Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение касается устройства для намотки полосы с изменяющейся толщиной полосы, в частности, ровной или снабженной контурами, полученной методом изменяемой прокатки и/или сортовой прокатки металлической полосы, в частности, из стали, в рулон, снабженного системой, предназначенной для нанесения деформируемого материала на наматываемую полосу.
Прежде всего, изобретение касается намотки штрипсов. Штрипсы образуются, когда полосовой материал, в частности металлическая широкая полоса, стягивается с рулона и в продольном направлении делится по длине на узкие полосы, т.е. распускается. Полученные таким образом узкие штрипсовые ленты затем наматываются на одну общую оправку или на отдельные оправки. Предпочтительно изготавливаются составные рулоны из множества расположенных рядом друг с другом штрипсов. Для компенсации отклонений толщины по ширине полосы, которые при намотке штрипсов, в частности, в крайних областях полосы, приводят к конической или выпуклой поверхности, необходимо вводить прослойки в рулоны штрипсов.
Также при намотке распущенного полосового материала на сплошные барабаны, снабженные несколькими, отделенными друг от друга круглыми заготовками из листовой стали, расположенными соосно рядом друг с другом наматывающими моталками установок для продольного роспуска вследствие различных значений толщины полос и толщины покрытия, образуются более или менее плотно намотанные рулоны с соответственно различным провисанием полосы. Неравномерное наматывание рулонов негативно сказывается на их внешнем виде, упаковке, характере прохождения и трении между отдельными витками полосы. Чтобы избежать этих недостатков, известно наматывание между витками штрипса бумажных или картонных лент с надлежащими размерами по длине. При этом часто бумажная лента вручную укладывается в образующийся при наматывании зазор между поступающей полосой и рулоном.
Из DE 8006563 U1 известно устройство для введения прокладочной ленты в образующийся при намотке зазор наматываемого в рулоны полосового материала, у которого бумажная лента посредством пары ведущих роликов подается в направлении образующегося при намотке зазора. При этом резервная емкость для бумажной ленты выполнена в виде барабана-накопителя, содержащего прокладочную бумажную ленту, за прорезью для выхода ленты которого предусмотрена пара ведущих роликов, приводимая в движение электродвигателем. За парой ведущих роликов предусмотрено устройство для роспуска ленты и перфорации. Благодаря этому прокладочная лента может вводиться парой ведущих роликов с большой скоростью и при одновременной заданной деформации в отрывающийся вниз, устойчивый заполненный воздухом профиль, свободно проходя в образующийся при намотке зазор. Прокладочная лента должна деформироваться с помощью сводообразного профиля ведущих роликов таким образом, чтобы она приобретала достаточно устойчивый, поддерживаемый воздухом профиль, который позволяет вводить ее в образующийся при намотке зазор даже через большой участок свободного полета, причем, кроме эффекта поддержки воздухом, одновременно используется также эффект ускорения.
Прокладочные ленты либо забираются из резервной емкости, содержащей ленты надлежащей длины, и по отдельности вводятся в рулон металлической полосы, либо стягиваются с резервного рулона ленты и разделяются на соответственно необходимую для намотки длину.
В EP 0166795 B1 описан способ намотки нескольких штрипсов, образованных продольным роспуском полосового материала, на одну общую оправку, при котором полосовой материал обладает отклонением толщины по своей ширине.
Этот способ отличается тем, что штрипсы наматываются в составной рулон одновременно со способной к деформации полосовой прослойкой, распространяющейся по ширине всех проходящих рядом друг с другом штрипсов. При этом толщина прослойки выбирается большей, чем отклонение толщины по ширине полосового материала. При намотке штрипсов путем оказания усилия на соответственно крайний верхний слой рулона штрипсов и/или на прослойку в радиальном направлении составного рулона более толстые штрипсы вдавливаются в прослойку сильнее, чем более тонкие, и штрипсы при соответствующей деформации прослойки наматываются в составной рулон с цилиндрической огибающей поверхностью. Согласно этому способу в качестве полосового материала может наматываться металлическая полоса без покрытия или с покрытием. В качестве деформируемой прослойки применяются предпочтительно бумага, картон, полимерный материал, в частности, вспененный материал, или пропитанная антикоррозионным средством бумага.
