Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ОТЖИМА ЖИДКОГО МЕТАЛЛА ПОКРЫТИЯ НА ВЫХОДЕ БАКА ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ
Вид РИД
Изобретение
Настоящее изобретение касается способа и устройства отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением, охарактеризованных в ограничительной части пунктов 1 и 12 формулы изобретения.
Изобретение относится к отжиму жидкой металлической пленки, нанесенной при горячем цинковании в качестве жидкого металла покрытия путем погружения на стальную полосу на линии непрерывного цинкования.
Под «жидкой металлической пленкой» следует понимать любой тип покрытия, наносимого на стальные полосы, например сплавы на основе цинка и алюминия.
Чтобы повысить коррозийную стойкость этих полос в некоторых областях применения, таких как строительство, автомобильная промышленность или производство электробытовых приборов, на поверхность стальных полос наносят покрытие из цинка или сплавов на основе цинка. Нанесение этого покрытия осуществляют на линии непрерывного цинкования, которая обычно содержит:
- входную секцию с одним или двумя разматывателями полосы, гильотинные ножницы, стыковочный сварочный аппарат, позволяющий соединять хвостовую часть полосы, выходящую из одного из разматывателей, с головной частью следующей полосы, выходящей из другого разматывателя, и обеспечивающий, таким образом, непрерывную работу линии, накопитель полосы, который подает в линию предварительно накопленную полосу, если разматывание на входе накопителя остановлено для стыковой сварки,
- секцию обезжиривания холоднокатаных полос или кислотного травления горячекатаных полос,
- обжиговую печь, которая обеспечивает также выдерживание при контролируемой температуре полосы перед ее подачей в ванну жидкого металла,
- секцию цинкования, содержащую собственно ванну с жидким металлом, в которую погружают полосу, устройство отжима жидкого металла, в случае необходимости, индукционную печь для легирования, охладитель и бак для закалки полосы,
- выходную секцию с дрессировочным станом, известным под названием "Skin-Pass", устройством пассивации, выходным накопителем, ножницами и одной или несколькими моталками.
В первом варианте способа на выходе печи стальную полосу наклонно погружают в ванну жидкого металлического сплава, отклоняют вертикально при помощи ролика, погруженного в ванну, затем она входит в контакт с так называемым «правильным» роликом, предназначенным для коррекции ее боковой кривизны, появившейся в результате прохождения через донный ролик, затем с так называемым «корректирующим» роликом, предназначенным для коррекции ее вертикальной траектории. Во втором варианте способа на выходе печи стальную полосу отклоняют вертикально при помощи ролика, затем вертикально пропускают через ванну жидкого металла, удерживаемого при помощи магнитного поля.
В обоих случаях на выходе ванны жидкого металла полоса оказывается покрытой с двух сторон пленкой жидкого металла, толщина которой является результатом равновесия между силами, увлекающими жидкость на полосе, и силами тяжести. Необходимо выравнивать толщину жидкого металла покрытия в поперечном и продольном направлениях по значению, максимально
соответствующему поставленной задаче, которая состоит в достижении эффективности в области защиты от коррозии и оптимизации количества расходуемого металла. Для этого по обе стороны полосы установлены устройства для отжима жидкой пленки на ее обеих сторонах.
Такие системы отжима достаточно подробно описаны, например, в документе ЕР 0566497. Принцип отжима состоит в обдувании струей газа для создания на жидкой пленке эффекта утонения с целью уменьшения ее толщины, при этом избыток отжимаемой пленки возвращается под действием силы тяжести в цинковальную ванну. Расстояние между полосой и такими устройствами отжима, а также давление газа и расстояние между устройствами отжима и поверхностью цинковальной ванны и скорость движения полосы являются основными переменными, регулирующими операцию отжима. Эти переменные контролируют при помощи измерений, производимых устройствами измерения толщины покрытия, наносимого на каждую из двух сторон полосы, например, рентгеновскими толщиномерами.
Говоря об ограничениях способа отжима газовой струей, уже давно установлено, что на высоких скоростях движения полосы происходит явление, известное под названием «разбрызгивание». Это явление, которое связано с толщиной увлекаемой жидкой пленки и которое увеличивается со скоростью движения, возникает в результате нарушения равновесия между силами, увлекающими металл при движении полосы, тяжестью и поверхностным натяжением в зоне пленки, где развиваются напряжения сдвига, возникающие под действием газовой струи. Это выражается выбросом капель, которые возмущают газовую струю, снижают качество покрытия и чаще всего сопровождаются разрывом наносимой пленки. Таким образом, скорость движения полосы и, следовательно, производительность линии цинкования оказывается ограничена интенсивностью отжима жидкой пленки.
Для борьбы с этим явлением и для обеспечения более высоких скоростей движения полосы были предложены многие решения. Среди них следует указать магнитные системы, отжимающие с полосы часть жидкой пленки покрытия и дополненные на выходе конечным отжимом при помощи газовой струи.
Таким образом, известны несколько типов способов, использующих магнитную индукцию, и все эти способы основаны на создании сил (Лоренца) внутри индуктивной среды жидкости под совместным действием тока и магнитного поля.
- Так называемые способы «с продольным потоком», в которых применяют катушку индуктивности, окружающую полосу и питаемую переменным током. Этот тип устройства генерирует линии поля, по существу параллельные продольному движению упомянутой полосы, наводящие переменный ток в металлической пленке покрытия и в полосе. Взаимодействие между наведенным током и магнитным полем приводит к развитию радиальных и осевых электромагнитных сил, обеспечивающих отжим пленки. Например, в документе JP 5051719 описана такая система продольного поля, питаемая высокочастотным переменным током.
- Так называемые способы «с поперечным потоком», в которых применяют две отдельные катушки индуктивности, питаемые переменным током, при этом каждую катушку размещают с одной из сторон полосы. Этот тип устройства генерирует линии магнитного поля,. по существу перпендикулярные к продольному движению упомянутой полосы, наводящие токи Фуко в плоскости полосы. Взаимодействие между этими токами и магнитным полем приводит к возникновению электромагнитных сил сдвига, обеспечивающих отжим жидкой металлической пленки. Например, в документах DE 2023900 и JP 08-134617 описаны такие системы поперечного поля, питаемые переменным током соответствующей частоты.
- Способы «со скользящим полем», в которых с каждой стороны полосы применяют многополюсные индукторы, питаемые многофазным переменным током. Этот тип устройства генерирует магнитное поле, скользящее в направлении, противоположном перемещению полосы, движущейся вверх, обеспечивая, таким образом, действие откачки жидкой пленки вниз. Например, в документах US 3518109 и JP 08-053742 описана такая система скользящего поля, питаемая многофазным переменным током.
- Способ «с давлением на мениск», в котором применяют индуктор на уровне мениска соединения жидкой пленки, увлекаемой полосой, с жидкой ванной. Магнитное поле влияет на кривизну мениска и, следовательно, на толщину увлекаемой пленки. Например, в документе ЕР 1138799 описана такая система контроля мениска. Этот способ остается очень сложным в применении и ограничивается металлическим покрытием мелких объектов, таких как провода.
- В варианте некоторых из указанных выше способов были также применены постоянные магниты, требующие объединения с устройствами питания полосы электрическим током путем прижатия бегунов или роликов к полосе, что делает эти способы малопригодными для отжима. Примеры таких способов описаны в документах JP 61-227158 или JP 02-254147. Наконец, что касается применения постоянных магнитов, в JP 2000-212714 было предложено устанавливать множество магнитов на вращающийся барабан для генерирования переменного магнитного поля с целью создания эффектов индукции, используемых в целях отжима.
Каждый из этих способов имеет ряд недостатков, которые препятствуют их применению. Эти недостатки можно представить следующим образом:
- Нагрев полосы: Все системы с продольным или поперечными потоками, генерируемыми катушками индуктивности, питаемыми переменным током, производят значительный нагрев полосы, который может достигать температуры более 100°С. В частности, продольные потоки, которые при идентичном эффекте отжима требуют большей мощности, в некоторых конфигурациях могут привести к повышению температуры до 150-200°С. Этот нагрев нарушает комбинированный слой сталь/покрытие и способствует развитию нежелательных явлений диффузии железа в направлении покрытия. С другой стороны, это дополнительно создаваемое тепло необходимо затем удалять в башенный охладитель, что приводит к необходимости увеличения его высоты и/или повышения мощности установок обдувки воздухом.
- Насыщение полосы: Достаточно быстро достигается магнитное насыщение полосы в пространстве, образованном линиями магнитного поля, и как только полоса становится насыщенной, она сама становится ограничением для эффективности отжима и, следовательно, для скорости движения полосы. Этот недостаток наиболее всего проявляется в рамках способа с продольными потоками и даже с поперечными потоками.
