Результат интеллектуальной деятельности: СВАРНОЕ НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ
Вид РИД
Изобретение
Изобретение относится к области сварки и может быть использовано при точечной сварке нахлесточных соединений, не требующих герметичности.
Известны швы сварных соединений электрозаклепочные (ГОСТ 14776-69).
Известно сварное нахлесточное соединение (Сварное нахлесточное соединение. Авторское свидетельство СССР №1530389. Опубл. 23.12.89 г. Бюл. №47), принятое за прототип. Соединение выполнено в виде точки с полным проплавлением верхнего и частичным проплавлением нижнего элементов. Образованное точечное соединение имеет головку определенного диаметра и высоты.
Однако известное соединение имеет ограничение прочности соединения при срезающих нагрузках, которая зависит от площади сечения точки. Ограничение обусловлено асимметрией провара верхнего и нижнего элементов. Верхний лист проплавляется с большим диаметром, чем нижний. Кроме этого, для данного соединения сложно контролировать качество провара нижнего элемента и среднее сечение полученного соединения.
Техническим результатом предлагаемого сварного соединения является повышение прочности сварного соединения за счет увеличения рабочего диаметра соединения, простота контроля качества соединения и создание возможности передачи рабочей среды с одной стороны соединения в другую.
Сущность изобретения - сварное нахлесточное соединение содержит верхний и нижний элементы, соединенные общей сварной точкой, которая имеет сквозное оплавленное отверстие, выполненное по центру точки через оба свариваемых элемента. Образованная точка с отверстием имеет тороидальную форму, которая увеличивает площадь сечения на границе нахлеста между верхним и нижним элементами, за счет сквозного проплавления нижнего элемента и воздействия дугой на границу нахлеста, что увеличивает разрушающее усилие при работе соединения на срез.
На фиг.1 изображено нахлесточное соединение с отверстием в разрезе, общий вид.
Сварное нахлесточное соединение содержит верхний элемент 1, нижний элемент 2, соединенные сварной точкой 3 с верхним диаметром D и отверстием диаметром d.
Проведена сварка партии нахлесточных соединений пластин толщиной 2+2 мм из алюминиевого сплава типа В95. Сварка проводилась на подкладной пластине из высоколегированной стали. Проплав элементов и получение отверстия осуществлялись регулированием расхода аргона от 3 до 5 л/мин. Результаты представлены в таблице. Были получены сварные соединения с обычным формированием точки в виде электрозаклепки без отверстия (образец №4) и сварены несколько соединений с отверстием (образцы №1, 2, 3). Проведенные испытания сваренных образцов на разрыв показали, что образцы, сваренные с прожогом, т.е. с отверстием, имеют прочность на треть выше, чем образцы без отверстий.
|
Таким образом, предлагаемое сварное нахлесточное соединение с отверстием позволяет повысить прочность на разрыв за счет увеличения диаметра проплава на границе верхнего и нижнего элементов и повышение жесткости путем придания отверстию тороидальной формы. Соединение позволяет визуально определить качество формирования точки. При необходимости соединение обеспечивает передачу рабочей среды с одной стороны соединения на другую.
Предлагаемое сварное нахлесточное соединение с отверстием может быть получено с помощью известных в технике устройств. Следовательно, предлагаемое соединение обладает промышленной применимостью.
