Результат интеллектуальной деятельности: РАМНАЯ КОНСТРУКЦИЯ ДЛЯ АВТОМОБИЛЯ
Вид РИД
Изобретение
Изобретение касается автомобилей, в частности легковых автомобилей, и их кузова.
Самонесущий автомобильный кузов имеет закрывающее его снизу дно кузова, которое через стойки, чаще всего называемые стойками A, B и C (передняя, средняя и задняя), соединено с крышей. Само дно кузова состоит из нескольких модулей, которые традиционно являются листовыми деталями и свариваются между собой во время изготовления. Сюда относятся, прежде всего, боковые швеллеры, поперечные несущие элементы сиденья, накладки сидений и туннель. Между этими расположенными в продольном направлении автомобиля модулями находятся панели пола, а именно, в передней части кузова, т.е. несколько ниже передних сидений, передний пол с двух сторон туннеля, в средней части кузова сзади за вертикальным щитком задний пол, и в задней части кузова за поперечиной заднего моста удлинение заднего пола с нишей для запасного колеса.
В еще не опубликованных на дату приоритета этой заявки DE 10 2007 056 854.6, DE 10 2007 035 495.0 и DE 10 2006 052 992.8 описан рамный каркас для автомобиля, надколесный кожух и соответственно передний пол для пола автомобиля.
D-LFT-технология, называемая также непрерывная LFT-технология (т.е. прямая непрерывно-волоконная термопластическая технология для получения длинноволоконных термопластов), представляет собой общеизвестный процесс переработки полимерных материалов. LFT означает усиленный длинным волокном полимер. При D-LFT-технологии в экструдере пластифицируется матрица из термопластичного полимерного материала и смешивается в смесителе с нарезанными по длине беспрерывными волокнами. Пластификат, содержащий волокна, затем (непосредственно) запрессовывается в форму. Результатом является волокнистый полимерный композит с полимерной матрицей, в которую заделаны длинные волокна. В зависимости от применяемого экструдера длина волокон может в общем случае составлять от 1 мм до 50 мм.
Задачей настоящего изобретения является создание самонесущего автомобильного кузова с малым весом.
Решение этой задачи осуществляется благодаря признакам независимых пунктов формулы. Предпочтительные усовершенствованные и другие варианты осуществления получаются благодаря признакам зависимых пунктов.
Первый аспект изобретения касается рамной конструкции для дна самонесущего автомобильного кузова, например самонесущего кузова легкового автомобиля. Она включает в себя продолговатый туннель и два параллельных ему швеллера. Два швеллера расположены слева и справа от туннеля. Кроме того, рамная конструкция имеет поперечину (поперечную балку) передней стенки кузова закрывающим (металлическим) листом, который непосредственно соединен с двумя швеллерами и туннелем.
Кроме того, рамная конструкция имеет задний и/или передний надколесный кожух с открытой вниз главной структурной аркой, концы которой соединены с полом кузова или, соответственно, дном. Главная структурная арка имеет приблизительную форму открытой вниз буквы U и задает огибающую для находящегося охватываемого заднего или переднего колеса. При этом главная структурная арка на своей обращенной ко дну кузова стороне, далее также называемой внутренней стороной автомобиля, в своей верхней области имеет приемный элемент амортизатора, от которого вниз отходит соединенная с дном кузова опорная стойка. Опорная стойка проходит, таким образом, при установленном на автомобиль надколесном кожухе с внутренней стороны автомобиля и служит для того, чтобы лучше воспринимать усилия, вводимые ходовой частью в приемный элемент амортизатора. С целью симметричного ввода усилий могут быть также предусмотрены две такие опорные стойки.
Рамная конструкция служит для приема обшивки дна и одновременно также для приема переднего пола. Туннель рамной конструкции располагается в автомобиле по центру в продольном направлении автомобиля, а швеллеры проходят снаружи с обеих сторон туннеля. В передней части переднего пола он обрамлен туннелем, одним швеллером, а также поперечиной передней стенки кузова. Далее в продольном направлении автомобиля сзади вертикальный щиток, проходящий поперек туннеля, с одной стороны соединен с туннелем, а с другой стороны с каждым из швеллеров через узловой элемент. Благодаря этому передний пол по всему своему периметру обрамлен рамной конструкцией. Ввиду отсутствия традиционного в уровне техники вертикального смещения между швеллерами и поперечиной передней стенки, таким образом, представляется возможным выбрать передний пол, который был бы соединен с обрамляющей его рамной конструкцией. Передний пол может быть изготовлен из листовой стали (металла) или из полимерного материала. Выбор последнего приводит к значительному уменьшению веса при неизменной стабильности конструкции в случае фронтального или бокового удара. Статическая стабильность и усталостные свойства обеспечиваются рамной конструкцией в той же мере, что и у кузова, соответствующего уровню техники. Уменьшение веса ведет к малому потреблению топлива автомобилем и вместе с тем к малому загрязнению окружающей среды выбросом загрязняющих веществ.
Имеющийся в рамной конструкции надколесный кожух, а также его описанные далее модификации полностью отказываются от известного принципа выбора надколесного кожуха с закрывающими листами и соответственно предназначенной для этого листовой оболочковой конструкцией. Более того, путем анализа номинальных функций надколесного кожуха была выбрана каркасная конструкция, с помощью которой принципиально обеспечиваются эти номинальные функции, и, кроме того, благодаря которым с еще большей надежностью может быть выполнено точное обрамление. Кроме того, каркасная конструкция позволяет добиться значительной экономии материалов и уменьшения веса по сравнению с традиционной оболочковой конструкцией, составляющей в применяемых на практике вариантах около 50%. Уменьшение веса и экономия топлива автомобиля при использовании этого надколесного кожуха очевидны.
Альтернативно надколесному кожуху или в дополнение к нему выбрана стойка С. Область автомобиля, в которой находится стойка С, имеет внутренний лист (называемый также внутренней боковой стенкой), наружный лист (называемый также наружной боковой стенкой) и расположенное между ними усиление стойки С, и служит в обычном случае для соединения нижнего строения кузова с рамой крыши. Благодаря тому, что усиление стойки С выполнено в виде усиления скобы, необходимого для монтажа скобы вращающейся двери автомобиля, с одной стороны, требуется хранить на складе и монтировать меньшее количество деталей. С другой стороны, имеет место сокращение количества операций сборки, а вместе с тем, и затрат, но также и веса благодаря ненужности крепежных средств, таких как болты и пр.
Подводя итог, можно сказать, что описанная выше комбинация рамной конструкции с надколесным кожухом позволяет получить очень легкий автомобильный кузов при сравнимой стабильности конструкции по сравнению с кузовом листовой конструкции.
По второму варианту осуществления поперечина передней стенки кузова склеивается с передним полом, изготовленным из усиленного волокном полимера. Ссылаясь на варианты осуществления, приведенные выше, передний пол может дополнительно склеиваться с туннелем, проходящим поперек туннеля задним листом, а также со швеллером. Передний пол из усиленного волокном полимера, как пояснялось выше, существенно снижает вес кузова. При этом уменьшение веса происходит, как обязательно следует подчеркнуть, не за счет снижения стабильности конструкции. Кроме того, можно отказаться от обшивки дна для улучшения аэродинамических характеристик, или соответственно сам передний пол может представлять собой обшивку дна.
Передний пол выполнен в значительной степени ровным, потому что отсутствует вертикальное смещение между швеллерами и поперечиной передней стенки кузова. «В значительной степени ровный» здесь означает, что указанное вертикальное смещение составляет меньше половины высоты швеллера. Благодаря этой особенно простой геометрии упрощается изготовление переднего пола и его сборка (монтаж).
В других вариантах осуществления рамная конструкция имеет, по меньшей мере, частично изготовленный по D-LFT-технологии передний пол. При этом передний пол изготавливается, по меньшей мере, частично из усиленного волокном, в частности, длинным волокном полимера.
Передний пол, изготовленный по D-LFT-технологии, имеет, при одинаковой стабильности конструкции в случае фронтального или бокового удара, по сравнению с традиционным изготовленным из листов передним полом более низкий вес при лишь умеренном увеличении затрат. С другой стороны, этот передний пол позволяет легче выполнять все более жесткие требования, предъявляемые к автомобильным кузовам в отношении стабильности их конструкции при испытаниях на боковой или фронтальный удар, например, по Euro-NCAP. Этого удается добиться при одинаковом весе благодаря тому, что с легким изготавливаемым по D-LFT-технологии передним полом комбинируются более высокопрочные стали достаточной толщины.