- Появление следов на полосе: Способы с питанием полосы электрическим током через бегуны или ролики нельзя применять для покрываемых цинком полос высокого качества, так как они оставляют следы от механического трения по полосе.
Настоящее изобретение призвано, в частности, обеспечить эффективный отжим жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением стальной полосы, движущейся в продольном направлении, при которой нежелательные явления магнитного насыщения полосы сводятся к минимуму.
Изобретение преследует также следующие цели:
- минимизация нагрева полосы;
- предупреждение механического нанесения следов на полосу/пленку;
- использование магнитного отжима с предупреждением любого эффекта «разбрызгивания»;
- обеспечение точного контроля толщины наносимого покрытия.
Для этого изобретением предлагаются способ и устройство, позволяющие решить эти проблемы и охарактеризованные в пунктах 1 и 12 формулы изобретения.
В связи с этим объектом изобретения является способ отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением на две стороны стальной полосы, непрерывно движущейся в продольном направлении, при этом, согласно изобретению, во время движения на выходе из бака полоса, покрытая жидким металлом покрытия, переходит из области, не подверженной действию магнитного поля, в другую область, на которую действует статическое магнитное поле, создаваемое между полюсами магнитных органов, установленных напротив друг друга с каждой стороны полосы, линии поля которых или, по меньшей мере, основная огибающая упомянутых линий поля образует пересечение, по меньшей мере, на минимальной продольной протяженности с упомянутой полосой, чтобы на жидкий металл покрытия коррелятивно действовало переменное магнитное поле, создающее на упомянутом жидком металле силу, противодействующую его перемещению вместе с полосой. Действительно, упомянутую протяженность пересечения выбирают минимальной и достаточной, чтобы генерировать в пленке жидкого металла токи Фуко минимальной интенсивности, циркуляция которых в статическом магнитном поле все же является достаточной для создания сил Лоренца, необходимых для адекватного противодействия перемещению упомянутого жидкого металла относительно полосы.
Движение перемещения полосы в этом статическом магнитном поле может, таким образом, наводить ток в полосе, а также и, в первую очередь, в жидкой пленке, где, как известно, развивается эффект магнитного торможения, противоположный перемещению полосы.
В силу небольшого изменения поля этот эффект магнитного торможения создает мало токов Фуко в полосе. Непрерывный характер магнитного поля в силу отсутствия эффекта оболочки ограничивает рассеиваемую мощность для достижения эффекта эффективного отжима жидкой пленки, и поэтому нагрев полосы оказывается несущественным.
Поскольку применение способа не требует никакого контакта с полосой, проблем оставления на ней следов не существует. За счет использования магнитного поля, в частности, с целью отжима в ходе нескольких последовательных этапов при помощи последовательно установленных устройств отжима устраняется недостаток, связанный с эффектами «разбрызгивания».
Для применения описанного способа в соответствии с настоящим изобретением предлагается вариант выполнения устройства отжима жидкого металла на выходе бака для нанесения металлического покрытия погружением на две стороны стальной полосы (1), непрерывно движущейся в продольном направлении. Согласно варианту выполнения устройства, на выходе бака:
- по меньшей мере, первый магнитный орган устанавливают поперечно к первой из двух сторон полосы на данном расстоянии от полосы, и второй магнитный орган устанавливают поперечно к второй из двух сторон полосы по существу на таком же расстоянии от упомянутой полосы,
- полюсы упомянутых магнитных органов (A1, А2) располагают друг против друга с каждой стороны полосы таким образом, чтобы генерировать между упомянутыми полюсами линии статического магнитного поля (заключенные в основную огибающую), образующие пересечение, по меньшей мере, на минимальной продольной протяженности с полосой.
Преимущества изобретения представлены также в зависимых пунктах формулы изобретения.
Примеры выполнения и применения представлены со ссылками на прилагаемые чертежи:
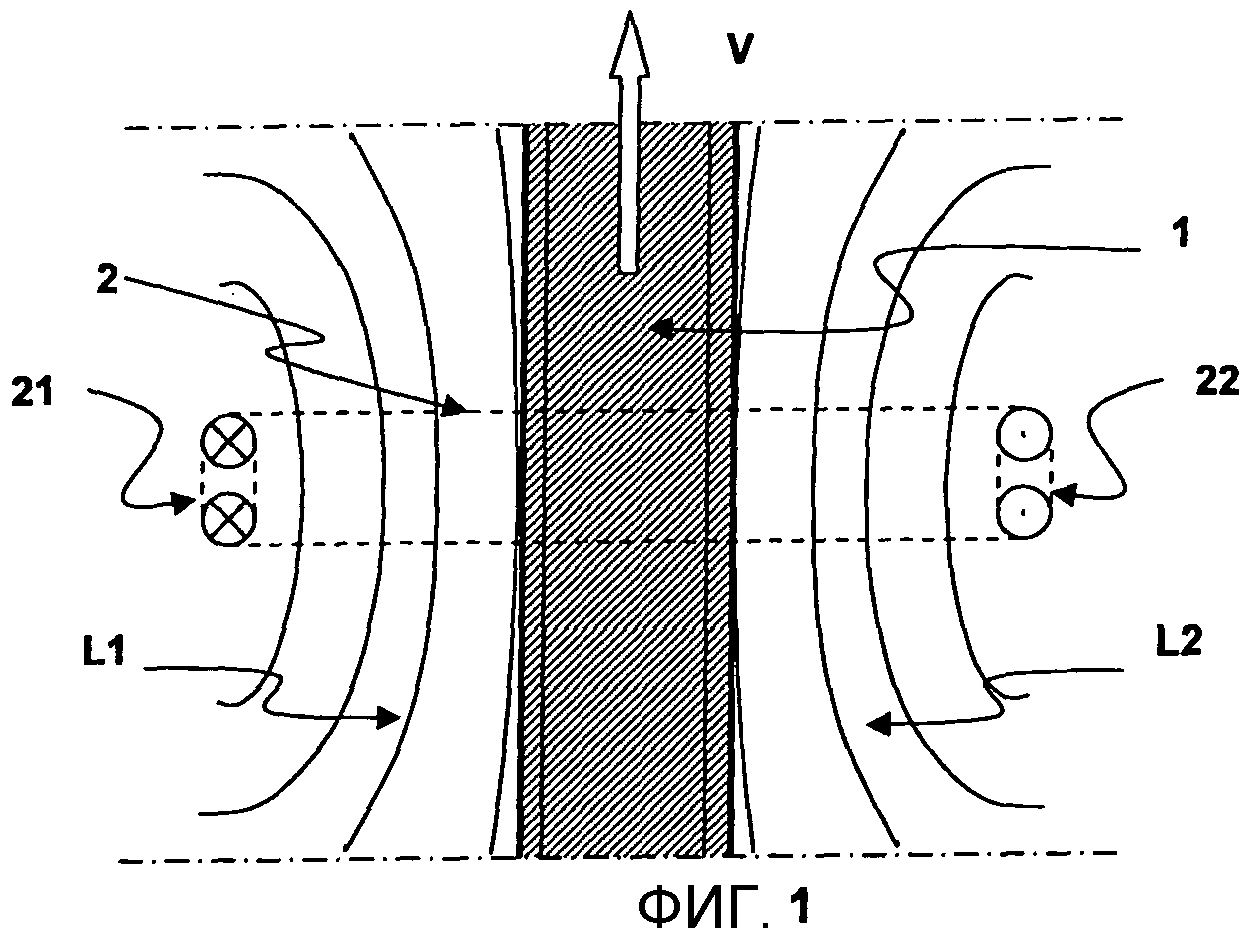
Фиг.1 - устройство отжима при помощи «продольного потока».
