Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОГО БЛИСКА С ОХЛАЖДАЕМЫМИ РАБОЧИМИ ЛОПАТКАМИ, ИНТЕГРАЛЬНЫЙ БЛИСК И ОХЛАЖДАЕМАЯ ЛОПАТКА ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к области двигателестроения, точнее к осевым турбинам и компрессорам газотурбинных двигателей, а конкретно к способу изготовления биметаллических блисков с охлаждаемыми лопатками, в том числе высокотемпературных газотурбинных двигателей большого ресурса.
Известно интегральное рабочее колесо турбины неохлаждаемыми монокристаллическими лопатками, отлитыми одновременно и совместно с одним или двумя (наружным и внутренним) кольцами, так называемые «блинги» (ЕР 1728971 от 05.31.2005, опубл. 2006). При этом литейная форма колец с лопатками расположена перпендикулярно росту кристаллов от затравок во все лопатки одновременно. Полученный таким образом блинг соединяется с диском из другого металлического сплава диффузионной сваркой при высокой температуре и давлении или изостатическим прессованием в интегральное рабочее колесо. Такая конструкция предназначается только для малоразмерных двигателей с неохлаждаемыми лопатками и ободом диска.
Известно также изготовление рабочего колеса механической сборкой отдельно отлитых охлаждаемых лопаток с отдельно изготовленным диском с помощью замковых соединений, например типа "елочный замок" (Манушин Э.А., Суровцев И.Г. Конструирование и расчет на прочность турбомашин ГТД и комбинированных установок. М.: Машиностроение. 1990. С.93-98). Охлаждение лопаток осуществляется воздухом, для подвода которого в профильной части лопатки и в самом замковом соединении имеются каналы. Замковое соединение частично гасит колебания лопаток. Такая конструкция рабочего колеса из-за особенностей конфигурации замковой части имеет много мест концентрации напряжений, что ограничивает ресурс, приводит к утяжелению диска. Рабочие колеса с разъемными соединениями диска и лопаток часто не позволяют разместить необходимое по газодинамической эффективности количество лопаток из-за ограничения, которым является прочность замкового соединения. Кроме того, операция изготовления зубьев для замкового соединения (операция протяжки) дорогостоящая.
Способа изготовления и интегрального блиска с охлаждаемыми лопатками, пригодного для широкого класса турбин, в том числе высокотемпературных турбин большого ресурса, в информационных источниках не выявлено. Под интегральным блиском понимается рабочее колесо турбины - дисковая часть и лопатки как единая деталь.
Проблема соединения охлаждаемых лопаток с дисковой частью, в частности для высокотемпературных турбин большого ресурса, в единую деталь состоит в том, что процесс соединения этих компонент при высоких температурах и давлении методом, например, горячего изостатического прессования (ГИП), позволяющий прочно соединить названные компоненты (лопатки и дисковую часть), не позволяет сохранить каналы охлаждения в лопатках.
В основу изобретения положена задача повышения ресурса и облегчение конструкции рабочего колеса высокотемпературных турбин газотурбинных двигателей, в том числе предназначенных для длительной эксплуатации, за счет исключения замковой части и соединения охлаждаемых лопаток с дисковой частью в единую деталь интегрального блиска.
Техническим результатом является прочное соединение охлаждаемых лопаток и дисковой части в единую деталь интегрального блиска без изменения их конфигурации, в частности сохранения охлаждающих каналов в лопатках.
Другим техническим результатом является уменьшение массы рабочего колеса турбины.
Поставленная задача решается тем, что в способе изготовления интегрального блиска с охлаждаемыми рабочими лопатками для газотурбинного двигателя, при котором отдельные охлаждаемые лопатки, снабженные системой каналов для воздушного охлаждения, выполненные из одного металлического сплава, соединяют с дисковой частью, выполненной из другого металлического сплава согласно изобретению, предварительно определяют зону примерно равной длительной прочности сплавов, часть ножки, под расположенной на ней областью определенной зоны примерно равной длительной прочности, и дисковую часть капсулируют и располагают в аппарате в зоне воздействия ГИП, а профильную часть, трактовую полку, часть ножки над зоной примерно равной длительной прочности сплавов с системой охлаждения лопаток располагают вне зоны воздействия ГИП, после чего осуществляют воздействие процессом ГИП до соединения лопаток с дисковой частью в единую деталь в зоне примерно равной длительной прочности обоих сплавов.