В вариантах осуществления переднего пола имеется панель пола, содержащая стекловолокно, углеродное волокно или натуральное волокно. Высокопрочные арамидные волокна, применяющиеся в области безопасности, также могут использоваться для изготовления переднего пола.
Испытания показали, что в вариантах осуществления, в которых средние длины волокон составляли от 20 мм до 40 мм, передний пол хорошо изготавливается по D-LFT-технологии, а с другой стороны, с помощью волокон можно получить стабильность конструкции, столь же хорошую или лучшую, чем в вариантах осуществления с листовой конструкцией. Лучшие результаты получались при длине волокон, приблизительно равной 1 дюйму (25,4 мм). При меньшей длине волокон, лежащей в однозначном миллиметровом диапазоне однозначных чисел, усиление конструкции за счет волокон значительно снижается, в то время как более длинные волокна гораздо хуже поддаются переработке в экструдере.
В другом варианте осуществления в качестве материала выбран полиамид (сокращенно: РА) или полипропилен (сокращенно: РР). Полиамид, благодаря его температурной стабильности, позволяет прохождение кузова со смонтированным передним полом через окрасочную линию, не получая повреждений вследствие температурного воздействия. Таким образом, не нужно изменять принятые технологии, сложившиеся при изготовлении панельных кузовов. Это помогает избежать дополнительных расходов, которые в ином случае могли бы возникнуть из-за перехода на новые технологии. Полипропилен является не таким дорогим материалом, как полиамид, и из-за низкой температурной стабильности требует, чтобы передний пол монтировался после прохода окрасочной линии. Монтаж осуществляется, например, путем склеивания.
В других вариантах осуществления переднего пола процентное содержание волокон составляет от 20 вес.% до 40 вес.%. Хорошие результаты были получены с PA6.6/GF30 и соотв. PP/GF30. При этом указанное процентное содержание волокон представляет собой компромисс. Ниже 20 вес.% устойчивость панели пола неудовлетворительна. При более чем 40 вес.% панель пола становится слишком тяжелой, причем одновременно ухудшается технологичность ее изготовления.
Исполнение рамной конструкции предусматривает, кроме того, передний пол, который соединялся бы с замыканием материалом с креплением сиденья из полимерного материала. Благодаря полученному в результате выполнения переднего пола и крепления сиденья за одно целое уменьшается количество сборочных операций, что снижает затраты на изготовление и сокращает время изготовления. Одновременно благодаря этому монтажные отверстия для крепления сиденья имеют точно заданное положение с узкими допусками, чего нет у традиционной листовой конструкции. Благодаря этому упрощается сборка сидений автомобиля. Благодаря выполнению за одно целое также становится возможным совмещение функций, и, например, различные элементы крепления, такие как накладки сидений и пр., могут быть объединены с передним полом.
Можно также изготовить крепление сиденья вместе с панелью пола по D-LFT-технологии, и таким образом получить панель пола и крепление сиденья с небольшими затратами за один рабочий процесс.
В другом варианте осуществления поперечина передней стенки кузова сваривается или соединяется клепкой со швеллером и/или туннелем. Соединение поперечины передней стенки со швеллером и туннелем имеет, таким образом, непосредственный характер и осуществляется с помощью общепринятых обрабатывающих технологий.
Далее, можно предусмотреть, чтобы в качестве швеллера использовался прессованный профиль. Этот профиль представляет собой цельную замкнутую деталь, для производства которой требуется меньшее количество соединительных операций, чем для часто применяемого швеллера с закрывающим листом, состоящего из двух частей.
При другом варианте осуществления рамная конструкция изготавливается из стали с пределом текучести не менее 500 МПа. Таким образом, речь идет о стали высокой или максимальной прочности, которая по сравнению с уровнем техники помогает скомпенсировать низкую стабильность конструкции переднего пола, изготовленного из полимерного материала.
Для рамной конструкции можно, кроме того, предусмотреть два узловых элемента, полученных из алюминиевой отливки для присоединения заднего пола, каждый из которых соединен с задним листом и одним швеллером. Узловой элемент, изготовленный по технологии литья Vacural, поддается сварке, и поэтому может, например, соединяться со стальными компонентами рамной конструкции с помощью сварки трением, но также и с помощью клепки.
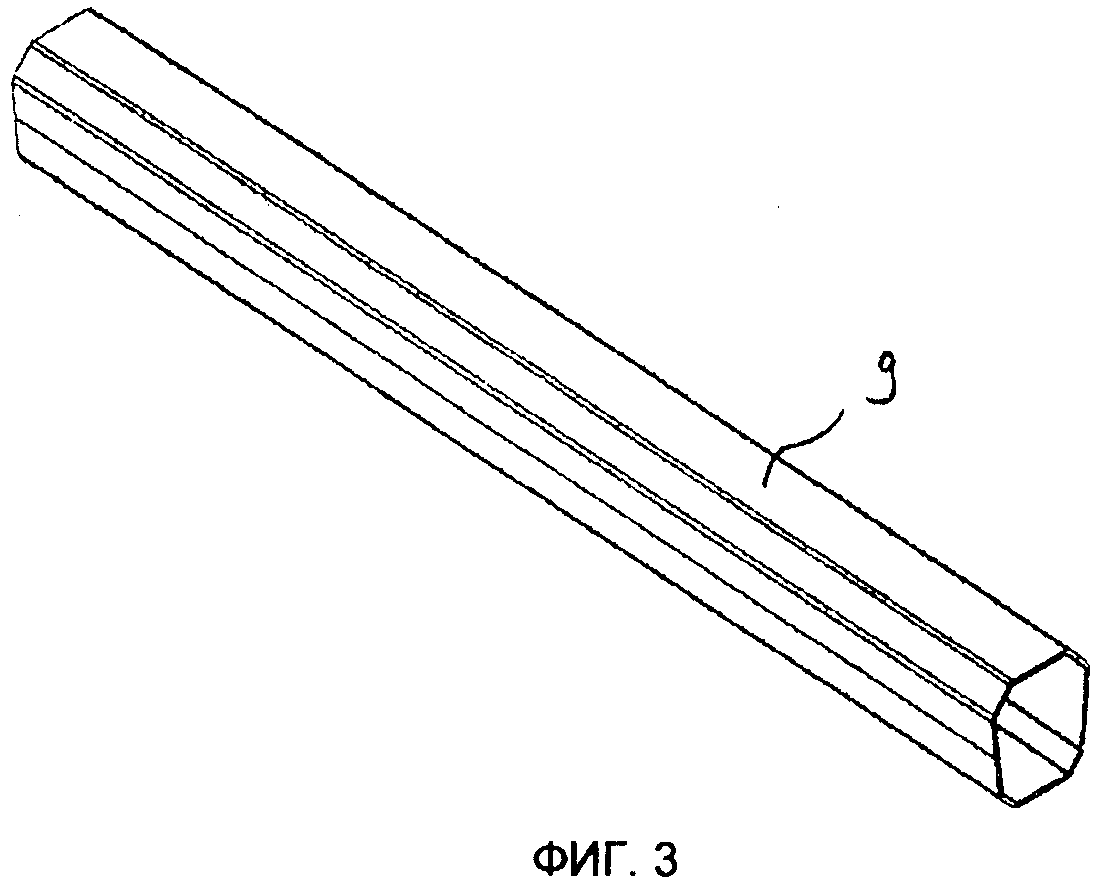
Далее, можно выбрать вариант осуществления, в котором в качестве узловых элементов предусмотрены узловые элементы из алюминиевой отливки, и в котором эти узловые элементы соединены каждый с одним замкнутым профилем. Два замкнутых профиля обрамляют в этом случае удлинение заднего пола из усиленного волокном полимера. Замкнутый профиль придает удлинению заднего пола закрытую вверху опорную поверхность для крепления, с которой может склеиваться задний пол. При этом обеспечивается высокая жесткость при низком расходе материалов. В качестве профиля может быть выбран многогранный профиль, например, восьмигранный профиль.
По другому варианту осуществления на внутренней стороне автомобиля предусмотрена выступающая вниз от главной структурной арки внутренняя стойка. Эта внутренняя стойка образует в этом случае вместе с упомянутой выше опорной стойкой усиление нижней части стойки С. Форма, положение и ориентация внутренней стойки и опорной стойки могут легко варьироваться благодаря простой геометрии стоек, и вместе с тем оптимизироваться для лучшего восприятия торсионных нагрузок.
Далее, предусмотрен вариант осуществления, по которому выступающая внутренняя стойка имеет палец, причем палец может быть либо приформован, либо внутренняя стойка и палец выполнены за одно целое. Этот палец имеет чаще всего горизонтально расположенную ось и служит в качестве вращающейся опоры для спинки сиденья автомобиля. Палец представляет собой интегрированную составную часть надколесного кожуха, так что его монтаж осуществляется на заводе и затраты на изготовление автомобиля снижаются.