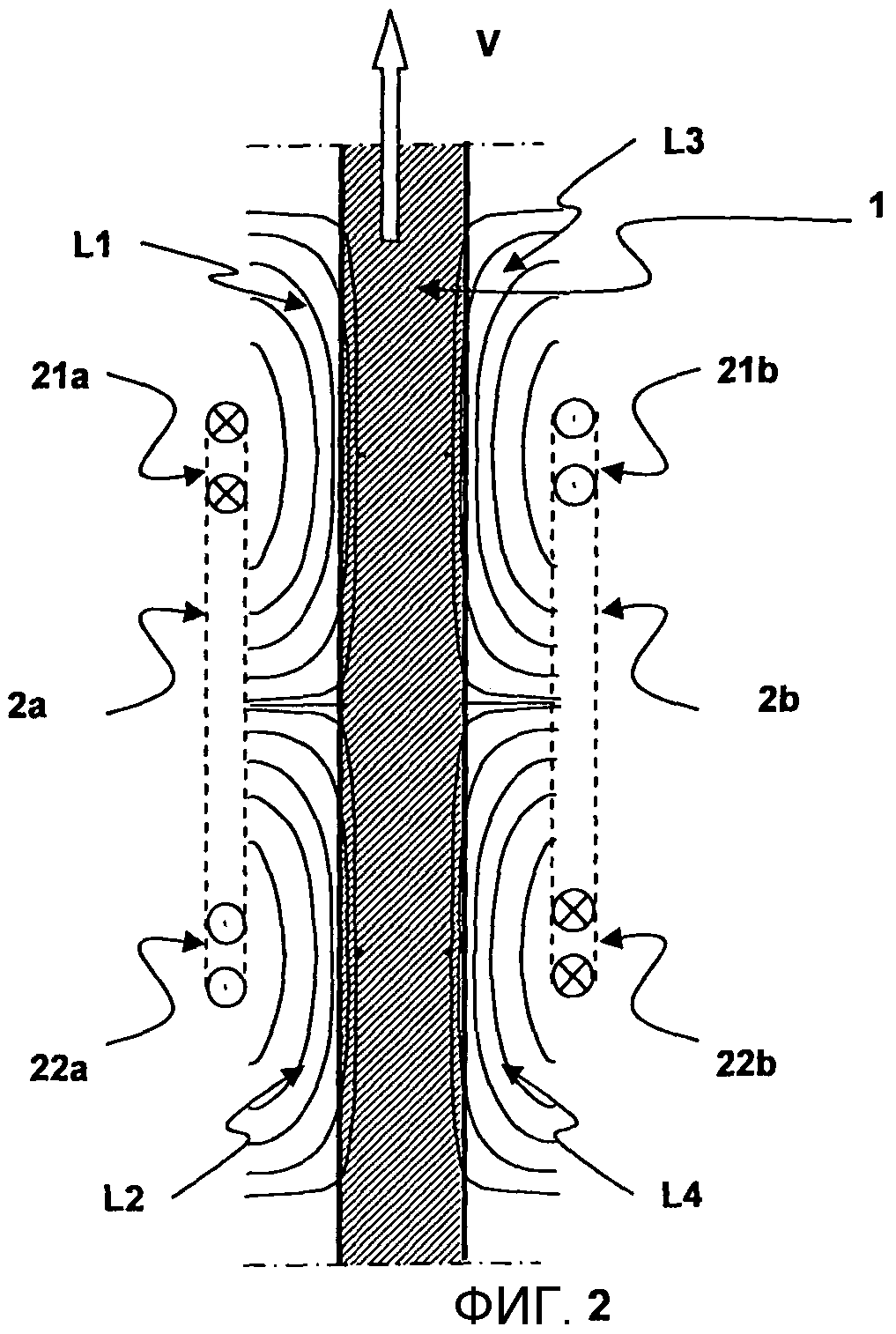
Фиг.2 - устройство обработки выравнивания при помощи «поперечного потока».
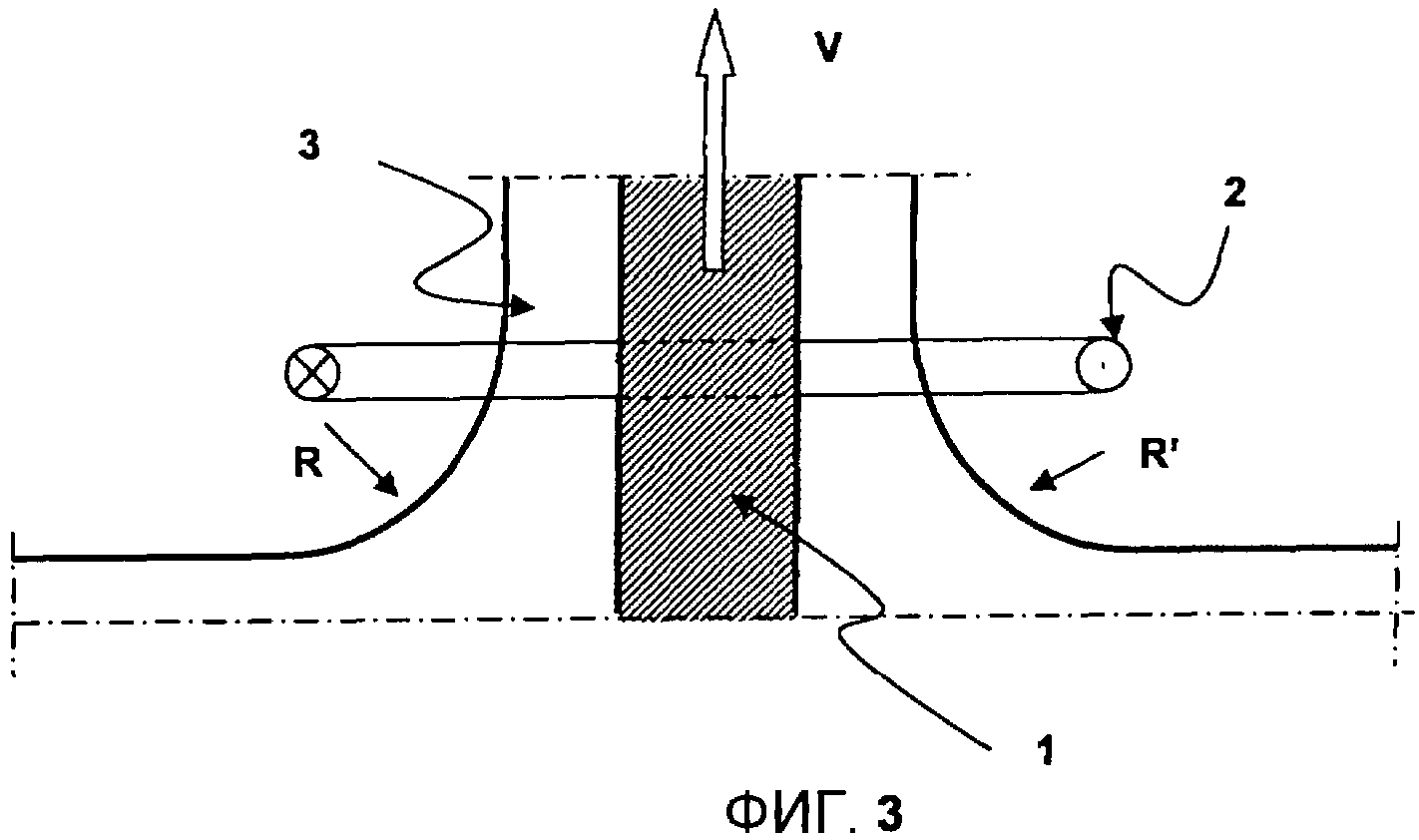
Фиг.3 - устройство отжима при помощи «давления на мениск».
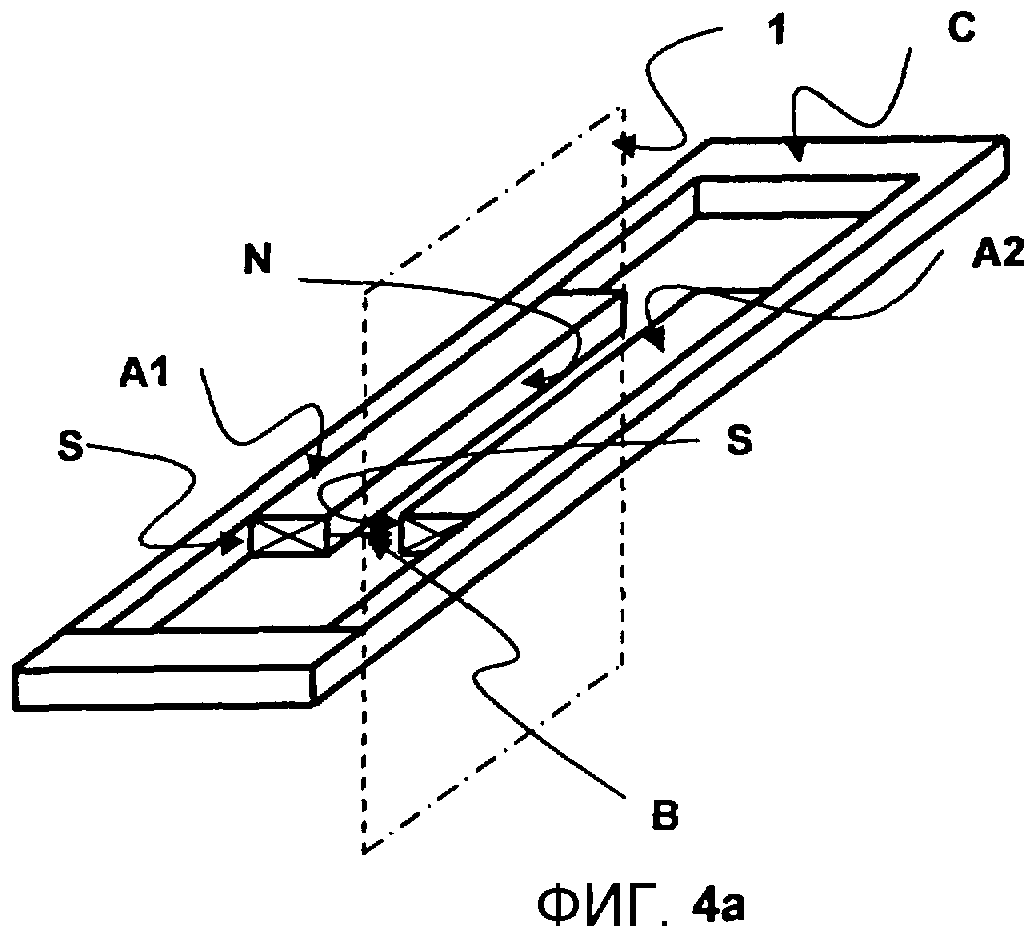
Фиг.4а, 4b - устройство отжима с магнитными органами согласно первому варианту выполнения изобретения.
