Результат интеллектуальной деятельности: ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКОМ ИЗДЕЛИИ
Вид РИД
Изобретение
Изобретение относится к электрохимической технологии формирования износостойких, диэлектрических, антикоррозионных и декоративных оксидных или оксидно-керамических покрытий на металлические изделия, в частности для нанесения неорганических покрытий на детали и изделия из алюминиевых, магниевых и титановых сплавов, используемых в авиационной, машиностроительной, химической и строительной промышленности.
Известны (Аверьянов Е.Е. Справочник по анодированию. - М.: Машиностроение. 1988. - 224 с.) способы анодирования в водных растворах электролитов (тонкослойного (до 1 мкм), среднеслойного (приблизительно до 50 мкм), толстослойного анодирования (до 340 мкм)), которые проводят в гальваностатическом или потенциостатическом режимах; т.е. при пропускании постоянного тока между электродами или заданном постоянном (формовочном) напряжении между ними.
Известные способы имеют существенные недостатки:
1) низкая антикоррозионная способность покрытия и значительно меньшая их микротвердость, износостойкость, сопротивление усталости, адгезия к металлической основе по сравнению с покрытиями, получаемыми способом микродугового оксидирования их поверхности;
2) сложная технология и низкая производительность получения различных по толщине и свойствам покрытий на различных участках поверхности изделия;
3) невозможность получения покрытия на всей поверхности изделия вследствие необходимости подключения к нему токоподвода.
Известен способ (А.с. 526961 СССР (H01G 9/24); опубл. в Бюл. №32. 1976.) микродугового оксидировании, позволяющий получать многофункциональные покрытия на поверхности изделий из электропроводящих материалов. Процесс проводят, как правило, погружая изделие в резервуар с электролитом и задавая между ним и противоэлектродом переменное напряжение или переменный ток.
Этот способ имеет также недостатки:
1) значительная энергоемкость процесса;
2) сложная технология и низкая производительность получения различных по толщине и свойствам покрытий на различных участках поверхности изделия, а также невозможность получения покрытия на всей поверхности изделия вследствие необходимости подключения к нему токоподвода.
Известен способ вакуумно-компрессионного микроплазменного оксидирования (WO 2007/ 142550 А1, опубл. 29.01.2007, кл. C25D 11/02), включающий погружение, по крайней мере, одной обрабатываемой детали в раствор электролита в качестве одного из электродов - анода, возбуждение микроплазменных разрядов и формирование покрытия на ее поверхности, отличающийся тем, что упомянутую деталь погружают в электролит, предварительно размещенный в герметично закрываемом резервуаре, при этом возбуждение микроплазменных разрядов осуществляют в условиях пониженного давления над электролитом.
Этот способ имеет следующие недостатки:
1) сложная технология и низкая производительность получения многофункциональных покрытий на поверхности металлических материалов;
2) невозможность получения различных по толщине и свойствам покрытий на различных участках поверхности изделий;
3) невозможность получения покрытия на всей поверхности изделий вследствие необходимости подключения к ним токоподводов.
Прототипом изобретения является комбинированный метод одновременного анодирования двух образцов или изделий (два рабочих электрода) с использованием переменного тока - анодирование с применением трех электродов (Томашов Н.Д., Тюкина М.Н., Заливалов Ф.П.М. Толстослойное анодирование алюминия и его сплавов. М., «Машиностроение», 1968, 157 с.).
При этом производительность процесса анодирования алюминиевого сплава увеличивается практически в два раза по сравнению с его анодированием при пропускании переменного тока между двумя электродами (рабочим и противоэлектродом) при прочих аналогичных условиях проведения анодного процесса.
Данный способ также имеет недостатки, заключающиеся в невозможности получения:
1) износостойких, антикоррозионных, с высокой адгезией к металлической основе, с высоким сопротивлением усталости покрытий на поверхности металлических изделий;
2) различных по толщине и свойствам покрытий на различных участках поверхности изделий;
3) покрытия на всей поверхности изделий вследствие необходимости подключения к ним токоподводов.
Технический результат, достигаемый в изобретении, заключается в получении покрытий с заданными различными свойствами и толщиной на различных участках поверхности одного изделия без оставшихся не покрытых ее участков поверхности и при сокращении энергозатрат более чем в два раза.
Указанный технический результат достигается следующим образом.