По другому варианту осуществления предусмотрена первая, проходящая по существу горизонтально соединительная распорка для соединения концов главной структурной арки, опорной стойки и выступающей внутренней стойки. Первая соединительная распорка придает жесткость вышеназванной конструкции стоек вдоль будущего продольного направления автомобиля и служит, кроме того, для присоединения надколесного кожуха к задней раме автомобиля.
Кроме того, можно предусмотреть вариант осуществления, по которому главная структурная арка имела бы вертикально направленный фланец. Проходящий по всей длине главной структурной арки или соответствующий сплошной фланец задает границу между внутренним надколесным кожухом, который обращен к полу кузова или соответственно внутренней стороне автомобиля и был описан выше, а также обращенным к наружной стороне автомобиля наружным надколесным кожухом, пояснения к которому будут даны ниже. Внутренний и наружный надколесные кожухи образуют в этом случае полный надколесный кожух. Благодаря предусмотренному фланцу возможно первоначально раздельное изготовление внутреннего и наружного кожухов, что с точки зрения размеров позволяет осуществлять производство с меньшими затратами. Фланец позволяет в этом случае выполнить дополнительное соединение двух этих частей, а также присоединение внутренней боковой стенки. Разумеется, можно также с помощью штампа соответствующего большого размера изготавливать надколесный кожух за одно целое.
Далее, можно предусмотреть, чтобы главная структурная арка на стороне фланца, обращенной от пола кузова, т.е. на наружной стороне автомобиля, имела выступающую наружную стойку, которая с одной стороны соединялась бы с открытой вниз наружной структурной аркой, причем наружная структурная арка имела бы фланец для присоединения наружной боковой стенки автомобиля. Наружная структурная арка задает вместе с наружной стойкой первую часть наружного надколесного кожуха и служит вместе со своим фланцем или своим фланцевым приемным элементом для присоединения наружной боковой стенки. Сам фланец при этом не должен являться частью арки, даже если это предоставляется возможным благодаря расположению фланца в верхнем конце отверстия надколесного кожуха.
В другом варианте осуществления, кроме того, на обращенной к наружной стороне автомобиля стороне надколесного кожуха предусмотрена проходящая параллельно главной структурной арке распорка. Эта распорка, которая с одной стороны может соединяться с выступающей наружной стойкой, описанной выше, а с другой стороы, с другой наружной стойкой, чаще всего располагается в верхней части надколесного кожуха и служит в качестве фланцевой опоры для присоединения стойки С.
Кроме того, можно предусмотреть, чтобы наружная структурная арка в своей нижней части была выполнена в виде фланцевой опоры для присоединения заднего фонаря.
Далее, возможен вариант осуществления, в котором предусмотрены вторые соединительные распорки между концами наружной структурной арки и концами главной структурной арки. Эти соединительные распорки тоже служат для придания жесткости надколесному кожуху, а также облегчения присоединения к задней раме.
Как пояснялось выше, надколесный кожух состоит из внутреннего и наружного надколесного кожуха. В другом варианте осуществления, внутренний и/или наружный надколесный кожух или соответствующий кожух изготавливаются на внутренней стороне автомобиля изготавливается за одно целое методом литья под давлением из легкого металла, в частности алюминия. Описанная выше распорная конструкция надколесного кожуха дает в комбинации с выбором этого материала значительное снижение веса, составляющее приблизительно 50% (если обе половины кожуха изготовлены из алюминия) при сравнимой стабильности конструкции по сравнению с кожухом традиционной оболочковой конструкции.
Разумеется, можно также скомбинировать описанную выше конструкцию надколесного кожуха с классической оболочковой конструкцией. Например, можно на наружной стороне автомобиля использовать соединенную с вертикальным опорным фланцем главной структурной арки оболочковую листовую конструкцию, а на внутренней стороне автомобиля каркасную (распорную) конструкцию, как описано выше. Этот подход облегчает ремонт надколесного кожуха в случае повреждения и соответственно позволяет в этом случае выполнять рихтование традиционным способом.
Приведенные выше варианты осуществления описывают по существу надколесный кожух и его основную функцию. С целью присоединения надколесного кожуха к автомобилю могут быть, кроме того, осуществлены следующие мероприятия. Надколесный кожух может:
- иметь интегрированную заливную горловину бака,
- иметь интегрированное верхнее крепление заднего сиденья, например, в форме выступающего пальца,
- отформованные или интегрированные крепежные средства для внутренней обшивки автомобиля, предупреждающего знака и/или аптечки,
- иметь отформованные или интегрированные проушины, например, для крепления транспортируемых в багажнике предметов,
- иметь интегрированную тарелку пружины заднего моста, и/или
- иметь интегрированный приемный элемент амортизатора заднего моста.
Общим у названных мероприятий является то, что они являются интегрированной составной частью надколесного кожуха. Если надколесный кожух приобретается у субпоставщика, то эти мероприятия можно предусмотреть уже при изготовлении, и после этого для них не потребуется сборка на заводе, так что автомобильный завод будет иметь небольшой объем сборочных работ при низких затратах.
Кроме того, на надколесном кожухе можно закрепить стойку С, и выполнить усиление этой стойки С за одно целое с усилением скобы.
Область автомобиля, где расположена стойка С, имеет внутренний лист (также называемый внутренней боковой стенкой), наружный лист (также называемый наружной боковой стенкой) и расположеное между ними усиление стойки С и служит обычно для соединения нижнего строения кузова с рамой крыши. Благодаря тому, что усиление стойки С выполнено в виде усиления скобы, необходимого для монтажа скобы вращающейся двери автомобиля, с одной стороны, требуется хранить на складе и монтировать меньшее количество деталей. С другой стороны, сокращается количество операций сборки, а вместе с тем, и затраты, а также вес благодаря ненужным крепежным средствам, таким как болты и пр.
В одном из вариантов осуществления стойка С выполняется из изготовленных на заказ сваренных листовых заготовок или, соответственно, tailored welded blanks (индивидуально выполненная сварная заготовка). Для усиления скобы в этом случае предусматривается увеличенная толщина материала или толщина листа и, при известных условиях, более высокое качество материала.
С помощью индивидуально выполненной сварной заготовки может быть выполнена стойка С с почти изготовленными на заказ жесткостными характеристиками при ограниченном весе, которая оптимальным образом будет выдерживать боковой удар, причем одновременно с учетом номинальной функции вышеназванного торсионного кольца усиление скобы выполняется как неразъемная часть.
По другому варианту осуществления рамной конструкции стойка С изготавливается из изготовленных на заказ прокатных листовых заготовок, или tailored rolled blanks (индивидуально выполненных прокатных заготовок). Они получаются путем прокатывания стального листа таким образом, чтобы он имел разную толщину, с последующей гибкой в штампе, сваркой и, при известных условиях, дополнительной гибкой. Они дают по сравнению с индивидуально выполненной сварной заготовкой при сниженных затратах более равномерные переходы толщины материала.
Другой вариант осуществления предусматривает, кроме того, стойку С из стального листа, изготовленного по технологии Patchwork. В противоположность стойке С из индивидуально выполненной сварной заготовки, у этих листов свариваются не прямоугольные профили, а профили с достаточно свободным контуром, благодаря чему возможно локально использовать для усиления стойки С увеличенную толщину материала и тем самым оптимизировать ее в отношении ее жесткостных характеристик.
Другой аспект изобретения касается самонесущего автомобильного кузова с рамной конструкцией по одному из приведенных выше вариантов осуществления.
Далее, один из аспектов изобретения касается автомобиля, в частности легкового автомобиля, с рамной конструкцией по одному из приведенных выше вариантов осуществления.