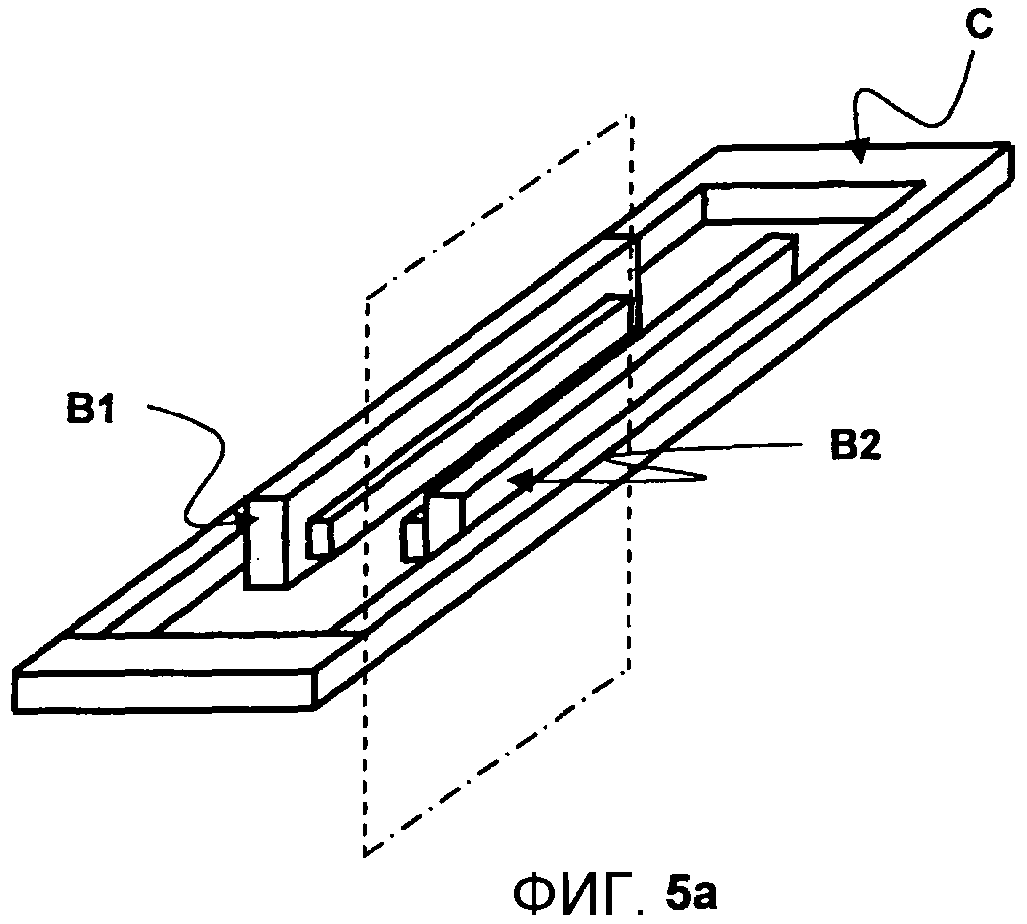
Фиг.5а, 5b, 5с, 5d - устройство отжима с электромагнитными органами согласно второму варианту выполнения изобретения.
Фиг.6 - принцип отжима согласно первому варианту выполнения изобретения.
Фиг.7 - принцип отжима с контролем стабилизации расстояния согласно второму варианту выполнения изобретения.
На фиг.1 показано устройство для отжима металлической пленки покрытия сторон стальной полосы (1), непрерывно перемещающейся вертикальным движением, описанным выше способом «с продольным потоком» из предшествующего уровня техники. Покрытую с двух сторон жидкой пленкой (не показана) полосу (1) перемещают вертикальным движением со скоростью (V). Через катушку индуктивности (2), образованную одним или несколькими витками электрического проводника и охватывающую полосу в направлении ее ширины, пропускают переменный электрический ток с частотой, соответствующей индукции, обеспечивающей эффект отжима. На фиг.1 показано прохождение тока по одному из его периодов. Этот ток создает переменное магнитное поле, которое с каждой стороны полосы выражается двумя лепестками (L1) и (L2), соответственно связанными с двумя ветвями (21, 22) катушки, показанными на чертеже в сечении. В непосредственной близости от полосы генерируются линии поля, проходящие параллельно направлению ее движения, откуда и название «продольный поток». Они не проходят через полосу, а простираются на ней на широком продольном участке.
На фиг.2 показано устройство для отжима металлической пленки покрытия сторон стальной полосы (1), непрерывно перемещающейся продольным вертикальным движением, описанным выше способом «с поперечным потоком» из предшествующего уровня техники. Покрытую с двух сторон жидкой пленкой (не показана) стальную полосу (1) перемещают продольным вертикальным движением со скоростью (V). Через две катушки индуктивности (2а, 2b), расположенные симметрично напротив друг друга с одной стороны полосы в направлении ее ширины, пропускают переменный электрический ток с частотой, соответствующей индукции, обеспечивающей эффект отжима. На фиг.2 показано прохождение тока по одному из его периодов. Этот ток создает переменное магнитное поле, которое с каждой стороны полосы выражается четырьмя лепестками (LI, L2, L3, L4), соответственно связанными с участками (21а, 22а, 21b, 22b) катушек. В непосредственной близости от полосы генерируются линии поля, проходящие в основном перпендикулярно к направлению ее движения и простирающиеся, по меньшей мере, на сечениях ширины полосы, откуда название «поперечный поток». Эти линии поля замыкаются на участке катушки, который генерирует их в направлении, перпендикулярном к направлению движения. Они не проходят через полосу, но следуют рядом с ней, по меньшей мере, в поперечном направлении.
На фиг.3 показано устройство отжима «с давлением на мениск», предназначенное для жидкой пленки покрытия. Покрытую с двух сторон жидкой пленкой (3) полосу (1) перемещают продольным вертикальным движением со скоростью (V). Через катушку индуктивности (2), образованную одним или несколькими витками электрического проводника и охватывающую полосу в направлении ее ширины, пропускают переменный электрический ток с частотой, соответствующей индукции, обеспечивающей эффект отжима. На фиг.3 показано прохождение тока по одному из его периодов. Магнитное поле действует на кривизну (R; R') мениска и, следовательно, на толщину увлекаемой пленки.
На фиг.4а, 4b показано устройство отжима с магнитными органами согласно первому варианту выполнения изобретения и, в частности, устройство, предназначенное для отжима жидкого металла на выходе бака для нанесения металлического покрытия погружением на две стороны стальной полосы (1), непрерывно перемещающейся продольным движением. На выходе такого бака устройство содержит:
- по меньшей мере, один первый магнитный орган (А1), в данном случае, по меньшей мере, один постоянный магнит, расположенный поперечно к первой из двух сторон полосы на данном расстоянии от полосы, и второй магнитный орган (А2), расположенный поперечно к второй из двух сторон полосы по существу на таком же расстоянии от упомянутой полосы,
- полюсы (N, S) в данном случае магнитов типа север/юг, при этом упомянутые магнитные органы (A1, А2) расположены друг против друга с каждой стороны полосы таким образом, чтобы генерировать между упомянутыми полюсами линии статического магнитного поля (В), заключенные в основную огибающую, образующую пересечение, по меньшей мере, на минимальной продольной протяженности с полосой, как это предусмотрено настоящим изобретением.
Иначе говоря, устройства, показанные на фиг.4а и 4b, выполнены таким образом, чтобы каждый магнитный орган содержал, по меньшей мере, один элемент с постоянным двухполюсным магнитом (A1, А2), намагниченность которого определяют таким образом, чтобы индуцировать, по меньшей мере, электродвижущее поле, достаточное для генерирования в противодействие принудительному перемещению полосы в статическом магнитном поле (В) торможения, обеспечивающего эффект отжима для слоев металлического покрытия, первоначально нанесенных на полосу.