Электрохимический способ получения покрытий на металлическом изделии включает обработку изделия с помощью пропускания переменного тока между двумя рабочими электродами, которыми являются части изделия, размещенные в двух резервуарах, и двумя противоэлектродами. Переменный ток пропускается через электролит, находящийся в герметично разделенных друг от друга резервуарах. Площадь поверхности каждого противоэлектрода более чем в пять раз больше площади соответствующей части изделия.
При этом вторым противоэлектродом является резервуар или дополнительно размещенный в резервуаре элемент.
Электролит в резервуарах может быть одинаковым или различным.
Части изделия, расположенные в различных резервуарах, могут быть одинаковые или различные по площади.
Для покрытия всего изделия непокрытую часть изделия перемещают в одном из резервуаров для ее помещения в электролит, который заполняет данный резервуар, и вновь пропускают переменный ток.
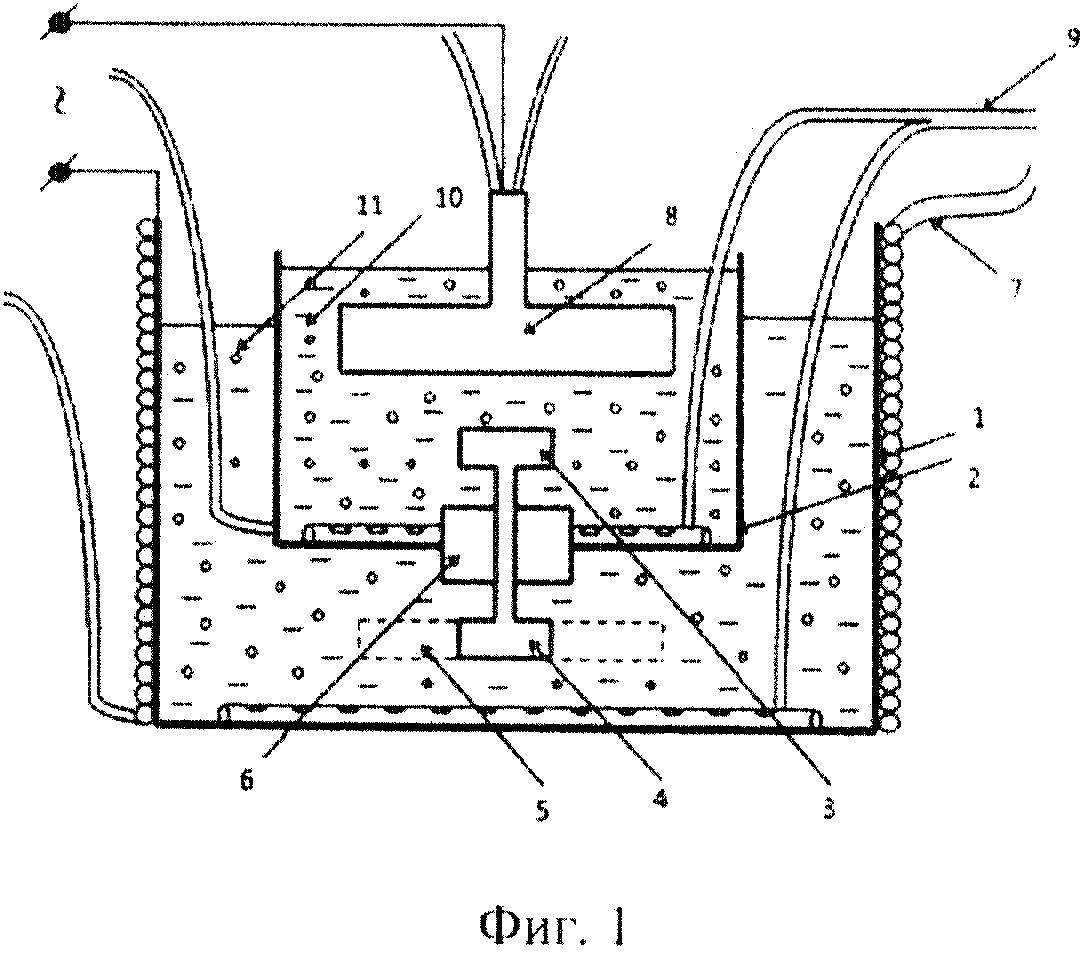
Изобретение поясняется чертежом, где на фиг.1 схематически изображено устройство, в котором реализуется данный электрохимический способ получения покрытий на металлическом изделии: первый резервуар - противоэлектрод 1 (второй противоэлектрод), второй резервуар 2, рабочие электроды 3, 4 и 5 - части металлического изделия с одинаковой и различной площадью обрабатываемой поверхности, диэлектрическая пробка 6, рубашка 7 водяного охлаждения, охлаждаемый противоэлектрод 8, устройство 9 для барботажа электролита 10 и 11.