Другие отличительные особенности и преимущества изобретения, на которое подана заявка, становятся ясны из последующего подробного описания со ссылкой на прилагаемые чертежи, которые приведены ниже в качестве неограничивающих примеров. При этом использование позиций на фигурах не должно пониматься в том смысле, что позиции должны ограничивать объем патентной защиты изобретения, на которое подана заявка. Показано:
Фиг.1 - рамная конструкция, вид в перспективе и сбоку,
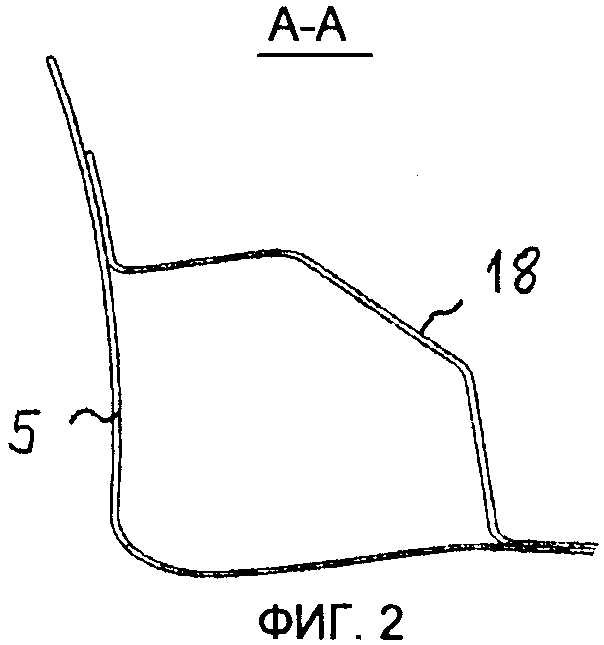
Фиг.2 - сечение А-А по фиг.1,
Фиг.3 - восьмигранный профиль для обрамления заднего пола,
Фиг.4a-d - передний пол, устанавливаемый в рамную конструкцию по фиг.1,
Фиг.5 - первый вариант осуществления рамной конструкции с надколесным кожухом,
Фиг.6 - надколесный кожух, показанный на фиг.5, вид с внутренней стороны автомобиля,
Фиг.7 - надколесный кожух, показанный на фиг.5, вид с наружной стороны автомобиля,
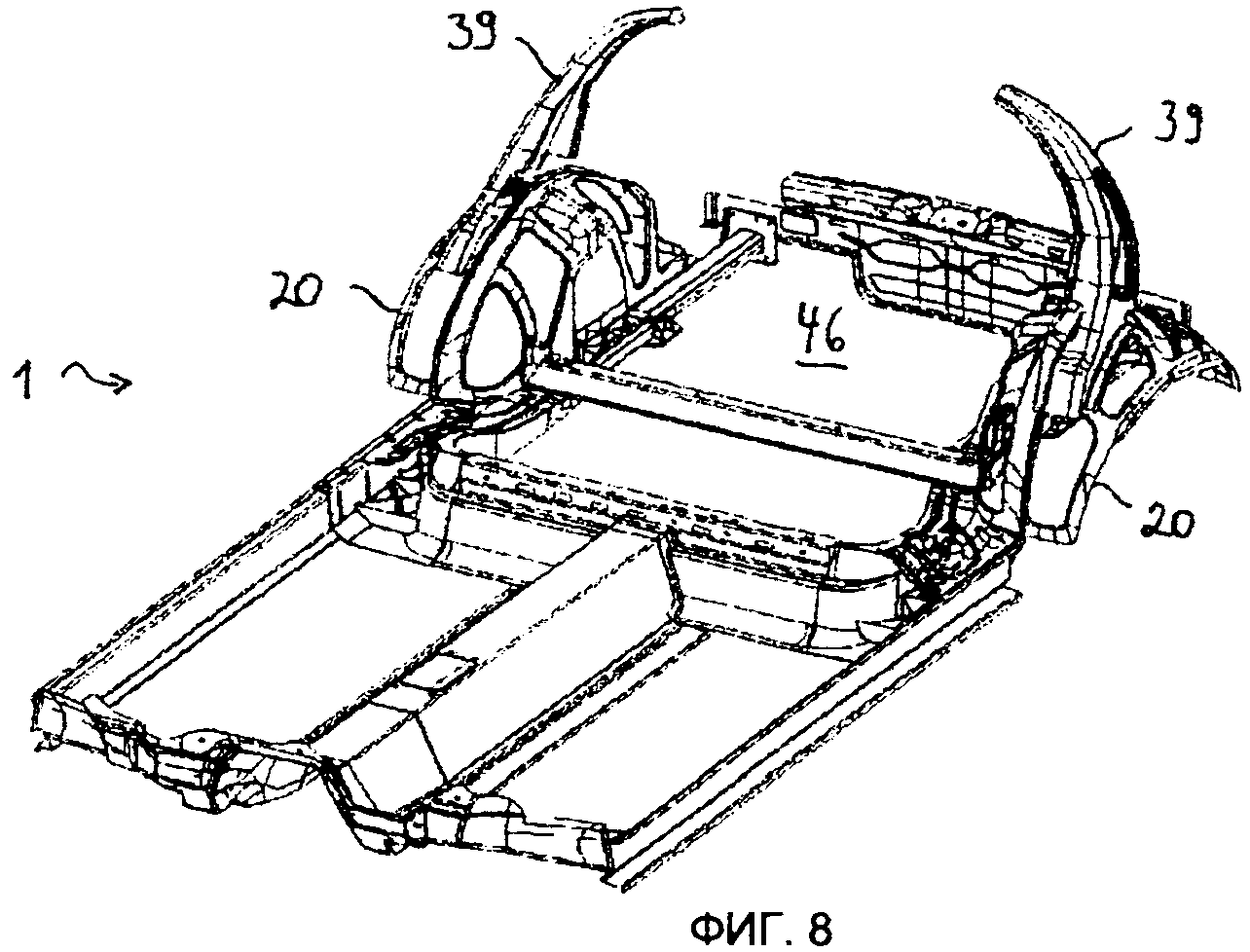
Фиг.8 - вариант осуществления рамной конструкции с надколесным кожухом и стойкой С,
Фиг.9 - усиление стойки С.
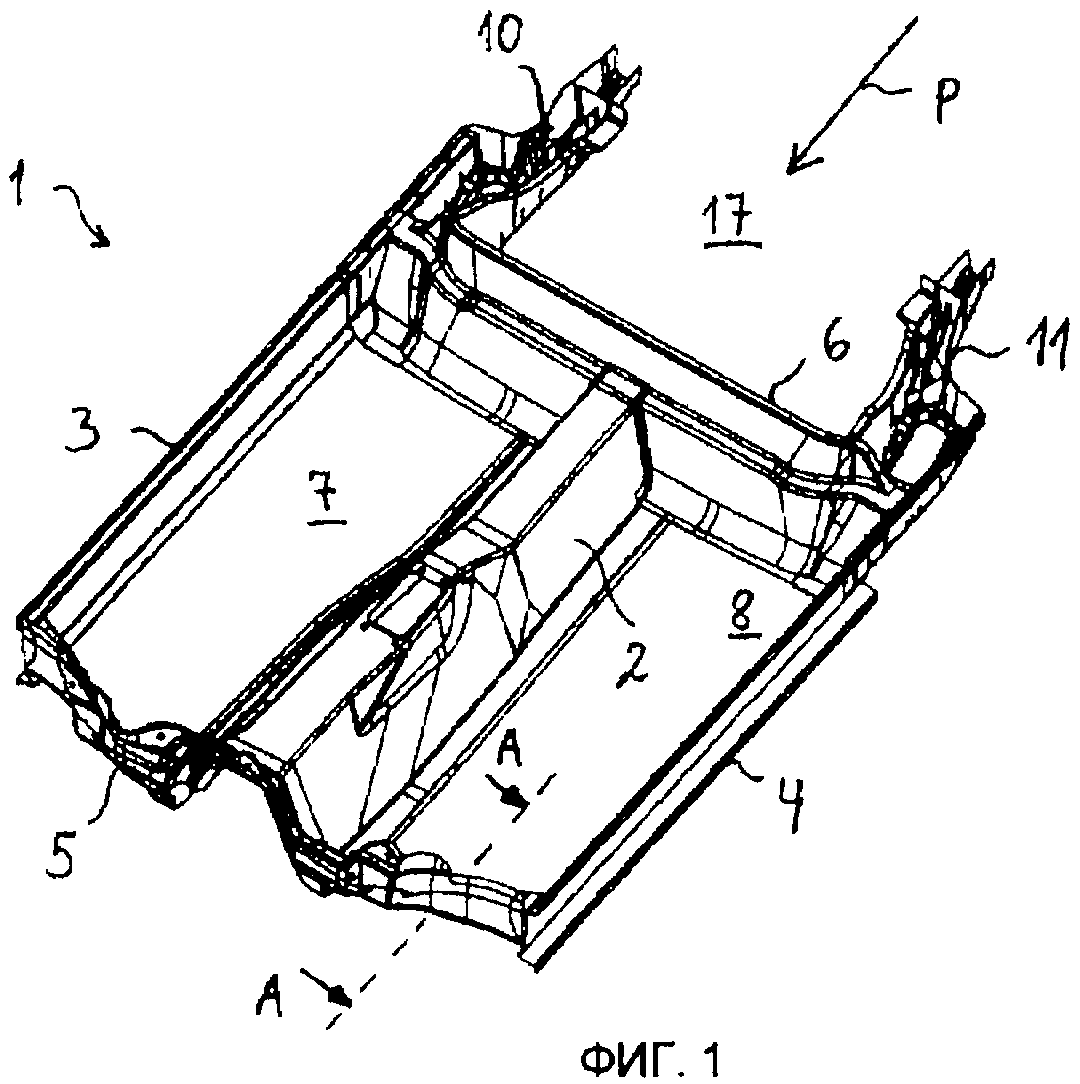
На фигурах, на которых одними и теми же позициями обозначены одни и те же предметы, на фиг.1 показана соответствующая изобретению рамная конструкция 1 для дна самонесущего автомобильного кузова, которая для наглядности сначала показана без надколесного кожуха. Стрелка P показывает при этом продольное направление автомобиля, причем острие стрелки направлено к передней части автомобиля.