Кроме того, известно изготовление не только ровных металлических полос, но и таких, которые имеют контуры в продольном и/или поперечном направлении. В DE 19831882 A1 описываются способ и прокатный агрегат для изготовления профиля произвольной толщины по ширине полосового проката. При этом исходный материал деформируется несколькими валками, расположенными последовательно со смещением в направлении прокатки, практически только в направлении ширины. Валки позволяют получать местную целенаправленную деформацию, в соответствии с желаемым профилированием, при этом глубина проникновения зависит от соответствующей регулировки отдельных узких валков или роликов. Исходный материал является либо черным, либо цветным металлом; применяется холодная или горячая деформация.
Из DE 19962754 A1 известен способ изменяемой прокатки металлической полосы. Этот способ служит для изготовления плоских металлических полос, которые имеют заданные различные значения толщины полосы по своей длине. При этом во время процесса прокатки зазор между валками целенаправленно изменяется, чтобы добиться различных значений толщины полосы по длине металлической полосы. Это может, с одной стороны, происходить опосредствованно, путем изменения сопротивления деформации материала за счет нагрева или охлаждения металлической полосы и в соответствии с изменяемым подпружиниванием прокатной клети во время процесса прокатки.
EP 1074317 A2 также относится к способу изменяемой прокатки металлической полосы, при этом металлическая полоса во время процесса прокатки направляется через образовавшийся между двумя рабочими валками зазор, и зазор между валками во время процесса прокатки целенаправленно изменяется, чтобы добиться различных значений толщины полосы по длине металлической полосы. При этом во время каждой регулировки зазора между валками или непосредственно после нее происходит управление линиями изгиба рабочих валков в зависимости от установленного зазора между валками с целью обеспечения плоскостности металлической полосы.
Задачей изобретения является усовершенствовать способ намотки полосы, в частности, ровной или снабженной контурами, полученной методом изменяемой прокатки и/или сортовой прокатки металлической полосы, таким образом, чтобы простым способом получался рулон правильной формы, по меньшей мере по существу цилиндрический рулон.
В соответствии с изобретением эта задача в способе решается за счет того, что система включает в себя средства для получения податливого, в частности эластичного, материала или саморасширяющегося или вспениваемого материала и для введения в рулон.
В соответствии с изобретением непосредственно на месте соответственно требованиям к наматываемой полосе, т.е. с учетом свойств ее поверхности, а также ожидаемого отклонения от круглой формы наматываемого рулона, применяются надлежащие материалы для получения эластичной субстанции, в частности затвердевающей пены, которая вводится в рулон в таком количестве, чтобы получался совершенно или почти круглый рулон. Поэтому предлагаемая изобретением система особенно подходит для наматывания металлических штрипсов, в частности, из стали, но также для других полосовых материалов, например, из полимерного материала, например, дуропластов или термопластов. В соответствии с изобретением служащие прослойкой материалы защищают поверхности полосы и улучшают способность к наматыванию. Преимущества равномерно намотанного рулона заключаются также в лучшей пригодности к транспортировке и в облегчении дальнейшей переработки. Также изменения толщины полосы, будь то в продольном или в поперечном направлении, могут в любое время компенсироваться за счет изменения нанесения материала.
Предпочтительные усовершенствования изобретения содержатся в зависимых пунктах формулы изобретения.
В соответствии с изобретением предпочтительно предусматривается, что служащий прослойкой материал наносится на соответственно крайний верхний слой рулона ракельным методом, или напыляется или напрыскивается на поверхность рулона из расположенных рядом друг с другом в ряд сопел. При этом возможно напыление этого материала, то есть, например, вспениваемого полимерного материала, также с различной толщиной по ширине в соответствии с желаемой толщиной нанесения, и индивидуально по определенным зонам по ширине рулона. Также в случае нанесения ракельным методом ракля устанавливается либо на одинаковом расстоянии по всей ширине рулона, или она устанавливается наклонно относительно оси вращения рулона, чтобы компенсировать получающееся коническое наматывание рулона.
Предпочтительно система охватывает всю ширину рулона, или по меньшей мере по большой части ширины рулона. В последнем случае покрываются только критические зоны, в которых, как показывает опыт, происходит усиленное образование неравномерностей.