Наиболее близкие к полосе полюсы каждого магнитного органа (A1, А2) в данном случае имеют противоположную магнитную полярность (N, S). Таким образом, можно конфигурировать линии поля между этими полюсами поперечно к полосе. Следовательно, продольная протяженность ограничена примерно высотой используемых магнитов.
Можно также предусмотреть, чтобы наиболее близкие к полосе полюсы каждого магнитного органа (A1, А2) имели одинаковую магнитную полярность.
Как показано на фиг.4а, наиболее удаленные от полосы полюсы (S, N) каждого магнитного органа (A1, А2) (наружные поперечные стороны постоянных магнитов) связаны также внешней направляющей магнитного поля (С), такой как рама ферромагнитного ярма, образующая замкнутый контур магнитной направляющей вокруг сечения полосы.
Таким образом, как показано на фиг.4а, наиболее близкие магнитные полюсы (N, S) двух магнитных органов, которые находятся друг против друга по обе стороны полосы, расположены таким образом, что генерируют статическое магнитное поле (В), образующее магнитный контур между северным полюсом (N) первого магнитного органа и южным полюсом (S) второго органа, пересекая полосу, при этом замкнутый магнитный контур дополнен между наружными полюсами, то есть северным полюсом (N) второго магнитного органа и южным полюсом (S) первого органа через ферромагнитное ярмо (С), охватывающее полосу.
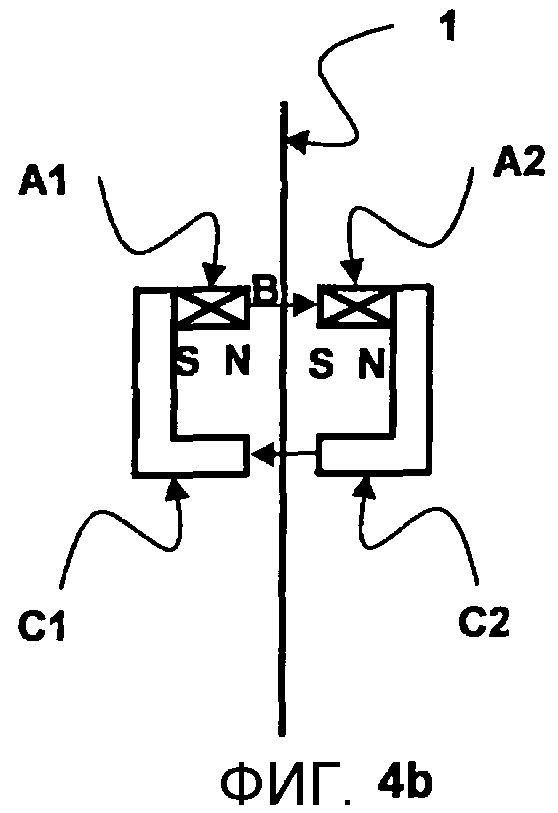
В альтернативном варианте, показанном на фиг.4b, устройство отжима выполнено таким образом, чтобы каждый магнитный орган (A1, А2) содержал два разных полюса, последовательно расположенных в направлении движения полосы и связанные, по меньшей мере, с одним магнитом через направляющую магнитного поля (C1, С2), такую как часть ферромагнитного ярма, образующую полуконтур магнитной направляющей, таким образом, чтобы каждый из полюсов на концах двух полуконтуров располагался друг против друга по обе стороны полосы, и таким образом эти полуконтуры полностью замыкают линии магнитного поля. Иначе говоря, два постоянных магнита в виде “U” устанавливают симметрично относительно полосы, располагая друг против друга основания обоих "U" противоположной полярности по обе стороны от полосы.
Таким образом, первая часть ферромагнитного ярма (С1) продолжает южный полюс (S) первого магнитного органа (А1), и вторая часть ферромагнитного ярма (С2) продолжает северный полюс (N) второго магнитного органа (А2). Магнитное поле (В) пересекает первый раз полосу между северным полюсом (N) первого магнитного органа и южным полюсом (S) второго магнитного органа, затем направляется второй частью ферромагнитного ярма (С2), затем пересекает второй раз полосу, при этом контур дополняется первой частью ферромагнитного ярма (С1).
В данном случае рекомендуется, чтобы на концах полуконтуров полюсы имели противоположную полярность, чтобы два полуконтура обеспечивали магнитное направление по замкнутому контуру магнитного поля (В) поперечно к полосе.
Как было указано выше, можно также, чтобы на концах полуконтуров полюсы имели одинаковую магнитную полярность. Отжим при этом возможен, но с меньшей эффективностью, чем в вышеуказанной конфигурации с противоположной магнитной полярностью.
Не ограничительно к фиг.4а, 4b и, следовательно, применительно к нижеследующим фигурам каждый магнитный орган располагают линейно в виде одного или нескольких блоков на длине, по меньшей мере, равной ширине полосы. Несколько магнитных органов, расположенных линейно на длине, по меньшей мере, равной ширине полосы, могут быть также установлены друг над другом в направлении движения полосы и с каждой ее стороны. Образуя, таким образом, последовательные зоны пересечения поле/полоса минимальной протяженности, чтобы избегать магнитного насыщения полосы, эта конфигурация предпочтительно позволяет дополнительно повысить эффективность отжима. С этой же целью, по меньшей мере, один из магнитных органов можно связать с дополнительным устройством отжима, например, газовой струей или с дополнительным устройством стабилизации полосы.
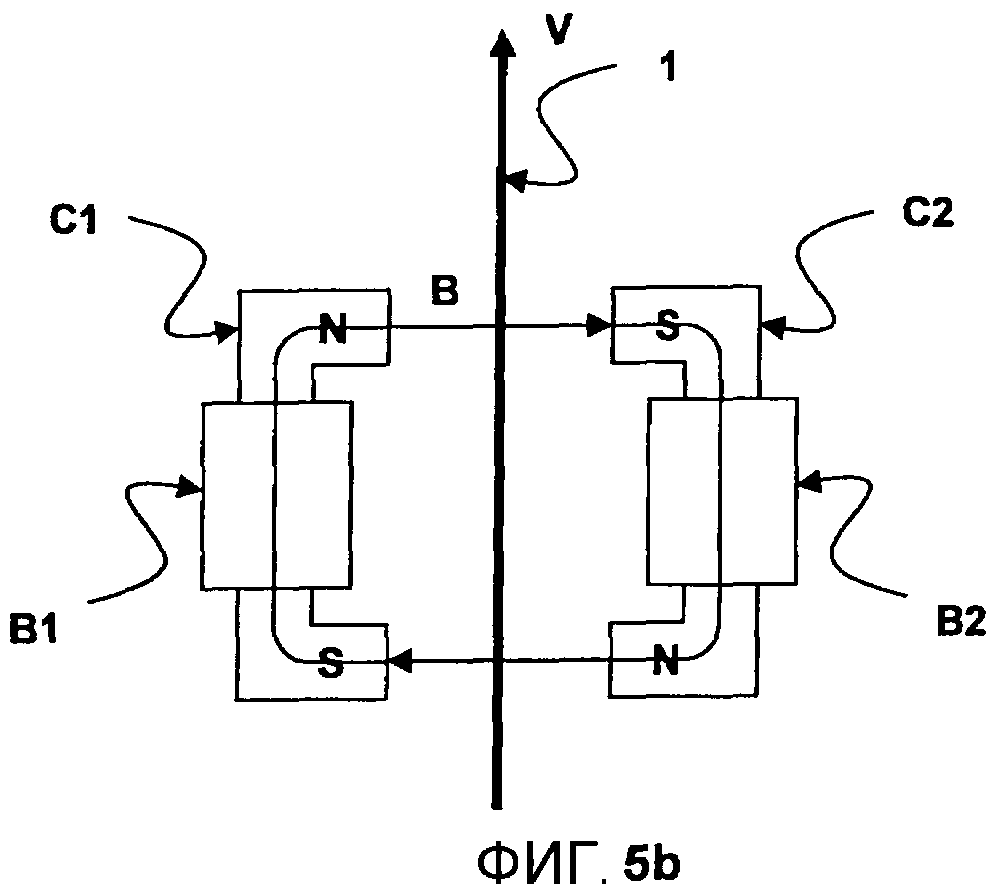
На фиг.5а, 5b показаны две конфигурации устройства отжима с электромагнитными органами (в качестве магнитных органов) согласно второму варианту выполнения изобретения соответственно по отношению к конфигурациям, показанным на фиг.4а, 4b.
В частности, как показано на фиг.5а, два электромагнитных органа (B1, В2) расположены поперечно к направлению движения полосы по обе стороны от полосы и объединены ферромагнитным ярмом (С), охватывающим упомянутую полосу.
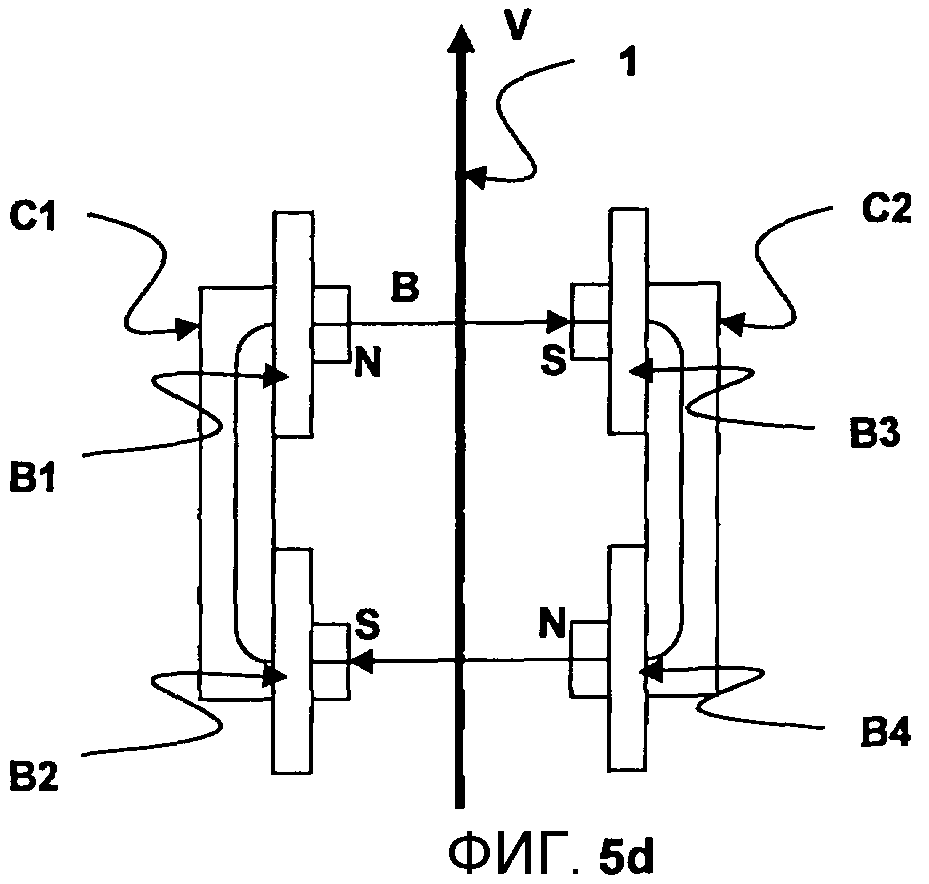
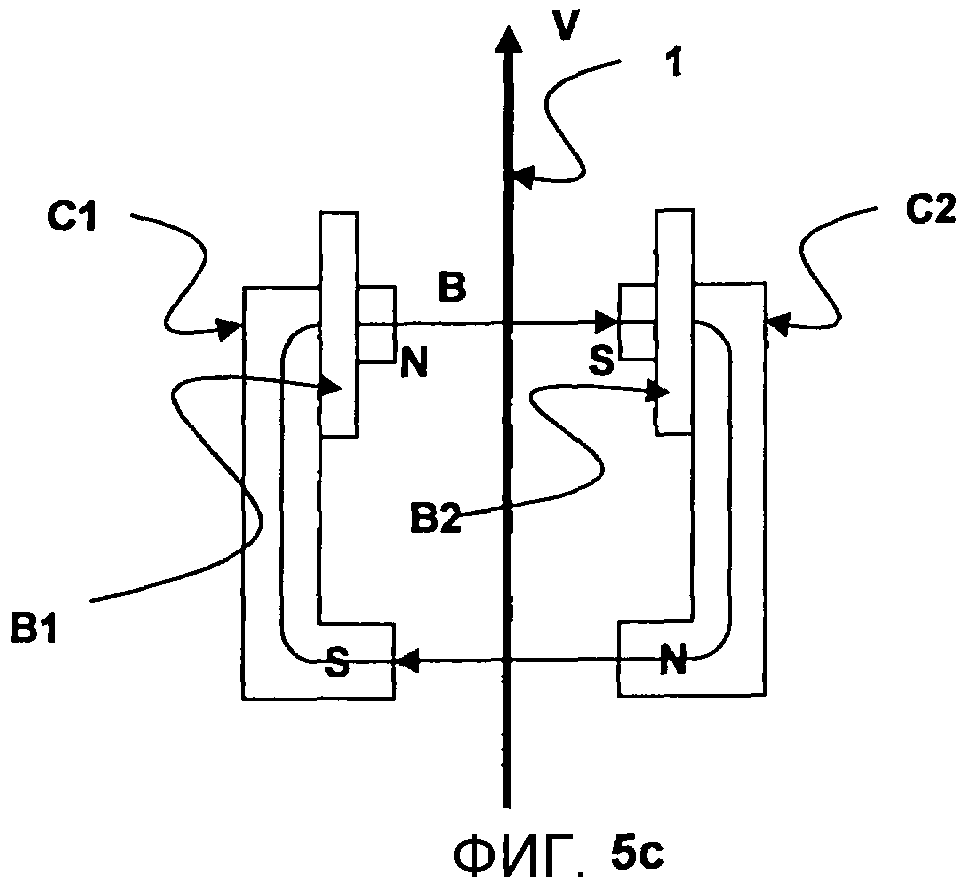
На фиг.5с, 5d показаны две другие конфигурации устройства отжима с электромагнитными органами (в качестве магнитных органов) согласно этому второму варианту выполнения изобретения.
В частности, согласно конфигурации ферромагнитного ярма из двух полуконтуров (C1, С2), расположенных поперечно к направлению движения полосы по обе стороны от нее, на фиг.5b, 5с, 5d показаны несколько возможных вариантов расположения упомянутых электромагнитных органов (B1, В2, В3, В4). В этих примерах замыкание магнитного поля происходит за счет двух пересечений полосы магнитным полем (В) и за счет дополнительного направления магнитного поля при помощи двух половин ферромагнитных ярем, показанных на фиг.4b.
В данном случае электромагнитными органами (B1, В2, В3, В4) являются катушки индуктивности, связанные с ярмом или ярмами (С, C1, С2) для генерирования упомянутого статического магнитного поля и направления линий поля вблизи полосы и, в частности, на минимальной протяженности пересечения с полосой. Для регулирования тока питания, по меньшей мере, одной из упомянутых катушек индуктивности интенсивность статического магнитного поля контролируют по параметрам, выбранным для данного типа отжима.
Как показано на фиг.5b, каждая из двух катушек индуктивности (B1, В2) установлена в центральном положении на каждом полуярме (C1, С2) в виде "U". Как показано на фиг.5с, каждая из двух катушек индуктивности (B1, В2) установлена вблизи одного из концов магнитного полюса (N, S) на каждом полуярме (C1, С2) в виде "U", при этом каждый из концов находится напротив другого по обе стороны полосы. Как показано на фиг.5d, каждую из четырех катушек индуктивности (B1, В2, В3, В4) устанавливают на одном из четырех концов двух полуярем в соответствии с моделью, показанной на фиг.5b.
Наиболее близкие полюсы электромагнитного органа (B1, В2) в данном случае имеют противоположную магнитную полярность (N, S). Таким образом, можно конфигурировать линии поля между этими полюсами с пересечением полосы (фиг.5а-5b с «адекватной полярностью»).
Можно также предусмотреть, чтобы наиболее близкие к полосе полюсы каждого электромагнитного органа (B1, В2) имели одинаковую магнитную полярность. Однако при этой конфигурации труднее минимизировать протяженность пересечения между линиями поля и полосой. Вместе с тем, такая конфигурация позволяет легче контролировать положение полосы между полюсами, воздействуя на постоянный ток электрического питания, по меньшей мере, одного из электромагнитных органов. Таким образом, можно использовать последовательно по направлению движения каждую из этих двух конфигураций (противоположная и одинаковая магнитная полярность) с целью отжима и стабилизации полосы. Отжим возможен, но менее эффективен, чем при вышеуказанной конфигурации с противоположной магнитной полярностью.