Рамная конструкция 1 имеет продолговатый туннель 2 с двумя параллельными ему прямыми швеллерами 3 и 4. Поперечина 5 передней стенки с закрывающим листом 18 (фиг.2) с одной стороны сварена непосредственно с туннелем 2, а с другой стороны непосредственно с двумя швеллерами 3 и 4. Туннель 2 дополнительно сварен с задним листом 6, который проходит параллельно поперечине 5 передней стенки кузова. Швеллеры 3, 4 соединены через узловой элемент, из-за своей свариваемости выбран узловой элемент 10 и соответственно 11 алюминиевой отливки. Тем самым оба отверстия 7 и соответственно 8, предназначенных для правого переднего пола и соответственно левого переднего пола, имеют окружной и замкнутый край. Благодаря этому возможно вставить в эти отверстия 7 и 8 передний пол, изготовленный из усиленного волокнами полимера, и склеить его край с краем отверстия 7 или соответственно 8. Благодаря такому решению общий вес кузова значительно уменьшается.
Рамная конструкция 1 визуально похожа на каркасную раму и изготовлена из высокопрочной стали с пределом текучести по меньшей мере 500 МПа. В задней части автомобиля за задним листом 6 укладывается задний пол 17, который с обеих сторон обрамлен восьмигранным профилем 9 (см. фиг.3). Восьмигранный профиль 9, будучи замкнутым профилем, создает закрытую вверху опорную поверхность для заднего пола 17 из полимерного материала. Задний пол 17 может поэтому своим краем накладываться на опорную поверхность 12 восьмигранного профиля 9 и склеиваться с ней. Восьмигранный профиль 9 сварен с каждым из узловых элементов 10 и соответственно 11 из алюминиевой отливки и при этом расположен параллельно швеллерам 3 и соответственно 4, изготовленным из прессованного профиля.
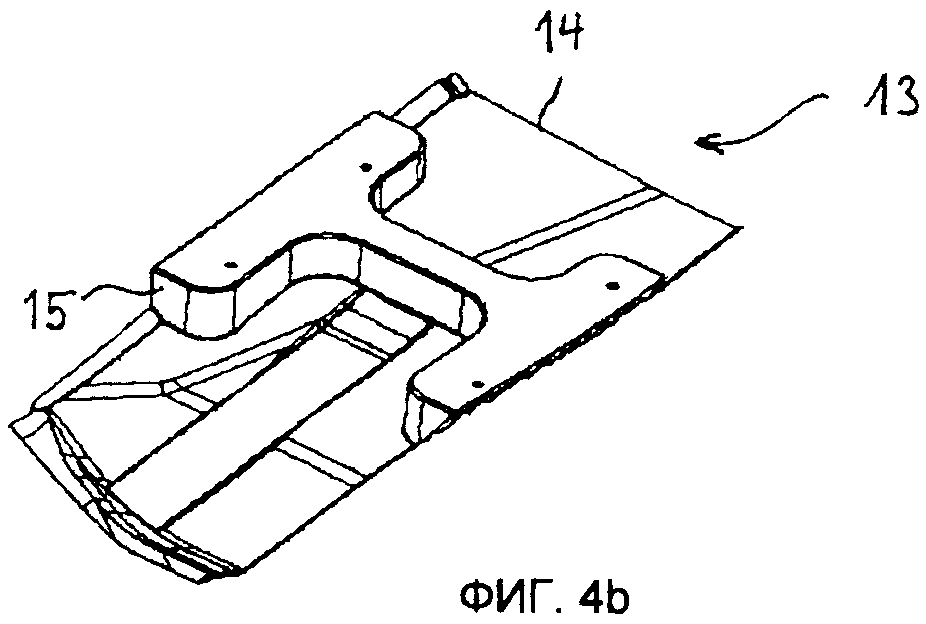
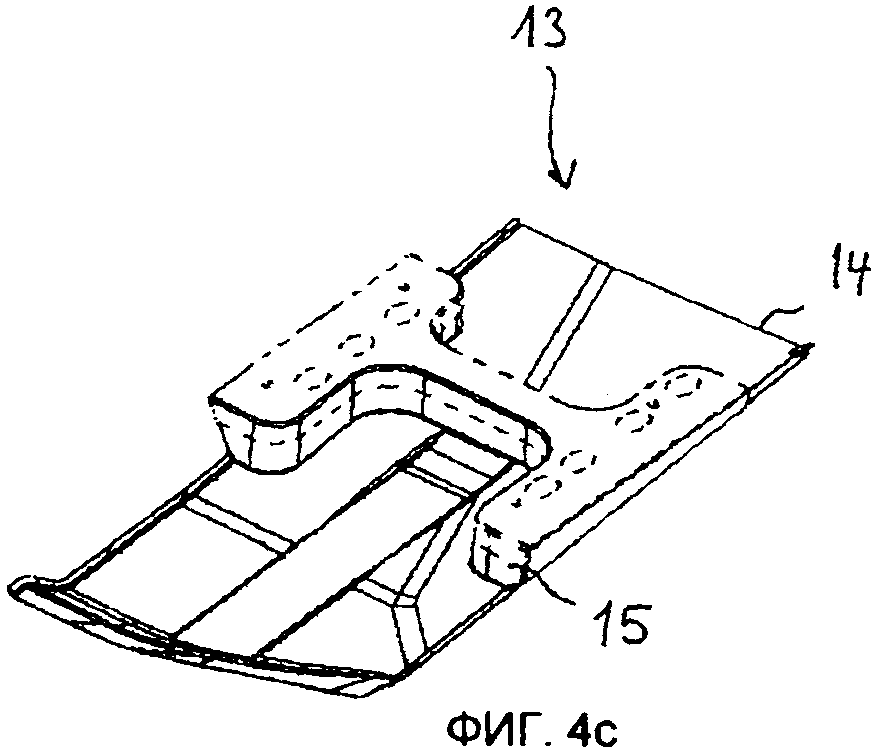
На фиг.4b и 4c показан соответственно передний пол 13 с панелью 14 пола из полиамида, изготовленного по технологии D-LFT. Панель 14 пола имеет практически прямоугольную форму и изготовлена из PA6.6/GF30 с толщиной материала, равной приблизительно 3 мм. Крепление 15 сиденья соединено с замыканием материала с панелью пола 14. Оно изготовлено за один рабочий ход вместе с панелью 14 пола, и также из PA6.6/GF30. Для улучшения стабильности конструкции в случае бокового или фронтального удара панель 14 пола имеет, кроме того, расположенное на ее верхней поверхности металлическое усиление 16 толщиной прибл. 0,8 мм.
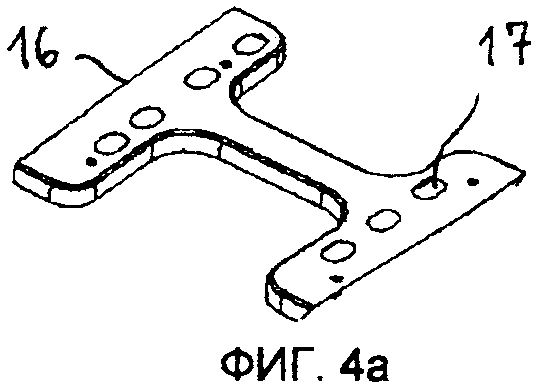
На фиг.4a показано такого рода металлическое усиление 16, которое при сборке накладывается на крепление 15 сиденья и спрессовывается с ним с геометрическим замыканием или дополнительно склеивается. Результат сборки показан на фиг.4c. Благодаря металлическому усилению 16 улучшаются характеристики панели 14 пола при боковом или фронтальном ударе. При определенных условиях можно также отказаться от металлического усиления 16.