В другом предпочтительном варианте осуществления изобретения предусмотрено, что материал наносится на рулон лентами. Этот метод служит, с одной стороны, для того, чтобы обходиться наименьшим возможным количеством материала прослойки, с другой стороны, при приложении радиально действующего на рулон усилия материал может смещаться в области между лентами, образуя, таким образом, оптимально круглый рулон.
В другом варианте осуществления изобретения полимерный материал предпочтительно наносится на рулон из экструдера.
Для повышения эластичности предусматривается, что полимерный материал образует на рулоне непрерывный слой или несколько расположенных в направлении полосы рядом друг с другом лент, которые соответственно содержат включения воздуха. При вспенивании воздух или другой газ в соответствии с желаемой эластичностью вводится в затвердевающий полимерный материал, чтобы позднее сжимать слой прослойки либо под собственным весом наматываемого материала, либо под влиянием радиально действующего прижимного усилия.
Чтобы еще более усовершенствовать эффект введения слоя материала, можно интегрировать измерительное устройство, служащее для измерения толщины полосы наматываемого материала, которое передает измеренные им значения толщины полосы регулирующему устройству. Затем это устройство получает из сигналов, воспроизводящих толщину полосы, регулируемую величину, чтобы регулировать выдачу материала из сопел, добавление вспенивающего средства, воздуха, и т.п. в соответствии с измеренной толщиной металлической полосы, или в случае ракли адаптировать ее установку относительно боковой поверхности рулона.
Изобретение касается также прокатного стана для холодной или горячей однопроходной или реверсивной прокатки металлической полосы с изменяющейся толщиной полосы, в частности, ровной или снабженной контурами, полученной методом гибкой прокатки и/или сортовой прокатки металлической полосы, в частности, из стали, снабженного прокатной клетью, которая включает в себя комплект валков и регулирующую систему, предназначенную для регулировки зазора между валками, снабженного расположенным перед прокатной клетью устройством разматывания подлежащей прокатке металлической полосы и расположенным после прокатной клети устройством для намотки, как оно было описано выше. При этом металлическая полоса может иметь все формы профилей в продольном или поперечном направлении. Толщина полосы может изменяться по длине и/или ширине.
Прокатный стан отличается в соответствии с изобретением тем, что имеется регулирующее устройство, предназначенное для регулирования частоты вращения приводов обоих мотающих устройств посредством регулирования с помощью вышестоящей системы управления с целью компенсации или регулирования изменений массового потока прокатываемой полосы и зависящей от них скорости натяжения полосы, а также для регулирования натяжения полосы, в частности, в те моменты времени, в которые изменяется ускорение полосы при изменении профиля толщины полосы. Прокатка полосы может также осуществляться в общей технологической линии литейно-прокатной установки, в конце которой расположено устройство для намотки прокатанной полосы.
Изобретение касается также способа намотки полосы с изменяющейся толщиной полосы, в частности, ровной или снабженной контурами, полученной методом гибкой прокатки и/или сортовой прокатки металлической полосы, в частности, из стали, в рулон, при котором во время намотки деформируемый материал наносится на рулон.
Способ отличается тем, что деформируемый материал из сопел или посредством по меньшей мере одной ракли наносится на поверхность полосы, в частности металлической полосы. В соответствии с изобретением возможно наматывание полос, которые в продольном и/или поперечном направлении обладают изменяющейся толщиной полосы. В частности, в полосы могут вводиться особые профили.
Предпочтительным образом способ также отличается тем, что на металлическую полосу наносится материал с толщиной, которая больше, чем отклонение толщины металлической полосы, и что затем к соответственно крайнему верхнему концу рулона прилагается усилие, в частности посредством валка, сжимающее материал таким образом, чтобы образовался по меньшей мере по существу цилиндрический составной рулон из металлической полосы и материала.
Особенно предпочтительным образом способ осуществляется, когда материал доводится до набухания или вспенивания путем добавления добавки незадолго до нанесения или во время нанесения.
Возможно применение, в частности, незадолго до нанесения или во время нанесения, различных форм облучения, способствующего набуханию и/или вспениванию и/или отверждению.
