Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Вид РИД
Изобретение
Изобретение относится к области сварки и может быть использовано для определения химического состава сварного шва при сварке плавлением.
Известен способ определения площади проплавления основного металла шва, наплавленного на пластину дуговой сваркой плавящимся электродом, по которому изготавливают макрошлиф поперечного сечения шва, определяют по макрошлифу границу между металлом шва и основным металлом, измеряют площади поперечного сечения шва и наплавленного металла и рассчитывают площадь поперечного сечения расплавленного основного металла, как разность между площадью шва и площадью наплавленного металла (см. Н.Л. Зайцев и др. Расчетно-экспериментальная методика оценки конфигурации сварных швов. Современные проблемы сварочного производства. Сборник научных трудов. Челябинск, Издательский центр ЮУрГУ, 2016, с.168, рис. 4).
Данный способ является трудоемким, так как требует изготовления макрошлифа и не может использоваться непосредственно на свариваемом изделии, а только на контрольных образцах. Получаемое значение площади проплавления основного металла характеризует только одно конкретное сечение сварного шва, не позволяя судить о средних значениях площади проплавления для всего шва. Этот способ не применим для большинства сварных соединений, которые имеют разделку кромок и зазор между свариваемыми пластинами и остается неизвестным точное значение площади сечения наплавленного металла.
Известен также способ определения площади проплавления основного металла шва соединения с зазором и разделкой свариваемых кромок, выполненного автоматической дуговой сваркой плавящимся электродом, по которому определяют скорость сварки и производительность наплавки электродного металла, рассчитывают площадь поперечного сечения наплавленного металла, изготавливают макрошлиф поперечного сечения шва, определяют на макрошлифе границу между металлом шва и основным металлом, измеряют площадь поперечного сечения шва и рассчитывают площадь поперечного сечения расплавленного основного металла, как разность между площадью поперечного сечения шва и площадью поперечного сечения наплавленного металла (см. А.А. Ерохин. Основы сварки плавлением. М.: Машиностроение, 1973. С. 159). Этот способ принят за прототип.
Данный способ также является трудоемким, так как требует изготовления макрошлифа и не может использоваться непосредственно на свариваемом изделии, а только на контрольных образцах. Получаемое значение площади проплавления основного металла характеризует только одно конкретное сечение сварного шва, не позволяя судить о средних значениях площади проплавления для всего шва. Способ не позволяет получать информацию о степени отклонений площади поперечного сечения проплавления основного металла и, как следствие, неоднородности химического состава сварного шва по его длине.
В предлагаемом способе определения площади поперечного сечения проплавления основного металла шва, выполненного автоматической сваркой плавящимся электродом, по которому определяют скорость сварки и производительность наплавки электродного металла, рассчитывают площадь поперечного сечения наплавленного металла.
В отличие от прототипа до сварки определяют содержание химических элементов в основном и наплавленном металлах, после сварки определяют содержание этих же элементов в металле шва, рассчитывают долю участия основного металла в металле шва для каждого химического элемента по формуле

где СШ - содержание химического элемента в шве, %;
СН - содержание этого элемента в наплавленном металле, %;
СО - содержание элемента в основном металле, %
и вычисляют среднее значение доли участия основного металла в металле шва для всех элементов, а площадь поперечного сечения основного металла рассчитывают по формуле