Охлаждаемые рабочие лопатки выполняют с четырехугольными в поперечном сечении удлиненными ножками и системой каналов для охлаждения, располагаемыми выше определенной зоны примерно равной длительной прочности обоих соединяемых сплавов, вставляют обработанными частями ножек в отверстия технологического кольца, припаивают к нему и шлифуют по внутреннему диаметру, заготовку диска из гранулируемого сплава, шлифуют и обрабатывают по гладкому наружному диаметру гранулами собственного сплава, полученное технологическое кольцо с лопатками устанавливают на обработанную наружную поверхность диска с натягом, после чего, приваривая к технологическому кольцу торцевые крышки, формируют капсулу вокруг диска и ножек лопаток так, что зона примерно равной длительной прочности обоих соединяемых сплавов расположена внутри капсулы, размещают капсулу в газостате таким образом, чтобы в зоне действия технологического процесса оказалась только капсула с содержимым, проводят процесс ГИП, после чего удаляют элементы капсулы и технологическое кольцо механической обработкой и вытравливанием, оформляют радиусы на диске в местах соединения дисковой части с лопатками, например, электрохимией, проводят окончательную механическую и финишную термообработку.
Зону примерно равной длительной прочности обоих сплавов определяют расчетом или моделированием по кривым длительной прочности.
Поставленная задача решается также тем, что интегральный блиск с охлаждаемыми лопатками для газотурбинного двигателя, лопатки которого из одного металлического сплава, в том числе монокристаллического, соединены в одну деталь с дисковой частью из другого металлического сплава, в том числе гранулируемого, горячим изостатическим прессованием (ГИП) согласно вышеизложенному способу изготовления.
