Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Изобретение касается способа производства плоского стального проката из непрерывнолитых слябов большой или средней толщины или из тонких непрерывнолитых заготовок, которые обжимаются и которые затем проходят через черновую линию прокатки и через чистовую линию прокатки.
С помощью способа производства плоского проката из стали или другого металла непрерывнолитые слябы большой или средней толщины или тонкие непрерывнолитые заготовки обрабатываются в одно- или многоклетьевой черновой линии прокатки и рольганге, служащем для транспортировки плоского проката и для реверсирования. Способ осуществляется посредством откидного, теплоизолирующего и снабженного защитным кожухом участка рольганга, индукционного нагревательного устройства для регулируемого нагрева подката до заданной температуры по длине и ширине подката, в многоклетьевой чистовой линии прокатки, снабженной отводящим рольгангом, включающим в себя устройство для охлаждения плоского проката, а также в установленных в конце прокатного стана намоточных машинах для смотки готовой полосы.
Из EP 1 305 122 B1 известен способ, с помощью которого тонкая полоса из углеродистых сталей или легированных цементируемых или термически улучшенных сталей прокатывается для получения одной или нескольких черновых полос в два этапа с перерывом для промежуточного охлаждения путем реверсирования на рольганге. Черновые полосы при комбинированном воздействии защитных кожухов и нагревательного устройства нагреваются до заданной температуры по длине и ширине и в многоклетьевой чистовой прокатной линии прокатываются в двухфазной области (аустенит-феррит) с получением тонких, высокопрочных готовых полос, при этом благодаря тому, что температура прокатки первого этапа деформации в черновой линии при общем обжатии, равном от 40 до 70%, находится в верхней аустенитной области, структура непрерывного литья преобразуется в структуру проката путем полной рекристаллизации. Благодаря мелкозернистой и частично упрочненной структуре начальная критическая температура перехода в двухфазную область повышается и, чтобы снизить сопротивления деформации, время преобразования сокращается. В зависимости от толщины и положения черновой полосы, толщины готовой полосы, скорости подачи в чистовую линию и охлаждающего действия устройства для гидросбива окалины перед чистовой линией, черновую полосу по своей длине и ширине при комбинированном воздействии закрытых защитных кожухов и индукционного нагревательного устройства равномерно устанавливают на заданную температуру так, что прокатка в чистовой прокатной линии при всех проходах осуществляется в двухфазной области. Устройство для гидросбива окалины расположено в направлении прокатки после черновой прокатной линии и непосредственно перед чистовой прокатной линией и служит для удаления окалины с поверхностей, но не с кромок слябов.
Из JP 07 047 419 A известен способ горячей прокатки, при котором перед черновой прокатной клетью предусмотрено обжимное устройство для бокового обжатия прокатываемой полосы. В этом случае между обжимным устройством и черновой прокатной клетью предусмотрено устройство для удаления окалины, с помощью которого водоструйным методом удаляется окалина с поверхностей непрерывнолитых слябов. Поэтому на обжимном устройстве на двух боковых обжимных валках расположены защитные щитки, которые должны препятствовать тому, чтобы вода из устройства для удаления окалины охлаждала прокатываемую полосу на боковых сторонах. Защитные щитки расположены на боковых направляющих, так что при изменении ширины полосы изменяется также расстояние от защитных щитков до прокатываемой полосы.
В EP 1 305 102 B1 описан способ производства и установка для производства тонкого плоского проката, снабженная устройством для гидросбива окалины, предназначенным для удаления окалины с верхней стороны и нижней стороны непрерывнолитого сляба.
Из JP 07 284 838 A известно устройство для удаления окалины с кромок полосы (позиция 2, side edge descaler), при этом жидкость через сопла воздействует на кромку полосы.
Задачей изобретения является создание способа для очистки металлической полосы во время изготовления, усовершенствованного по сравнению со способами, известными из уровня техники.