где ΨОС - среднее значение доли участия основного металла в металле шва по всем химическим элементам, %;
FH - площадь поперечного сечения наплавленного металла, см2.
Технический результат предлагаемого способа заключается в том, что площадь поперечного сечения основного металла получают без изготовления макрошлифа поперечного сечения шва, путем определения его химического состава. Это возможно благодаря тому, что среднее значение расчетной доли участия основного металла в металле шва по нескольким химическим элементам адекватно отражает значение площади проплавления основного металла, а значения химического состава наплавленного металла определяются стандартным образом при сертификации или аттестации сварочных материалов. Химический состав основного металла приводится в сертификатах на партию проката и контролируется при входном контроле свойств металла на предприятиях. Определение содержание химического состава основного и наплавленного металлов при сварке ответственных конструкций является неотъемлемой частью отработки технологии их сварки. Современные методы спектрального химического анализа позволяют быстро и с высокой точностью определять содержание химических элементов в шве, в том числе в отдельных точках по его длине на лицевой и обратной поверхностях шва. Это позволяет применять предлагаемый способ и без разрушения металла шва. Информация об отклонениях площади поперечного сечения проплавления основного металла по его длине позволяет судить о стабильности и однородности сварного шва и принимать меры по повышению качества сварных соединений.
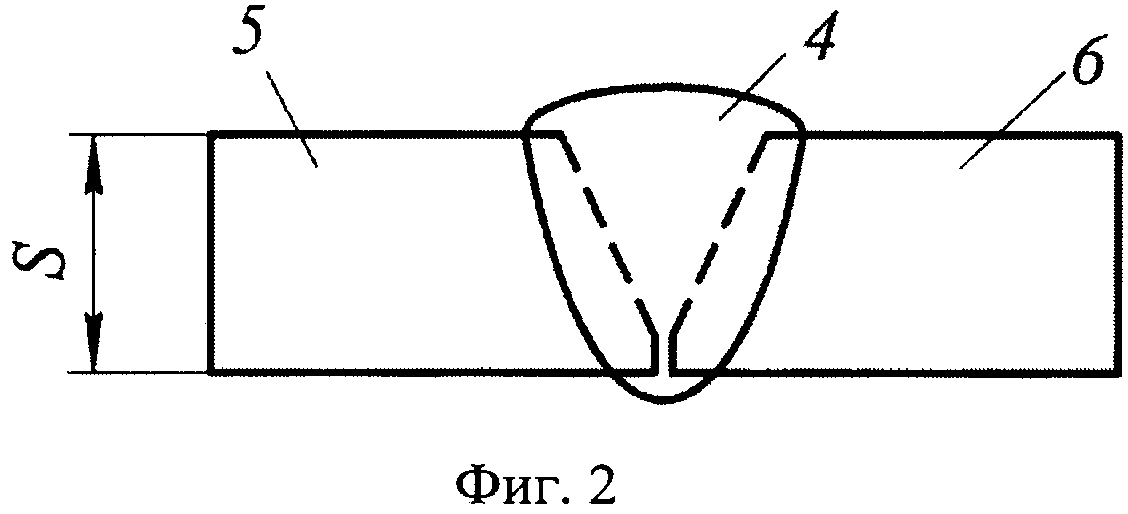
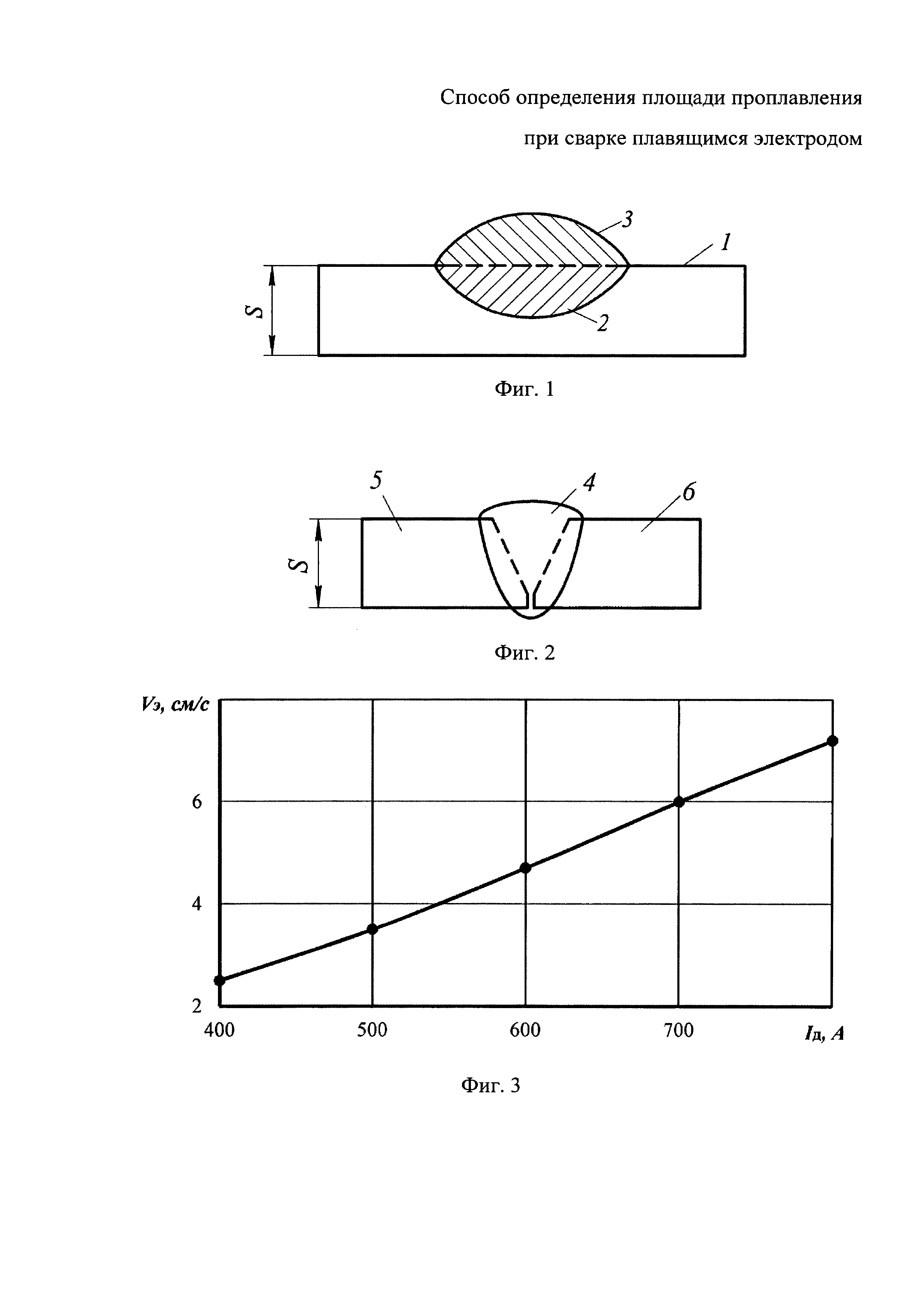
На фиг. 1 показано поперечное сечение наплавочного шва при дуговой наплавке на пластину плавящимся электродом, на фиг. 2 - поперечное сечение сварного шва стыкового соединения, выполненное с зазором и разделкой кромок, на фиг. 3 - зависимости скорости расплавления плавящегося электрода от тока дуги.
На фиг. 1 приведено поперечное сечение шва, полученное путем изготовления макрошлифа наплавки на сплошную пластину 1 толщиной S. Его можно точно разделить на поперечное сечение основного металла 2, площадью FO и поперечное сечение наплавленного металла 3 площадью FH. Площадь проплавления основного металла определяется как разность между площадью сечения шва FШ и сечения наплавленного металла