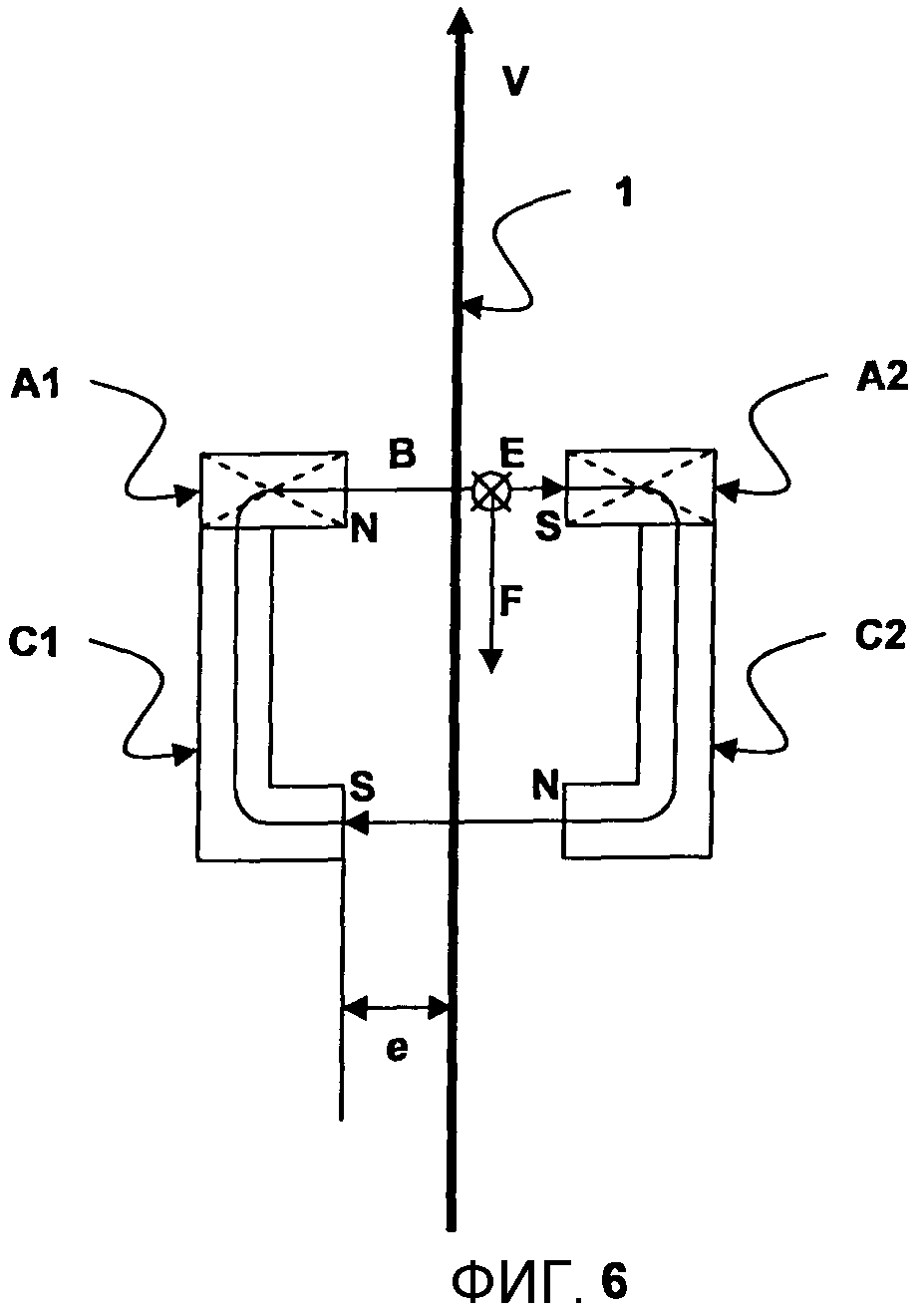
На фиг.6 показан принцип отжима жидкой металлической пленки покрытия за счет магнитного торможения согласно первому варианту выполнения изобретения (фиг.4b). Полосу (1) покрывают с двух сторон жидкой пленкой (не показана) и перемещают вертикальным движением со скоростью (V) в продольном направлении перемещения. Два магнитных органа (A1, А2) и их ярма (C1, С2), форма которых в данном случае представлена исключительно в качестве примера, располагают, каждый, с одной стороны полосы в направлении ее ширины и на расстоянии (е) от этой полосы. Их располагают таким образом, чтобы северный полюс (N) одного из магнитных органов (A1, А2) находился напротив южного полюса (S) другого магнитного органа, чтобы магнитное поле замыкалось в двух органах, два раза пересекая полосу (1). Движение перемещения полосы в этом статическом магнитном поле (В) индуцирует электродвижущее поле (Е) между полюсами противоположной полярности и, следовательно, ток в полосе и в жидкой пленке, где возникает сила (F) магнитного торможения, противоположная направлению движения полосы.
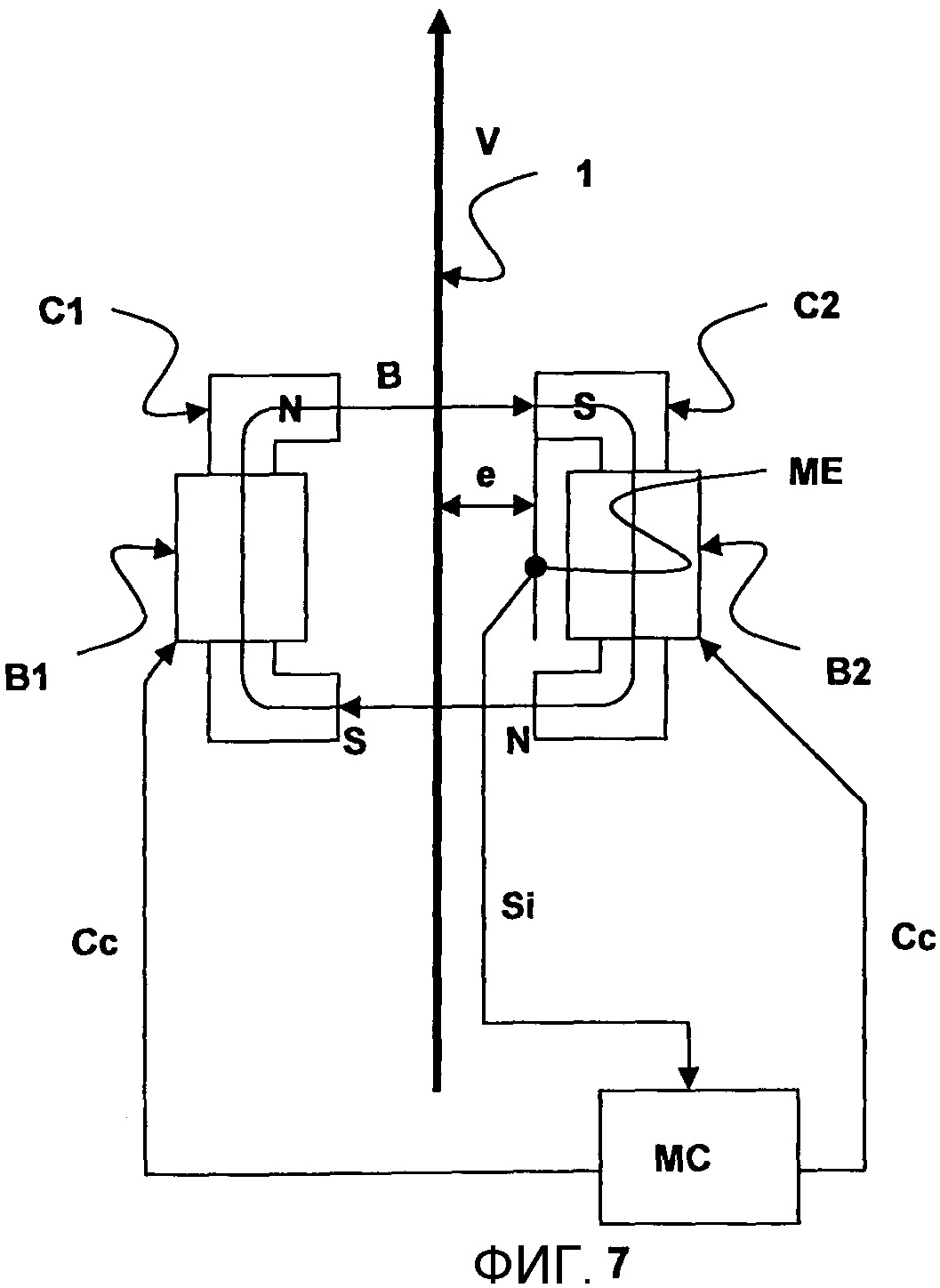
На фиг.7 показан принцип отжима при помощи магнитного торможения с контролем стабилизации расстояния (или центровки полосы) согласно второму варианту выполнения изобретения (фиг.5b).