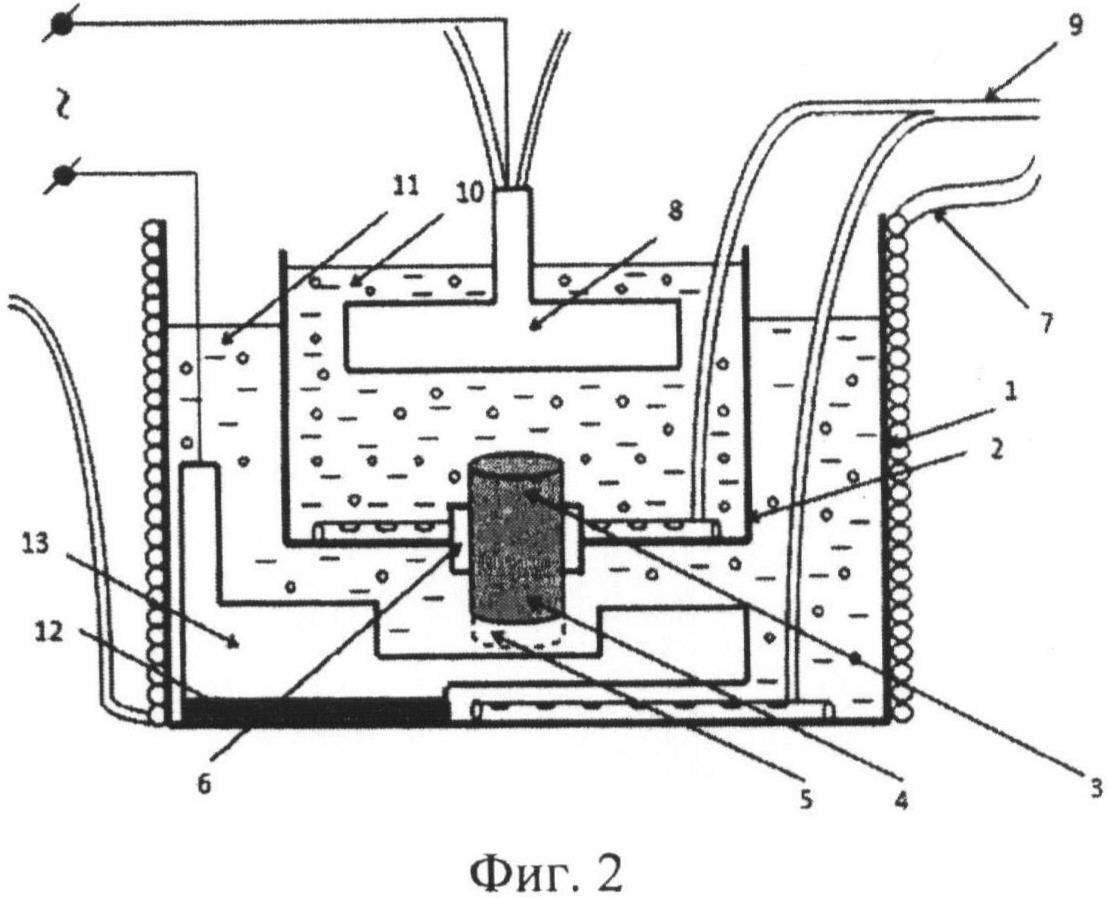
На фиг.2 схематически изображено устройство, в котором реализуется предложенный способ, в случае когда второй противоэлектород образован не стенками резервуара, а дополнительным элементом. На рисунке показаны диэлектрическая прокладка 12 и второй противоэлектрод 13. Конфигурация противоэлектрода 13 может быть различна. Геометрические размеры противоэлектродов 1, 8, 13 не менее чем в пять раз соответственно должны быть больше рабочих электродов 3, 4 и 5 соответственно по причинам: уменьшения энергозатрат и скорости их коррозии под действием внешнего тока.
При проведении процесса получения покрытий на электропроводящем материале (например, на образце из алюминиевого сплава) по данному способу с пропусканием переменного тока между электродами, если первоначально (в течение одного полупериода протекания переменного тока) противоэлектрод 8 является катодом, на поверхности которого в зависимости от рН электролита может протекать реакция:


или

то рабочий электрод 3 будет являться анодом.
На его поверхности в зависимости от заданного электрического режима, состава электролита и сплава, природы металла могут протекать, например, следующие реакции:








где m, n, а, у, b, х - стехиометрические коэффициенты.
Анодирование может протекать по реакциям (4-6), анодирование и микродуговое оксидирование - по механизму экзотермического окисления металлического дна сквозных пор, в которых реализовались микродуговые разряды (7-10), при микродуговом оксидирование вхождение оксидов в покрытие может происходить и по плазмо-термохимическому механизму (11). По этой же реакции (11) вхождение оксидов в покрытие может реализоваться вследствие протекания электролиза.
В этот полупериод противоэлектроды 1 или 13 являются анодом и на нем в зависимости от материала, рН электролита и электродного потенциала могут, например, протекать следующие анодные реакции:




а катодные реакции (1, или 2, или 3) протекают на другой (второй) части поверхности рабочего электрода 4 или 5.
Таким образом, ток между противоэлектродами 1, 8, 13, не контактирующими между собой, но находящимися в электролитах 10 и 11, через изделие или образец проходит вследствие протекания сопряженных реакций - между противоэлектродами 8 и рабочим электродом 3 и (реакции типа 1-3, 4, 9-11) вторыми противоэлектродом 1 или 13 и рабочим электродом 4 или 5 (реакции типа 1-3, 12-15).
В следующий полупериод протекания переменного тока происходит смена полярности электродов.
Рабочий электрод 3 становится катодом, и на нем протекают реакции типа 1-3, а анодные реакции типа 12-15 протекают на противоэлектроде 8. В этот полупериод покрытие растет на рабочем электроде 4 или 5. На нем протекают реакции типа 4-11.
Таким образом, в чередующиеся полупериоды при пропускании переменного тока между противоэлектродами 1, 8, 13 происходит посменно модификация поверхности то одной, то другой части образца или изделия.
При установлении заданного электрического режима практически мгновенно начинает протекать процесс роста анодного покрытия на поверхности двух рабочих электродов 3, 4 или 5. В зависимости от заданных свойств покрытия, в частности увеличения его антикоррозионной способности, твердости, износостойкости, устанавливают технологические условия, а именно состав и температуру электролита, заданную плотность тока или напряжение, формы заданного переменного тока или напряжения, которые обеспечивают переход от процесса анодирования обоих рабочих электродов 3, 4 или 5 или одного из них на процесс МДО. Через 10-40 с начинается рост микродугового покрытия на одном или двух рабочих электродах.
При этом для каждого электрохимического процесса, проводимого с целью заданной модификации различных частей поверхности изделия, величина плотности заданного переменного тока или формовочного напряжения, а также состав электролита устанавливаются экспериментально.
Пример 1.
Осуществляют процесс получения антикоррозионного декоративного покрытия на всей поверхности пластины из деформированного сплава Д16, но с разной его толщиной и микротвердостью на различных ее участках.
Часть пластины, площадь которой 0,2 дм2 (первый рабочий электрод), и первый противоэлектрод в виде змеевика из нержавеющей стали, через который пропускали проточную воду (16-18°С), погружают во второй резервуар, заполненный водным раствором, содержащим 3 г/л NaOH, 7 г/л технического жидкого стекла (плотность 1,45 г/см3, модуль 2,9). Второй резервуар изготовлен из диэлектрического материала (политетрафторэтилена) и помещен в первый резервуар. Площадь первого противоэлектрода - 5 дм2. Остальную часть пластины (второй рабочий электрод, площадь которого 0,4 дм2) погружают в первый резервуар, заполненный тем же по составу электролитом, что и второй резервуар. Первый водоохлаждаемый резервуар изготовлен из нержавеющей стали. Он является вторым противоэлектродом, площадь которого 15,5 дм2. Пропускают переменный ток (I=4А) между противоэлектродами (фиг.1).
Процесс сопряженного микродугового оксидирования различных участков пластины осуществляют в течение 70 мин. На обоих участках поверхности пластины загораются микроплазменные разряды; т.е реализуют как на поверхности первого, так и второго рабочего электрода процесс микродугового оксидирования. Затем перемещают пластину, осуществляя нахождение ее непокрытого участка, поверхность пластины, ранее находящейся диэлектрической пробке, во второй электролит и, проведя герметичное разделение электролитов, находящихся в резервуарах при помощи этой пробки, вновь проводят процесс. При описанном выше технологическом режиме, но в течение 7 минут.
На всей поверхности пластины из сплава Д16 формируется антикоррозионное покрытие. После выдержки в течение 10 суток в водном растворе, содержащем 5,7 г/л NaCl, 0,2 г/л H2O2, на поверхности пластины с различными покрытиями отсутствовали коррозионные поражения, а электролит остался прозрачным. Покрытие, полученное на первой части пластины, имеет толщину 89,4±4,3 мкм, серо-коричневый цвет, среднюю и максимальную микротвердость 1640, 1870 Hv соответственно. Покрытие, полученное на второй (нижней) части поверхности пластины, имеет толщину 47 мкм, темно-коричневый цвет, среднюю и максимальную микротвердость 650, 830 Hv соответственно.
Энергозатраты при получении способом микродугового оксидирования антикоррозионного покрытия толщиной приблизительно 90 мкм, со средней и максимальной микротвердостью 1600, 1850 Hv соответственно на всей поверхности такой пластины (площадь 0,6 дм2) практически в 2,7 раза больше, чем при получении такого покрытия только на заданном участке, площадью 0,2 дм2.
Следовательно, если необходимо по техническому заданию получать твердое (со средней и максимальной микротвердостью не менее 1600; 1850 Hv соответственно) антикоррозионное покрытие только на участке поверхности, площадь которого 0.2 дм2, а на другой части пластины антикоррозионное покрытие со значительно меньшей микротвердостью, то энергозатраты при получении покрытия по заявляемому способу значительно снижаются (практически в 2.7 раза).
Пример 2.
Осуществляют процесс получения антикоррозионного декоративного покрытия на всей поверхности пластины из сплава Д16, но с существенно различными толщиной и микротвердостью на разных ее участках.
По аналогичному технологическому режиму, как и в первом примере, проводят сопряженное анодирование пластины, но вторая (нижняя) часть пластины имеет площадь 2,0 дм2 и погружена в водный электролит, содержащий 110 г/л технического жидкого стекла (плотность 1,45 г/см3, модуль 2,9), который заполняет первый резервуар. На первом (верхнем) участке пластины, площадь которой 0.2 дм2, реализуется процесс микродугового оксидирования по механизму экзотермического окисления металлического дна каналов сквозных пор, в которых реализовались микроразряды. На втором (нижнем) участке поверхности пластины рост покрытия происходит в основном за счет осаждения оксида кремния (SiO2) и вхождения его в покрытие при воздействии на электролит микродуговых разрядов, приводящих к термическому преобразованию полианионов электролита, содержащих кремний и кислород, образованию оксида, выпарки слоя электролита, прилегающего к покрытию и находящегося в его порах. Данный процесс осуществляют в течение 70 мин. На обоих участках поверхности пластины загораются микродуговые разряды. Однако на поверхности первого участка пластины реализуется процесс микродугового оксидирования, а второй части ее поверхности рост покрытия происходит по плазмо-термохимическому механизму. Затем перемещают пластину, осуществляя нахождение ее непокрытого участка, поверхность пластины ранее находящаяся в диэлектрической пробке, во второй электролит и, проведя герметичное разделение электролитов, находящихся в резервуарах при помощи этой пробки, вновь проводят процесс при описанном выше технологическом режиме, но в течение 5 минут. На всей поверхности пластины из сплава Д16 формируется антикоррозионное покрытие. После выдержки в течение 10 суток в водном электролите, содержащем 5,7 г/л NaCl, 0,2 г/л H2O2, на поверхности пластины с различными покрытиями отсутствовали коррозионные поражения, а электролит остался прозрачным. Покрытие, полученное на первой части пластины имеет толщину 83,9±4,5 мкм, серо-коричневый цвет, среднюю и максимальную микротвердость 1650, 1990 Hv соответственно. Покрытие, полученное на второй (нижней) части поверхности пластины, имеет толщину 43,2±4,4 мкм, серо-белый цвет, среднюю и максимальную микротвердость 480, 520 Hv соответственно.