Поставленная задача, кроме того, решается также тем, что охлаждаемая рабочая лопатка для интегрального блиска турбины содержит систему воздушного охлаждения, включающую устройство подачи воздуха в лопатку в виде входного патрубка или отверстий в ножке, каналы распределения воздуха в профильную часть и в самой профильной части лопатки, расположенные выше определенной зоны соединения лопаток и дисковой части, и трубки подвода воздуха к устройству подачи, размещенные между основной дисковой частью блиска и покрывными дисками и подсоединенными к устройству подачи воздуха.
Предлагаемое изобретение в дальнейшем поясняется описанием и примером конкретного выполнения и рисунками, на которых приведено:
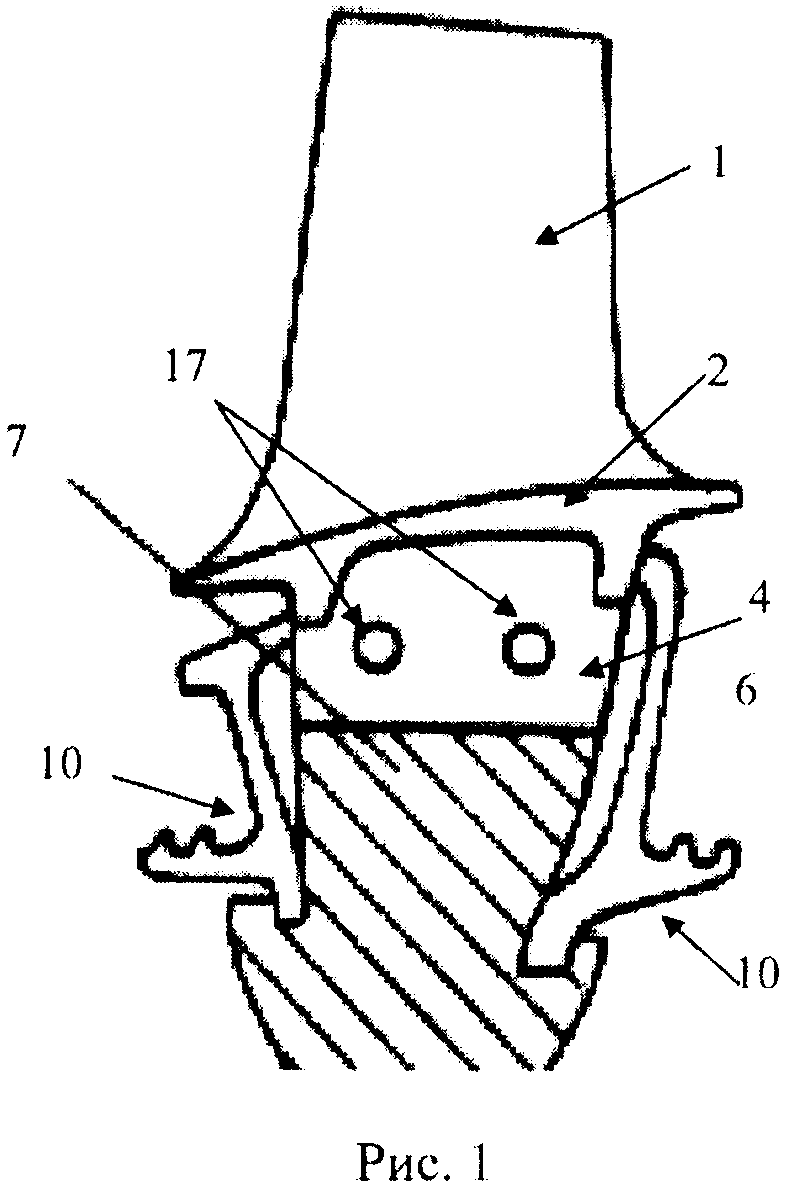
