Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ВВЕДЕНИЯ НЕСКОЛЬКИХ МЕТАЛЛОВ В ПОЛОСТЬ, ПРЕДНАЗНАЧЕННУЮ ДЛЯ ПЛАВЛЕНИЯ УПОМЯНУТЫХ МЕТАЛЛОВ
Вид РИД
Изобретение
Настоящее изобретение касается способа и устройства контроля введения нескольких металлов в камеру, предназначенную для плавления упомянутых металлов, характеризованных в ограничительных частях пунктов 1 и 9 формулы изобретения.
В основном изобретение касается нанесения металлического покрытия методом погружения на непрерывно движущиеся стальные полосы и, в частности, касается контроля химического анализа покрытия.
Нанесение металлического покрытия методом погружения на непрерывно движущиеся полосы из стального проката является известной технологией, которая в основном содержит два варианта: один вариант, когда полоса, выходящая из печи для отжига, опускается под углом в ванну жидкого металла покрытия и отклоняется вертикально вверх роликом, погруженным в упомянутый жидкий металл; другой вариант состоит в отклонении полосы вертикально вверх на ее выходе из печи и затем в ее пропускании через вертикальный канал, содержащий жидкий металл, удерживаемый за счет магнитной левитации.
В обоих случаях целью операции является получение на поверхности стальной полосы сплошного и плотно прилегающего металлического покрытия.
На выходе из жидкого металла полоса переносит на своих двух сторонах жидкую пленку, которую подвергают утонению при помощи электромагнитных устройств или посредством обдувания газом, пока она не уменьшится до желаемой толщины. Затем утоненную пленку охлаждают вплоть до ее затвердевания. Расход металла покрытия при нанесении на две стороны полосы компенсируют за счет добавления слитков в ванну жидкого металла. Как известно, эти слитки доставляют к жидкой ванне при помощи цепных конвейерных устройств и вводят в ванну жидкого металла вручную или автоматически в соответствии с заданным значением, получаемым на основании измерения уровня ванны. Были предложены более или менее сложные устройства, например, такие как устройство, описанное в документе WO 2007137665, для более точного введения слитков в жидкую ванну, в частности, чтобы избежать их резкого падения.
Металлические покрытия, например, получаемые при цинковании, как правило, представляют собой сплав, по меньшей мере, двух разных металлов, таких как цинк и алюминия. В зависимости от титра сплава, наносимого на полосы, необходимо подавать в ванну для нанесения покрытия слитки соответствующего состава. В ванну можно подавать специально титрованные слитки, но, как правило, используют слитки стандартного состава (например, некоторые из них без легирующего элемента, а другие с высоким содержанием легирующего элемента), которые поочередно вводят согласно циклу, обеспечивающему в среднем титр, необходимый для полосы. В документе KR 20020053126 описана такая система подачи слитков, основанная на вычислении суточного расхода.
Однако, в зависимости от типа предусмотренного покрытия, необходимое количество легирующего элемента в покрытии может отличаться от реально расходуемого количества. Обычно это происходит при цинковании с использованием цинка, легированного алюминием. Действительно, при контакте с жидкой металлической смесью происходит растворение железа, находящегося на поверхности полосы, которое частично участвует в формировании на поверхности полосы комбинированного слоя соединения Fe2Al5Znx толщиной примерно 1 мкм и частично диффундирует в ванну жидкого металла, пока не сформируется сплошной слой соединения Fe2Al5Znx. Слой Fe2Al5Znx служит подложкой для защитного слоя цинка, тогда как железо после диффузии в ванне способствует образованию в жидкой смеси выделений, состоящих из Fe, Al и Zn и называемых «матами» или «дроссами». С другой стороны, стальные элементы, погружаемые в ванну, такие как донный ролик из нержавеющей стали и его кронштейны, тоже подвергаются растворению железа в ванне, которое участвует в образовании дроссов. Поскольку доля алюминия в этих соединениях превышает долю алюминия в наносимом слое сплава, общий расход алюминия немного превышает значение, строго необходимое для нанесения слоя сплава на обе стороны полосы. Следовательно, необходимое содержание алюминия в покрытии необходимо определять на основании суммы значений расхода алюминия в покрытии, в комбинированном слое Fe2Al5Znx, образующемся на поверхности полосы, и в дроссах.
Однако многие факторы, такие как время погружения (и, следовательно, при всех прочих равных показателях, скорость движения полосы), температура ванны, количество образующихся дроссов и т.д., приводят к более или менее значительным колебаниям расхода алюминия при одном и том же заданном значении содержания в покрытии.