В соответствии с изобретением эта задача в вышеупомянутом способе решается за счет того, что перед обжатием с кромок плоского проката удаляется окалина.
Без удаления окалины с кромок полосы существует опасность, что при обжатии окалина закатывается, и это негативно повлияет на качество прокатываемой полосы. С помощью изобретения устраняется этот недостаток прокатываемой полосы по уровню техники.
Предпочтительные усовершенствованные варианты осуществления изобретения содержатся в зависимых пунктах формулы изобретения.
В соответствии с изобретением предпочтительно предусмотрено, что после прохождения черновой прокатной линии и перед прохождением чистовой прокатной линии с кромок катаной полосы еще раз удаляется окалина. После этого они могут быть еще раз обжаты.
Предпочтительным образом окалина удаляется с кромок катаной полосы с помощью находящейся под высоким давлением жидкости, в частности, по меньшей мере, одной высоконапорной водяной струи.
Чтобы добиться оптимального удаления окалины, по меньшей мере, одна водяная струя высокого давления под углом от 60° до 90° относительно боковой поверхности плоского проката, в частности, под углом, равным 75°, направляется на плоский прокат. В случае расположения станции для удаления окалины перед чистовой прокатной линией водяные струи направляются на кромки полосы предпочтительно из трех расположенных друг над другом сопел.
Изобретение касается также прокатной линии для производства стального плоского проката из непрерывнолитых слябов большой или средней толщины или из тонких непрерывнолитых заготовок, включающей в себя первое обжимное устройство, черновую линию и чистовую линию.
В соответствии с изобретением прокатная линия отличается тем, что перед первым обжимным устройством расположено первое устройство для удаления окалины с кромок плоского проката.
Кроме того, в усовершенствованном варианте осуществления может быть предусмотрено второе обжимное устройство перед чистовой прокатной линией, а перед ним второе устройство для удаления окалины, предназначенное для удаления окалины с кромок плоского проката.
В предпочтительном варианте осуществления прокатной линии первое устройство для удаления окалины с обеих кромок плоского проката включает в себя соответственно несколько направленных на кромки полосы сопел, в частности по три сопла. Второе устройство для удаления окалины включает в себя, в соответствии с уменьшенной вследствие прокатки толщиной полосы, на обеих кромках, по меньшей мере, по одному соплу, направленному на каждую из двух кромок катаной полосы, из которого на кромки полосы под высоким давлением подается струя жидкости, в частности, вода.
Предпочтительно, в частности, если сопла расположены на боковых направляющих прокатной линии, в частности, на линейках боковых направляющих, на обращенных к обжимному устройству концах боковых направляющих, и вместе с боковыми направляющими, в частности с линейками, могут регулироваться по ширине. Крепление сопел на боковых направляющих или, соответственно, на линейках обладает конкретно тем преимуществом, что расстояние от сопел до кромки полосы всегда постоянно/одинаково, при условии, что боковые направляющие или, соответственно, линейки всегда выдвигаются к кромкам полосы (что всегда происходит на практике). Постоянное расстояние от сопел до кромки полосы способствует благоприятным образом постоянному ударному действию (Impact) водяной струи из сопел на кромки полосы и вместе с тем равномерно эффекту удаления окалины.
Предпочтительно также, если сопла подают струи жидкости соответственно под углом, равным от 60° до 90°, относительно боковой поверхности плоского проката, в частности, под углом, равным 75°, на кромки плоского проката.
Ниже изобретение поясняется подробнее на одном из примеров осуществления.
