренний ролик 38, соответственно 50. Стрелкой 84 схематично показано направление вращения детали.
Перед деформированием детали максимальная деформация составляет 5 миллиметров. После деформирования она составляет примерно пять десятых миллиметра.
Способ изготовления детали ковкой
Система контроля и мониторинга летательного аппарата
Инструмент для удерживания конструктивного элемента турбомашины, содержащий средства установки и фиксации в неподвижном положении конструктивного элемента и элемента, прикрепляемого путем припаивания или приваривания на упомянутом конструктивном элементе
Система подачи топлива и способ подавления эффекта пого
Оптимизация способности нержавеющей мартенситной стали к машинной обработке
Устройство предотвращения вращения для гайки большого размера
Инжектор для смешивания двух компонентов топлива, содержащий по меньшей мере инжекционный элемент с тремя коаксиальными каналами
Устройство поддержания давления для изготовления композиционных компонентов посредством нагнетания полимера и связанный метод
Способ и устройство измерения детали в турбомашине
Облопаченный элемент для турбомашины и турбомашина
Способ локальной наплавки поврежденной термомеханической детали и деталь, выполняемая таким образом, в частности деталь турбины
Способ изготовления детали ковкой
Система контроля и мониторинга летательного аппарата
Инструмент для удерживания конструктивного элемента турбомашины, содержащий средства установки и фиксации в неподвижном положении конструктивного элемента и элемента, прикрепляемого путем припаивания или приваривания на упомянутом конструктивном элементе
Система подачи топлива и способ подавления эффекта пого
Оптимизация способности нержавеющей мартенситной стали к машинной обработке
Устройство предотвращения вращения для гайки большого размера
Инжектор для смешивания двух компонентов топлива, содержащий по меньшей мере инжекционный элемент с тремя коаксиальными каналами
Устройство поддержания давления для изготовления композиционных компонентов посредством нагнетания полимера и связанный метод
Способ и устройство измерения детали в турбомашине