Сварное нахлесточное соединение, содержащее верхний и нижний элементы, соединенные общей сварной точкой, отличающееся тем, что сварная точка выполнена со сквозным оплавленным отверстием по ее центру через оба свариваемых элемента.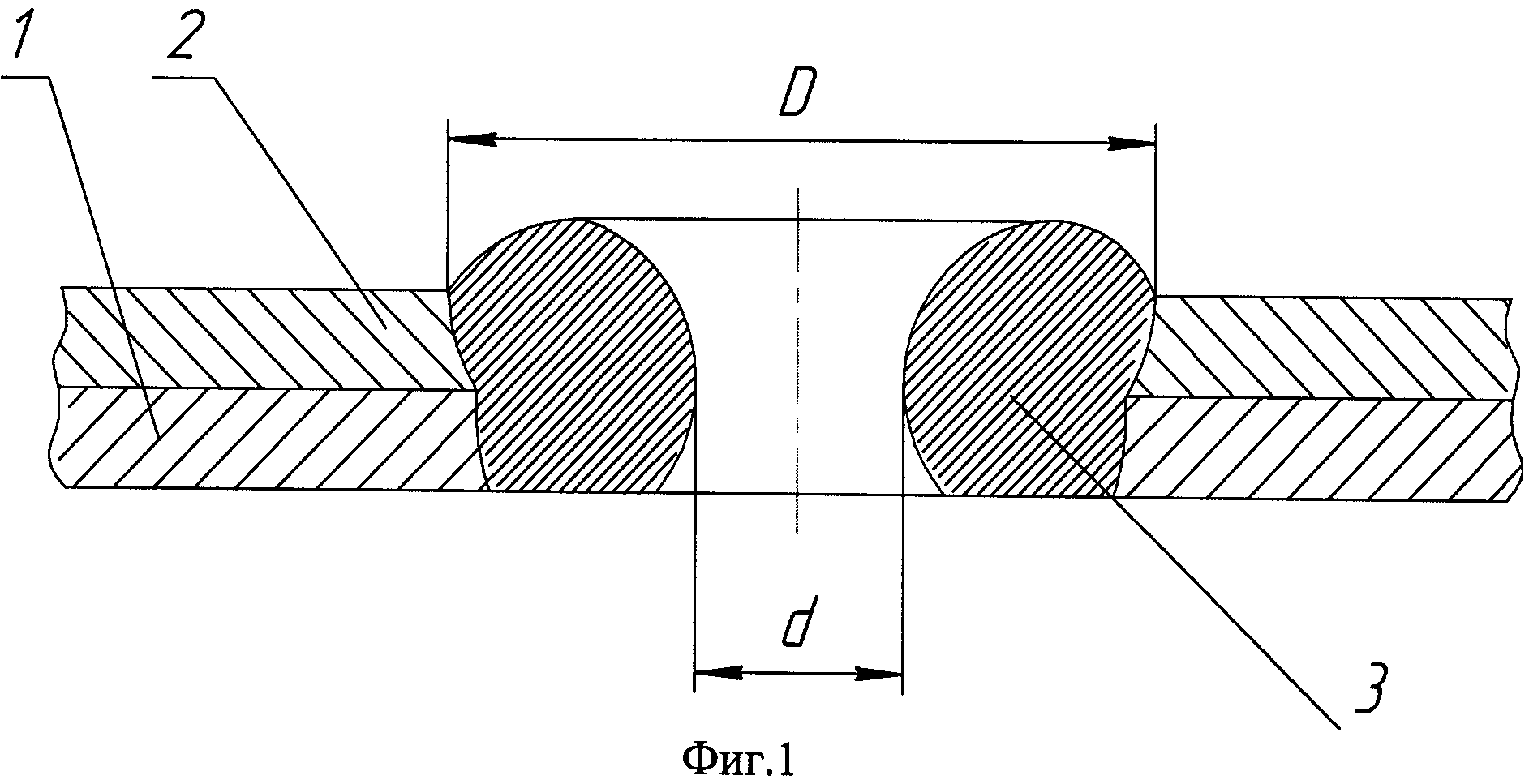
Способ сварки комбинацией дуг
Способ автоматической сварки комбинацией дуг
Способ определения площади проплавления при сварке плавящимся электродом
Способ механизированной наплавки комбинацией дуг
Способ дуговой сварки двумя электродами
Способ ручной дуговой сварки штучными покрытыми электродами
Способ двухдуговой автоматической сварки
Способ определения площади проплавления основного металла при дуговой сварке
Способ получения проб наплавляемого металла
Элемент фотопреобразователя
Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления
Способ нанесения жаростойкого металлокерамического покрытия на изделия из жаропрочных сплавов
Устройство для ультразвукового упрочнения деталей типа тел вращения на станках с чпу
Способ получения слоистых композиционных материалов
Способ определения обрабатываемости материалов
Способ формирования жаростойких покрытий
Способ получения медьсодержащего материала в виде металлической подложки с нанесенными на нее микрочастицами меди
Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления