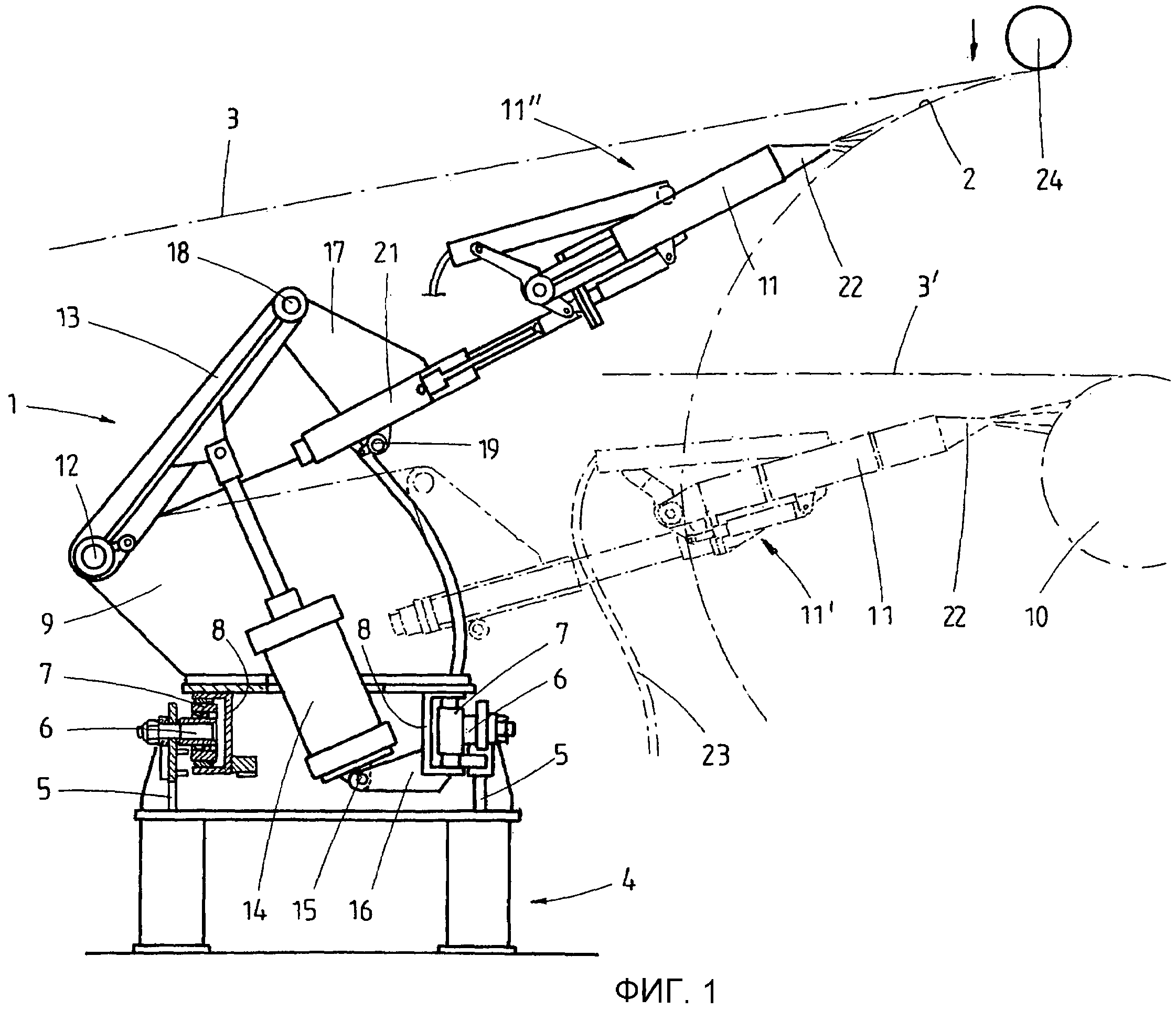
Ниже изобретение поясняется более подробно на одном из примеров осуществления. На единственной фигуре показано устройство, перемещаемое поперек рулона намотанной полосы, предназначенное для напыления пены на крайний верхний слой рулона в зазор между наматывающейся полосой и рулоном.