Показано:
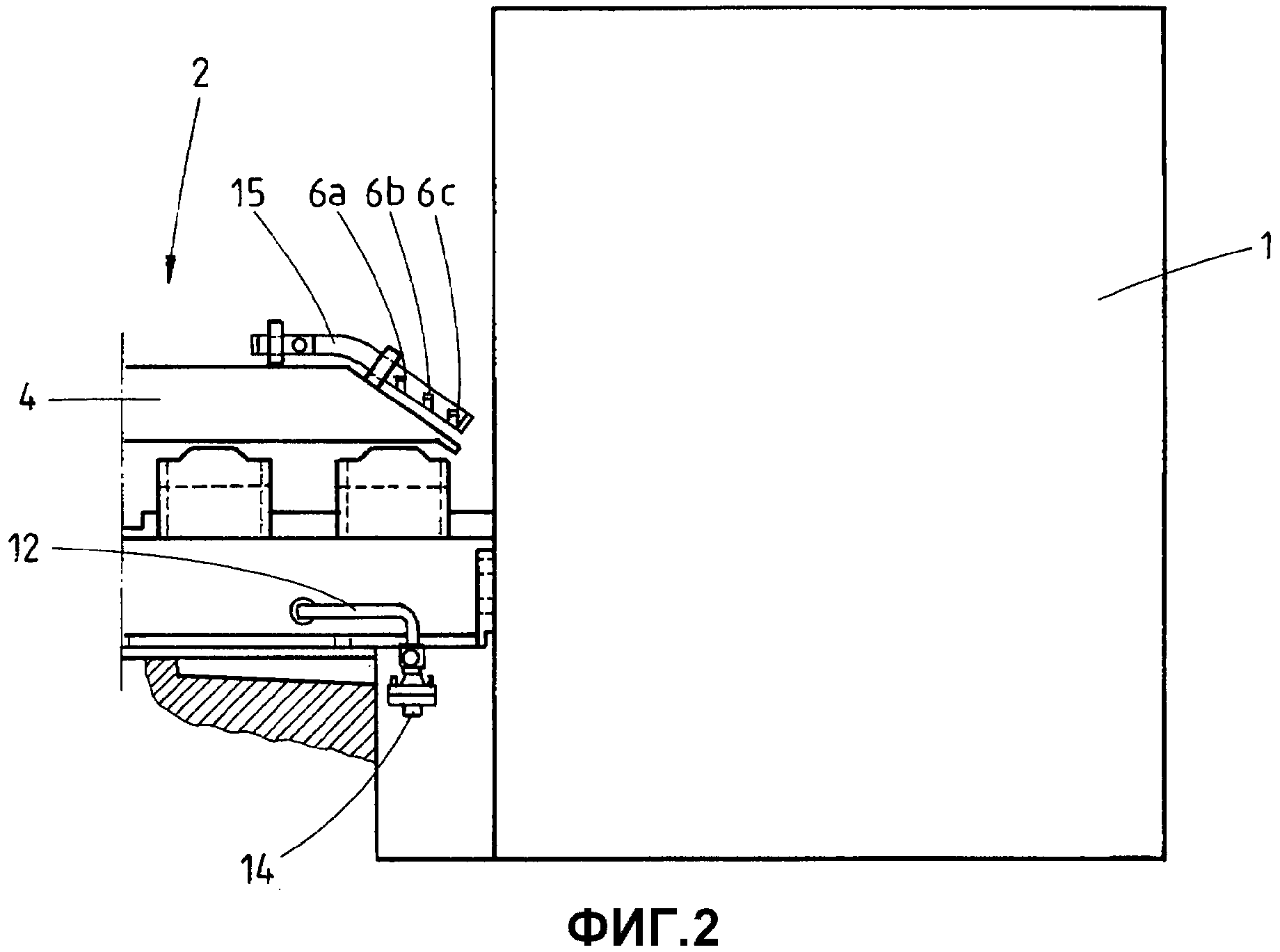
фиг.1 - вид сечения черновой полосы и его направляющей в прокатной линии для производства стального плоского проката с видом сверху устройства для удаления окалины, предназначенного