Таким образом, системы подачи слитков, основанные только на теоретическом расходе элементов сплава в слое покрытия, являются не достаточными, и, с другой стороны, оценки дополнительного расхода в комбинированных слоях и в дроссах остаются очень неточными, поскольку основаны на данных статической работы установок и теоретической кинетики образования Fe2Al5Znx в статических условиях работы. В большинстве случаев подача слитков зависит от опыта операторов с привлечением регулярных химических анализов проб, отбираемых в жидкой ванне. Применяют также некоторые технологии непрерывного измерения, основанные на применении электрохимических датчиков, описанных, например, в документе US 5,256,272, несмотря на хрупкость и недостаточную надежность этих измерительных устройств.
Для улучшения этой ситуации были предложены некоторые усовершенствования, например, в документе KR 20040057746 предложено измерять непосредственно содержание алюминия в ванне «через равномерные интервалы», чтобы регулировать ритм введения слитков, содержащих 20% алюминия, чередующихся со слитками из чистого цинка. Однако эта альтернатива имеет свои недостатки, так как цикличное измерение содержания алюминия с учетом времени реакции, необходимого для введения в зависимости от результатов измерения и для плавления слитков, содержащих или не содержащих 220% алюминия, не делает способ более точным, чем теоретическое вычисление, не говоря уже о сложности управления по продолжительности.
Альтернативное решение для лучшей непрерывной дозировки цинка в качестве первого металла покрытия и особенно содержания алюминия в качестве второго металла покрытия предложено за счет использования нескольких устройств в WO 2008/105079. Первое устройство содержит два отдельных резервуара, соответственно содержащих цинк и алюминий в жидком виде, то есть с температурой жидкости в каждом из них, превышающей температуру плавления цинка и алюминия, то есть 420°С для цинка и ~660° для алюминия. Затем эти два жидких металла вводят в камеру для нанесения покрытия (с температурой, близкой к 460°С), где с учетом сильных различий и градиентов температуры между жидкими металлами и жидкой ванной покрытия неизбежно образуются большие количества дроссов. Второе устройство предусматривает введение цинка и алюминия в виде твердых металлов в полосах, которые разматывают в ванну покрытия с контролируемыми скоростью и значениями содержания, а также требуемого уровня ванны. В данном случае тоже неизбежны температурные градиенты, так как в любом случае необходимо нагревать, по меньшей мере, чистый алюминий до температуры не менее ~660°С незадолго до его введения в ванну нанесения покрытия, чтобы он мог смешаться в ванне в жидком виде. Наконец, третье устройство предусматривает перелив из двух отдельных резервуаров соответственно с жидким цинком и алюминием в промежуточный резервуар, где образуется большое количество дроссов по причине чрезмерных температурных градиентов. Преимуществом этого последнего устройства является возможность изолировать ванну для нанесения покрытия от дроссов в промежуточной ванне, хотя их необходимо часто удалять в силу интенсивного образования. Как правило, эти устройства подвержены, таким образом, слишком сильным температурным градиентам, приводящим к интенсивному образованию дроссов и, следовательно, к существенным потерям металла, необходимого для нанесения покрытия на полосу. Из этого недостатка вытекает перерасход металлов покрытия, а также аспекты, связанные с необходимостью массивной переработки образующихся дроссов.
С учетом вышеизложенного настоящее изобретение исключает способы или устройства, предполагающие наличие сильных температурных градиентов, и основано на использовании слитков металла или сплава металлов, нагреваемых до температуры плавления.
Таким образом, настоящее изобретение призвано предложить способ и устройство контроля введения нескольких металлов в виде слитков в камеру, предназначенную для плавления упомянутых металлов, при которых градиенты температуры вводимых металлов и содержимого камеры являются минимальными.
Такие способ и устройство представлены в пунктах 1 и 9 формулы изобретения.
Преимущества настоящего изобретения указаны также в зависимых пунктах формулы изобретения.
Объектом настоящего изобретения является способ контроля введения нескольких металлов в виде слитков в камеру, предназначенную для плавления упомянутых металлов, с целью нанесения покрытия методом погружения на стальную полосу при помощи упомянутых металлов в виде жидкого металла, в котором:
- первый металл вводят в виде, по меньшей мере, одного первого слитка с высоким содержанием упомянутого первого металла,
- второй металл вводят в виде, по меньшей мере, одного второго слитка, содержащего сплав первого металла и второго металла,
при этом согласно способу в соответствии с настоящим изобретением:
- содержание второго металла второго слитка выбирают в диапазоне значимых значений для обеспечения требуемого общего расхода совместного плавления слитков,
- диапазон значимых значений содержания выбирают в ограниченном интервале последовательно возрастающих значений, чтобы свести к минимуму отклонения между температурами плавления слитков.
В данном случае камера является обычным тиглем, или тиглем с электромагнитной левитацией, или тиглем для плавления упомянутых слитков, вспомогательным к тиглю для нанесения покрытия. В рамках цинкования стальной полосы, для которого применяют способ контроля в соответствии с настоящим изобретением, первым металлом является цинк, а вторым металлом в основном является алюминий. Вместе с тем, настоящее изобретение не ограничено этими двумя металлами, а также сплавами только этих металлов в зависимости от выбираемого типа покрытия. Намного важнее то, что, с одной стороны, благодаря использованию слитков сплава, где, например, один металл потребовал бы высокой температуры плавления, общая температура плавления остается ниже за счет наличия другого из металлов сплава.
Кроме того, если диапазон значимых значений содержания выбирают, как было описано выше, можно получить равномерный и сплошной диапазон температур плавления слитков в этом диапазоне содержания, даже если один или несколько слитков погружают в камеру или извлекают из камеры. Таким образом, можно избегать сильных температурных градиентов при введении слитков в камеру.
Разумеется, аналогично второму слитку в камеру можно вводить, по меньшей мере, один третий слиток с типом сплава второго слитка, имеющий значимое содержание второго или другого металла, при этом его содержание отличается от содержания второго слитка в выбранном диапазоне значимых значений содержания. Точно так же, можно применять несколько разных диапазонов значимых значений содержания, чтобы можно было добиваться большей динамики изменения содержания, если это необходимо. Если потребуются большие различия между значениями содержания нескольких диапазонов, можно выстроить эти диапазоны ступенчато за счет применения, по меньшей мере, одного слитка, имеющего значение содержания, промежуточное между этими диапазонами. Таким образом, за счет уменьшения разности между значениями содержания любое резкое изменение требуемой температуры плавления будет ослаблено.
С учетом отклонений между требуемыми температурами плавления одного из слитков в виде сплава, по меньшей мере, первого и второго металла и предписанной температурой ванны в камере интервалы значений содержания второго металла в идеале группируют в диапазонах в соответствии с настоящим изобретением вокруг эвтектической точки диаграммы равновесия сплава упомянутых слитков (упомянутая диаграмма характеризует температуру плавления сплава каждого слитка в зависимости от пропорционального содержания металлов сплава упомянутого слитка). Действительно, в частности, вблизи эвтектической точки сплав, во-первых, имеет минимальную требуемую температуру плавления, меньшую температуры каждого из металлов, входящих в его состав, и, следовательно, приближающуюся к температуре ванны. Таким образом, можно удерживать отклонения температур в минимальной области и одновременно сохранять возможность изменения диапазонов значимых значений содержания в ограниченном интервале, включающем эвтектическую точку. Для этого слитки, соответствующие этим диапазонам последовательно увеличивающегося содержания, вводят в ванну или извлекают из ванны. Разумеется, этот идеальный выбор слитков должен быть постоянным в рамках изобретения, но изобретение дополнительно предусматривает, чтобы временно вводить слитки с диапазонами значимых значений содержания второго металла, более удаленными от ограниченного интервала значений содержания (и, следовательно, от эвтектической точки).
Например, при цинковании методом погружения стальной полосы первый металл является цинком Zn, а второй металл является алюминием Al, и диапазон значимых значений содержания выбирают в интервалах значений содержания алюминия вокруг эвтектической точки диаграммы равновесия сплава Zn-Al: соответствует минимальной температуре плавления для сплава Zn-Al (например: 4,5% Al обеспечивают температуру плавления, начиная с 390°С).
Типы слитков с различными значениями содержания для основных видов цинкования, например, для такого сплава Zn-Al, известны, и их можно калибровать в соответствии с диапазонами значимых значений содержания, предусмотренными изобретением.
Например, при классическом цинковании диапазон, называемый "GI", предусматривает содержание алюминия в интервале [0; 1%] (даже более вероятно [0; 10%]. Это отвечает стандарту "ASTM В852-07", при котором диапазоны значимых значений содержания можно выбирать, предусматривая слитки с содержанием алюминия 0,25, 0,35, 0,45, 0,55, 0,65, 0,75 или 1%. В случае необходимости точечного добавления алюминия, можно расширить предыдущий диапазон при помощи дополнительных слитков с более высоким содержанием, отвечающих другому стандарту, такому как "ASTM B860-07", содержащих 4, 5 или 10% алюминия, или, наоборот, использовать слиток из чистого цинка.
Другой тип цинкования при заранее определенных стандартах предусматривает меньшее добавление для содержания алюминия (диапазон, называемый "GA", содержание алюминия в интервале [0;1%]), и изобретение может предусматривать ограниченные интервалы значимых значений содержания, отвечающие другим стандартам, отличным от "ASTM B860-07". В данном случае изобретение может предусматривать, чтобы, по меньшей мере, один из слитков содержал чистый цинк, такой как известный слиток по стандарту ASTM.
Сплавы, например, выпускаемые под товарным знаком GALFAN®, тоже отличающиеся интервалами с более высоким содержанием алюминия [4,2-6,2%] (и иногда [0; 10%], можно потенциально использовать в рамках изобретения для определения диапазонов значимых значений содержания, более высоких, чем обычное содержание, оставаясь при этом в ограниченной области вокруг эвтектической точки диаграммы равновесия Zn-Al.
В заключение по этому примеру можно сказать, что если первым металлом является цинк и вторым металлом является алюминий, диапазон значимых значений содержания выбирают преимущественно в интервалах содержания алюминия [0,10%] и в меньшей степени в интервалах более высокого содержания.
Таким образом, предпочтительно диапазон значимых значений содержания можно выбирать на основании, по меньшей мере, одного интервала значений содержания, связанных с ограниченными колебаниями температуры плавления диаграммы равновесия сплава слитка, в идеале выбирая значения упомянутых интервалов со смещением в области эвтектической точки сплава слитка в соответствии с целью настоящего изобретения.
Способ в соответствии с настоящим изобретением может также предусматривать следующее:
- активное введение первого и, по меньшей мере, одного из вторых слитков (сплавов) контролируют в зависимости от измерения каждого содержания металлов, в конечном счете, жидких в камере и/или твердых на покрытой полосе,
- чтобы выбрать, какой из вторых слитков следует вводить, с одной стороны, выбирают, по меньшей мере, одно содержание второго металла второго слитка в диапазоне значимых значений содержания для обеспечения необходимого общего расхода совместного плавления слитков с целью сохранения постоянного уровня жидкого металла в камере,
- с другой стороны, действительный общий расход совместного плавления слитков в камере измеряют и связывают с измеренными значениями содержания каждого метала в камере для определения действительного частичного расхода плавления каждого слитка,
- в случае отклонения действительного общего расхода относительно требуемого общего расхода пересматривают, по меньшей мере, одно из значений действительного частичного расхода каждого слитка для компенсации этого отклонения путем изменения глубины погружения, по меньшей мере, одного из слитков в камеру.
Таким образом, можно добиться очень точного регулирования плавления слитков, избегая при этом последовательного введения слитков с большими различиями расхода и/или частичного содержания.
Упомянутое связывание действительного общего расхода совместного плавления слитков с измеренными значениями содержания каждого металла осуществляют для того, чтобы установить частичный расход плавления каждого из одновременно вводимых слитков таким образом, чтобы сохранить равенство равновесия (А):
Al%x*Qx=[(Al%*Q1)+…+(Al%n*Qn)] (А)
включая требуемое содержание второго металла (А1%х) в жидком покрытии и соответствующее содержание второго металла (Al%1,…, Al%n) каждого из множества (n) вторых слитков, при этом соответствующее содержание находится в диапазоне значимых значений содержания,
и требуемый общий расход (Qx) жидкого металла, необходимый для подержания постоянного уровня жидкого металла в камере, при этом упомянутый требуемый общий расход (Qx) тоже компенсируют суммой значений частичного расхода одновременного плавления (Ql,…,Qn) множества (n) вторых слитков.
Так же, как и второй металл, в камеру можно также вводить, по меньшей мере, один третий металл в виде соединения сплава слитка типа упомянутых выше второго или третьего слитка. Вышеуказанное равенство можно, таким образом, применять для этого третьего металла, учитывая значения частичного расхода/содержания упомянутого третьего металла. Это же может относиться к любому другому добавочному металлу типа второго металла, такого как упомянутый выше алюминий. Опять же, как и для первого металла, в камеру можно вводить, по меньшей мере, один дополнительный металл в виде слитка с высоким содержанием упомянутого дополнительного металла.
Изобретением предлагается также устройство для применения вышеуказанного способа. Это устройство описано на примере выполнения и применения со ссылками на единственную фигуру:
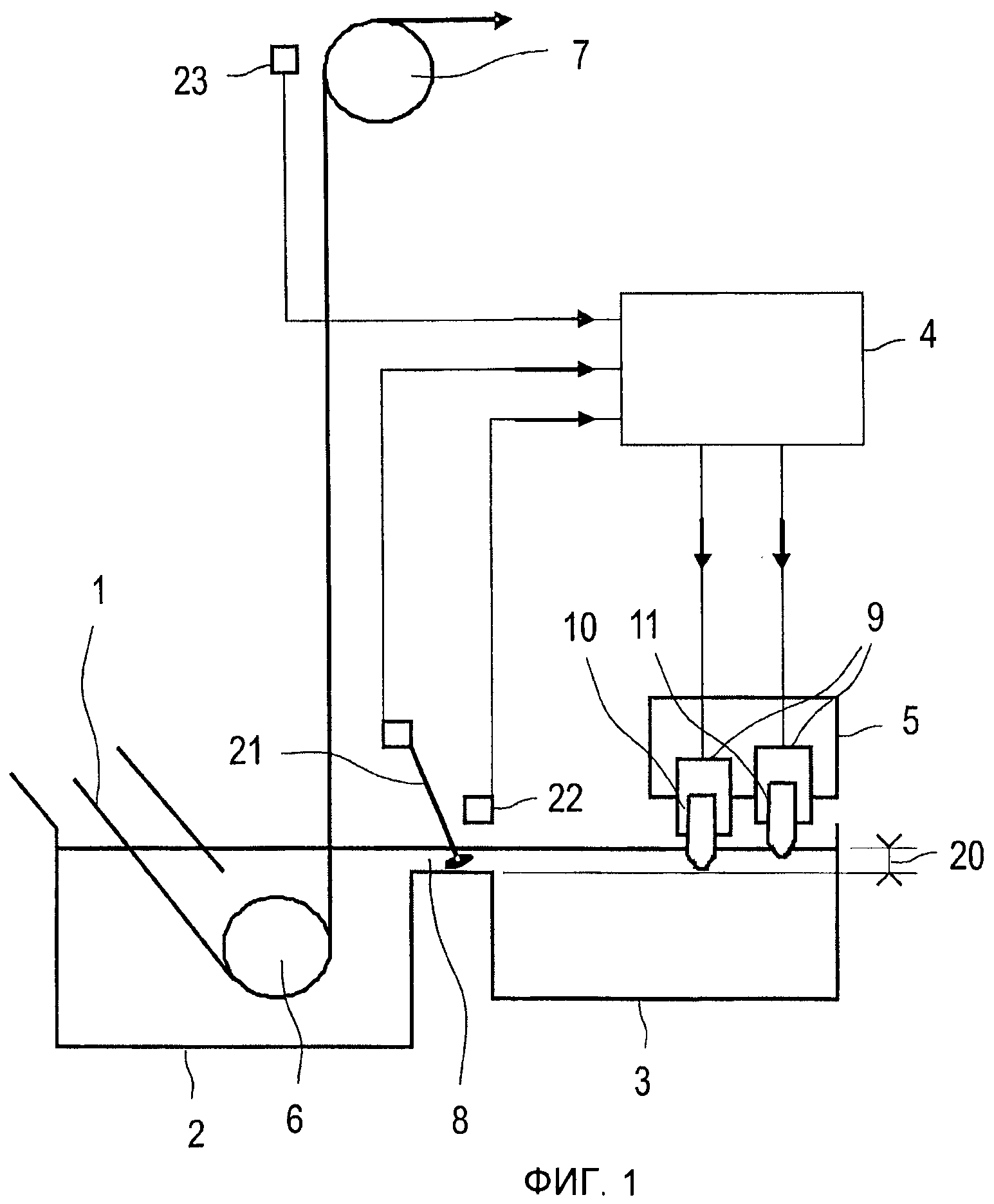
Фиг.1 - устройство в соответствии с настоящим изобретением для контроля введения нескольких металлов в камеру, предназначенную для плавления упомянутых металлов.