По измеренным площадям FШ и FO можно рассчитать долю участия основного металла в металле шва

Из формулы (4) получаем формулу для определения площади проплавления основного металла FO, если известна доля участия основного металла в металле шва

На фиг. 2 показано поперечное сечение шва 4, полученное путем изготовления макрошлифа из наплавки одностороннего шва стыкового соединения двух пластин 5 и 6, толщиной S выполненного с зазором и (или) разделкой кромок. В этом случае по макрошлифу нельзя точно определить площадь сечения наплавленного металла, так как неизвестны точно величины площади зазора и площади поперечного сечения разделки кромок.
Площадь поперечного сечения наплавленного металла FH в этом случае можно определить, если измерена скорость сварки и производительность наплавки по формуле

где GH - производительность наплавки, г/с;
ρ - плотность наплавленного металла, г/см3;
VC - скорость сварки, см/с.
Производительность наплавки можно определить также взвешиванием, например, контрольных образцов до и после сварки. Разницу масс пластин до и после сварки следует разделить на время сварки, которое можно получить измерением или по известным длине шва и скорости сварки. Данная методика представляет известный способ определения площади поперечного сечения основного металла.
На фиг. 3 приведены зависимости скорости расплавления электрода при сварке дугой под флюсом от тока дуги обратной полярности. С их помощью можно определить производительность наплавки GH и площадь поперечного сечения наплавленного металла FH по формуле (6) и использовать для определения FO как в известном, так и в предлагаемом способах. Аналогичные зависимости имеются для других способов сварки плавлением.
Производительность наплавки GH определяется следующим образом. Скорость расплавления электродного металла VЭ и коэффициент расплавления электродной проволоки ар связаны известным соотношением

где j - плотность тока в сечении электродной проволоки, А/см2;
ρ - плотность электродной проволоки, г/см3.
Коэффициенты расплавления αP и коэффициент наплавки αН связаны между собой зависимостью

где ψП - коэффициент потерь, данные о котором имеются в специальной литературе.
Производительность наплавки GH в формуле (6) можно определить по формуле