В данном случае, по меньшей мере, один из магнитных органов содержит, по меньшей мере, один электромагнитных орган (B1, В2) (электромагнит с катушкой индуктивности), намагниченность которого регулируют при помощи модуля управления (МС) через сигнал управления (Сс), идеально контролирующий, по меньшей мере, одну катушку индуктивности (В2), включающую в данном случае электромагнитный элемент направления поля (С2), чтобы:
- индуцировать, по меньшей мере, одно электродвижущее поле (Е), достаточное для создания в противодействие принудительному перемещению полосы в статическом магнитном поле (В) торможения с действием отжима для слоев металлического покрытия, первоначально нанесенных на полосу,
- предпочтительно автоматически регулировать равноудаленность между каждым магнитным органом и полосой.
Модулем управления (МС) управляет блок обработки, выполненный с возможностью приема, по меньшей мере, одного из двух следующих сигналов для регулирования заданного значения тока в катушке индуктивности:
- сигнала измерения расстояния (Si), поступающего из системы бесконтактного измерения (ME) расстояния (е) между полосой и одним из электромагнитных элементов (B1, В2),
- сигнала измерения магнитного поля, поступающего из устройства измерения поля (MB), по меньшей мере, на одном из полюсов электромагнитных органов, при этом упомянутый сигнал измерения поля коррелятивно связан с значениями расстояния (е).
В зависимости от этой корреляции блок управления формирует заданное значение тока в катушке индуктивности, по меньшей мере, одного из электромагнитных органов таким образом, чтобы удерживать стальную полосу в определенном положении между полюсами для обеспечения наилучшего распределения покрытия на двух сторонах полосы.
Кроме того, что использование электромагнитов позволяет обеспечивать более интенсивные магнитные поля, чем при помощи постоянных магнитов, оно позволяет также обеспечивать более точный контроль этих полей. В частности, оно позволяет динамично удерживать полосу в определенном положении между двумя электромагнитными органами.
Таким образом, все устройства, показанные на фиг.4, 5, 6 и 7, могут применять способ отжима в соответствии с настоящим изобретением, то есть способ отжима жидкого металла покрытия на выходе бака для нанесения металлического покрытия погружением на две стороны стальной полосы (1), непрерывно перемещаемой продольным движением, согласно которому во время движения на выходе из бака полоса, покрытая жидким металлом покрытия, переходит из области, не подверженной действию магнитного моля, в другую область, на которую действует статическое магнитное поле (В), создаваемое между полюсами (N, S) магнитных органов (А1, А2, B1, В2), установленных друг против друга с каждой стороны полосы, линии поля которых образуют пересечение, по меньшей мере, на минимальной продольной протяженности с упомянутой полосой, чтобы на жидкий металл покрытия взаимосвязанно действовало переменное магнитное поле, создающее на упомянутом жидком металле силу, противодействующую его перемещению вместе с полосой. Взаимодействие статического магнитного поля и движущейся полосы генерирует токи Фуко в полосе и пленке жидкого металла покрытия, циркуляция которых в статическом магнитном поле создает сила Лоренца, которые противодействуют перемещению упомянутого жидкого металла относительно полосы, то есть создают эффект магнитного торможения по отношению к находящейся в (принудительном) движении полосе.
Этот эффект магнитного торможения создает мало токов Фуко в полосе, и непрерывный характер магнитного поля в силу отсутствия эффекта оболочки ограничивает рассеиваемую мощность для достижения эффективного отжима жидкой пленки, и поэтому нагрев полосы оказывается несущественным.
Как было указано выше, способ предусматривает, чтобы полюсы, идеально расположенные наиболее близко по обе стороны от полосы, в идеале имели противоположную полярность. Этот аспект позволяет минимизировать протяженность пересечения между линиями поля и полосы и, следовательно, предпочтительно позволяет избежать эффектов магнитного насыщения полосы и обеспечивает высокую эффективность отжима, связанную с большими изменениями магнитного поля при прохождении под полюсами. Конфигурация близкого расположения полюсов с одинаковой полярностью тоже возможна, но она является менее эффективной для отжима желаемого типа, хотя и обеспечивает лучший контроль положения полосы между полюсами за счет воздействия на постоянный ток питания катушек индуктивности.
Интенсивность магнитного поля (В), связанную с требуемым эффектом отжима, контролируют просто, изменяя расстояние (е) между полюсами и полосой, при этом в идеале полюсы являются полюсами постоянных магнитов в рамках использования простых автономных магнитных органов.
Предпочтительно способ предусматривает также, чтобы:
- по меньшей мере, в одной точке, заключенной в линиях поля, расстояние (е) можно было в идеале определить путем прямого бесконтактного измерения между движущейся полосой и, по меньшей мере, одним из электромагнитных органов (B1, В2) (например, электромагнитов), оснащенных катушками индуктивности в качестве магнитно управляемых магнитных органов,
- постоянный ток питания, по меньшей мере, одной из катушек индуктивности можно было контролировать, чтобы удерживать полосу по центру между двумя электромагнитными органами.
Общий магнитный поток, проходящий через полосу (см. примеры со ссылками на фиг.4-7), можно также поддерживать статически и точно регулировать вокруг его статического значения.
Постоянный ток питания, по меньшей мере, одной из катушек индуктивности (B1, В2) контролируют, чтобы адаптировать интенсивность соответствующего магнитного поля (В) к требуемому эффекту отжима. Это представляет интерес в рамках адаптации способа для разных типов полосы и/или покрытия и позволяет также приспособить систему отжима для измерения толщины покрытия при помощи измерительного устройства, такого как рентгеновский толщиномер.
Также, согласно способу:
А) по меньшей мере, в одной точке, заключенной в линиях поля, определяют расстояние (е) между движущейся полосой и, по меньшей мере, одним из электромагнитных органов (B1, В2) путем измерения изменений магнитного поля, связанных с изменением, возникающим в результате эффекта рабочего зазора, присутствующего между полосой и, по меньшей мере, одним из электромагнитных органов. Альтернативно или в дополнение к указанному выше способу непрямого измерения магнитного поля можно также применять прямое измерение расстояния (е).
В)
- в поперечном направлении распределяют, по меньшей мере, два набора магнитных органов по ширине, по меньшей мере, с одной стороны полосы,
- и в случае, если магнитными органами являются электромагнитные органы, оборудованные катушкой индуктивности, каждый ток питания катушек индуктивности контролируют отдельно. Таким образом, намного облегчается контроль положения полосы между магнитными органами.
С)
- по меньшей мере, два набора магнитных органов располагают друг над другом в направлении движения полосы и с каждой стороны от этой полосы,
- и в случае, если магнитными органами являются электромагнитные органы, оборудованные катушкой индуктивности, каждый ток питания катушек индуктивности контролируют отдельно.
Это последовательное расположение магнитных или электромагнитных органов позволяет эффективно распределять эффекты отжима и контроля положения полосы.
Способ отжима в соответствии с настоящим изобретением можно также, в случае необходимости, применять и контролировать в сочетании с дополнительным способом отжима, например, путем обдувки сторон полосы газовыми струями. Точно так же его можно применять и контролировать в сочетании с дополнительным способом стабилизации движения полосы.
Способ замены валка в прокатном стане для непрерывно движущейся стальной полосы
Способ и установка электролитического лужения непрерывно движущейся стальной полосы в блоке электроосаждения
Способ и устройство контроля введения нескольких металлов в полость, предназначенную для плавления упомянутых металлов
Способ и устройство измерения химического состава жидкого металла, предназначенного для покрытия стальной полосы
Устройство переворачивания правильного аппарата и правильный аппарат, выполненный с возможностью взаимодействия с упомянутым устройством
Способ и устройство спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы
Многовалковая правильная машина
Способ и установка ультразвукового контроля сварного шва стыкового соединения двух поперечных концов двух металлических полос
Машина для стыкового соединения стальных полос, выполненная с возможностью индукционной термической обработки сварных швов стыкового соединения
Установка для цинкования погружением стальной полосы
Способ замены валка в прокатном стане для непрерывно движущейся стальной полосы
Способ и установка электролитического лужения непрерывно движущейся стальной полосы в блоке электроосаждения
Способ и устройство контроля введения нескольких металлов в полость, предназначенную для плавления упомянутых металлов
Способ и устройство измерения химического состава жидкого металла, предназначенного для покрытия стальной полосы
Способ и устройство хонингования непрерывно движущихся металлических полос произвольной ширины
Устройство переворачивания правильного аппарата и правильный аппарат, выполненный с возможностью взаимодействия с упомянутым устройством
Способ и устройство спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы
Многовалковая правильная машина
Способ и установка ультразвукового контроля сварного шва стыкового соединения двух поперечных концов двух металлических полос
Машина для стыкового соединения стальных полос, выполненная с возможностью индукционной термической обработки сварных швов стыкового соединения