На фиг.1 показано устройство для применения описанного способа контроля введения нескольких металлов (Zn, Al,…) в виде слитков (10, 11) в камеру (2, 3), предназначенную для плавления упомянутых металлов с целью нанесения покрытия методом погружения на стальную полосу (1) из упомянутых металлов в виде жидкого металла, где камера является известным тиглем (2) для нанесения покрытия (содержащим, например, внутрикамерный донный ролик (6) отклонения полосы, затем поддерживающий ролик (7) вертикального отклонения над камерой), или тиглем с магнитной левитацией, или вспомогательным тиглем (3) плавления упомянутых слитков, соединенным каналом (8) с баком для нанесения покрытия, при этом устройство содержит:
- орган (21) измерения уровня (20) жидкого металла, получаемого при плавлении слитков в камере,
- по меньшей мере, один орган (22, 23) измерения содержания металлов, получаемых при плавлении слитков в камере,
- вычислительное устройство (4), получающее измерения уровня и содержания от органов (21, 22, 23) измерения, выдающих действительные значения общего и частичного расхода по каждому металлу, и адаптирующее упомянутые действительные значения к значениям, скорректированным по равенству заранее определенного равновесия,
- контроллер (5), в который поступают скорректированные значения расхода и который выдает заданные значения коррекции,
- орган (9) изменения глубины введения, по меньшей мере, одного и, следовательно, каждого из слитков в камеру, где происходит плавление, при этом упомянутым органом управляют заданные значения коррекции контроллера, и введение или извлечение слитков происходит при таких условиях, чтобы металлы слитков оставались в выбранном диапазоне значимых значений содержания, как было указано в рамках способа в соответствии с настоящим изобретением.
Таким образом, орган (9) изменения размещает и перемещает слитки во взаимосвязи с диапазонами значимых значений содержания, чтобы избежать любого отклонения температуры плавления слитков.
Таким образом, контроллер (5) учитывает равенство равновесия (А) и, в зависимости от заданного значения коррекции, определяет соответствующую последовательность введения одного или нескольких слитков с соблюдением требуемых условий для выбранного диапазона в ограниченном интервале последовательно возрастающих значений, чтобы свести к минимуму отклонения между температурами плавления слитков.
Орган (22, 23) измерения содержаний может содержать лазерный спектрометр типа LIBS (Laser Induced Breakdown Spectroscopy) или, по меньшей мере, один электрохимический датчик, предназначенный для измерения одного из используемых металлов. По меньшей мере, один из этих органов измерения можно расположить на уровне жидкого металла (случай 22) и/или на уровне покрываемой полосы (случай 23) в зависимости от характеристик содержания жидкой смеси или конечных свойств требуемого покрытия.
Орган (21) измерения уровня (20) может быть поплавком на поверхности жидкого металла, например, на уровне канала перемещения жидкого металла из вспомогательного тигля (3) плавления в тигель (2) для нанесения покрытия, радаром или оптическим средством измерения на уровне упомянутой поверхности жидкого металла.
Способ замены валка в прокатном стане для непрерывно движущейся стальной полосы
Способ и установка электролитического лужения непрерывно движущейся стальной полосы в блоке электроосаждения
Способ и устройство отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением
Способ и устройство измерения химического состава жидкого металла, предназначенного для покрытия стальной полосы
Устройство переворачивания правильного аппарата и правильный аппарат, выполненный с возможностью взаимодействия с упомянутым устройством
Способ и устройство спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы
Многовалковая правильная машина
Способ и установка ультразвукового контроля сварного шва стыкового соединения двух поперечных концов двух металлических полос
Машина для стыкового соединения стальных полос, выполненная с возможностью индукционной термической обработки сварных швов стыкового соединения
Установка для цинкования погружением стальной полосы
Способ замены валка в прокатном стане для непрерывно движущейся стальной полосы
Способ и установка электролитического лужения непрерывно движущейся стальной полосы в блоке электроосаждения
Способ и устройство отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением
Способ и устройство измерения химического состава жидкого металла, предназначенного для покрытия стальной полосы
Способ и устройство хонингования непрерывно движущихся металлических полос произвольной ширины
Устройство переворачивания правильного аппарата и правильный аппарат, выполненный с возможностью взаимодействия с упомянутым устройством
Способ и устройство спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы
Многовалковая правильная машина
Способ и установка ультразвукового контроля сварного шва стыкового соединения двух поперечных концов двух металлических полос
Машина для стыкового соединения стальных полос, выполненная с возможностью индукционной термической обработки сварных швов стыкового соединения

