Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТРОСОВОГО ВИБРОИЗОЛЯТОРА
Вид РИД
Изобретение
Изобретение относится к области виброзащиты электронных приборов, а также механизмов и машин, подверженных динамическим воздействиям, и может быть использовано в любой области техники.
Известны способы изготовления тросовых амортизаторов, при которых витки из непрерывного троса фиксируются в разъемных опорных элементах при помощи стяжных винтов (Патент США №3204912, кл. 248-358. 1965 г.).
В указанном способе усилие закрепления отдельных витков троса в планках ничем не дозируется, и последние деформируются неодинаково (в зависимости от места расположения стяжных винтов), в результате чего характеристики отдельных витков являются различными : одни витки перегружены, другие - недогружены. Диаметр троса в месте зажатия деформируется в виде эллипса с различным эксцентриситетом у различных витков, при этом возникает неодинаковая концентрация местных напряжений в них, что приводит к неодинаковому износу из-за обрыва троса в указанных местах и резкому сокращению срока службы виброизолятора.
Наиболее близким решением к изобретению по технической сущности является способ изготовления тросового виброизолятора, заключающийся в том, что непрерывный стальной трос протягивают через отверстия неразъемных элементов - планок, установленных на оправку, и обматывают по спирали, с последующей фиксацией витков в отверстиях неразъемных элементов посредством их опрессовки по всей длине витков (авт. свид-во СССР №662768, МПК F16F 7/14, опубл. 15.05.79, бюл. №18). Данное изобретение принято в качестве прототипа.
Одним из недостатков прототипа является необходимость иметь пресс для опрессовки неразъемных элементов большой мощности, что увеличивает затраты на производство виброизоляторов. Вторым недостатком прототипа является некоторая неопределенность (или опечатка в описании авторского свидетельства), заключающаяся в том, что размеры следа опрессовки даны в миллиметрах и вне зависимости от диаметра троса и его компоновки. По описанию получается, что ширина и глубина вмятины при опрессовке одна и та же, как для троса малого диаметра, так и для троса большого диаметра, а также для тросов с любым числом проволочек, что является не совсем логичным. Третьим недостатком прототипа является невозможность управления жесткостью виброизолятора и его демпфирующими свойствами при фиксированных размерах неразъемных элементов, диаметрах и числе отверстий под трос.
Техническим результатом, на достижение которого направлено создание предполагаемого изобретения, является снижение затрат на производство тросовых виброизоляторов и повышение конкурентоспособности за счет возможности изготовления в одних и тех же конструктивных размерах виброизолятора, крепежных неразъемных элементах и диаметре троса, изделий с разными параметрами жесткости и демпфирующих свойств.
Технический результат достигается тем, что в известном способе изготовления тросового виброизолятора, заключающегося в том, что непрерывный стальной трос протягивают через отверстия неразъемных элементов, установленных на оправку, по спирали, с последующей их фиксацией посредством опрессовки, непрерывный стальной трос заданного диаметра D выполняют в зависимости от потребной жесткости виброизолятора C из семи многожильных прядей диаметром
 ,
,
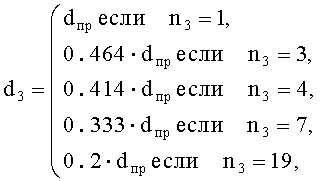
шесть периферийных прядей выполняют в стандартных компоновках из 19 или 49 проволочек со стандартными диаметрами d1 и d2 (например, по ГОСТ 3070-74 или ГОСТ 3071-74), центральную прядь с тем же диаметром dпр выполняют с потребным числом проволочек из нормализованного ряда n3={1, 3, 4, 7, 19}, диаметры проволочек центральной пряди выбирают в соответствии с выбранным числом n3 из формулы
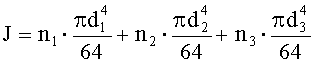
жесткость C виброизолятора с числом спиральных витков N и средним радиусом кривизны витка r подсчитывают по формуле
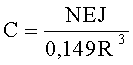
где момент инерции сечения троса
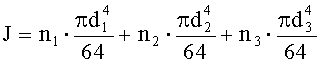
n1, n2 - соответственно, суммарные числа проволочек в периферийных прядях троса, соответствующие диаметрам d1, d2, E - модуль упругости материала проволочек, после спиральной навивки троса осуществляют опрессовку неразъемных элементов с двух сторон с помощью специальных накладок с квадратными выступами с размерами сторон квадрата (а=(1…1.5)·D), расположенными строго над витками троса, а глубину лунок при опрессовке выполняют в пределах δ=(0.1…0.15)·D.
Сущность предлагаемого способа поясняется чертежами, где
- на фиг.1 показан внешний вид виброизолятора, изготавливаемого по предлагаемому способу;
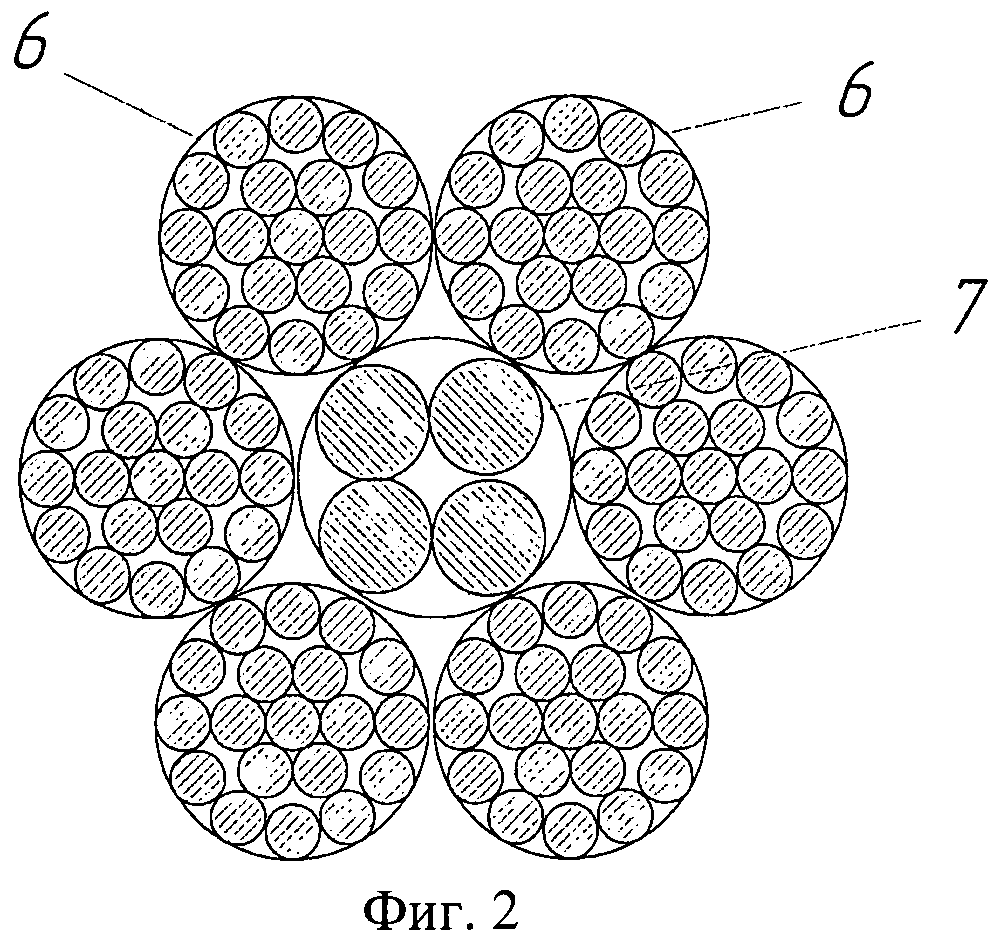
- на фиг.2 показана одна из возможных компоновок центральной и периферийных прядей троса;
- на фиг.3 показаны варианты компоновок центральной пряди троса;
- на фиг.4 проиллюстрирована процедура опрессовки виброизолятора на оправке с выступами;
- на фиг.5 показан график изменения относительной жесткости виброизолятора в зависимости от числа проволочек в центральной пряди для постоянного значения диаметров троса, прядей и радиуса кривизны витков;
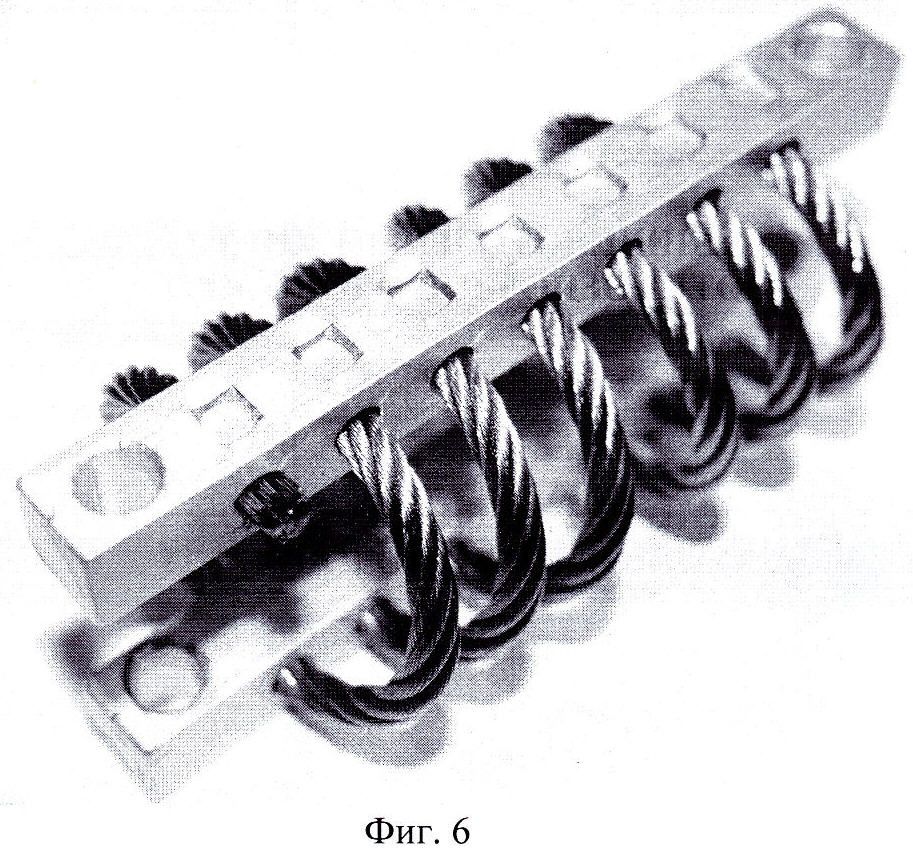
- на фиг 6 показано фото виброизолятора, изготовленного по предлагаемому способу.
Сущность предлагаемого способа изготовления тросовых виброизоляторов состоит в следующем:
1. В неразъемных элементах 1 и 2 (фиг.1) выполняются отверстия, диаметры которых могут быть как меньше диаметра троса, так и несколько больше этого диаметра, что для предлагаемого способа не является существенным.
2. Отверстия зенкуют с двух сторон радиусной зенковкой для снижения концентрации напряжений в местах выхода проволочек троса из отверстий неразъемных элементов.
3. Расплетают стандартный трос, например, по ГОСТ 3070-74 или ГОСТ 3071-74, заданной длины, достаточной для навивки виброизолятора с заданным средним радиусом кривизны и числом витков. Подготавливают шесть наружных винтовых прядей 6 для будущего троса с сечением, показанным на фиг.2.
4. Свивают или берут готовый отрезок троса для центральной пряди 7 (фиг.2) с заданным числом проволок n3 и диаметрами d3 (см. фиг.3), подсчитанными по формуле
где диаметр пряди

a D - диаметр троса.