для удаления окалины с боковых кромок плоского проката, и
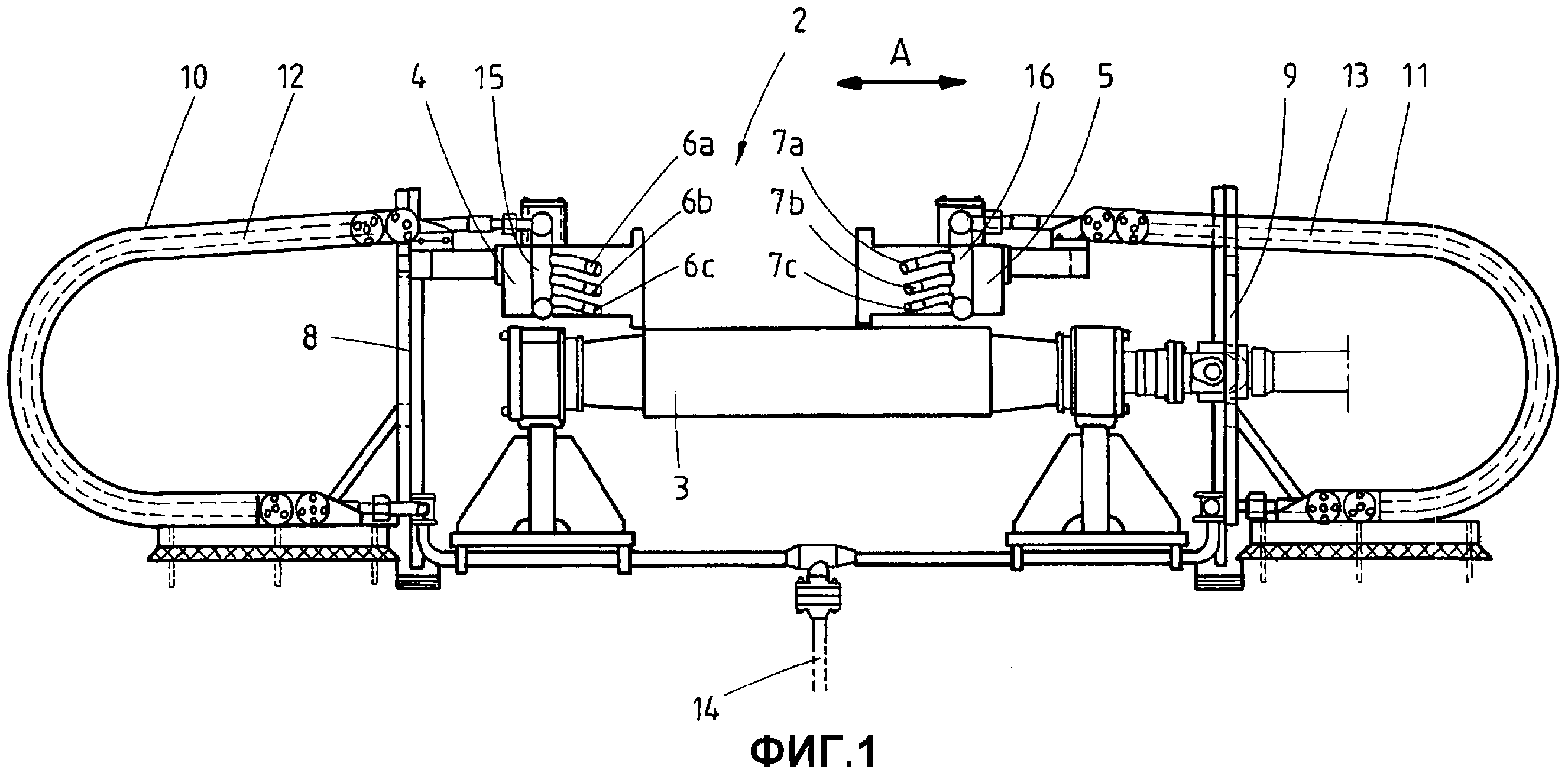
фиг.2 - вид сбоку прокатной линии, показанной на фиг.1, в области перед обжимной клетью, частично в разрезе.
Прокатная линия, которая, например, расположена после разливочной машины для производства непрерывнолитых слябов большой или средней толщины, включает в себя ножницы для разделения непрерывнолитой заготовки на слябы, печь для нагрева или гомогенизации, предназначенную для нагрева непрерывнолитых слябов холодного или горячего посада или для гомогенизации тонких непрерывнолитых заготовок по начальной температуре прокатки, и перед обжимным устройством 1 (фиг.2) для бокового обжатия плоского проката включает в себя устройство 2 для удаления окалины (фиг.1,2), предназначенное для удаления окалины с боковых кромок плоского проката, при этом обжимное устройство 1 в свою очередь расположено перед чистовой прокатной линией.
Плоский прокат или полосы транспортируются посредством роликов 3. Двумя своими продольными кромками плоский прокат направляется по линейкам 4, 5, которые, в зависимости от ширины плоского проката, проходят в различных положениях. Для этого необходимо, чтобы обе линейки 4, 5 были расположены с возможностью смещения симметрично относительно центра в направлении двойной стрелки A поперек направления прокатки плоского проката.
На обращенных к обжимному устройству 1 передних концах линеек 4, 5 расположены по три распылительных сопла 6a, 6b, 6c или соответственно 7a, 7b и 7c для распыления высоконапорных водяных струй на кромки прокатываемой полосы. Из каждого из сопел 6a, 6b, 6c, 7a, 7b и 7c конусообразно испускается вода, при этом водяные струи перекрываются для сплошной подачи на боковые кромки плоского проката и удаления окалины.
Кроме того, в области прохождения прокатываемой полосы вне положений сопел 6a, 6b, 6c, 7a, 7b и 7c с обеих сторон для защиты от брызг имеется по одной брызгозащитной стенке 8, 9, которая установлена предпочтительно неподвижно. Сквозь каждую из брызгозащитных стенок 8, 9 проходит гибкий соединительный канал 10 или соответственно 11, который соответственно изнутри снабжен высоконапорным шлангом 12, 13, предназначенным для подвода воды из общего подводящего трубопровода 14. При изменении положения сопел 6a, 6b, 6c, 7a, 7b и 7c в соответствии с шириной прокатываемой полосы соединительные каналы 10, 11 и вместе с ними шланги 12, 13 также могут смещаться.
Сопла 6a, 6b, 6c, 7a, 7b и 7c с обеих сторон соответственно интегрированы в распылительные балки 15, 16, которые образуют механически жесткий наконечник шлангов 12, 13. Распылительные балки 15, 16 закреплены на линейках 4, 5 и могут перемещаться вместе с ними. Благодаря этому обеспечивается независимое от ширины прокатываемой полосы, постоянное воздействие водяных струй на боковые кромки прокатываемой полосы для удаления с них окалины, так чтобы она не закатывалась в обжимном устройстве 1, благодаря чему улучшается качество прокатываемой полосы.
Перечень обозначений
1 Обжимное устройство
2 Устройство для удаления окалины
3 Ролики
4 Линейка
5 Линейка
6a Сопло
6b Сопло
6c Сопло
7a Сопло
7b Сопло
7c Сопло
8 Брызгозащитная стенка
9 Брызгозащитная стенка
10 Соединительный канал
11 Соединительный канал
12 Шланг
13 Шланг
14 Подводящий трубопровод
15 Распылительная балка
16 Распылительная балка
A Двойная стрелка
Прокатное устройство
Прокатная клеть
Устройство и способ измерения толщины
Устройство для резки
Охлаждающее устройство для охлаждения металлической ленты
Способ горячей прокатки и термообработки стальной полосы
Способ и устройство для смазки валков и прокатываемой полосы в прокатной клети
Способ и устройство для динамического снабжения охлаждающим средством охлаждающего устройства для охлаждения металлической полосы или подобного прокатываемого изделия
Способ и устройство для охлаждения поверхностей в разливочных агрегатах, прокатных агрегатах или других линиях обработки полосы