рис.1 - схема интегрального блиска с охлаждаемыми лопатками и с подачей воздуха в лопатку через отверстия в ножке выше зоны соединения с дисковой частью,
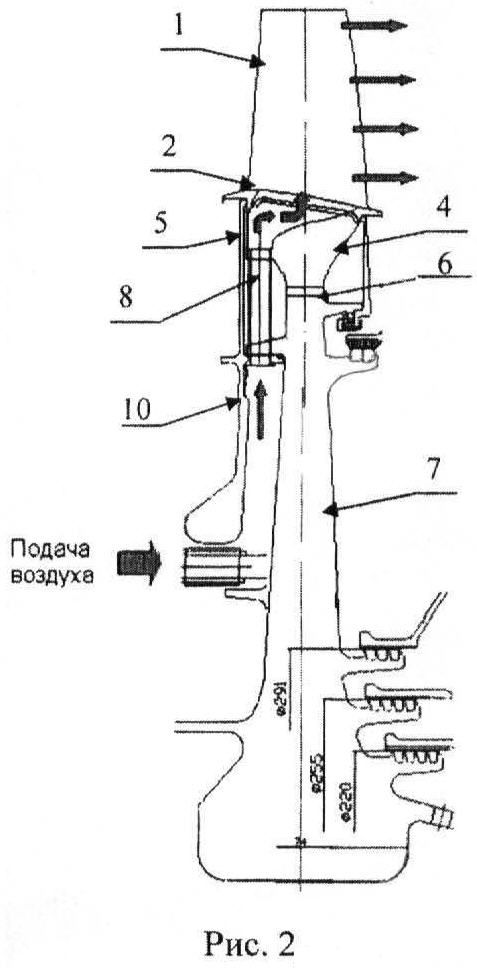
рис.2 - принципиальная схема системы охлаждения лопаток с подачей охлаждающего воздуха через специальный патрубок и профилированный канал, которые находятся выше зоны соединения лопаток с дисковой частью,
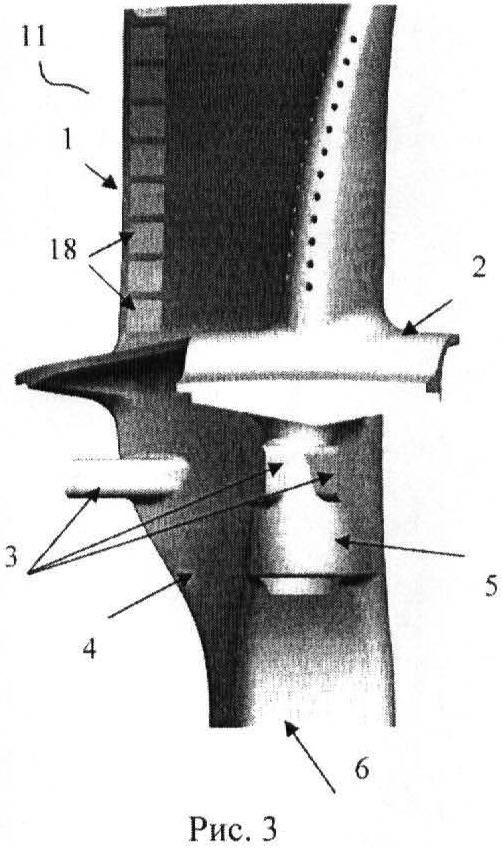
рис.3 - твердотельная модель охлаждаемой рабочей лопатки (рис.2) до зоны соединения (6) с дисковой частью,
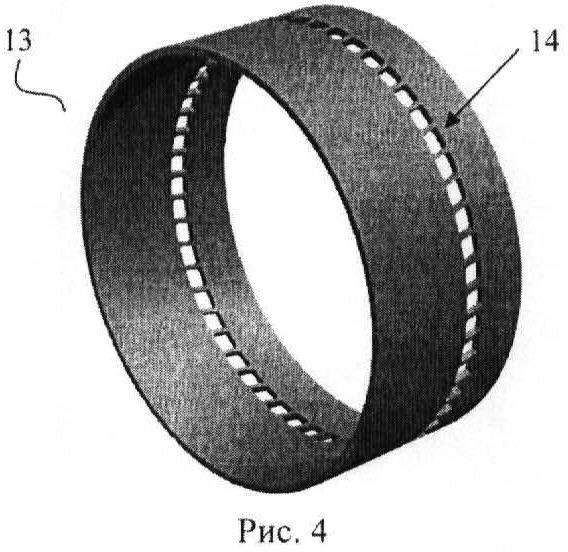
рис.4 - технологическое кольцо,
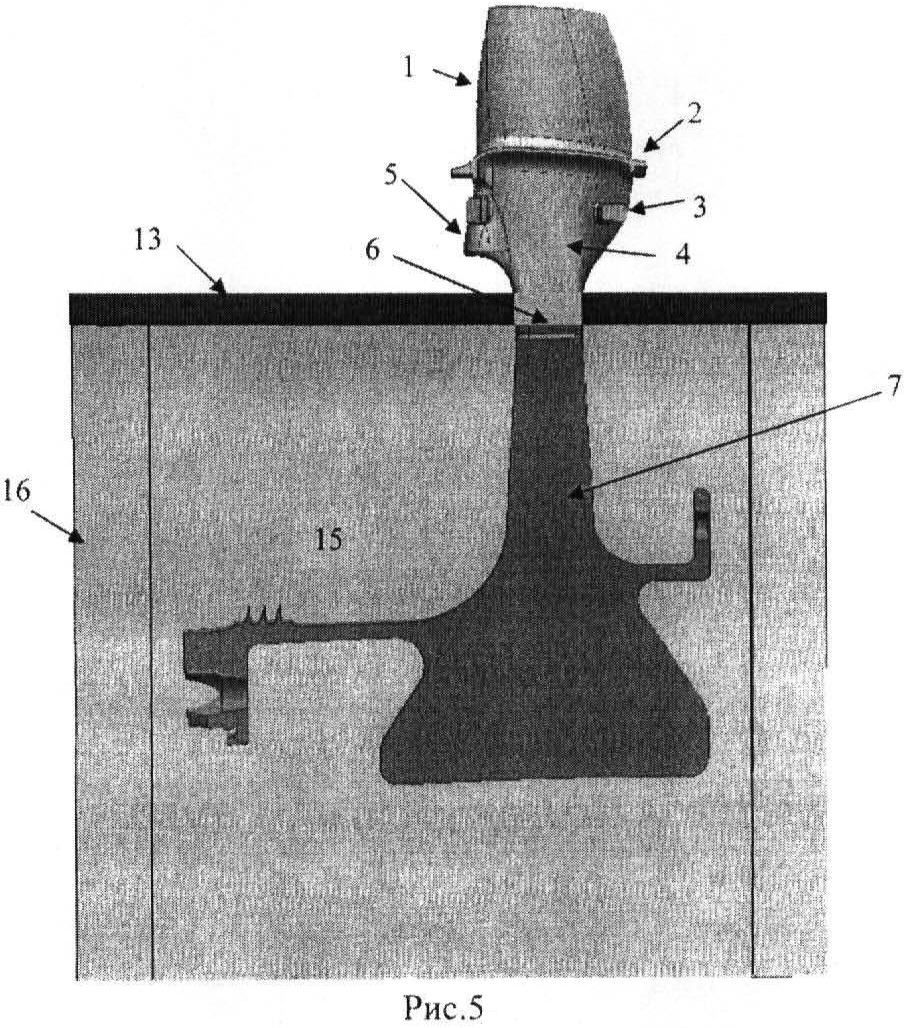
рис.5 - сборка лопаток и диска в капсуле,
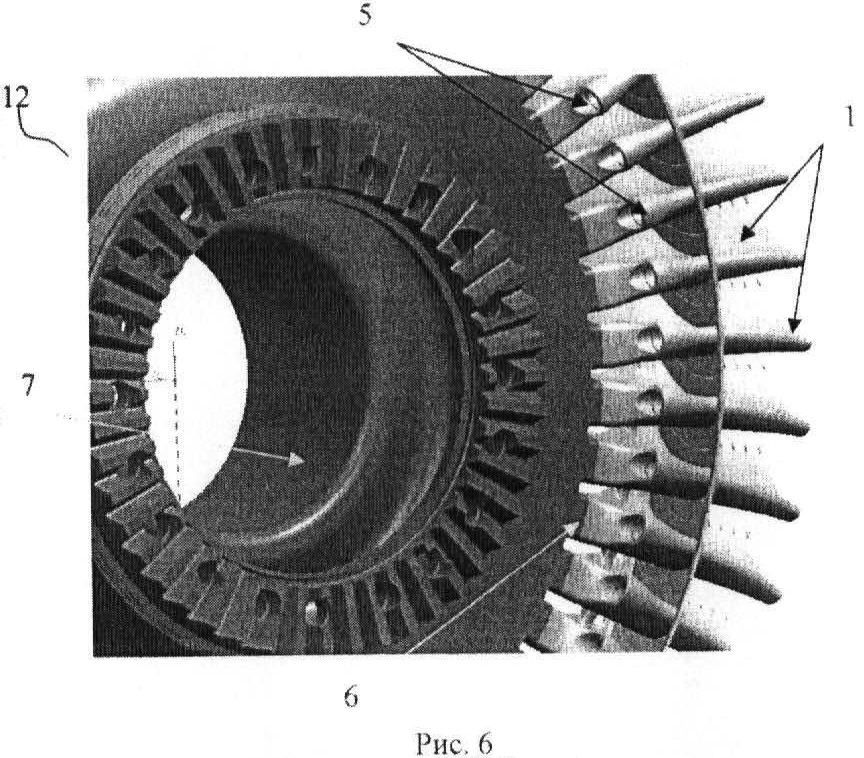
рис.6 - полученный интегральный блиск с охлаждаемыми лопатками согласно изобретению,
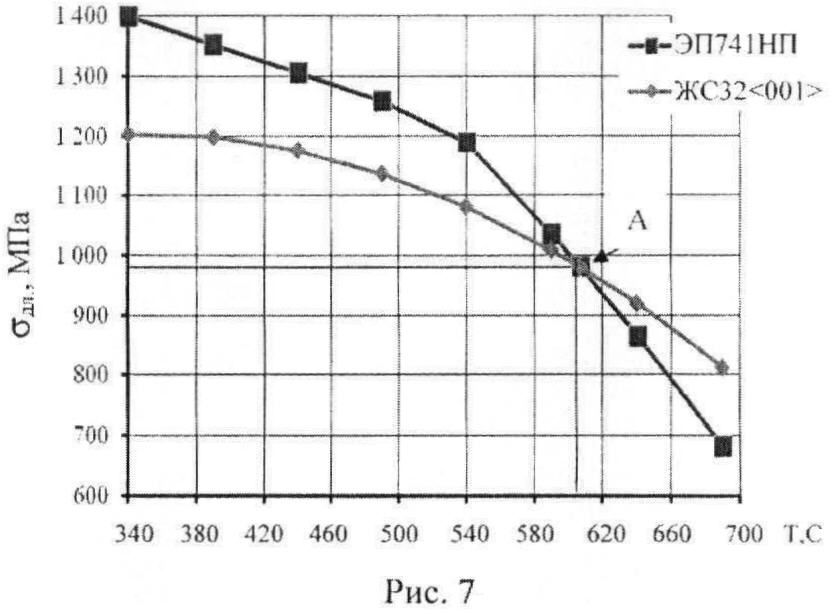
рис.7 - кривые зависимости длительной прочности обоих сплавов от температуры при заданной длительности расчетного режима,
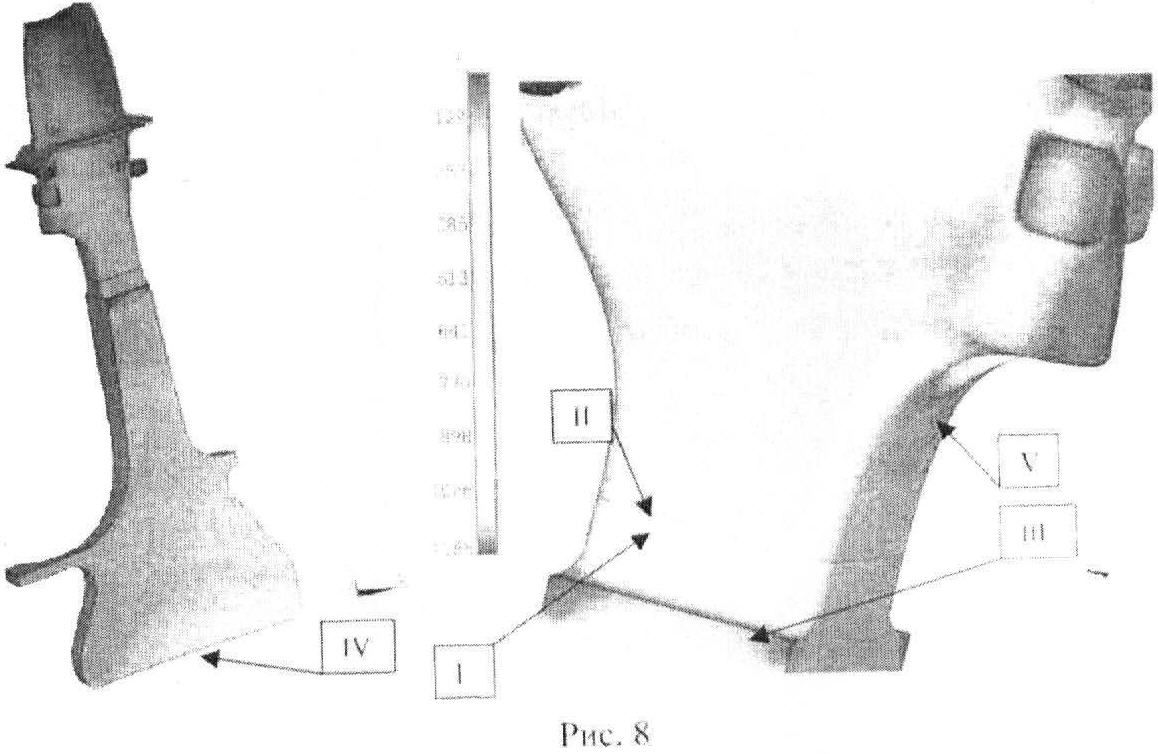
рис.8 - иллюстрация расчета блиска, напряжения по Мизесу [МПа], расположение исследуемых зон блиска, приведенная в таблице 2.
Способ изготовления интегрального блиска с охлаждаемыми лопатками согласно изобретению осуществляют следующим образом.
В примере способа изготовления интегрального блиска с охлаждаемыми лопатками для рабочего колеса высокотемпературной турбины газотурбинного двигателя (рис.6), в том числе большого ресурса, при котором отдельные лопатки выполнены из одного монокристаллического сплава ЖС32 <001>, и дисковая часть выполнена из другого гранулируемого металлического сплава ЭП741НП, соединяют в единую деталь согласно изобретению следующим образом.
Предварительно расчетным путем определяют зону примерно равной длительной прочности сплавов, например по кривым длительной прочности Лаосона-Миллера или как показано на рис.7, где область примерно равной длительной прочности пары соединяемых в единую деталь сплавов предварительно определяют по кривым длительной прочности обоих сплавов, перестроенных как зависимости пределов длительной прочности каждого сплава от температуры для длительности наиболее повреждающего рабочего режима (рис.7), по которым в точке пересечения этих кривых (точка А) устанавливается значение температуры, при которой величины длительной прочности обоих сплавов одинаковы, затем в соответствии с температурным состоянием колеса на названном режиме эксплуатации устанавливается область зоны действия температуры найденного значения, которое и является оптимальным для осуществления соединения лопаток с дисковой частью колеса, т.е. зоной примерно равной длительной прочности обоих сплавов.
Охлаждаемая лопатка 11 (рис.3) имеет систему воздушного охлаждения, включающую устройство подачи воздуха в лопатку в виде входного патрубка 5 (рис.2) или отверстий в ножке 17 (рис.1), расположенные выше над зоной соединения 6 лопаток с дисковой частью, каналы распределения воздуха в профильной части 1 лопатки 11, расположенные над трактовой полкой 2 (на рис. не показаны), и выходные отверстия 18 в профильной части 1 лопатки. Трубки 8 подвода воздуха к устройству подачи размещены между дисковой частью 7 блиска и покрывным 10 диском. На рис.2 показаны трубки 8, подсоединенные к вышеуказанному патрубку 5.
Отливают лопатки 11 с четырехугольными в поперечном сечении ножками 4, удлиненными для заделки в дисковую часть, которые обрабатывают под соединение с дисковой частью 7. Обработанные ножки вставляют в металлическое технологическое кольцо 13 в отверстия 14, которые выполнены под ножки лопатки, и припаивают их к технологическому кольцу 13. Технологическое кольцо 13 может быть выполнено, например, из стали 20.
Затем технологическое 13 кольцо с впаянными в него лопатками 1 шлифуют по внутреннему диаметру.
Заготовку дисковой части, например, из гранулируемого сплава обрабатывают (шлифуют) по поверхности 6 соединения с лопатками, т.е. по наружному диаметру и затем обрабатывают гранулами, например, собственного сплава тонким слоем.
На основе результатов расчетов и оптимизации режимов ГИП и конструкции оснастки создается ее компьютерная модель, позволяющая провести трехмерное макетирование, компьютерную сборку для формирования капсулы 15.
Технологическое кольцо 13 (рис.4) с лопатками устанавливают на обработанную наружную поверхность дисковой части, после чего, приваривая к технологическому кольцу спроектированные по компьютерной модели торцевые крышки 16, формируют капсулу 15 (рис.5) согласно компьютерной модели.
Дисковую часть 7 и части ножек лопаток 4 капсулируют так, что зона 6 примерно равной длительной прочности обоих соединяемых сплавов расположена внутри капсулы 15.
Затем располагают в аппарате (газостате) капсулу 15 в зоне воздействия ГИП, а профильную часть 1 лопаток, трактовую полку 2, часть ножки 4 и системы охлаждения - патрубок 5 располагают вне зоны воздействия, после чего осуществляют воздействие процессом ГИП до соединения лопаток с дисковой частью в единую деталь в зоне примерно равной длительной прочности обоих сплавов.
После этого удаляют элементы капсулы 15 и 16 и технологическое кольцо 13 механической обработкой и вытравливанием, оформляют радиусы на дисковой части в местах соединения дисковой части с лопатками, например, электрохимией, проводят окончательную механическую и финишную термообработку.
Операции, предваряющие процесс газостатирования, проводят традиционным для технологии ГИП способами.
В готовом изделии контролируют геометрические размеры и свойства.
В результате получают интегральный блиск с системой для охлаждения лопаток (рис.6)
Детали трубки 8 и покрывной диск 10 устанавливают на готовый блиск в процессе сборки турбины.
Далее в таблице 1 и таблице 2 приведены данные сравнения рабочего колеса турбины согласно изобретению и прототипа:
А "классическое" разборное (замковое) рабочее колесо: лопатки из сплава ЖС32 <001> и диск из сплава ЭП741НП соединены трехзубым замком типа "елочка".
В интегральный блиск, содержащий охлаждаемые лопатки, в том числе монокристаллические, со специальной (рациональной) конструкцией хвостовика и диск из другого, в частности, гранулируемого сплава, соединенные методом ГИП в оптимальном с точки зрения условий эксплуатации месте.
С интегральный блиск, содержащий охлаждаемые лопатки, в том числе монокристаллические, со специальной (рациональной) конструкцией хвостовика и диск из другого, в частности, гранулируемого сплава, соединенные методом ГИП в оптимальном с точки зрения условий эксплуатации месте с весовой оптимизацией.
|
Из таблицы 1 видно уменьшение веса колеса по сравнению с исходной замковой конструкцией (А) - на 18.4% для конструкции интегрального блиска В и на >33% для конструкции оптимизированного интегрального блиска С.
|
Зоны в таблице 2 представлены на рис.8 в соответствии с нумерацией.
Как видно из таблицы 2, полученные запасы длительной статической прочности значительно выше допустимых значений [Km]=1.1 для лопаток и [Km]=1.25 для дисковой части. Это позволяет в несколько раз увеличить ресурс колеса.
Изобретение позволяет
- создать составные конструкции с встроенными лопатками (в том числе монокристаллическими), работающими в оптимальных для каждого из материалов температурно-силовых условиях и обладающие достаточной прочностью и надежностью зоны соединения;
- устранить такие сложные конструктивные соединения, как замковые, фланцевые, а также сварные и паяные, и связанные с использованием этих соединений проблемы обеспечения прочностной надежности;
- снизить вес рабочего колеса более чем на 30% по сравнению с прототипом - замковой конструкцией с размерностью интегрального блиска, что ведет к уменьшению инерционности ротора, улучшению его динамических характеристик, т.е. уменьшению времени приемистости, облегчению запуска. Уменьшение массы колеса и лопаток в целом можно использовать для отстройки от резонансных режимов лопаток ротора;
- увеличить в несколько раз ресурс колеса за счет исключения концентраторов напряжений в замковых соединениях;
- решить проблему размещения лопаток на диске, т.е. оптимизировать густоту решетки по газодинамической эффективности, что может привести к повышению КПД и, соответственно, к выигрышу в топливной экономичности;
- определить оптимальное с точки зрения свойств и условий работы детали положение зоны соединения лопаток с диском;
- обеспечить подвод охлаждающего воздуха к лопаткам;
- исключить дорогостоящую сложную операцию протяжки при изготовлении замковых соединений лопаток с диском.
Кроме того, применение интегрального блиска с рациональной конструкцией хвостовиков охлаждаемых лопаток, в том числе монокристаллических, для соединения их методом горячего изостатического прессования с диском из другого металлического сплава, может позволить повысить частоту вращения или температуру газа перед турбиной, что приведет к увеличению мощности (тяги), уменьшению удельного расхода топлива.
Изобретение может быть использовано преимущественно для изготовления биметаллических блисков полноразмерных высокотемпературных газотурбинных двигателей, в том числе высокотемпературных газотурбинных двигателей большого ресурса, используемых в авиационной, космической, наземной технике, промышленной энергетике, но не ограничиваясь ими.
Авиационная силовая установка
Нанокомпозитное твердое горючее для прямоточного воздушно-реактивного двигателя
Межроторная опора газотурбинного двигателя
Способ исследования теплозащитных свойств высокотемпературных покрытий и устройство для его осуществления
Способ полетной диагностики авиационного турбореактивного двухконтурного двигателя со смешением потоков
Акустическая форсунка
Стенд для измерения нагрузок, воздействующих на объект авиационной техники
Способ определения температуры торможения газового потока
Пневматическое устройство для испытания конструкции двигателя летательного аппарата на ударное воздействие
Авиационная силовая установка
Авиационная силовая установка
Система регулирования радиального зазора
Способ изготовления полого диска газотурбинного двигателя
Способ изготовления диска осевой турбомашины
Полый диск ротора турбины и способ его изготовления
Охлаждаемая лопатка турбомашины
Способ изготовления интегрального блиска с неохлаждаемыми рабочими лопатками для газотурбинного двигателя и интегральный блиск
Способ лазерной сварки полых изделий
Способ изготовления керамической оболочки для литья лопаток (варианты)
Способ фланцевого соединения корпусов энергетических машин