где - ток в электроде, А.
Содержание какого-либо химического элемента в шве при сварке СШ можно определить по известной формуле
 I
I
где СО - содержание данного элемента в основном металле, %.
ΨО - доля участия основного металла в металле шва;
СН - содержание данного элемента в наплавленном металле, %.
Из формулы (10) получаем формулу (1) для определения доли участия ΨО
ΨО=(СШ-СН)/(СО-СН),
а из нее формулу (2) для определения площади проплавления поперечного сечения основного металла FO.
Содержание химического состава основного металла СО при производстве ответственных сварных конструкций обычно контролируется при поступлении на производство новой партии металлического проката и известно с высокой точностью или известно по представляемым поставщиком сертификатам качества. Также оно может точно указываться при поставках проката по желанию потребителя. Содержание химического состава наплавленного металла при автоматической сварке с учетом протекающих металлургических реакций определяется путем получения многослойной наплавки на основной металл таким образом, чтобы основной металл не попадал в верхние слои наплавки. Конкретное содержание химических элементов также может указываться в документах при поставке сварочных материалов. При отработке технологии сварки также несложно получить содержание химических элементов в такой наплавке. Следовательно, определив путем химического анализа содержание химического элемента в шве, можно рассчитать с помощью формулы (1) долю участия основного металла, показываемую данным химическим элементом. То же самое необходимо выполнить для других химических элементов. Наилучшим образом истинную долю участия ΨО будет характеризовать среднее значение ΨОС, полученное по результатам расчетов по всем элементам. Разброс значений ΨО, по полученным данным относительно среднего значения ΨОС в пределах одной зоны шва, где проводится его химический анализ, будет характеризовать стабильность и однородность свойств сварного шва в этой зоне. Разброс значений и адекватность полученного среднего значения ΨОС можно определить с помощью методов математической статистики.
Разброс значений ΨО, по полученным данным в пределах нескольких зон шва, где проводится его химический анализ, будет характеризовать стабильность и однородность свойств сварного шва по его длине.
После получения среднего значения ΨОС можно рассчитать площадь сечения основного металла по формуле (2), подставив в нее вместо ΨО среднее значение ΨОС.
Пределы допустимых отклонений площади основного металла или ΨОС по длине шва могут стать одним из приемочных показателей для сварных соединений наряду с требованиями по допустимости дефектов сварки. При использовании спектральных методов химического анализа шва способ позволяет использовать новый метод неразрушающего контроля качества сварных соединений.
Пример.
Для дуговой автоматической сварки под слоем флюса определяли площадь проплавления поперечного сечения основного металла по предлагаемому и известному способам. В качестве флюса использовался флюс АН-348А. Первый шов двухстороннего стыкового соединения выполняли с неполным проваром. Диаметр электродной проволоки составлял dЭ=4 мм, ток дуги IД=712 А, напряжение на дуге UД=32 В, скорость сварки VC=0,67 см/с. Толщина пластин из стали 09Г2С составляла δ=16 мм. Скорость подачи электродной проволоки составляла 2,9 см/с.