5. Последовательно навивают на полученную новую центральную прядь шесть наружных прядей стандартного троса.
6. Конец полученного троса протягивают через отверстия в неразъемных элементах 1 и 2 виброизолятора (фиг.1 и 4), установленных на специальной оправке 10, получая при этом спиральную навивку.
7. Устанавливают две накладки с выступами 8 и 9, центруя их по поверхностям крепежных отверстий с помощью специальных штифтов (на рисунках не показано).
8. На прессе опрессовывают неразъемные элементы в местах, над и под витками троса давлением Р, соответствующим образованию на внешних поверхностях планок виброизолятора лунок глубиной δ=(0.1…0.15)·D.
9. Разбирают приспособление для опрессовки и внутреннюю оправку.
Благодаря точечному опрессовыванию неразъемных элементов 1 и 2 (фиг.1) над тросом обеспечивают существенное снижение энергетических затрат на изготовление виброизолятора по сравнению с прототипом, а вследствие изготовления специальной компоновки центральной пряди можно для одних и тех же размеров накладок (неразъемных элементов 1 и 2) изготавливать виброизоляторы с широким диапазоном жесткостных свойств, изменяющимся почти в шесть раз (см. фиг.5). Способ позволяет фактически избавиться от дополнительных пружин, иногда устанавливаемых между планками 1 и 2 для разгрузки системы виброзащиты от веса полезного груза. Кроме того, применение специального сердечника в центральной пряди 7 (фиг.2 и 3) повышает демпфирующие свойства виброизолятора за счет трения этой пряди о внешние пряди 6.
Возможно также опрессовывание неразъемных элементов 1 и 2 также и внутри виброизолятора. Для этого изготавливают обойму 10 (фиг.4) с симметрично расположенными выступами, как на накладках 8 и 9.
Таким образом, предлагаемый способ изготовления обеспечивает заявленный технический результат: снижение затрат на производство тросовых виброизоляторов и повышение конкурентоспособности за счет возможности изготовления в одних и тех же конструктивных размерах виброизолятора, крепежных неразъемных элементах и диаметре троса, изделий с разными параметрами жесткости и демпфирующих свойств.
Способ изготовления тросового виброизолятора, заключающийся в том, что непрерывный стальной трос протягивают через отверстия неразъемных элементов, установленных на оправку, по спирали, с последующей их фиксацией посредством опрессовки, отличающийся тем, что непрерывный стальной трос заданного диаметра D выполняют в зависимости от потребной жесткости виброизолятора С из семи многожильных прядей диаметром шесть периферийных прядей выполняют в стандартных компоновках из 19 или 49 проволочек со стандартными диаметрами d и d, центральную прядь с тем же диаметром d выполняют с потребным числом проволочек из нормализованного ряда n={1, 3, 4, 7, 19}, диаметры проволочек центральной пряди выбирают в соответствии с выбранным числом n из формулы жесткость С виброизолятора с числом спиральных витков N и средним радиусом кривизны витка R подсчитывают по формуле ,где момент инерции сечения троса ,n, n - соответственно суммарные числа проволочек в периферийных прядях троса, соответствующие диаметрам d, d; E - модуль упругости материала проволочек,после спиральной навивки троса осуществляют опрессовку неразъемных элементов с двух сторон с помощью специальных накладок с квадратными выступами с размерами сторон квадрата (a=(1÷1,5)·D), расположенными строго над витками троса, а глубину лунок при опрессовке выполняют в пределах δ=(0,1÷0,15)·D.

Способ изготовления упругопористого нетканого проволочного материала для ортопедических стоматологических устройств
Упругодемпфирующий амортизатор устройства продольной связи тележки с кузовом локомотива
Виброизолятор
Способ изготовления упругопористого нетканого проволочного материала для ортопедических стоматологических устройств
Упругодемпфирующий амортизатор устройства продольной связи тележки с кузовом локомотива
Виброизолятор
Способ установки дизель-генератора на раму тепловоза
Устройство для защиты оси колесной пары рельсового транспортного средства и способ его установки