Устройство 1 нанесения (фигура), служащее для нанесения или напыления вспениваемого полимерного материала на рулон 2 металлической полосы 3, включает в себя неподвижное основание 4. На нем установлены две пары опорных кронштейнов 5 для осей 6 рабочих колес, на которых установлены с возможностью вращения две пары ходовых роликов 7. По одной паре расположенных последовательно ходовых роликов 7 служит для направления u-образных направляющих 8, которые соединены с опорной частью 9 для устройства 1 нанесения. Они имеют такую длину, что выступают вперед относительно опорной части 9. Основание 4 расположено вне области полосы, задаваемой длиной оправки 10 моталки, так что устройство 1 может поочередно перемещаться перед оправкой 10 моталки за пределы области полосы или в область полосы. При окончании процесса намотки рулон 2 достигает максимального наружного объема. К началу процесса намотки консоль 11 устройства 1, служащая для напыления или нанесения полимерного материала, находится в обозначенном штрихпунктирной линией положении 11', чтобы наносить материал близко к поверхности на металлическую полосу 3, в то время как к концу процесса намотки она принимает положение 11''.
Устройство 1 установлено с возможностью поворота относительно опорной части 9, в то время как опорная часть 9 снабжена поворотной осью 12 для двух поворотных рычагов 13, которые вместе могут поворачиваться с помощью гидравлического серводвигателя 14, установленного с возможностью качания посредством подшипника 15 на опорных серьгах 16 направляющих 8. Устройство 1 посредством пары 17 серег и шарнирного болта 18 шарнирно соединено со свободным концом поворотного рычага 13 и опирается посредством пары 19 роликов на кулисную направляющую 20 опорной части 9.
Устройство 1 нанесения включает в себя опирающееся на пару 17 серег телескопическое исполнительное устройство 21 для позиционирования консоли 11 на надлежащем расстоянии относительно поверхности полосы 3 или для ее временного удаления с рулона 2 полосы, например, в целях чистки. Консоль 11 содержит предпочтительно сменный картридж, служащий для помещения наносимого материала, который предпочтительно напыляется из сопла 22 или нескольких сопел 22, расположенных в направлении оси оправки 10 моталки рядом друг с другом.
Посредством по меньшей мере одного питающего шланга 23 подаются различные субстанции, которые необходимы для получения наносимой среды, в частности, также в комбинации с находящимся под давлением газом, служащим для выжимания наносимой субстанции из картриджа. Дополнительно вблизи сопел 22 может быть предусмотрен (не изображенный) излучатель, который способствует отверждению нанесенного материала.
Вместо жидкого, пенистого или вязкого материала, в частности полимерного материала, возможно также введение в рулон 2 гранулята, в частности, в комбинации с полимерным материалом или клеем, или материала в виде стеганого покрытия, например, с оптимизированными объемами отдельных подушечек, с целью достижения равномерной структуры рулона. В зависимости от потребности подушечки остаются закрытыми, при этом они по меньшей мере в определенных областях наполняются надлежащими материалами или средами. Затем при определенных условиях давления или температуры, в частности, по окончании процесса намотки, эти материалы или среды могут выпускаться из подушечек.
В соответствии с изобретением возможно также применение (изображенного здесь только схематично) прижимного ролика 24, который установлен в окружном направлении после введения пенистого материала, или материала подушечек, или гранулята в рулон 2, и выравнивает наружный периметр путем сжатия введенного материала.
Перечень позиций
1 Устройство нанесения
2 Рулон
3 Полоса
3' Положение полосы 3
4 Основание
5 Опорные кронштейны
6 Оси рабочих колес
7 Ходовые ролики
8 Направляющие
9 Опорная часть
10 Оправка моталки
11 Консоль
11' Положение консоли 11
11'' Положение консоли 11
12 Поворотная ось
13 Поворотный рычаг
14 Серводвигатель
15 Подшипник
16 Опорные серьги
17 Пара серег
18 Шарнирный болт
19 Пара роликов
20 Кулисная направляющая
21 Исполнительное устройство
22 Сопло
23 Питающий шланг
24 Прижимной ролик.
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Устройство и способ горизонтального литья металлической полосы
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Коробка передач для установки непрерывного литья с теплозащитой