Энергозатраты при получении способом микродугового оксидирования антикоррозионного покрытия толщиной приблизительно 80 мкм, со средней и максимальной микротвердостью 1640, 1970 Hv соответственно на всей поверхности такой пластины (площадь 2,2 дм2) практически в 10.5 раза больше, чем при получении аналогичного покрытия, но только на заданном участке, площадью 0,2 дм2.
Пример 3.
Осуществляют декоративную обработку пластины с получением различного цвета покрытий на различных ее участках. Часть пластины из литейного сплава АК12, площадь которой 0,2 дм2, погружают во второй резервуар, заполненный водным электролитом, содержащим 110 г/л технического жидкого стекла (плотность 1,45 г/см3, модуль 2,9). Остальную часть пластины (второй рабочий электрод, площадь которого 0,6 дм2) погружают в первый резервуар, заполненный 20% раствором серной кислоты. Пропускают переменный ток между вспомогательными электродами, среднеквадратичное значение которого 1 А. Устройство, материал и геометрические размеры первых и вторых рабочих резервуаров и противоэлектродов такие же, как в первом примере.
Процесс сопряженного анодирования и микродуговой обработки различных участков пластины осуществляют в течение 20 мин. На первом участке поверхности пластины загораются микродуговые разряды; т.е реализуют процесс микродуговой обработки по механизму, описанному во втором примере. На поверхности второго рабочего электрода осуществляют процесс анодирования. Затем перемещают пластину, осуществляя нахождение ее непокрытого участка, поверхность пластины ранее находящейся в диэлектрической пробке, во второй электролит и, проведя герметичное разделение электролитов, находящихся в резервуарах при помощи этой пробки, вновь проводят процесс. Вновь при среднеквадратичном значение тока 0,1 А при прочем одинаковом технологическом режиме проводят процесс в течение 3 мин.
Покрытие, полученное на первой части пластины имеет толщину 31,3±2,2 мкм, серо-белый цвет. Покрытие, полученное на второй (нижней) части поверхности пластины, имеет толщину 14,1±0,5 мкм, желто-золотистый цвет.
В изобретении достигается получение покрытий с заданными различными свойствами и толщиной на различных участках поверхности изделия без оставшихся не покрытых участков на его поверхности. При этом сокращают энергозатраты более чем в два раза по сравнению со способами микродугового нанесения покрытия на металлическое изделие, причем для получения покрытий одновременно одну часть поверхности изделия обрабатывают по одному заданному технологическому режиму, а другую часть поверхности - по другому заданному технологическому режиму без использования непосредственных электроконтактов этих частей поверхности с токоподводом.
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути
Установка для выделения серебра из серебросодержащего сплава
Установка для металлотермического восстановления щелочно-земельных металлов
Способ выплавки стали в электрических печах
Способ получения ионно-плазменного вакуумного-дугового керамикометаллического покрытия tin-cu для твердосплавного режущего инструмента расширенной области применения
Устройство для загрузки металлизованных окатышей в дуговую печь
Способ профилирования длинномерной цилиндрической трубной заготовки в шестигранную трубу и устройство для ее крепления
Композиционный материал с металлической матрицей и наноразмерными упрочняющими частицами и способ его изготовления
Подложка для химического осаждения из паровой фазы (cvd) алмаза и способ его получения
Флюс для электрошлаковой выплавки сплошных и полых слитков из борсодержащих сталей
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути
Установка для выделения серебра из серебросодержащего сплава
Установка для металлотермического восстановления щелочно-земельных металлов
Способ выплавки стали в электрических печах
Способ получения ионно-плазменного вакуумного-дугового керамикометаллического покрытия tin-cu для твердосплавного режущего инструмента расширенной области применения
Устройство для загрузки металлизованных окатышей в дуговую печь
Способ профилирования длинномерной цилиндрической трубной заготовки в шестигранную трубу и устройство для ее крепления
Композиционный материал с металлической матрицей и наноразмерными упрочняющими частицами и способ его изготовления
Подложка для химического осаждения из паровой фазы (cvd) алмаза и способ его получения
Флюс для электрошлаковой выплавки сплошных и полых слитков из борсодержащих сталей