Металлическое усиление 16 имеет крепежные элементы 17, например, монтажные отверстия, для (не показанного) сиденья автомобиля. Так как при цельном (за одно целое) выполнении панели 14 пола и крепления 15 сиденья отклонения размеров меньше, чем при изготовлении листового кузова из нескольких частей, у которого крепления 15 сидений находятся на различных частях конструкции, монтаж сидений автомобиля облегчается.
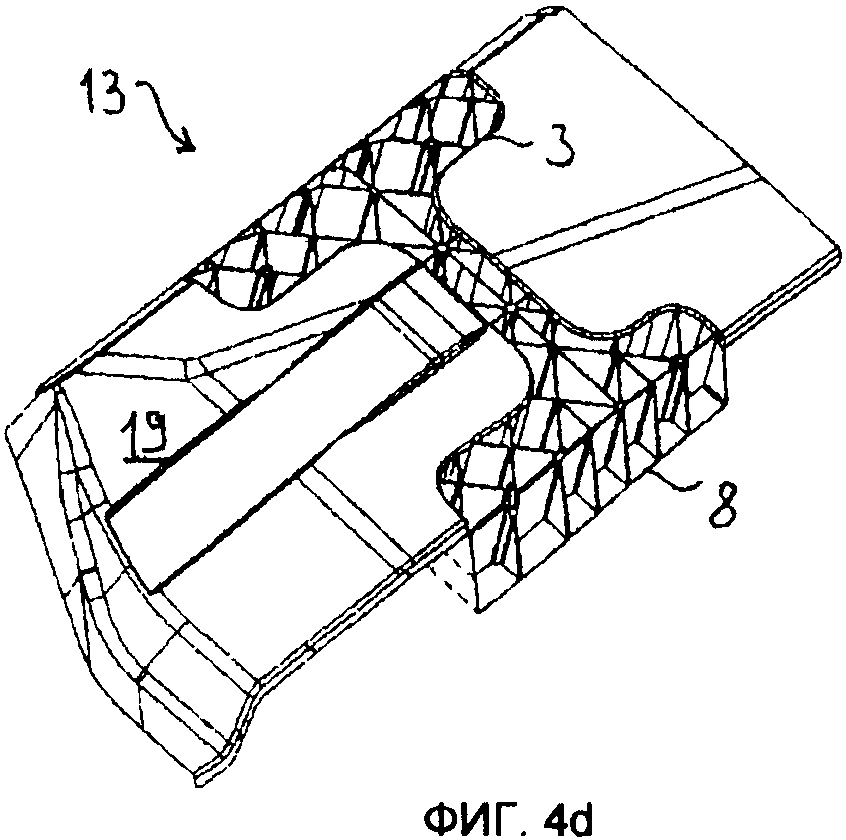
На фиг.4d показана нижняя сторона 18 переднего пола 13. На этом изображении видны ячеистая структура 8 крепления 3 сиденья, в которой по сравнению с исполнением из цельного материала экономится материал и даже может быть улучшена стабильность конструкции в случае фронтального или бокового удара.
Изготовленные по D-LFT-технологии модули переднего пола 13 (левый и соотв. правый) приблизительно на 50% легче, чем традиционные модули из листового материала. Их применение делается возможным благодаря рамной конструкции 1, отверстия 7 и соответственно 8 которой обрамляют модули по всему их периметру и предоставляют возможность приклеить модули посредством выступающих фланцев.
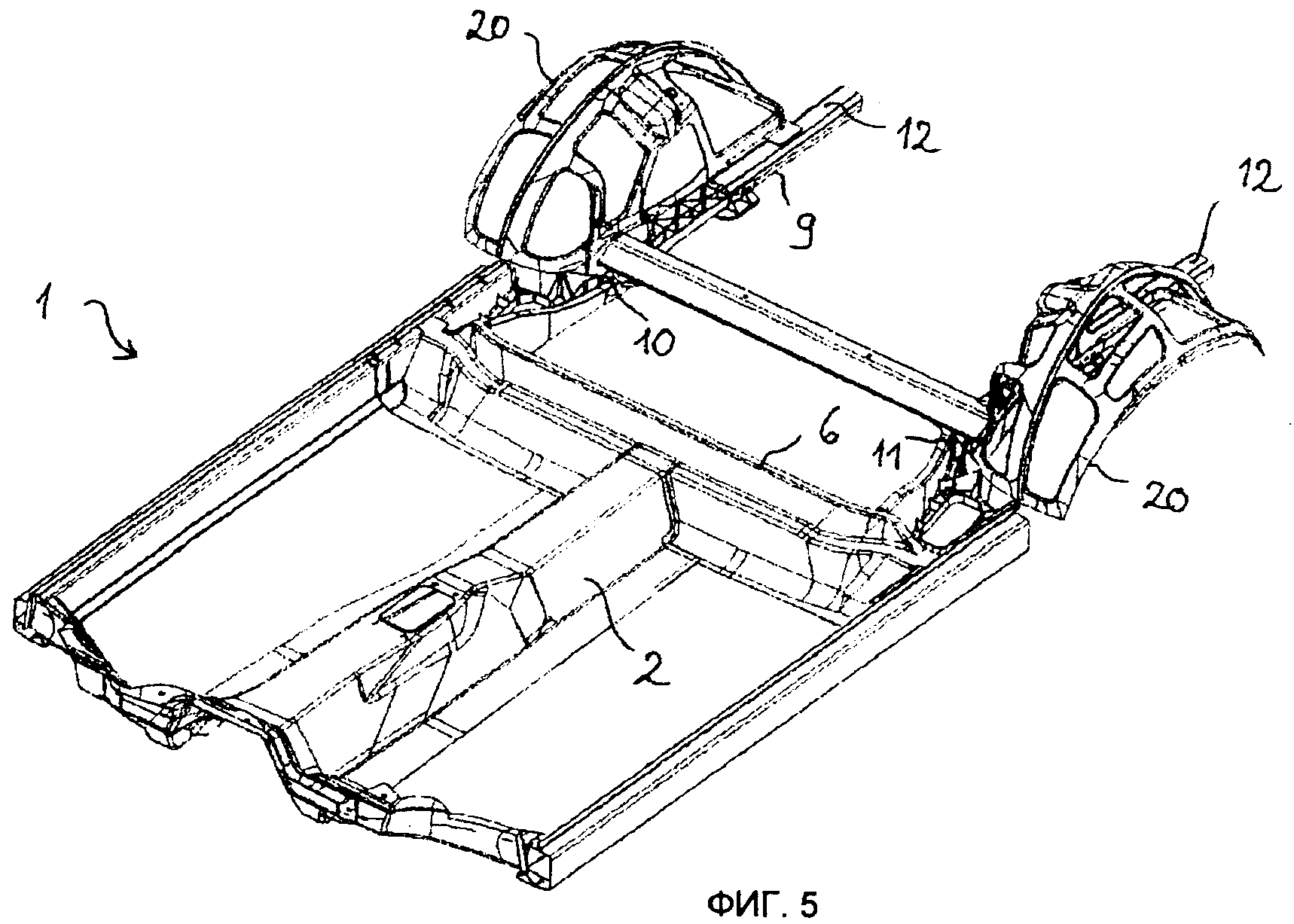
На фиг.5 показана рамная конструкция 1 с фиг.1, но дополненная надколесным кожухом 20, который с одной стороны соединен с узловыми элементами 10, 11, а с другой стороны с двумя восьмигранными профилями 9.