Взвешиванием сварочного образца до наплавки и после наплавки, измерением длины шва и времени наплавки была определена производительность наплавки GН= и рассчитано опытное значение площади поперечного сечения наплавленного металла FH=0,54 см2.
Содержание химических элементов в основном металле составило по данным сертификата на партию проката: углерод С=0,1%, марганец Mn=1,7%, кремний Si=0,8%, никель Ni=0,3%, медь Cu=0,3%, Cr=0,3%, серы S=0,04%, фосфора Р=0,035%.
Содержание этих же элементов в наплавленном металле проволокой Св-08А по результатам многослойной наплавки по требованиям стандарта ГОСТ 6497 составило: углерод С=0,08%, марганец Mn=1,0%, никель Ni=0,2%, хром Cr=0,2% кремний Si=0,2%, сера S=0,030%, фосфор Р=0,030%.
Содержание химических элементов в основном металле, наплавленном металле и сварном шве, представлено в таблице. Также в ней представлены расчетные значения ψO по каждому из элементов.
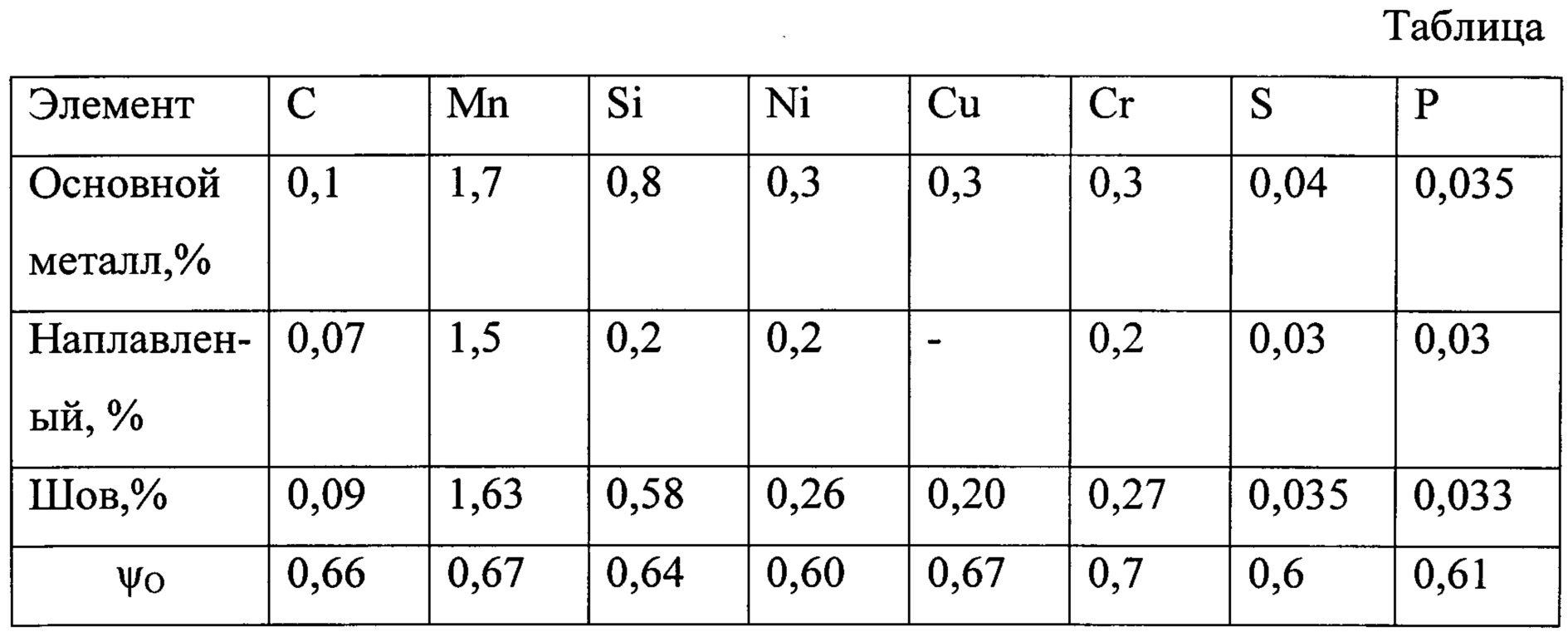
Среднее значение ΨОС, определенное по всем химическим элементам, составляет 0,643. Рассчитали площадь проплавления основного металла по предлагаемому способу по формуле (2)
FO=ΨOCFH/(1-ΨОС)=0,643⋅0,54/(1-0,643)=1,03 см2.
Также было определена площадь проплавления основного металла по известному способу.
На данном режиме получено поперечное сечение провара по макрошлифу с шириной шва В=20 мм и проваром Н=9,5 мм. С помощью современного программного обеспечения по увеличенным фотографиям макрошлифа были измерены составляющие площади экспериментального сечения шва: FШ=169 мм2, FH=52 мм2, FO=117 мм2.
FO=FШ-FH=1,69-0,52=1,17 см2.
Разница между определенной площадью проплавления основного металла по макрошлифу и по предлагаемому способу составляет 14 мм2, а относительное отклонение - 5,1%. При этом данные по макрошлифу характеризуют только одно сечение шва, в то время как выполнение определения поперечного сечения проплавления основного металла по предлагаемому способу характеризует полную длину шва.
Предлагаемый способ обладает промышленной применимостью, так как на многих предприятиях по производству сварных конструкций имеются лаборатории химического и спектрального анализа металла, производительность наплавки определяется с помощью несложного опыта, а данные по химическому составу основного металла и наплавленного металла имеются в документах от их поставщиков.
Горелка для точечной плазменной сварки
Сварное нахлесточное соединение
Способ двусторонней дуговой сварки
Способ подготовки кромок деталей под дуговую сварку стыкового соединения
Способ дуговой сварки
Способ сварки нахлесточных соединений из разнородных металлов
Опора трубопровода
Способ дуговой сварки штучным покрытым электродом
Способ определения скорости расплавления покрытого электрода
Способ двусторонней дуговой сварки тавровых соединений
Способ подготовки кромок деталей под дуговую сварку стыкового соединения
Способ дуговой сварки
Способ сварки нахлесточных соединений из разнородных металлов
Опора трубопровода
Способ дуговой сварки штучным покрытым электродом
Способ определения скорости расплавления покрытого электрода
Способ двусторонней дуговой сварки тавровых соединений
Способ сварки комбинацией дуг
Способ механизированной наплавки дугой косвенного действия
Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке