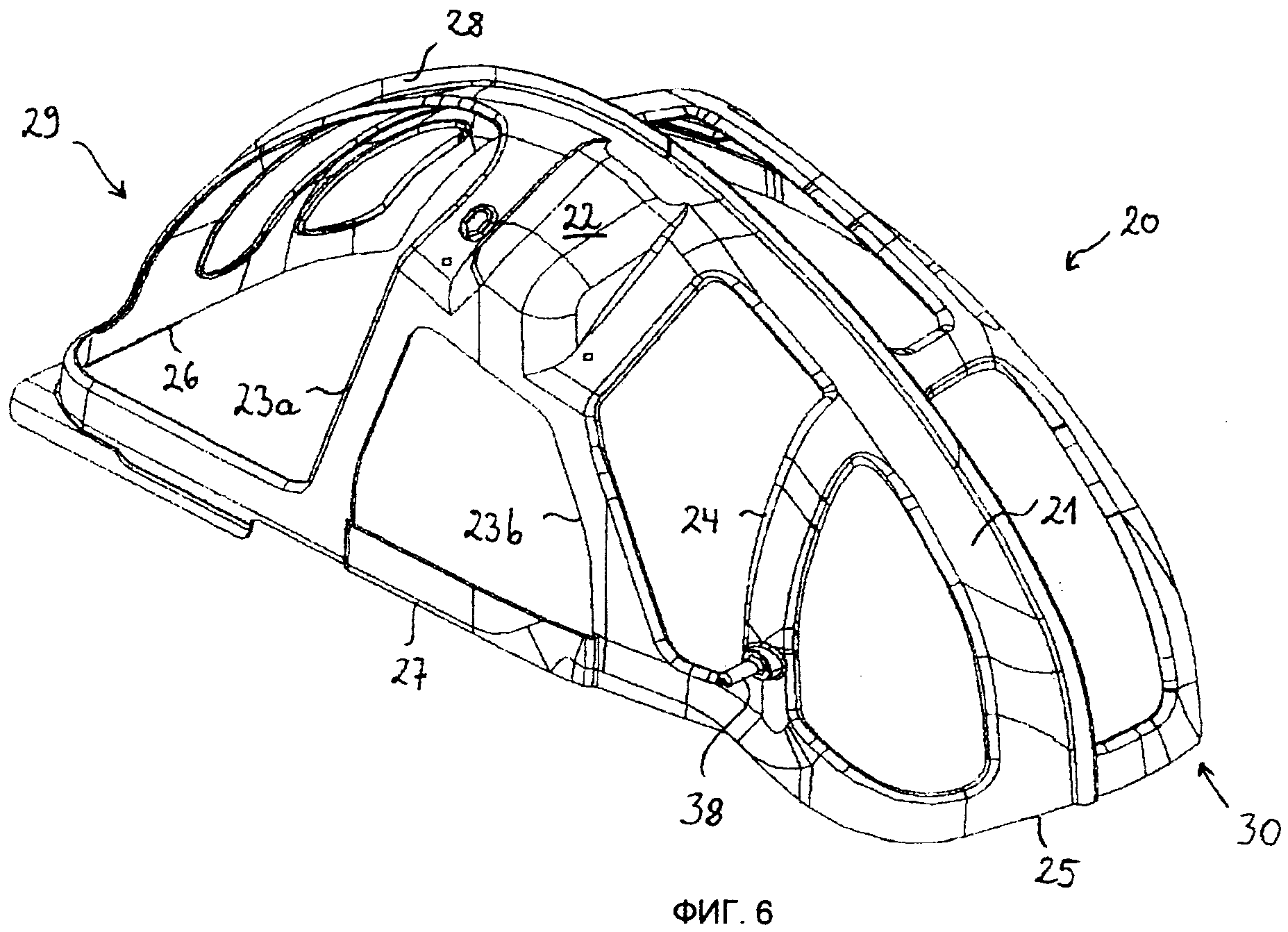
На фиг.6 показан надколесный кожух 20 в подробностях, а именно вид с внутренней стороны автомобиля или салона (фиг.5) Надколесный кожух 20 изготовлен за одно целое из алюминиевой отливки. Прежде всего, видна главная структурная арка 21, которая, грубо говоря, имеет форму перевернутой буквы U, с примыкающим в верхней части приемным элементом 22 амортизатора. Для лучшего восприятия усилий, передаваемых через (не показанные) амортизационные стойки, от приемного элемента амортизатора вниз отходят опорные стойки 23a и 23b, чтобы при сборке своими нижними концами соединиться с задней рамой (не показана).
Кроме того, надколесный кожух 20 имеет отходящую вниз от главной структурной арки 21 внутреннюю стойку 24. Опорные стойки 23a, 23b и внутренняя стойка 24 вместе образуют усиление нижней части не показанной здесь стойки С. Нижние концы 25, 26 главной структурной арки 21 и нижние концы опорных стоек 23a, 23b и внутренней стойки 24 соединены горизонтально расположенной соединительной распоркой 27. Соединительная распорка 27 служит для придания жесткости надколесному кожуху 20 и привязки к восьмигранному профилю 9 (фиг.5).
Главная структурная рама 21 имеет по всей своей длине вертикальный фланец 28. Он отделяет находящуюся, с точки зрения наблюдателя, перед фланцем 28 часть надколесного кожуха 20 (внутренний надколесный кожух 29) от наружного надколесного кожуха 30, находящегося за фланцем 28. Обозначения внутренний/наружный надколесный кожух ориентируются, соответственно, на монтажное положение в автомобиле. Если бы надколесный кожух 20 был установлен в автомобиль, то он был бы виден соответственно на фиг.1 с внутренней стороны автомобиля (фиг.5).
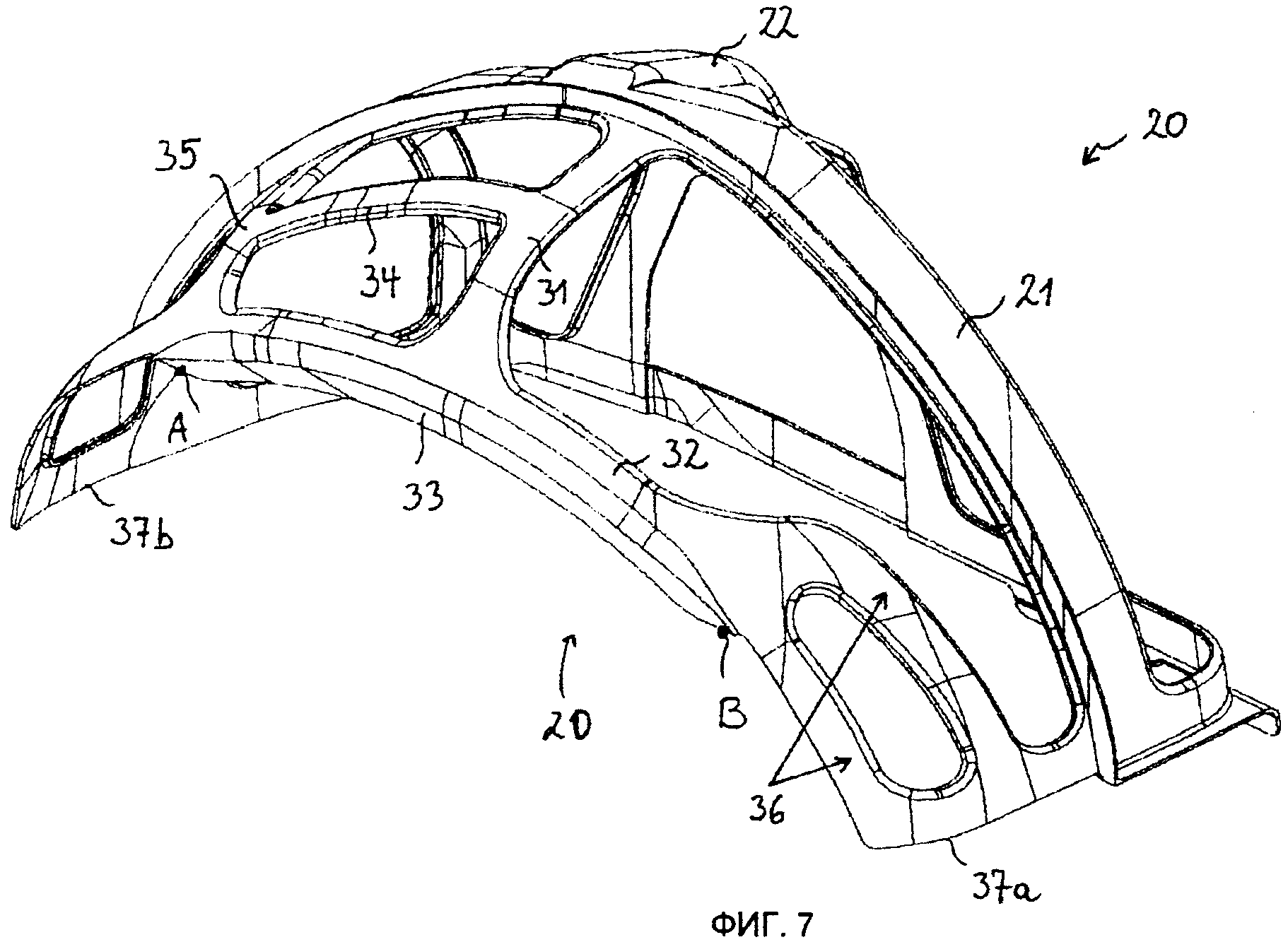
На фиг.7 показан надколесный кожух 20 с фиг.1 с задней стороны, то есть показан наружный надколесный кожух 30. На этой наружной стороне автомобиля видна выступающая наружная стойка 31, которая концом соединена с открытой вниз наружной структурной аркой 32, причем наружная структурная арка 32 имеет фланец 33 для опоры наружной боковой стенки (не показана) автомобиля. Фланец 33 сам имеет дугообразную форму и проходит приблизительно от точки А до точки В.
Исходя из наружной стойки 31, параллельно главной структурной арке 21 проходит распорка 34 до другой наружной стойки 35, которая ведет от главной структурной арки 21 к точке А наружной структурной арки 32. Распорка 34 служит в качестве фланцевой опоры для присоединения стойки С. Далее, наружные части наружной структурной арки 32 и соответственно их нижняя часть выполнены в виде фланцевой опоры 36 для присоединения заднего фонаря. Концы наружной структурной арки 32 и главной структурной арки 21, кроме того, для повышения жесткости соединены друг с другом вторыми соединительными распорками 37a, 37b, проходящими горизонтально и образующими с соединительной распоркой 27 внутреннего надколесного кожуха замкнутое кольцо.
Показанный на фиг.6 и 7 надколесный кожух 20 выполнен из алюминиевой отливки с толщиной материала, которая, варьируясь по детали, составляет от 2 до 5 мм. По сравнению с надколесным кожухом в оболочковой конструкции с листами толщиной 1 мм его вес меньше на 55% при одинаковой стабильности конструкции. Частично сокращение веса обусловлено, например, тем, что у оболочковой конструкции центральная усилительная панель для приемного элемента 22 амортизатора изготовлена из листа толщиной приблизительно 2,5 мм, в противоположность чему в показанном варианте осуществления при одинаковой или немного большей толщине материала вес меньше из-за меньшего удельного веса алюминиевого литья. При изготовлении в штампах были изготовлены отдельно внутренний надколесный кожух 29 и наружный надколесный кожух 30, а затем они были соединены на фланце 28. Отдельное изготовление осуществляется с целью экономии затрат, потому что обе половины надколесного кожуха из-за их размеров потребовали бы больших, и поэтому более дорогих штамповочных инструментов. При наличии больших штамповочных инструментов надколесный кожух 20, разумеется, может также изготавливаться и за один рабочий ход и также получаться в виде цельной детали. В том и другом случае можно также отказаться и от других мероприятий в смысле пунктов 27-31, например, палец 38 для крепления спинки сиденья может выполняться встроенным, благодаря чему экономится время сборки на автомобильном заводе.
На фиг.8 показана рамная конструкция 1, показанная на фиг.5, дополненная расположенными с двух сторон и соединенными каждая с надколесным кожухом 20 стойками С. Стойка С 39 имеет наружный лист, внутренний лист, а также расположенное между ними усиление 40 стойки С, причем на фиг.8 виден только наружный лист.
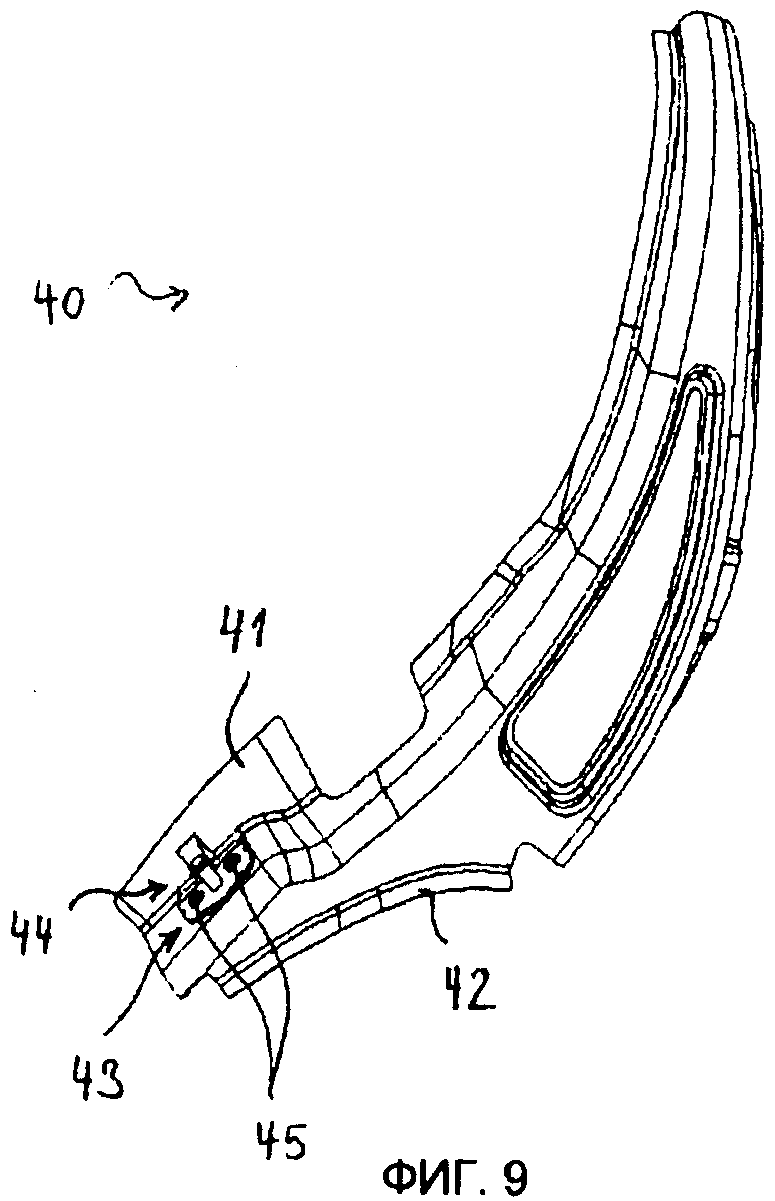
На фиг.9 подробно показано усиление 40 стойки С. Оно имеет фланец 41 для присоединения внутренней боковой стенки и фланец 42, который должен быть соединен с надколесным кожухом. В области 43 толщина материала больше, чего можно добиться использованием специально выполненной сварной заготовки. Эта область служит усилению скобы. Видно, что к ней двумя винтами 45 привинчена скоба 44.
Хотя выше были описаны конкретные варианты осуществления, специалист поймет, что описание этих вариантов осуществления не ставило перед собой цель ограничить изобретение указанным выполнением. Более того, изобретение должно включать все модификации, эквиваленты и альтернативы, попадающие в объем патентной защиты изобретения, на которое подана заявка.
Список позиций
01 Рамная конструкция
02 Туннель
03 Швеллер
04 Швеллер
05 Поперечина передней стенки кузова
06 Задний лист
07 Отверстие
08 Отверстие
09 Замкнутый профиль/восьмигранный профиль
10 Узловой элемент
11 Узловой элемент
12 Опорная поверхность
13 Передний пол
14 Панель пола
15 Крепление сиденья
16 Металлическое усиление
17 Задний пол
18 Закрывающий лист
19 Нижняя сторона
20 Надколесный кожух
21 Главный структурный элемент
22 Приемный элемент амортизатора
23a Опорная стойка
23b Опорная стойка
24 Внутренняя стойка
25 Конец
26 Конец
27 Соединительная распорка
28 Фланец
29 Внутренний надколесный кожух
30 Наружный надколесный кожух
31 Наружная стойка
32 Наружная структурная арка
33 Фланец
34 Распорка
35 Наружная стойка
36 Фланцевая опора
37a Соединительная распорка
37b Соединительная распорка
38 Палец
39 Стойка С
40 Усиление стойки С
41 Фланец
42 Фланец
43 Область
44 Усиление скобы
45 Болт
46 Удлинение заднего пола
P Стрелка
Автомобиль с а-стойкой
Конструкция передней части автомобиля
Оптимизированное охлаждение масла для двигателя внутреннего сгорания
Семискоростная трансмиссия с двойным сцеплением
Кузов автомобиля
Кузов автомобиля
Получение наноразмерных платино-титановых сплавов
Энергопоглощающий элемент и использующий его кузов автомобиля
Консоль для автомобиля
Ступенчатая коробка передач
Способ эксплуатации системы дизельного двигателя и управляющее устройство
Устройство и способ защиты компрессора и охладителя воздуха турбонаддува в двигателе внутреннего сгорания, двигатель внутреннего сгорания и устройство управления
Способ диагностирования каталитического устройства системы дополнительной обработки выхлопных газов двигателя
Способ управления процессом переключения автоматической коробки передач
Система зарядки аккумуляторной батареи для гибридных транспортных средств
Способ и контроллер для управления давлением в системе подачи топлива, а также машиночитаемый носитель
Способ управления устройством сцепления и электронно-управляемое фрикционное сцепление

